Способ и устройство для изготовления заливочной формы и способ и устройство для изготовления изделия с использованием заливочной формы
Формула / Реферат
1. Способ изготовления заливочной формы для изготовления по меньшей мере одного изделия, такого как бетонное тело, содержащий этапы, на которых
регулируют приблизительный шаблон, который грубо аппроксимирует форму одной стороны изделия;
укладывают слой обрабатываемого материала на приблизительный шаблон и
обрабатывают слой материала так, чтобы почти полностью соответствовать форме одной стороны изделия.
2. Способ по п.1, в котором этап регулировки приблизительного шаблона состоит из этапов, на которых
используют регулировочный блок с контейнером и некоторым количеством регулируемых элементов, связанных с ним, которые могут двигаться по отдельности или группой относительно друг друга и контейнера, а также с ограничительными средствами для фиксации регулируемых элементов;
помещают регулируемые элементы в желательные позиции и
приводят в действие ограничительное средство.
3. Способ по п.2, в котором этап помещения регулируемых элементов в желательное положение состоит из этапов, на которых используют по меньшей мере один привод, перемещаемый относительно контейнера и регулируемых элементов; размещают привод относительно выбранного регулируемого элемента и подают питание на привод до тех пор, пока выбранный регулируемый элемент не займёт желательное положение.
4. Способ по п.3, в котором приводом является цилиндр, работающий на основе по меньшей мере одного из принципов из группы, содержащей гидравлику, пневматику и т.д.
5. Способ по любому из пп.1-4, содержащий далее этап, на котором формируют аналогичным образом противоположную заливочную форму, имеющую точную форму другой стороны изделия.
6. Способ по любому из пп.1-5, содержащий далее этап, на котором копируют приблизительный шаблон путём установки копирующего средства на приблизительный шаблон, так что копирующее средство принимает форму приблизительного шаблона.
7. Способ по п.6, в котором этап нанесения слоя материала состоит из этапов, на которых помещают приблизительный шаблон и копирующее средство на некотором расстоянии друг от друга и укладывают материал между ними.
8. Способ по п.6 или 7, в котором копирующее средство также может содержать регулировочный блок по п.2.
9. Способ по п.8, содержащий далее этапы, на которых наносят второй слой обрабатываемого материала на копирующее средство; обрабатывают слой материала таким образом, чтобы почти полностью соответствовать форме другой стороны изделия.
10. Способ по любому из пп.1-9, содержащий далее этап, на котором копируют точный шаблон одной стороны изделия после обработки слоя материала путём помещения копирующего средства на слой материала таким образом, что копирующее средство принимает вид точного шаблона.
11. Способ по любому из пп.6-10, в котором копирующее средство может содержать вакуум-упаковку.
12. Способ по п.10 или 11, в котором копирующее средство формирует заливочную форму.
13. Способ по любому из пп.1-12, содержащий далее этап, на котором укладывают пенный материал, такой как пенополиуретан, для слоя материала для обработки.
14. Способ по любому из пп.1-13, в котором этап обработки слоя состоит из этапа механической обработки материала.
15. Способ по п.14, в котором этап механической обработки состоит из этапа, на котором используют управляемое компьютером устройство, такое как вырубное устройство ЧПУ.
16. Способ изготовления изделия, содержащий этапы, на которых изготавливают по меньшей мере одну заливочную форму в соответствии по меньшей мере с одним из пп.1-15; заполняют заливочную форму отверждаемым материалом для изделия; отверждают этот материал.
17. Изделие, полученное в соответствии со способом по п.16.
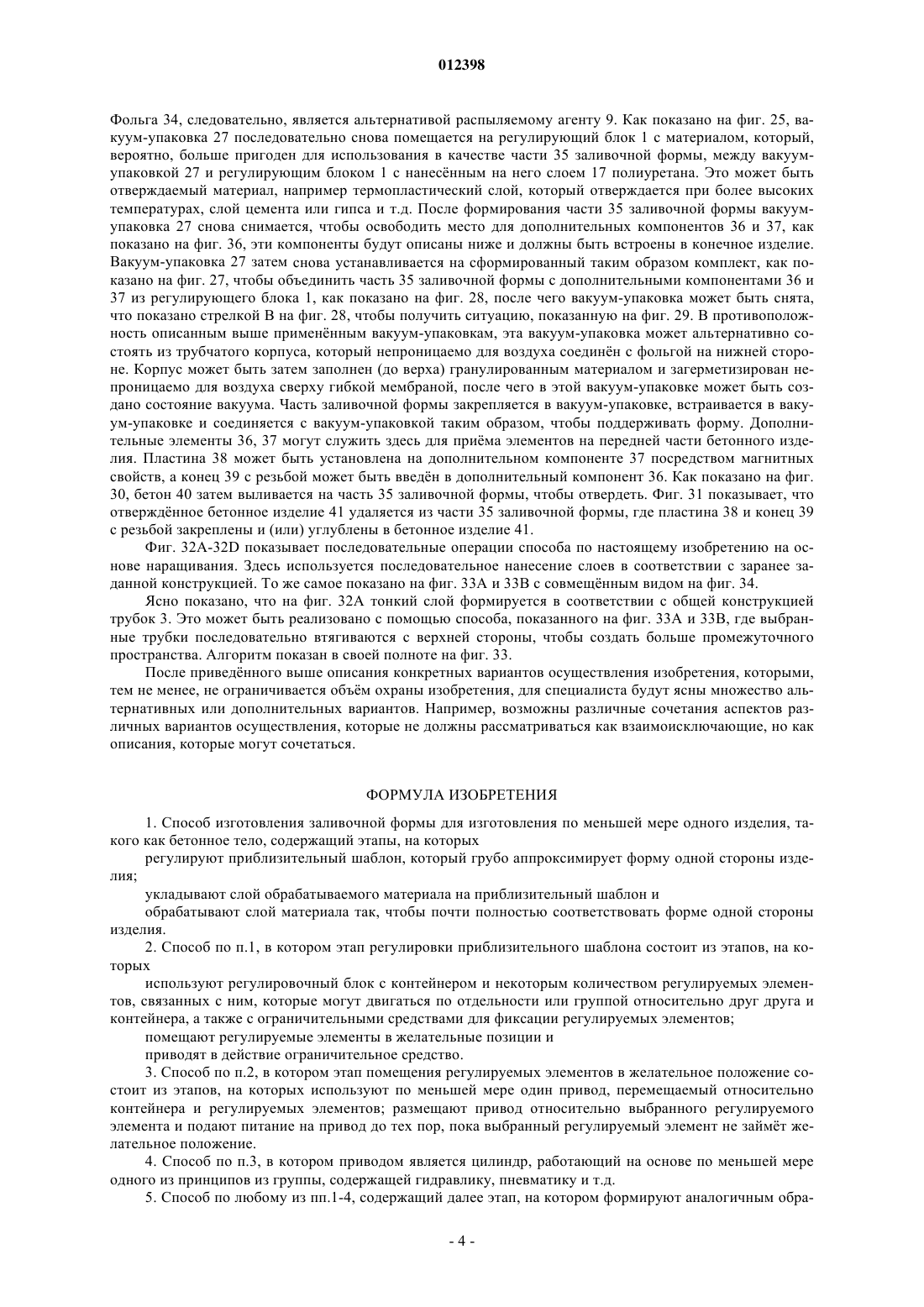
18. Устройство для изготовления заливочной формы посредством реализации способа по меньшей мере по одному из пп.1-15.
19. Устройство для изготовления изделия посредством реализации способа по п.16.

Текст
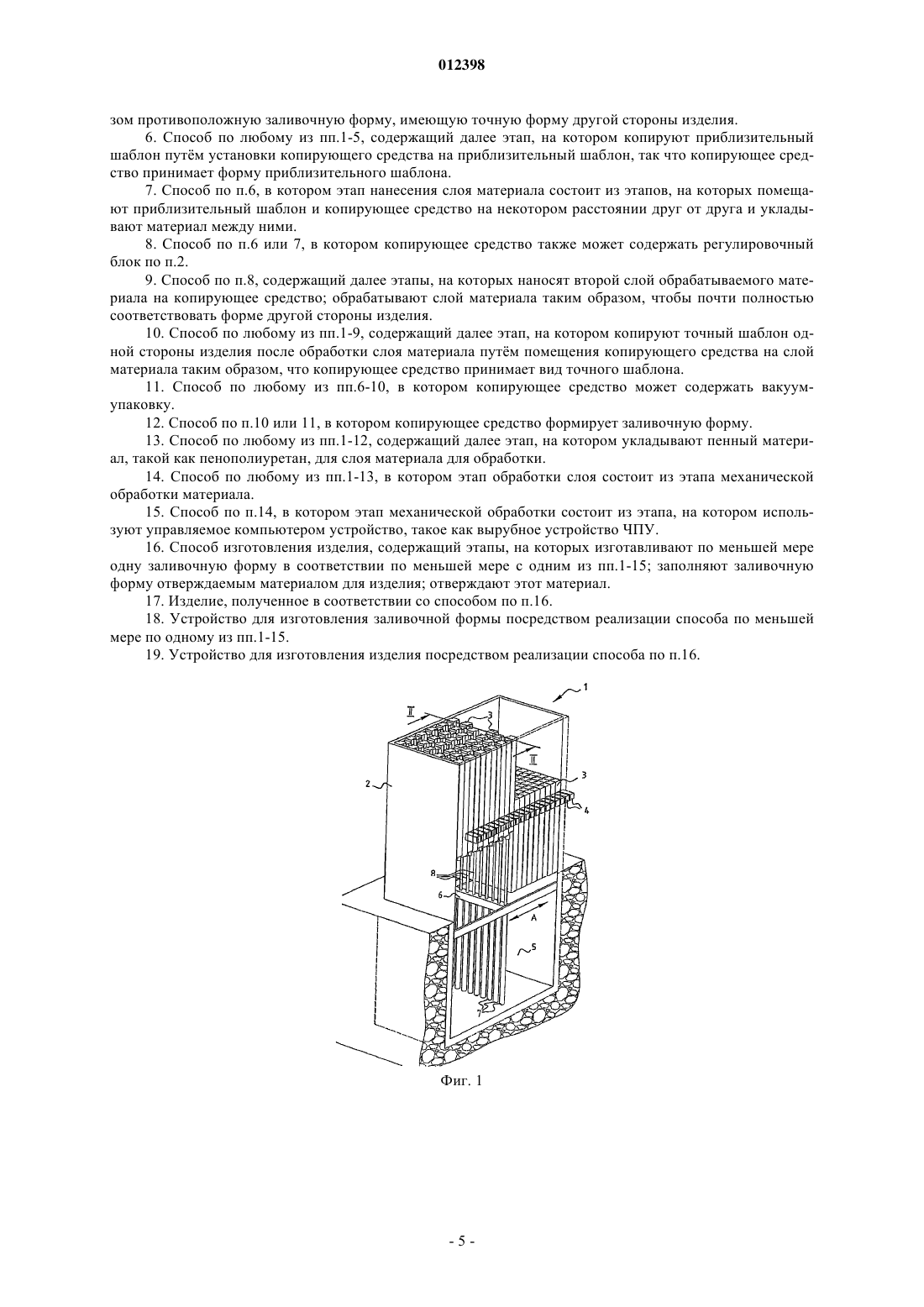
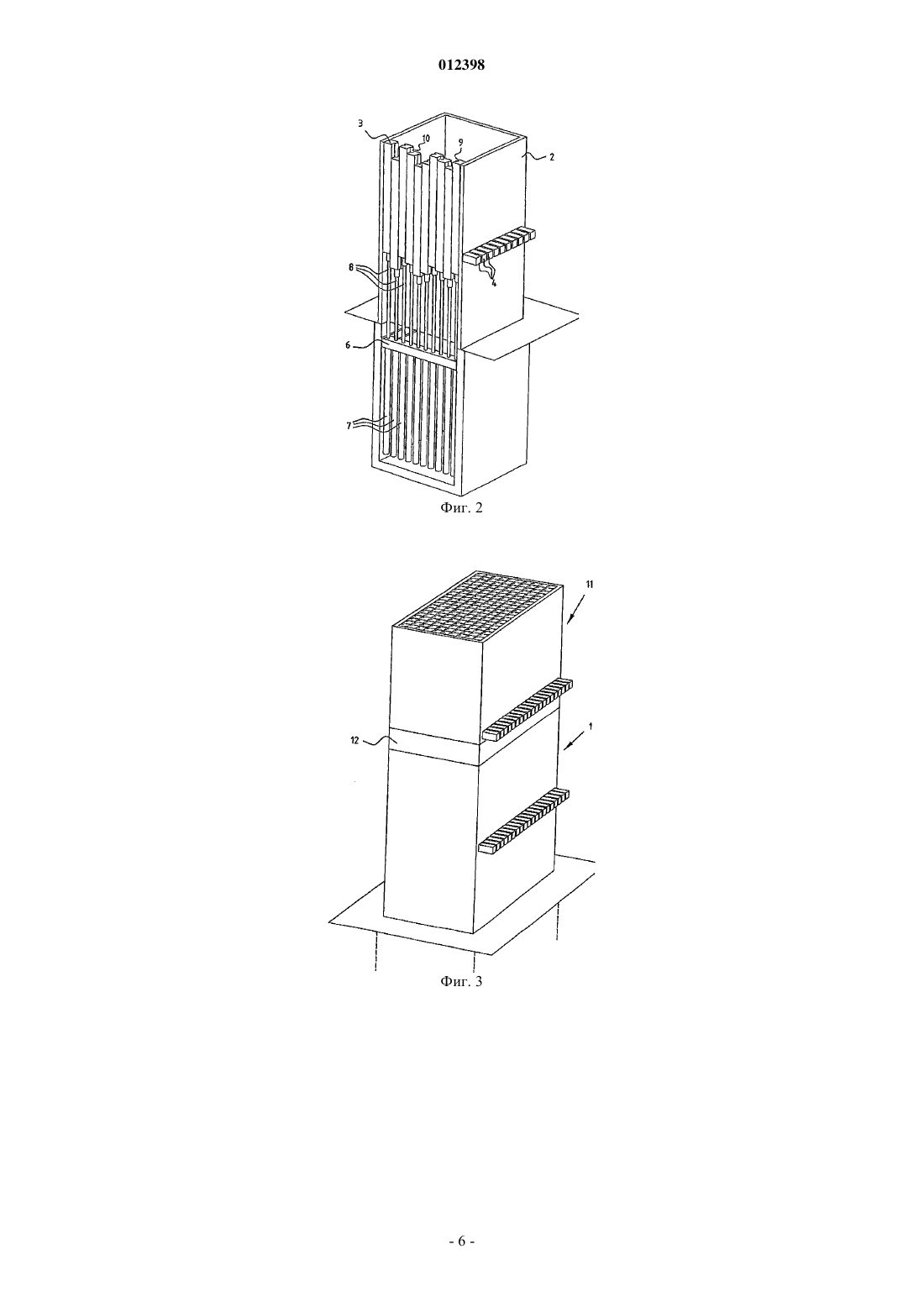
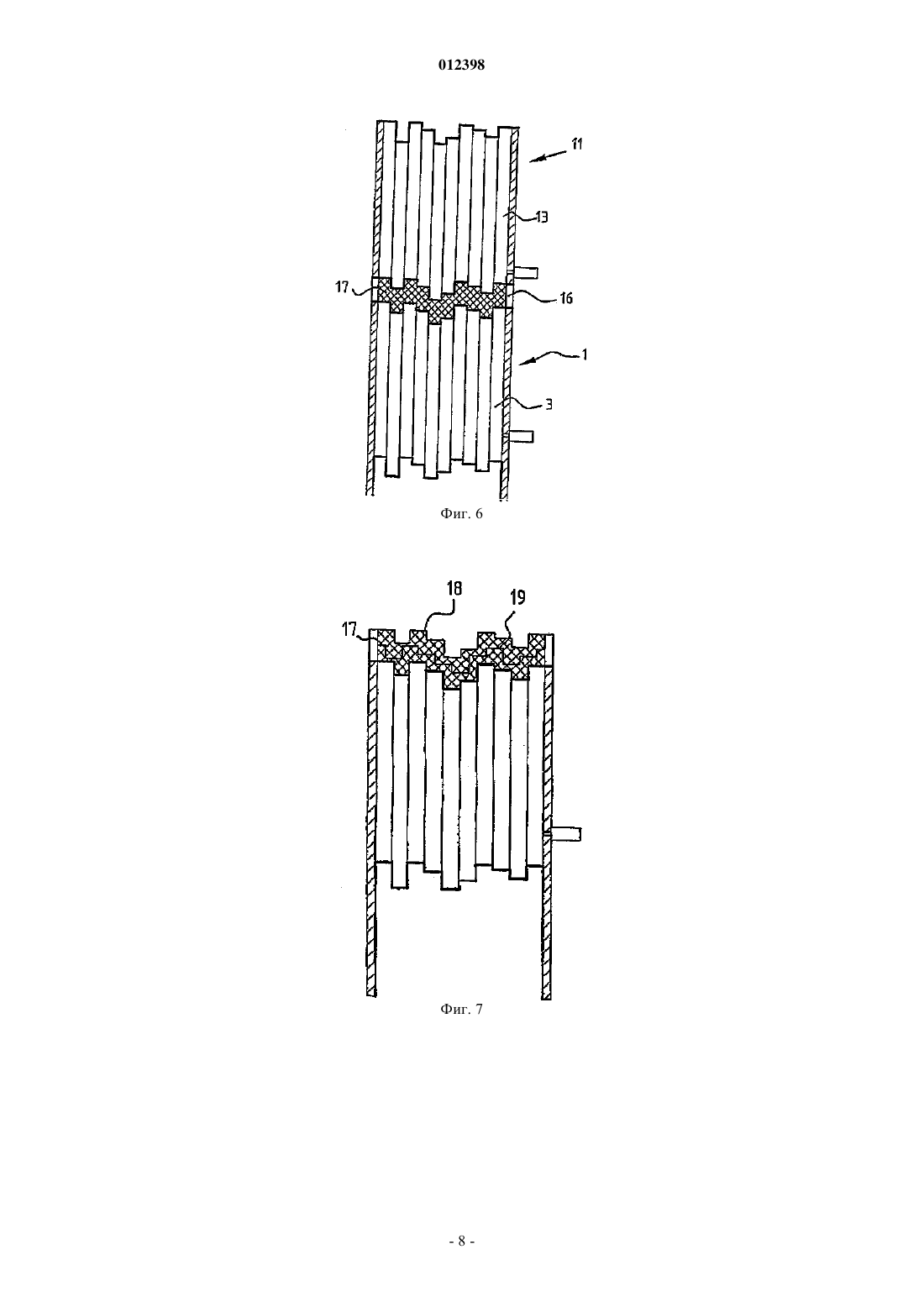
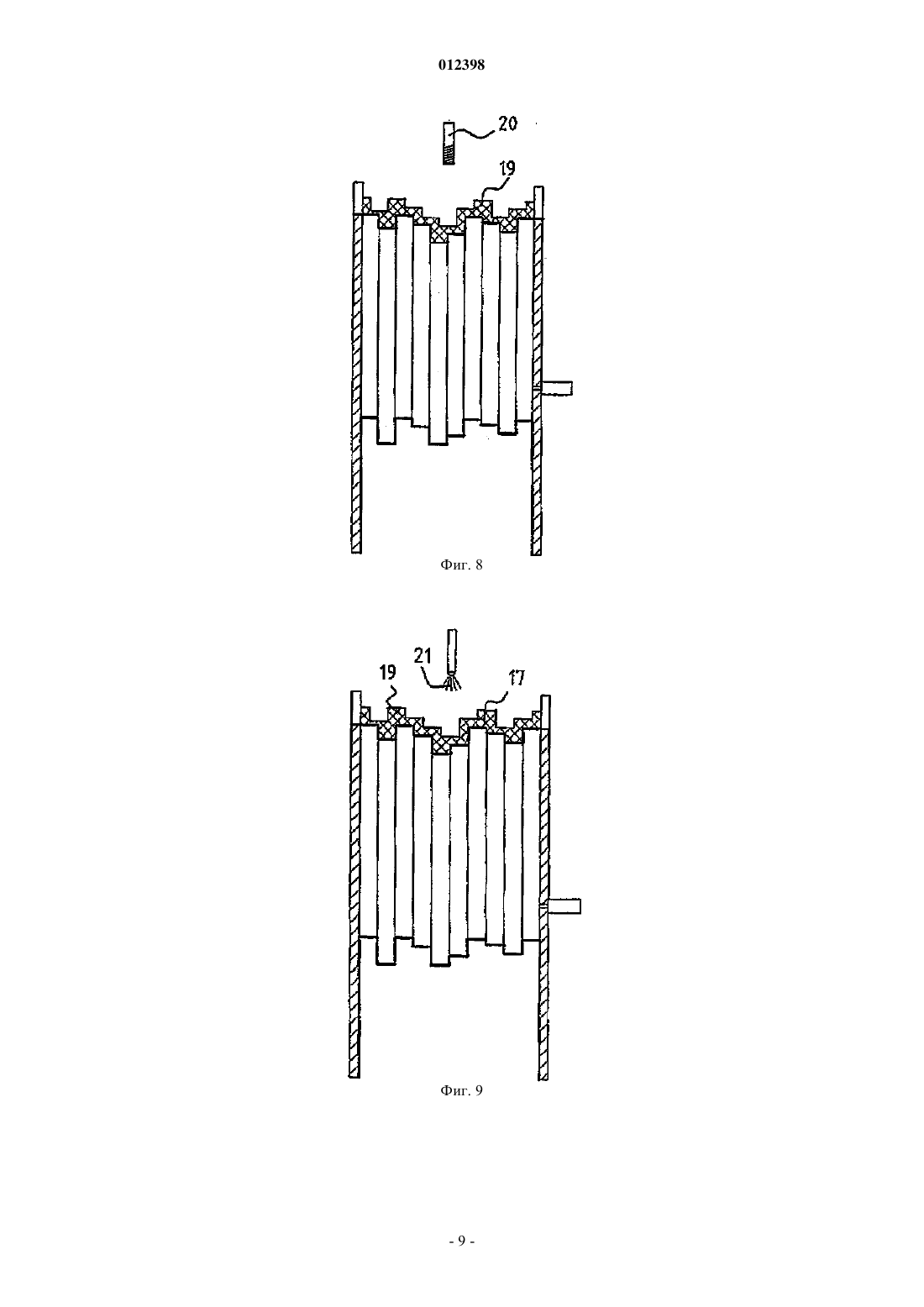
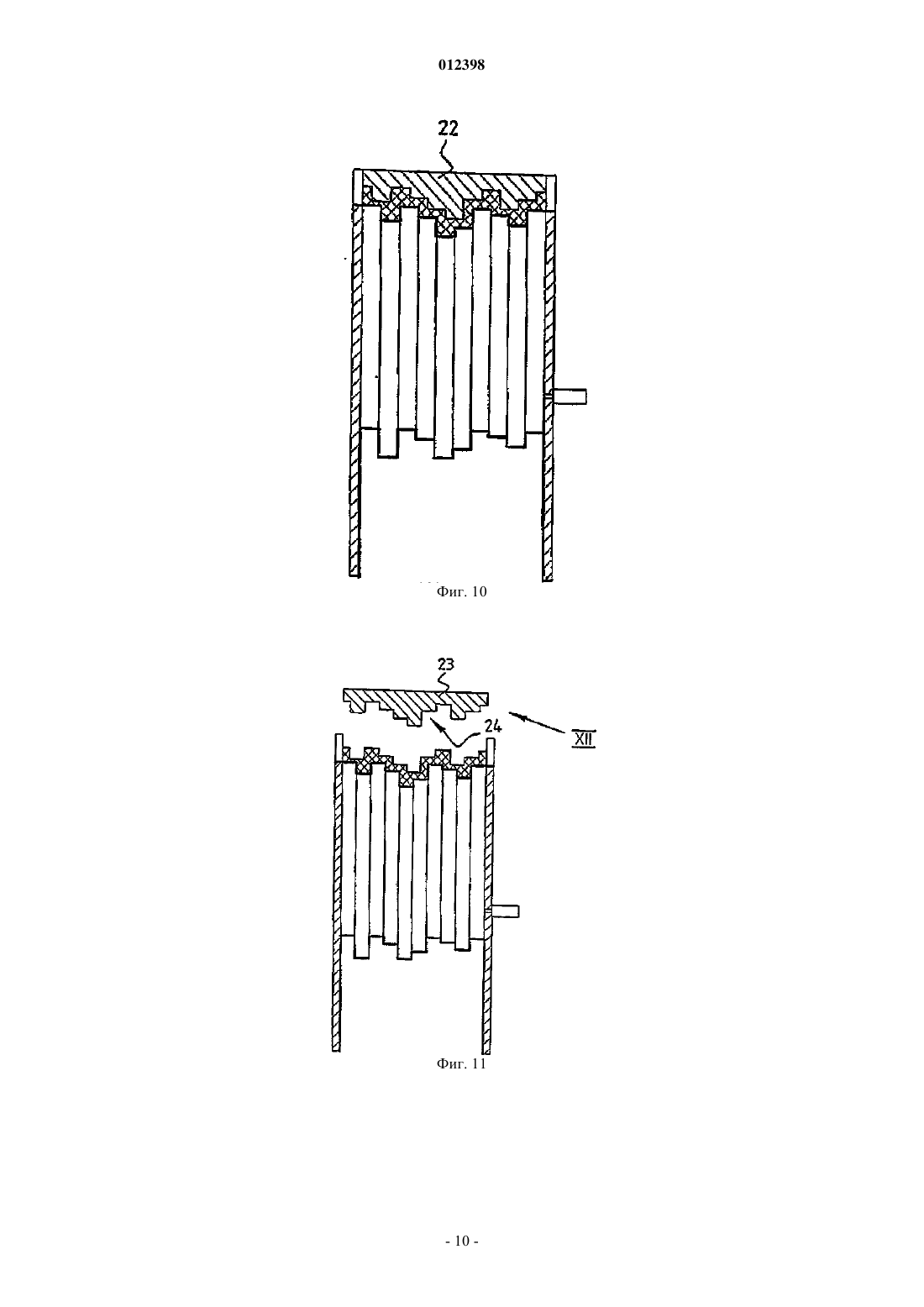
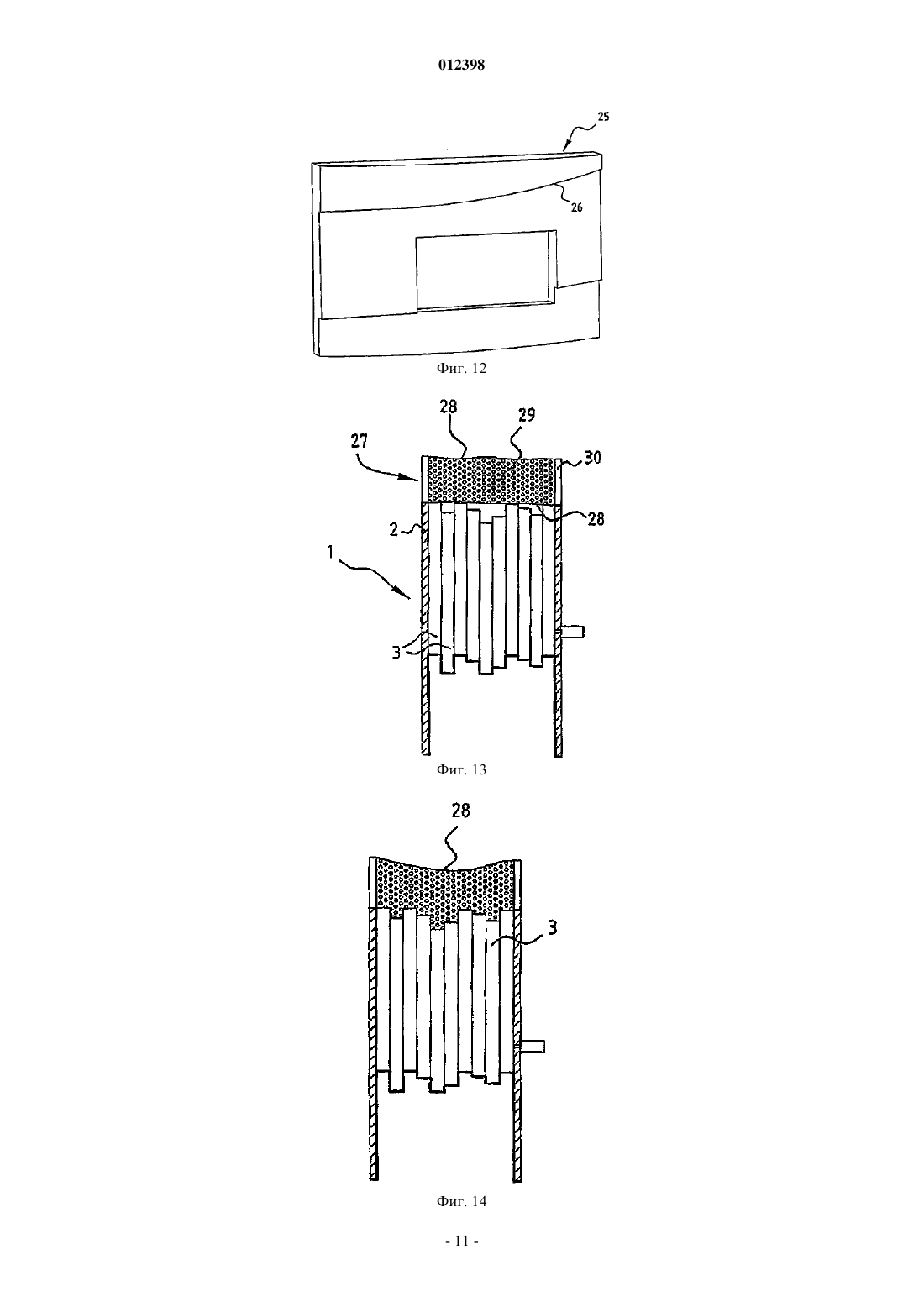
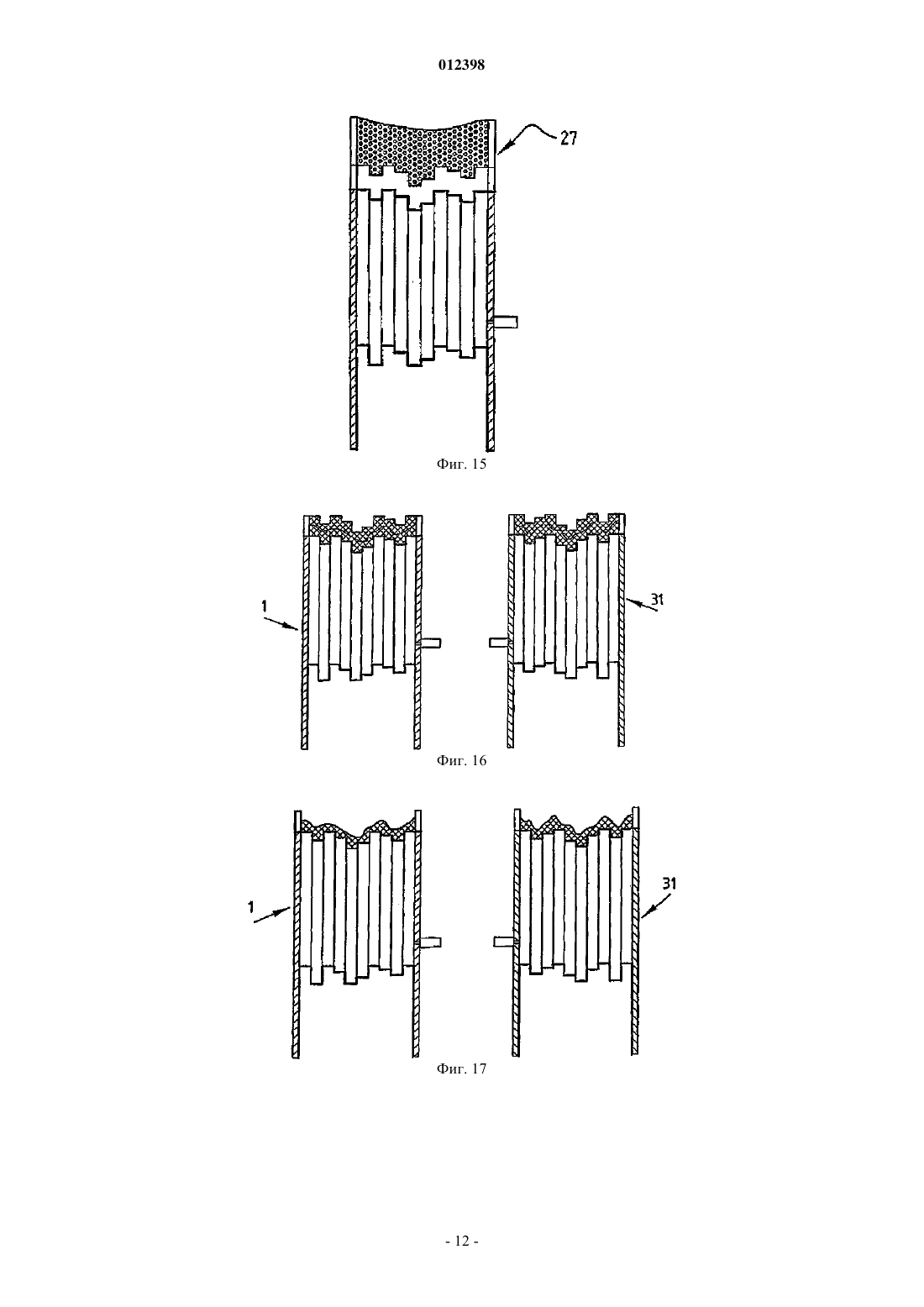
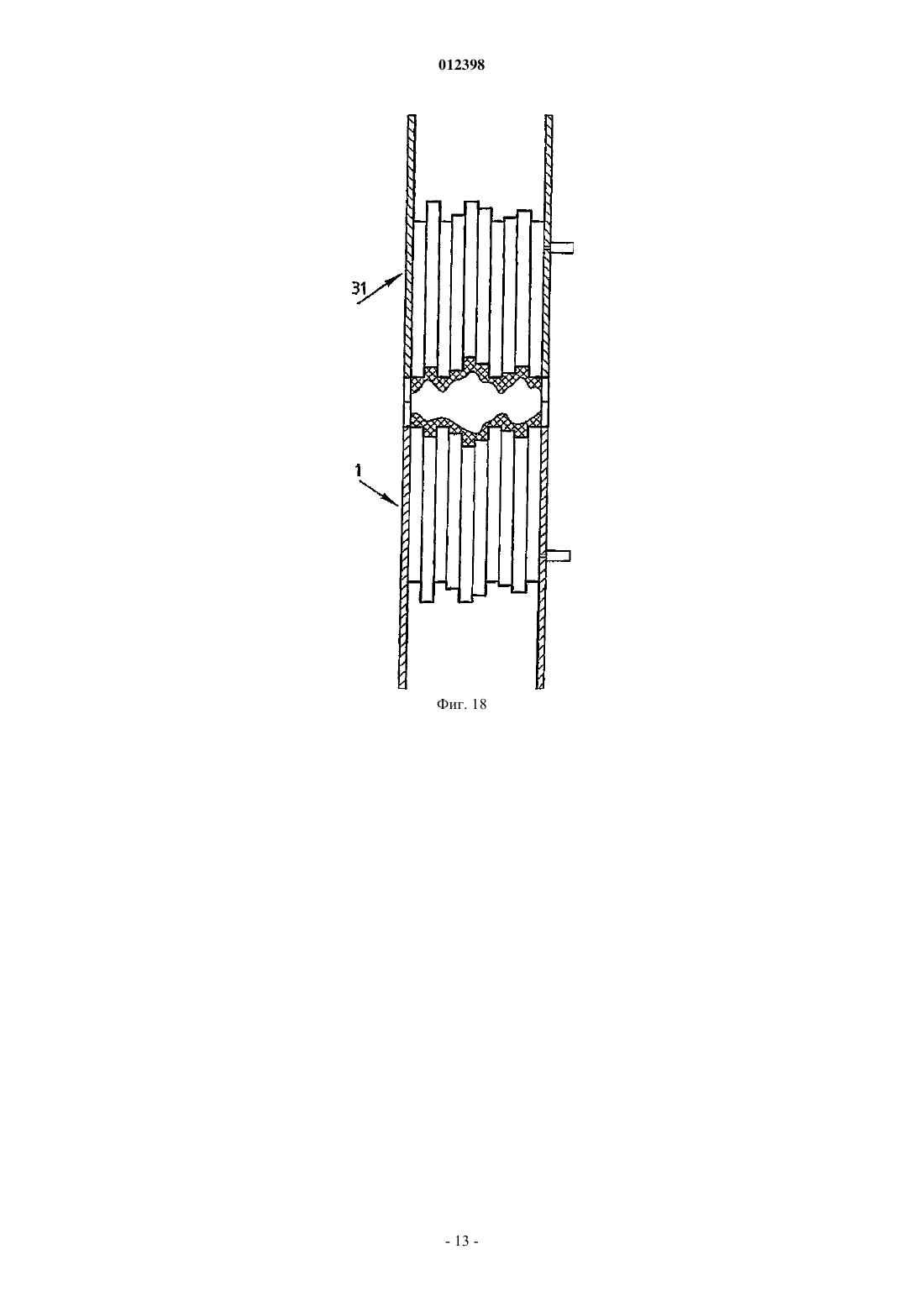
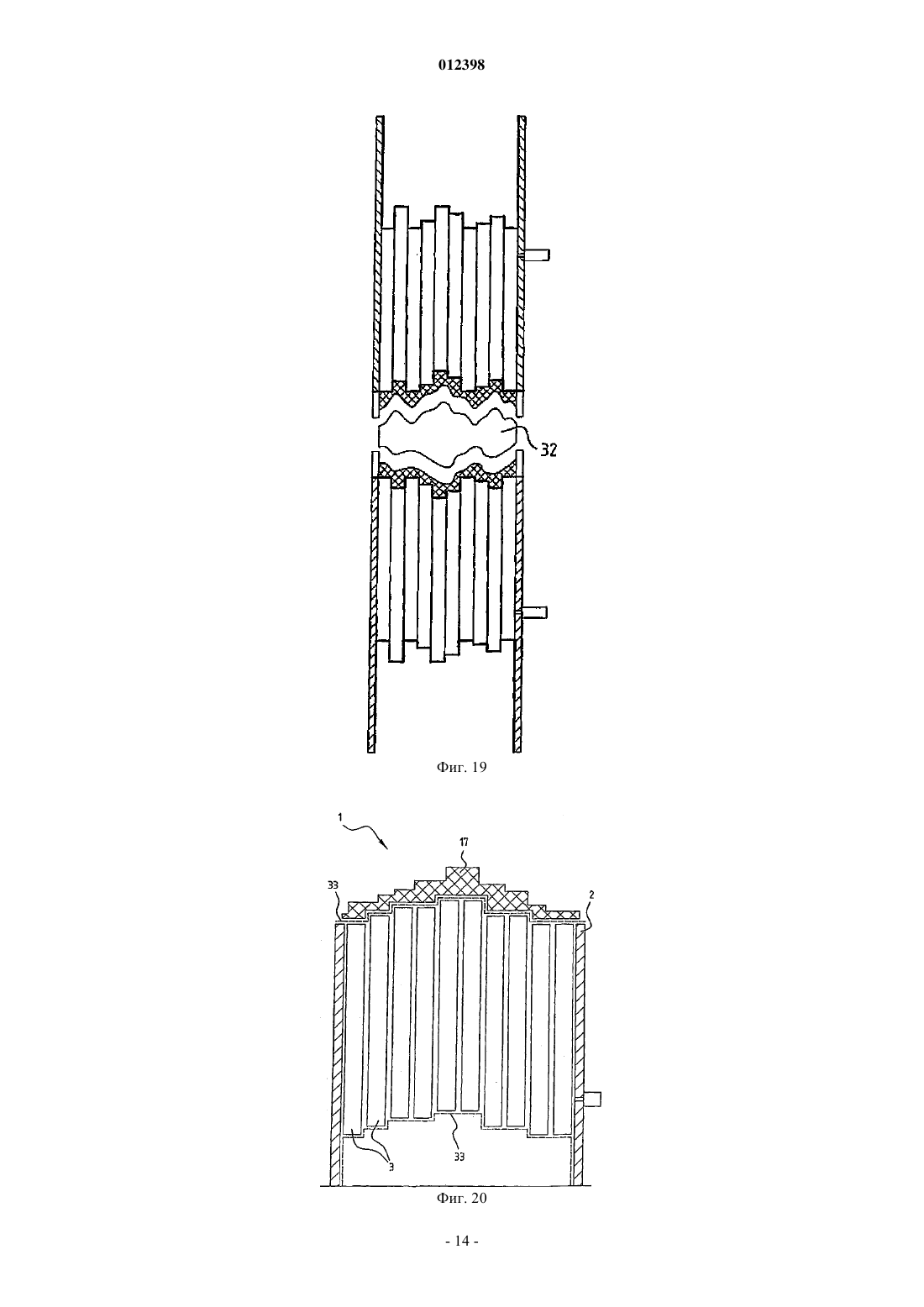
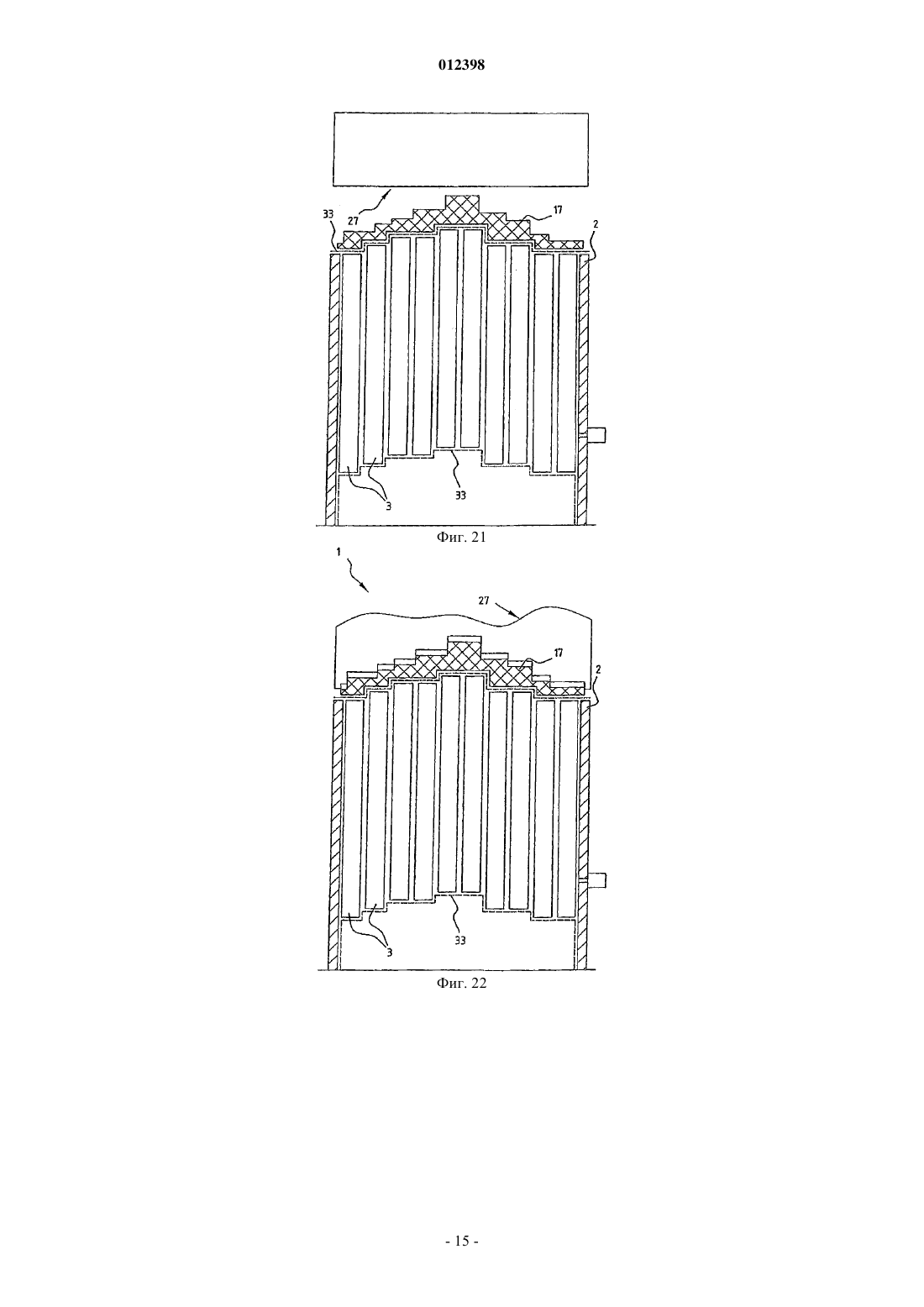
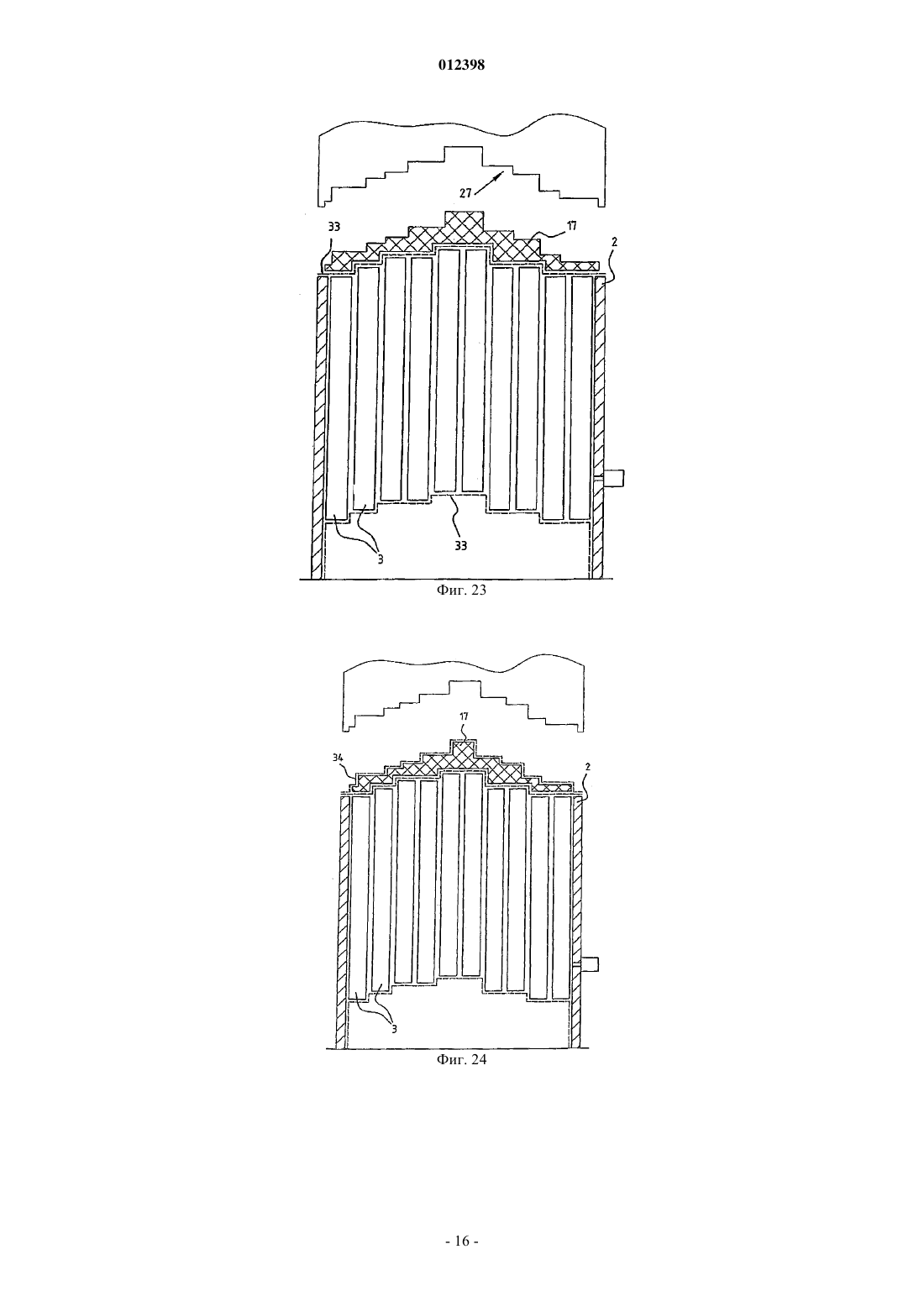
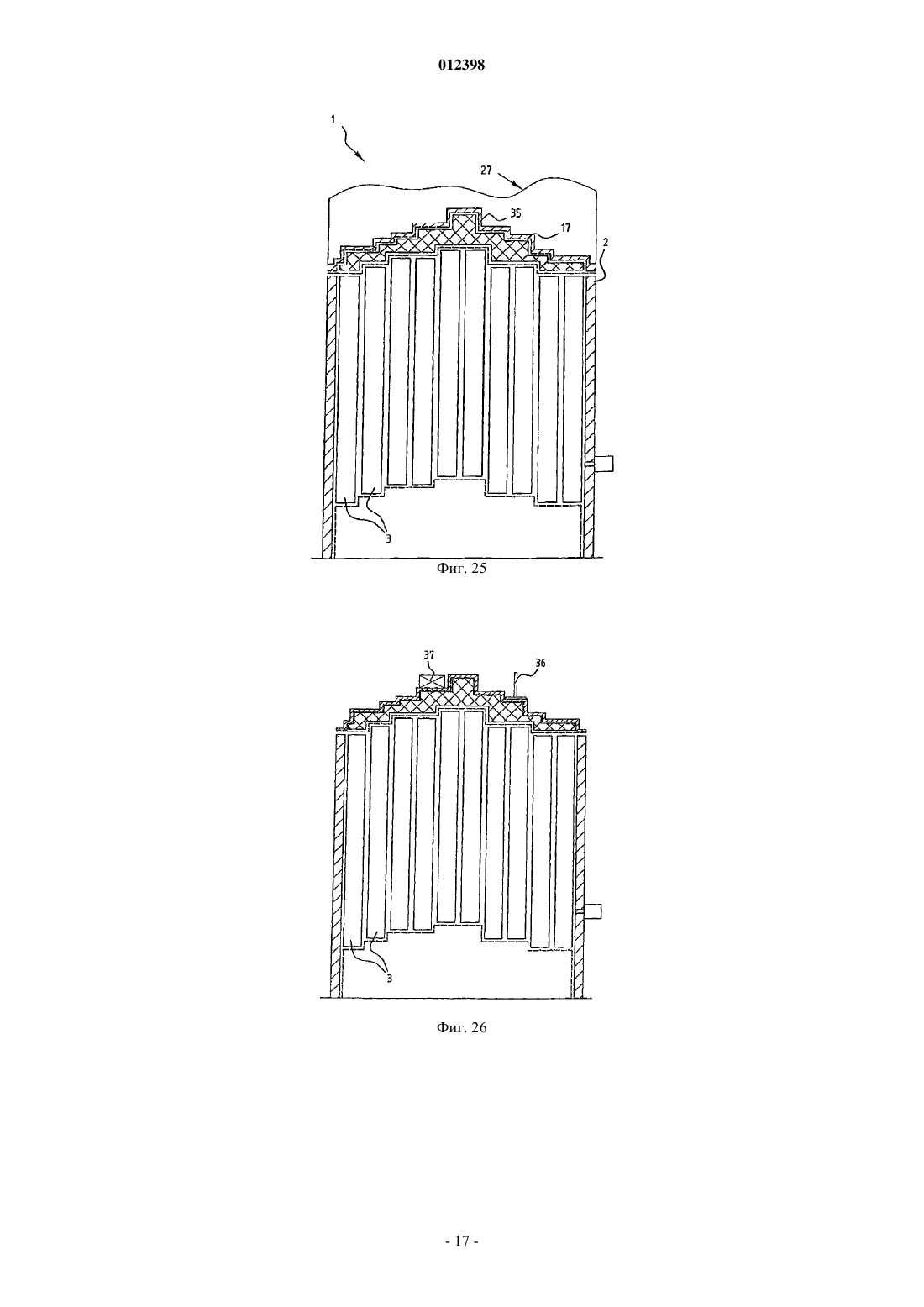
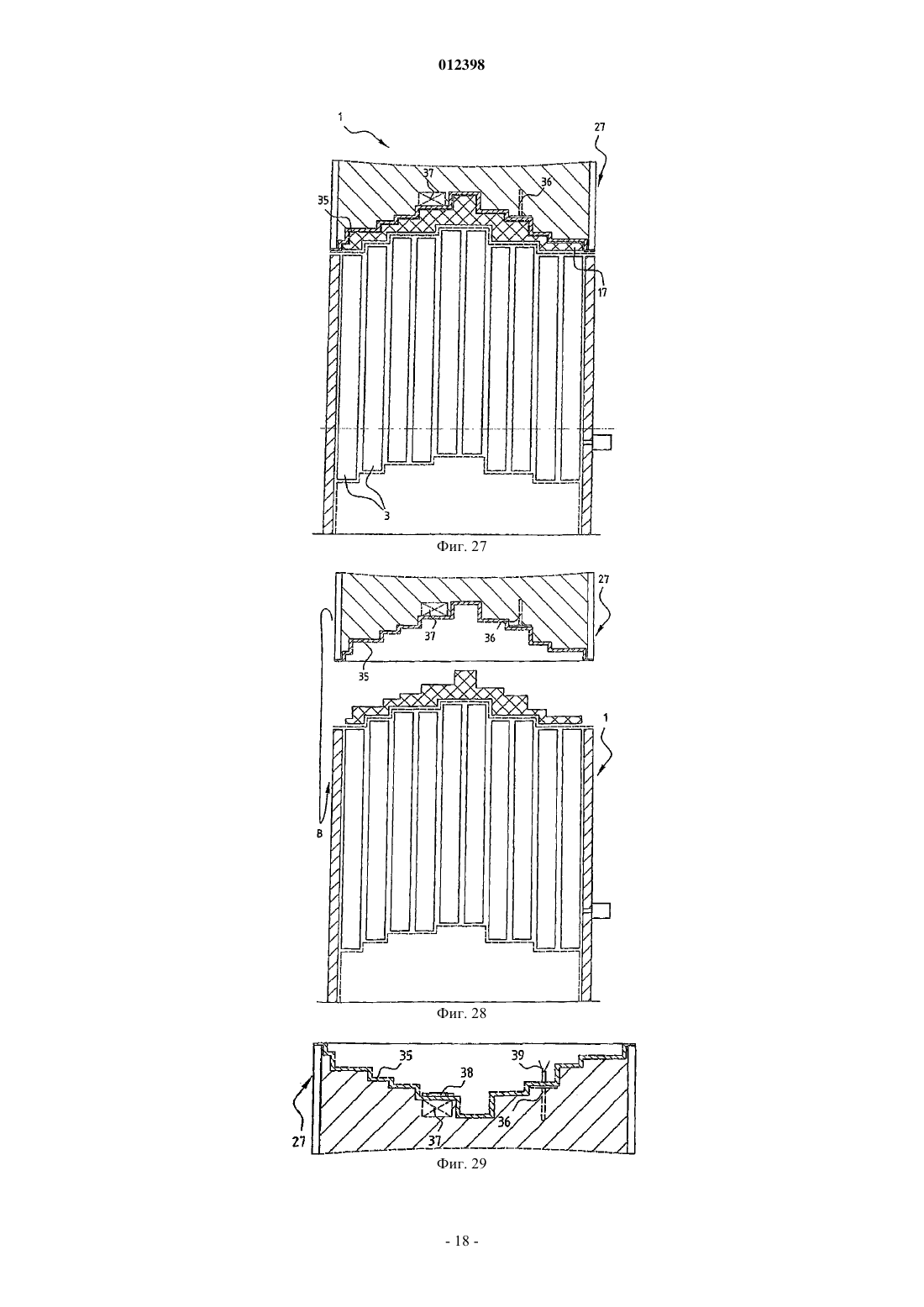
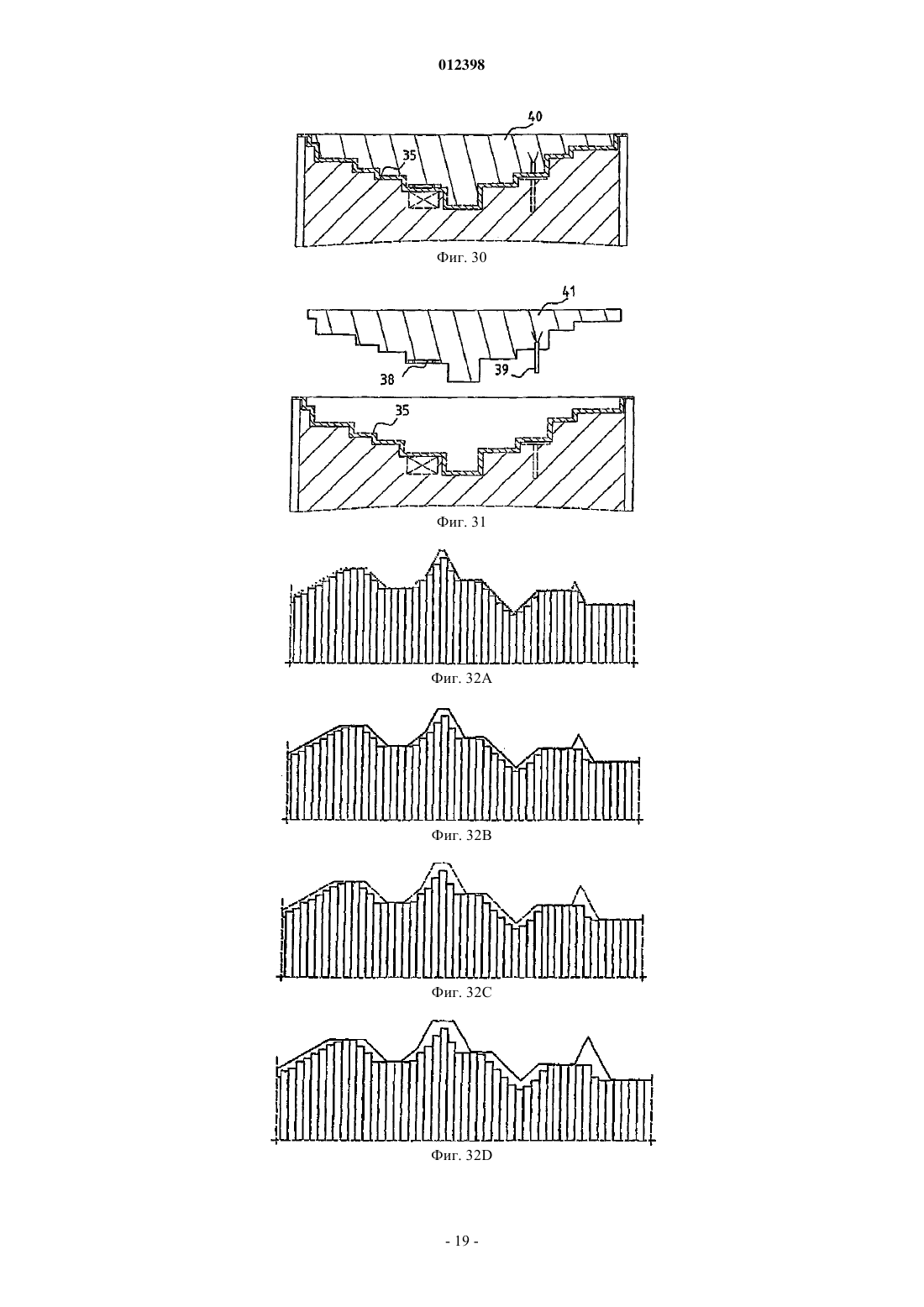
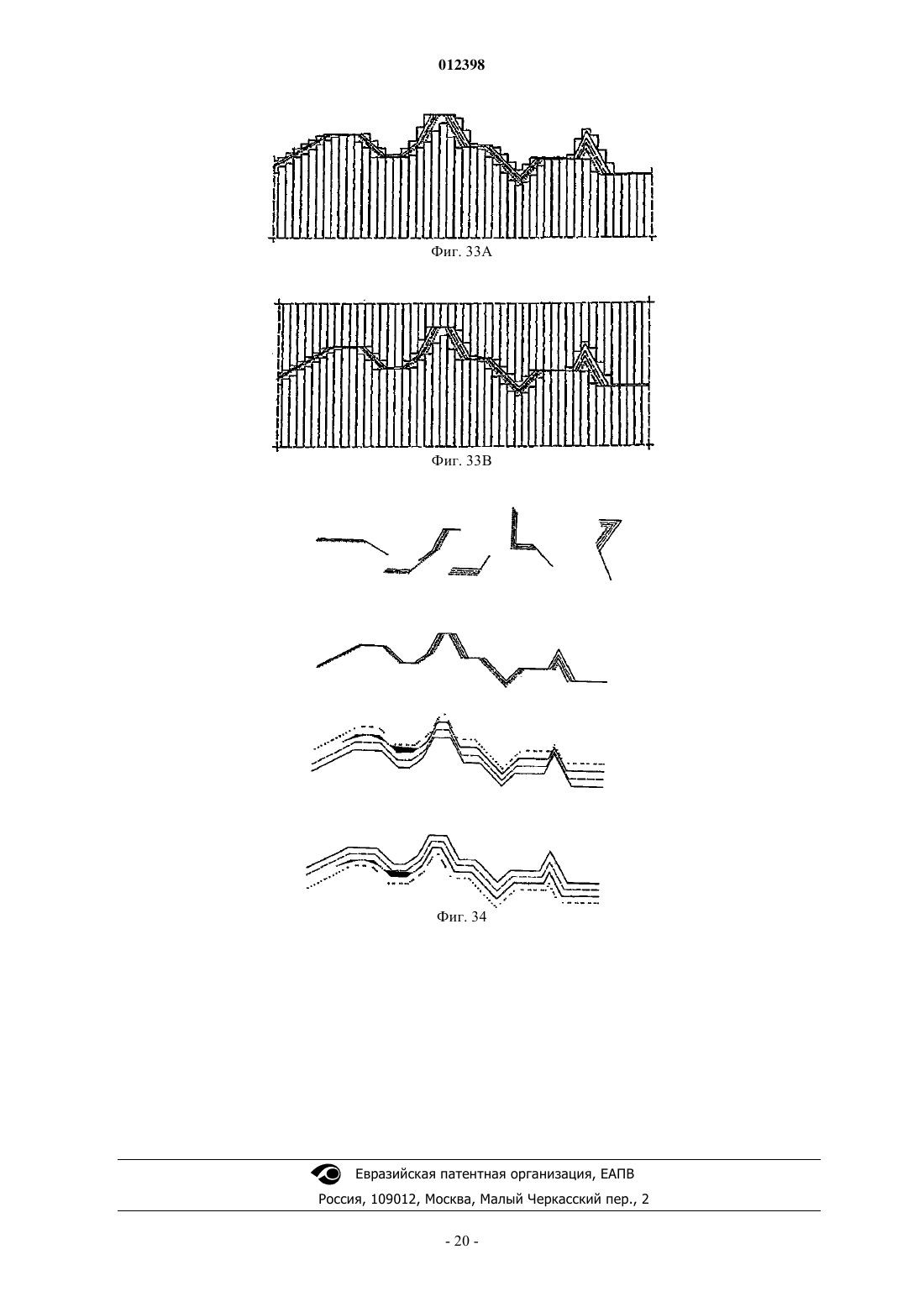
012398 Настоящее изобретение относится к способу и устройству для изготовления заливочной формы и способу и устройству для изготовления по меньшей мере одного изделия, такого как бетонное тело, с использованием этой заливочной формы. В уровне техники известно использование заливочной формы для изготовления изделий. Бертся прямоугольный блок обрабатываемого материала, и ему придатся практически точная желательная форма, например, с помощью механической обработки. Расход материала при этом очень велик, и это выражается в изготовлении небольших партий и отдельных изделий, которые неприемлемо дороги. Кроме того, после механической обработки остатся слишком много отходов, которые должны быть, в свою очередь, обработаны или удалены. Целью настоящего изобретения является устранение или, по меньшей мере, уменьшение проблем и недостатков уровня техники, и для этой цели предлагается способ, содержащий этапы, на которых регулируют приблизительный шаблон, который грубо аппроксимирует форму одной стороны изделия; укладывают слой обрабатываемого материала на приблизительный шаблон и обрабатывают слой материала так, чтобы почти полностью соответствовать форме одной стороны изделия. Изобретение делает возможным ситуацию, когда для обработки или механической обработки будет хватать небольшого количества материала; достаточно слоя без необходимости использовать целый блок. Приблизительный шаблон можно использовать повторно и отрегулировать для повторного использования в качестве основы для новой заливочной формы. Изобретение, таким образом, также относится к способу изготовления изделий, а также к устройству для изготовления таких заливочных форм и устройству для изготовления изделий. У изобретения имеется множество предпочтительных вариантов осуществления, которые определены в зависимых пп. 2-15 формулы изобретения. Регулировка приблизительного шаблона, таким образом, может состоять из следующих этапов, на которых используют регулировочный блок с контейнером и некоторым количеством регулируемых элементов, связанных с ним, которые могут двигаться по отдельности или группой относительно друг друга и контейнера, а также с ограничительными средствами для фиксации регулируемых элементов; помещают регулируемые элементы в их желательные позиции и приводят в действие ограничительные средства. Это простой и элегантный способ реализации изобретения. Помещение регулируемых элементов в желательное положение может состоять из следующих этапов, на которых используют по меньшей мере один привод, перемещаемый относительно контейнера и регулируемых элементов; размещают привод относительно выбранного регулируемого элемента и подают питание на привод до тех пор, пока выбранный регулируемый элемент не займт желательное положение. Если выбранный регулируемый элемент фиксируется, возможно реализовать полностью автоматические способ и устройство. Приводом может быть перемещаемый гидравлический или пневматический цилиндр или шпиндель, приводимый в действие двигателем. Также возможны линейный двигатель и шаговый двигатель, необязательно в сочетании со шпинделем. В альтернативном или дополнительном варианте осуществления способ может далее содержать следующие этапы, на которых формируют аналогичным образом противоположную заливочную форму,имеющую точную форму другой стороны изделия. Затем путм изготовления изделия между заливочной формой и противоположной заливочной формой возможно реализовать трхмерные произведения практически свободной конструкции, в том числе фрагменты корпуса, сферы и т.д. Способ далее может содержать этап, на котором копируют приблизительный шаблон путм установки копирующего средства на приблизительный шаблон, так что копирующее средство принимает форму приблизительного шаблона. Это может быть крайне благоприятно для некоторых приложений,например, при нанесении слоя материала, состоящего из этапов, на которых помещают приблизительный шаблон и копирующее средство на некотором расстоянии друг от друга и укладывают материал между ними. Способ тем самым гарантирует изготовление заливочной формы в значительной степени управляемым образом и, в конечном счете, с минимальными потерями материала при обработке. Преимущественно копирующее средство также может содержать регулировочный блок, который также применяется как опора для материала, подлежащего обработке. Количество различных операций и составляющих может быть ограничено, поскольку копирующее средство и средство для регулировки предварительного шаблона в значительной степени одинаковы и используются сходным образом. Способ с использованием копирующего средства может далее состоять из этапов, на которых укладывают второй слой обрабатываемого материала на копирующее средство; обрабатывают этот слой материала таким образом, чтобы почти полностью соответствовать форме другой стороны изделия. Тонкое трхмерное изделие, такое как фрагменты корпуса, таким образом, может быть изготовлено между точным шаблоном и копирующим средством слоем обработанного материала. Также имеются варианты осуществления изобретения, содержащие далее этап, на котором копируют точный шаблон одной стороны изделия после обработки слоя материала путм помещения копирующего средства на слой материала таким образом, что копирующее средство принимает вид точного шаблона. Если изделие затем изготавливается между точным шаблоном и копирующим средством, их обе стороны идентичны.-1 012398 В способе по изобретению с копирующим средством копирующее средство может содержать вакуум-упаковку. Это простой вариант осуществления, в котором гранулированный материал в мешкообразной вакуум-упаковке свободно помещается на поверхности (приблизительного шаблона или точного шаблона после обработки слоя материала) и адаптируется к шаблону возможно посредством создания вакуума, причм эта форма удерживается благодаря созданию вакуума в упаковке. В объме изобретения также возможен вариант осуществления с точным копирующим средством,таким как вакуум-упаковка, где копирующее средство формирует заливочную форму. Это затем является особенным преимуществом, если требуется изготовить сферическую форму изделия, для чего обработка слоя материала также может иметь место на сферической форме. Средство, используемое для обработки слоя материала, такое как резец, может затем приводиться в движение более простым образом, чем когда полая сфера должна быть покрыта материалом для обработки. Изобретение будет далее описано на основе нескольких вариантов осуществления, показанных на приложенных чертежах, которыми, тем не менее, изобретение не ограничено и на которых фиг. 1-11 показывают первый вариант осуществления устройства и способа по настоящему изобретению; фиг. 12 показывает возможное изделие по этому первому варианту осуществления; фиг. 13-15 показывают второй вариант осуществления; фиг. 16-19 показывают третий вариант осуществления; фиг. 20-31 показывают четвертый вариант осуществления; фиг. 32A-32D показывают развитие способа по настоящему изобретению на основе наращивания; фиг. 33 А и 33 В показывают объединенные или совмещенные виды операций способа по настоящему изобретению, показанному на фиг. 32A-32D; и фиг. 34 показывает совмещенный вид операций, проводимых в соответствии с фиг. 32 и 33. Фиг. 1-11 показывают первый вариант осуществления устройства и способа по настоящему изобретению. Показан регулирующий блок 1, который содержит контейнер 2 без дна с регулируемыми элементами 3, которые могут двигаться в продольном направлении. Регулируемые элементы формируются как трубки и могут быть закреплены в контейнере 2 и относительно друг друга с использованием ограничительных средств 4, которые могут быть реализованы произвольным образом, а следовательно, в поперечном или горизонтальном направлении. Регулирующий блок 1 помещается в углубление 5, в котором балка 6 может перемещаться в направлениях двунаправленной стрелки А. На балке 6 установлены цилиндры 7, которые работают как приводы для установления положения каждого из регулируемых элементов 3 в форме трубок. Когда на цилиндры 7 податся питание, штоки поршня вытягиваются (или втягиваются), тем самым регулируемые элементы 3 могут быть выставлены на желательную высоту. На балке 6 установлено то же количество цилиндров 7, что и количество регулируемых элементов 3 в ряду в направлении ширины контейнера 2. Цилиндры 7 могут быть выполнены по желанию либо как цилиндры, являющиеся гидравлическими или пневматическими или приводимые в движение иным образом, либо альтернативно как двигатель, как вариант, как линейный двигатель, со шпинделем. Балка 6 с цилиндрами 7 размещается относительно ряда регулируемых элементов 3 и выравнивается с ним. На каждый цилиндр 7 затем питание подается независимо, чтобы выставить на желательную высоту связанный с ним регулируемый элемент в соответствующем ряду. Это может производиться под управлением компьютера. Когда ряд регулируемых элементов 3 помещн на желательную высоту с использованием цилиндров 7 на балке 6, на ограничительные средства 4 податся питание, чтобы одновременно закрепить все регулируемые элементы 3 в соответствующем ряду. Когда ряд регулируемых элементов 3 по отдельности помещн в желательное положение относительно контейнера 2 вышеописанным образом, балка 6 перемещается в направлениях стрелки А после втягивания цилиндров и помещается относительно следующего ряда регулируемых элементов 3 и выравнивается с ним. Путм повторения этих операций все регулируемые элементы 3 могут быть установлены по рядам, чтобы отрегулировать приблизительный шаблон для заливочной формы, и этот приблизительный шаблон примерно соответствует одной стороне изделия для изготовления. Отметим, что приблизительный шаблон является лишь аппроксимацией одной стороны изделия для изготовления, поскольку трубки, используемые как регулируемые элементы 3, закрыты с верхнего торца, и поэтому возможна лишь ступенчатая регулировка шаблона. Отметим также, что при ориентации ограничительных средств 4, показанной на фиг. 2, регулируемые элементы в форме трубок 3 содержат направляющие для движения относительно друг друга. Эти направляющие сформированы канавками 9 и выступами 10, входящими в них. Таким образом реализуется выравнивание регулируемых элементов 3 относительно друг друга в ряду, причм отметим, что на фиг. 2 показан только один ряд. Фиг. 3 показывает копирующее средство 11, которое помещено сверху на средстве 1 регулировки. Копирующее средство 11 в значительной степени сходно с регулирующим средством, что будет ясно из изложенного ниже. Промежуточный элемент 12 размещн между копирующим средством 11 и регулирующим средством 1.-2 012398 Как показано на фиг. 4, некоторое количество трубок 13 может быть отрегулировано в соответствии с положением регулируемых элементов 3 регулирующего блока 1 с использованием промежуточного элемента 12. Промежуточный элемент 12 содержит некоторое количество перемещающихся стержней 14, которые вытянуты между трубками 13 копирующего средства 11 и регулируемыми элементами 3 регулирующего блока 1. Каждая трубка 13 копирующего средства 11 тем самым может быть помещена в практически идентичное и предпочтительно также закреплнное положение относительно регулируемых элементов 3, друг друга и корпуса 15 копирующего средства. Когда достигнута стадия, показанная на фиг. 4, промежуточный элемент 12 затем может быть удалн, а вместо него между копирующим средством 11 и регулирующим блоком 1 может быть установлен закрывающий элемент 16, как показано на фиг. 5. После соединения с копирующим средством 11 пространство между трубками 13 и регулирующими элементами 3 может быть заполнено обрабатываемым материалом, таким как пенополиуретан 17, как показано на фиг. 6. Это предпочтительно происходит после того, как нижние и верхние стороны регулирующего средства 3 и трубок 13 снабжены гибкими резиновыми мембранами, а затем в регулирующем средстве 3 и трубках 13 создатся вакуум. Как показано на фиг. 7, корпус 15 затем может быть удалн из копирующего средства 11, а пенополиуретан приобретет контур 18, тогда как желательный контур 19 находится ниже. Фиг. 8 показывает, что символически изображнный резец 20 может быть использован для вырезания профиля 18 в пенополиуретане 17 до контура 19, после чего оставшийся слой пенополиуретана 17 может быть покрыт распылением средства 20 для отделки на одну сторону, как показано схематично на фиг. 9, причм средством для отделки может быть любой агент для уплотнения или пропитки пенополиуретана так, чтобы желательный контур 19, который после операции 20 вырезания точно соответствует одной стороне изделия для изготовления, оставался на месте в тот момент, когда на пропитанный таким способом пенополиуретан 17 будет налит отверждаемый материал, такой как бетон 22 на фиг. 10. После его отверждения получается бетонный блок 23 в качестве желательного изделия с желательной формой на его нижней стороне 24, как показано на фиг. 11. Фиг. 12 показывает, что такое изделие, например бетонный конструктивный элемент 25, может быть получено с постепенно меняющейся формой, такой как изогнутая форма 26 на его верхней стороне. Фиг. 13-15 показывают альтернативу копирующему средству 11 по предыдущим чертежам, например вакуум-упаковку 27, которая может быть помещена на регулирующий блок 1. Ваккум-упаковка 27 содержит две мембраны 28 и гранулированный материал 29 между стенками 30, которые могут быть помещены в контейнер 2 регулирующего блока 1. Затем путм приложения пониженного давления к пространству под нижней мембраной 28, нижняя мембрана 28 входит в близкое соединение с верхними сторонами регулируемых элементов, выполненных в виде трубок 3. Форма, которую затем принимает мембрана, удерживается регулировкой давления в вакуум-упаковке 27 соответственно. Как показано на фиг. 15, вакуум-упаковка 27 затем может быть приподнята, а форма верхней стороны регулируемых элементов 3 в точности повторена и удерживается. Фиг. 16-19 показывают вариант осуществления на основе двух регулировочных блоков 1 и 31, каждый из которых изготовлен отдельно друг от друга способом, соответствующим настоящему изобретению, как показано на фиг. 16. Фиг. 17 показывает ситуацию после процесса обработки, где слой материала для обработки, например пенополиуретан, вырезается, чтобы получить желательный контур, причм каждый из регулирующего блока 1 и регулирующего блока 31 определяют одну сторону изделия для изготовления. Последний из них ясно показан на фиг. 18, где регулирующие блоки 1 и 31 помещены один над другим, а между ними может изготавливаться изделие 32, например блок бетона с вычурными формами и очень широким диапазоном применений. Оставшиеся чертежи снова показывают другой дополнительный или альтернативный вариант осуществления изобретения. В них снова используется регулирующий блок 1, регулируемые элементы которого, выполненные как трубки 3, расположены произвольным образом так, чтобы повторить приблизительный шаблон, причм этот шаблон аппроксимирует конечный вид одной стороны изделия для изготовления. Поверх верхних и нижних торцевых поверхностей трубок 3 предпочтительно расположен схематически показанный лист 33, который прижат к торцевым поверхностям трубок 3 посредством пониженного давления в пространстве под листом 33. Слой обрабатываемого материала, такого как пенополиуретан 17, нанесн на лист 33 более толстым слоем, чем это необходимо для получения желательного контура, но при этом имеет в значительной степени тот же контур, что и нижняя сторона, показанная на фиг. 22 и 23 показанной вакуум-упаковки 27. Вакуум-упаковка, такая как уже применнная на фиг. 1315, помещается на такой конструкции, как показано на фиг. 21. Как показано на фиг. 22, эта вакуумупаковка затем принимает форму (слишком толстого) слоя полиуретана 17 на регулирующем блоке 1. Как показано на фиг. 23, вакуум-упаковка 27 затем снимается со слоя полиуретана 17. Как показано на фиг. 24, пенополиуретан затем механически обрабатывается, в частности, с использованием резца или подобного инструмента, чтобы получить желательный контур. Поскольку слой пенополиуретана 17 имеет сферическую форму, его обработка облегчается, так как резец или другой произвольный инструмент, который используется, не должен доходить до впадин или в любом случае меньших пределов. После механической обработки пенополиуретана 17 на него натягивается фольга 34.-3 012398 Фольга 34, следовательно, является альтернативой распыляемому агенту 9. Как показано на фиг. 25, вакуум-упаковка 27 последовательно снова помещается на регулирующий блок 1 с материалом, который,вероятно, больше пригоден для использования в качестве части 35 заливочной формы, между вакуумупаковкой 27 и регулирующим блоком 1 с нанеснным на него слоем 17 полиуретана. Это может быть отверждаемый материал, например термопластический слой, который отверждается при более высоких температурах, слой цемента или гипса и т.д. После формирования части 35 заливочной формы вакуумупаковка 27 снова снимается, чтобы освободить место для дополнительных компонентов 36 и 37, как показано на фиг. 36, эти компоненты будут описаны ниже и должны быть встроены в конечное изделие. Вакуум-упаковка 27 затем снова устанавливается на сформированный таким образом комплект, как показано на фиг. 27, чтобы объединить часть 35 заливочной формы с дополнительными компонентами 36 и 37 из регулирующего блока 1, как показано на фиг. 28, после чего вакуум-упаковка может быть снята,что показано стрелкой В на фиг. 28, чтобы получить ситуацию, показанную на фиг. 29. В противоположность описанным выше применнным вакуум-упаковкам, эта вакуум-упаковка может альтернативно состоять из трубчатого корпуса, который непроницаемо для воздуха соединн с фольгой на нижней стороне. Корпус может быть затем заполнен (до верха) гранулированным материалом и загерметизирован непроницаемо для воздуха сверху гибкой мембраной, после чего в этой вакуум-упаковке может быть создано состояние вакуума. Часть заливочной формы закрепляется в вакуум-упаковке, встраивается в вакуум-упаковке и соединяется с вакуум-упаковкой таким образом, чтобы поддерживать форму. Дополнительные элементы 36, 37 могут служить здесь для прима элементов на передней части бетонного изделия. Пластина 38 может быть установлена на дополнительном компоненте 37 посредством магнитных свойств, а конец 39 с резьбой может быть введн в дополнительный компонент 36. Как показано на фиг. 30, бетон 40 затем выливается на часть 35 заливочной формы, чтобы отвердеть. Фиг. 31 показывает, что отвержднное бетонное изделие 41 удаляется из части 35 заливочной формы, где пластина 38 и конец 39 с резьбой закреплены и (или) углублены в бетонное изделие 41. Фиг. 32A-32D показывает последовательные операции способа по настоящему изобретению на основе наращивания. Здесь используется последовательное нанесение слоев в соответствии с заранее заданной конструкцией. То же самое показано на фиг. 33 А и 33 В с совмещнным видом на фиг. 34. Ясно показано, что на фиг. 32 А тонкий слой формируется в соответствии с общей конструкцией трубок 3. Это может быть реализовано с помощью способа, показанного на фиг. 33 А и 33 В, где выбранные трубки последовательно втягиваются с верхней стороны, чтобы создать больше промежуточного пространства. Алгоритм показан в своей полноте на фиг. 33. После приведнного выше описания конкретных вариантов осуществления изобретения, которыми,тем не менее, не ограничивается объм охраны изобретения, для специалиста будут ясны множество альтернативных или дополнительных вариантов. Например, возможны различные сочетания аспектов различных вариантов осуществления, которые не должны рассматриваться как взаимоисключающие, но как описания, которые могут сочетаться. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления заливочной формы для изготовления по меньшей мере одного изделия, такого как бетонное тело, содержащий этапы, на которых регулируют приблизительный шаблон, который грубо аппроксимирует форму одной стороны изделия; укладывают слой обрабатываемого материала на приблизительный шаблон и обрабатывают слой материала так, чтобы почти полностью соответствовать форме одной стороны изделия. 2. Способ по п.1, в котором этап регулировки приблизительного шаблона состоит из этапов, на которых используют регулировочный блок с контейнером и некоторым количеством регулируемых элементов, связанных с ним, которые могут двигаться по отдельности или группой относительно друг друга и контейнера, а также с ограничительными средствами для фиксации регулируемых элементов; помещают регулируемые элементы в желательные позиции и приводят в действие ограничительное средство. 3. Способ по п.2, в котором этап помещения регулируемых элементов в желательное положение состоит из этапов, на которых используют по меньшей мере один привод, перемещаемый относительно контейнера и регулируемых элементов; размещают привод относительно выбранного регулируемого элемента и подают питание на привод до тех пор, пока выбранный регулируемый элемент не займт желательное положение. 4. Способ по п.3, в котором приводом является цилиндр, работающий на основе по меньшей мере одного из принципов из группы, содержащей гидравлику, пневматику и т.д. 5. Способ по любому из пп.1-4, содержащий далее этап, на котором формируют аналогичным обра-4 012398 зом противоположную заливочную форму, имеющую точную форму другой стороны изделия. 6. Способ по любому из пп.1-5, содержащий далее этап, на котором копируют приблизительный шаблон путм установки копирующего средства на приблизительный шаблон, так что копирующее средство принимает форму приблизительного шаблона. 7. Способ по п.6, в котором этап нанесения слоя материала состоит из этапов, на которых помещают приблизительный шаблон и копирующее средство на некотором расстоянии друг от друга и укладывают материал между ними. 8. Способ по п.6 или 7, в котором копирующее средство также может содержать регулировочный блок по п.2. 9. Способ по п.8, содержащий далее этапы, на которых наносят второй слой обрабатываемого материала на копирующее средство; обрабатывают слой материала таким образом, чтобы почти полностью соответствовать форме другой стороны изделия. 10. Способ по любому из пп.1-9, содержащий далее этап, на котором копируют точный шаблон одной стороны изделия после обработки слоя материала путм помещения копирующего средства на слой материала таким образом, что копирующее средство принимает вид точного шаблона. 11. Способ по любому из пп.6-10, в котором копирующее средство может содержать вакуумупаковку. 12. Способ по п.10 или 11, в котором копирующее средство формирует заливочную форму. 13. Способ по любому из пп.1-12, содержащий далее этап, на котором укладывают пенный материал, такой как пенополиуретан, для слоя материала для обработки. 14. Способ по любому из пп.1-13, в котором этап обработки слоя состоит из этапа механической обработки материала. 15. Способ по п.14, в котором этап механической обработки состоит из этапа, на котором используют управляемое компьютером устройство, такое как вырубное устройство ЧПУ. 16. Способ изготовления изделия, содержащий этапы, на которых изготавливают по меньшей мере одну заливочную форму в соответствии по меньшей мере с одним из пп.1-15; заполняют заливочную форму отверждаемым материалом для изделия; отверждают этот материал. 17. Изделие, полученное в соответствии со способом по п.16. 18. Устройство для изготовления заливочной формы посредством реализации способа по меньшей мере по одному из пп.1-15. 19. Устройство для изготовления изделия посредством реализации способа по п.16.
МПК / Метки
МПК: B28B 7/02
Метки: использованием, устройство, изготовления, способ, заливочной, изделия, формы
Код ссылки
<a href="https://eas.patents.su/21-12398-sposob-i-ustrojjstvo-dlya-izgotovleniya-zalivochnojj-formy-i-sposob-i-ustrojjstvo-dlya-izgotovleniya-izdeliya-s-ispolzovaniem-zalivochnojj-formy.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления заливочной формы и способ и устройство для изготовления изделия с использованием заливочной формы</a>
Способ и устройство для изготовления экструдированного изделия из пластмассы и изделие из пластмассы
Номер патента: 540
Опубликовано: 28.10.1999
Авторы: Ярвенкюля Юри, Сьёберг Микаэл, Кирьявайнен Кари
МПК: B29C 47/06, B32B 37/15, B29C 47/38...
Метки: способ, изготовления, изделие, устройство, экструдированного, изделия, пластмассы
Формула / Реферат:
1. Способ изготовления экструдированного изделия, в котором экструдируемый материал в виде порошка, шариков или гранул подают через одно или несколько подающих средств 6 в рабочее пространство, состоящее из емкостей канавок (7) в роторе (1), канавок (8) в статоре (2, 3) и зазора между ними, отличающийся тем, что поперечное сечение указанного пространства уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера и посредством...
Изделия из искусственного стекловолокна, способы и устройство для их изготовления
Номер патента: 274
Опубликовано: 25.02.1999
Авторы: Тондер Флемминг Веисс, Есперсен Пауль Хольст
МПК: D04H 3/03, C03B 37/05
Метки: искусственного, устройство, изделия, изготовления, стекловолокна, способы
Формула / Реферат:
1. Устройство для изготовления изделий из искусственного стекловолокна, содержащеецентрифугальный механизм (1) для вытягивания нити, имеющий переднюю часть, первый вращаемый ротор (43) или ряд вращаемых роторов, включающий первый ротор (43) и один или более последующих роторов (44, 45 и 46), в котором ротор или роторы установлены с возможностью вращения относительно горизонтальной оси перед передней частью, в результате чего расплав, выливаемый...
Способ изготовления ювелирного изделия, обеспечивающий фиксацию и неподвижность опорной подушки
Номер патента: 11333
Опубликовано: 27.02.2009
Автор: Сьерадзки Артур
МПК: A44C 27/00
Метки: подушки, обеспечивающий, неподвижность, изделия, опорной, ювелирного, изготовления, фиксацию, способ
Формула / Реферат:
Способ изготовления ювелирного изделия, обеспечивающий фиксацию и неподвижность опорной подушки (1) с отверстиями (2) и смонтированным драгоценным или недрагоценным камнем (4) на материале, таком как нить рыболовной лески (3), отличающийся тем, что опорной подушке придают неподвижность изнутри посредством бугорка, создаваемого сваркой, на конце нити рыболовной лески, с обеспечением запирания и неподвижности опорной подушки. ...
Способ изготовления фигурных кондитерских изделий (варианты), изделия, полученные этим способом (варианты), и форма для их изготовления
Номер патента: 12239
Опубликовано: 28.08.2009
Авторы: Коннэ Владимир Ефимович, Горбатова Галина Александровна, Салахетдинов Тахир Сафович
МПК: A23G 1/22, A23G 1/21, A23G 3/02...
Метки: изделия, способом, изготовления, фигурных, варианты, способ, полученные, форма, изделий, этим, кондитерских
Формула / Реферат:
1. Способ изготовления фигурного кондитерского изделия, заключающийся в том, что производят изготовление формы путем формования оболочки на поверхность модели (которая находится внутри кожуха, причем оболочка формуется) из материала, способного к полимеризации, который наносят на поверхность модели в жидком или в пластичном состоянии; извлечение модели из формы; обработку внутренней поверхности оболочки, включающей ее очистку и/или промывку;...
Способ изготовления многослойных пластмассовых изделий литьём под давлением и многослойные пластмассовые изделия
Номер патента: 6590
Опубликовано: 24.02.2006
Авторы: Песович Воин, Песович Предраг
МПК: B29C 45/14, B29C 45/16, B29C 65/70...
Метки: пластмассовых, давлением, пластмассовые, литьём, многослойные, изделия, способ, изготовления, многослойных, изделий
Формула / Реферат:
1. Способ изготовления многослойных изделий литьем под давлением, преимущественно санитарно-технических и других изделий, при котором сначала изготавливают литьем под давлением первый слой, имеющий толщину ds с ребрами (12) независимо от того, имеет ли эта часть открытую или закрытую конструкцию, затем указанный первый слой размещают с высокой точностью в другой пресс-форме и изготавливают на его внешней поверхности или ее части второй слой...
Предыдущий патент: Укупорочное устройство с дозатором
Следующий патент: Устройство для ароматизации посудомоечной машины
Случайный патент: Способ получения гранул мочевины