Способ и устройство для изготовления экструдированного изделия из пластмассы и изделие из пластмассы
Формула / Реферат
1. Способ изготовления экструдированного изделия, в котором экструдируемый материал в виде порошка, шариков или гранул подают через одно или несколько подающих средств 6 в рабочее пространство, состоящее из емкостей канавок (7) в роторе (1), канавок (8) в статоре (2, 3) и зазора между ними, отличающийся тем, что поперечное сечение указанного пространства уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера и посредством относительного вращательного движения статора (2, 3) и ротора (1) указанный материал перемещается вдоль оси х, причем фрикционный нагрев, вызываемый сдвигом, расплавляет часть материала, образуя основу, состоящую в основном из нерасплавленных частиц и некоторого количества расплава, окружающего их, что создает рабочее пространство, которое полностью заполняется по поперечному сечению на расстоянии от конца устройства и, в результате, увеличивается давление до уровня, выше необходимого для выталкивания материала через фильеру далее вдоль оси х.
2. Способ по п.1, отличающийся тем, что объем рабочего пространства уменьшается вдоль оси х, по крайней мере, до конца зоны сдвига, обычно приблизительно от середины общей длины ротора (1), предпочтительно от 1/3 до 2/3 длины шнека.
3. Способ по п.2, отличающийся тем, что объем рабочего пространства после зоны сдвига остается постоянным или увеличивается.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что материал, состоящий из расплава и, возможно, нерасплавленных частиц, гомогенизируется и перемешивается на участке после зоны сдвига, а геометрия канавок такова, что степень сдвига меньше, чем в зоне сдвига.
5. Способ по п.4, отличающийся тем, что давление материала после зоны сдвига, по существу, не увеличивается.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что скорость потока материала по канавке (7) изменяется при проталкивании материала через кольцевую канавку (7') для поступления в следующие винтовые канавки.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что экструдируемый материал подвергается обработке в такой небольшой степени, что на выходном конце экструдера до возможных средств нагревания материала поток материала содержит частично нерасплавленные частицы, взаимосоединенные, главным образом, на поверхности во время происходящего в способе непрерывного спекания.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что ротор (1) и/или статор (2, 3) охлаждают в зоне подачи, в результате, горячий флюс, появляющийся на выходном конце устройства, не расплавляет материал преждевременно.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что температура материала внутри нагревательных средств (12) увеличивается больше, чем температура материала внутри экструдера.
10. Способ по п.9, отличающийся тем, что температуру нагревательных средств (12) и время нахождения материала в зоне действия нагревательных средств (12) устанавливают таким образом, что поток материала на выходе в основном гомогенный.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что в середине изделия (11) размещена оправка (10), на конце которой установлен торсионный стержень, причем оправку (10) центрируют путем ее изгиба на месте посредством торсионного стержня (14), который остается внутри уже изготовленного изделия (11).
12. Устройство для изготовления экструдированного изделия из пластмассы, содержащее, по крайней мере, один ротор (1) и, по крайней мере, один статор (2, 3) и питающий зазор (4) между ними, причем на другой стороне питающего зазора (4) выполнены канавки (7) для выдавливания экструдируемого материала из устройства во время вращения ротора (1), при этом поперечное сечение канавки (7), по существу, не изменяется, а встречная канавка (8) выполнена на другой стороне питающего зазора, по крайней мере, по длине зазора, и превышает размер зазора, при этом направление витка встречной канавки противоположно направлению канавки (7), выполненной на другой стороне питающего зазора (4), отличающееся тем, что зона сдвига начинается за зоной подачи материала, при этом встречная канавка (8) выполнена по существу по всей длине зоны сдвига, а поперечное сечение рабочего пространства, состоящее из объемов канавок (7) в роторе (1), канавок (8) в статоре (2, 3) и зазора между ними, уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера.
13. Устройство по п.12, отличающееся тем, что ротор (1) и статор (2, 3) выполнены цилиндрическими, а поперечное сечение встречных канавок (8) уменьшается, по существу, равномерно до конца зоны сдвига.
14. Устройство по п.12 или 13, отличающееся тем, что ширина встречной канавки (8) меньше ширины шага (7а) между канавками (7), выполненными на другой стороне питающего зазора (4).
15. Устройство по любому из пп.12-14, отличающееся тем, что ширина встречной канавки (8) от примерно 30 до 50% меньше, чем ширина канавки (7), выполненной на другой стороне зазора питателя (4).
16. Устройство по любому из пп.12-15, отличающееся тем, что градиент контрканавки (8) составляет от 1 до 90ш предпочтительно половину градиента канавки (7) на другой стороне питателя (4), наиболее предпочтительно от 3 до 10ш.
17. Устройство по одному из пп.12 или 14-16, отличающееся тем, что питающий зазор (4) является коническим, по крайней мере, в части его длины таким образом, что диаметр питающего зазора на конце подачи материала больше, чем его диаметр ближе к выходному концу, а соотношение диаметра широкой части конуса к диаметру его узкой части приблизительно равно соотношению плотности твердой массы экструдируемого материала к общей плотности массы.
18. Устройство по п.17, отличающееся тем, что материал может подаваться в питающий зазор (4) из нескольких подающих средств (6), раздельно расположенных в осевом направлении и/или в радиальном направлении относительно устройства.
19. Устройство по п.17 или 18, отличающееся тем, что соотношение ширины канавки (7) к ее глубине составляет от 2 до 7.
20. Устройство по одному из пп.12-19, отличающееся тем, что канавки (7) имеют, по существу, полукруглое поперечное сечение.
21. Устройство по любому из пп.12-19, отличающееся тем, что канавки (7) имеют, по существу, треугольное поперечное сечение.
22. Устройство по п.21, отличающееся тем, что, по крайней мере, некоторые шаги (7а) канавок (7) выполнены с уклоном таким образом, что зазор между ротором (1) и статором (2, 3) больше на передней кромке шага (7а), чем на задней кромке шага (7а).
23. Устройство по любому из пп.12-22, отличающееся тем, что снаружи ротора (1) расположен внешний статор (2), а внутри - внутренний статор (3), а также тем, что материал подается через одно и то же подающее средство (6) и снаружи и внутрь ротора, причем ротор (1) содержит питающие зазоры (13) со скосами (13а), выполненными для обеспечения подачи материала к внешней стороне ротора (1) с попеременным чередованием питающего зазора (13) и к внутренней стороне ротора с попеременным чередованием другого питающего зазора.
24. Устройство по любому из пп.12-23, отличающееся тем, что материал подается к питающему зазору (4), выполненному в виде приводного питающего шнека, от подающего средства (6).
25. Устройство по любому из пп.12-24, отличающееся тем, что ротор (1) и статор (2, 3) покрыты высокоизносостойким покрытием, а материал, из которого они изготовлены, имеет лучшую термопроводность, чем инструментальная сталь.
26. Устройство по любому из пп.12-25, отличающееся тем, что после зоны сдвига канавки (7) в роторе (1) и канавки (8) в статоре (2, 3) являются однонаправленными.
27. Изделие из пластмассы, содержащее матричный пластик, в который добавлено 1-30% барьерного пластика для образования слоистой структуры, отличающееся тем, что барьерный пластик размещен в изделии (11) вращательным потоком в канавке экструдера с образованием слоистой структуры в форме сплющенного рулона.
28. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является полиэтилен, а барьерным пластиком являетёя полиамид, сплавленный с полипропиленом.
29. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является полиэтилен, а барьерным пластиком является полипропилен.
30. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является алифатический поликетон.
31. Изделие из пластмассы по любому из пп.27-30, отличающееся тем, что матричным пластиком является сшитый полиэтилен.
32. Изделие из пластмассы по любому из пп.27-31, отличающееся тем, что матричный пластик и барьерный пластик взаимно не смешиваются.
33. Многослойное изделие из пластмассы, имеющее более толстый наружный слой, выполненный из сшитого полиэтилена, и внутренний слой из барьерного пластика, отличающееся тем, что барьерный пластик введен для предотвращения проникновения остаточных продуктов сшивки внешнего слоя во внутреннюю поверхность изделия.
34. Изделие из пластмассы по п.33, отличающееся тем, что барьерный пластик является алифатическим поликетоном.
35. Изделие из пластмассы, изготовленное устройством по п.12, отличающееся тем, что изделие в основном состоит из сшитого полиэтилена, имеющего молекулярный вес выше 200000 г/моль, предпочтительно выше 300000 г/моль.

Текст
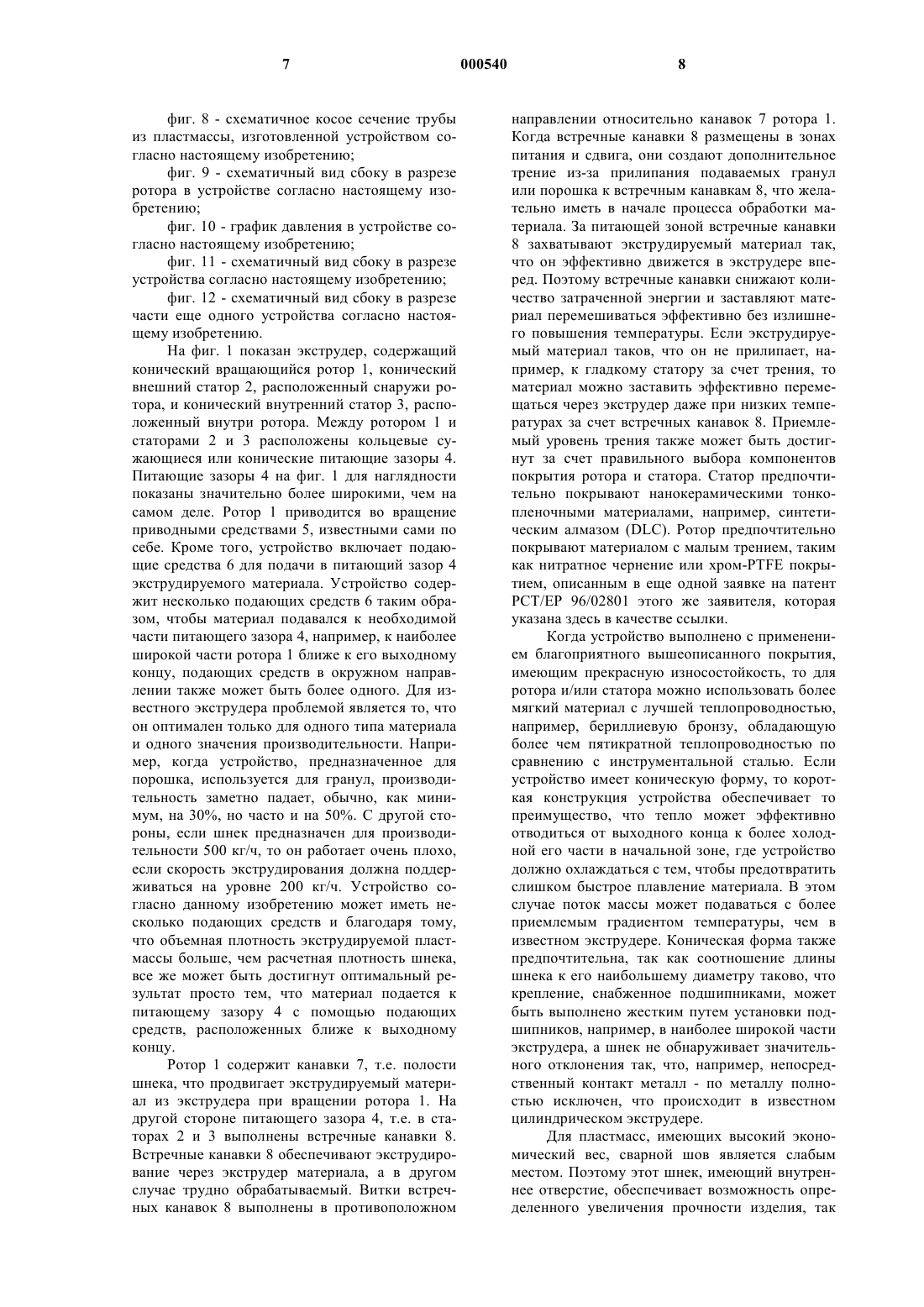
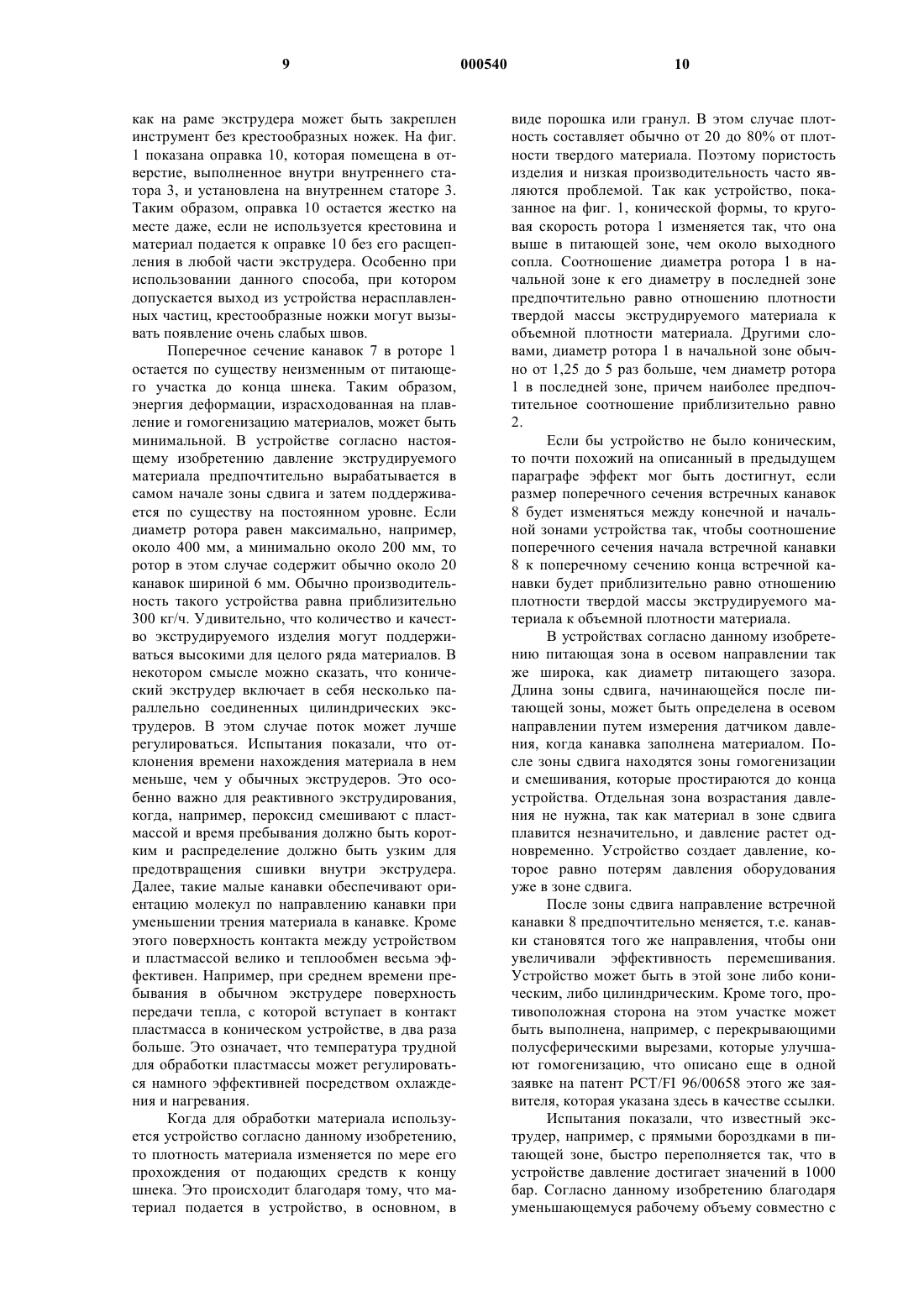
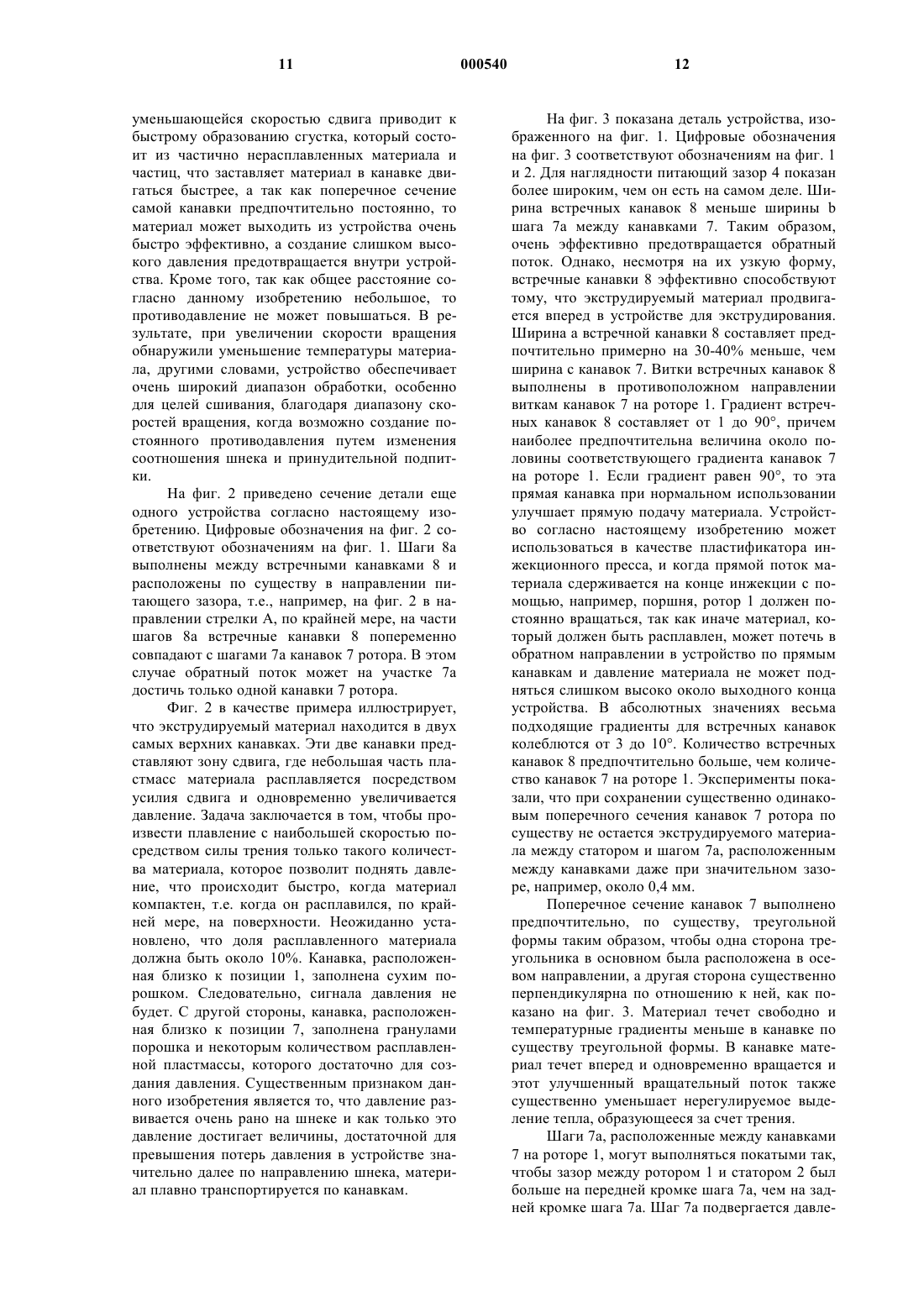
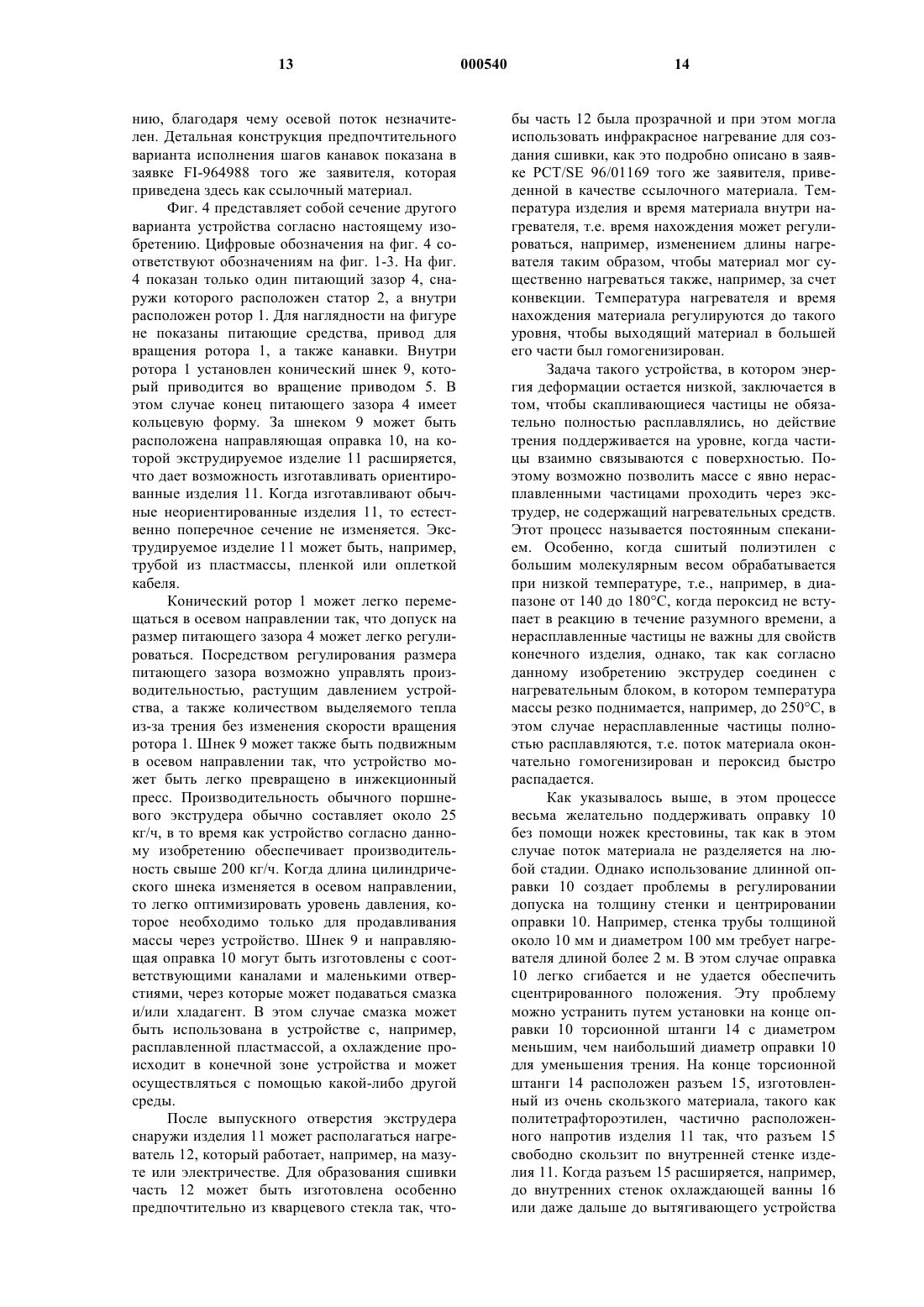
1 Изобретение относится к способу изготовления экструдированных изделий, при котором материал для экструдирования в виде порошка,шариков или гранул подается через одно или более подающее устройства в рабочее пространство, состоящее из объемов канавок в роторе, канавок в статоре и зазора между ними. Изобретение относится также к устройству для изготовления экструдированного изделия из пластмассы, которое содержит, по крайней мере, один ротор и, по крайней мере, один статор,и питающий зазор между ними, причем на другой стороне питающего зазора для выдавливания экструдируемого материала из устройства при вращении ротора выполнены канавки, причем поперечное сечение канавки, по существу,неизменно, а на противоположной стороне питающего зазора выполнена встречная канавка,по крайней мере, на расстоянии зазора, при этом спираль встречной канавки противоположна по направлению к канавке, выполненной на другой стороне питающего зазора. Изобретение также относится к изделию из пластмассы, содержащему вязкий пластик, к которому добавлено от 1 до 30% "барьерного" пластика. Очень трудно обрабатывать пластмассы с высоким молекулярным весом в обычном экструдере, состоящем из длинного шнека и цилиндра. Производительность экструдера остается очень невысокой, так как температуры легко поднимаются до очень высоких значений из-за тепла, выделяемого при трении. Полимеры, которые трудно обрабатывать, включают, например, фторопластики и полиэтилены с большой молярной массой и молекулярным весом, превышающим 200000 г/моль, а для очень твердых пластиков даже более 300000 г/моль. Существует ряд подобных материалов, которые сложны в обработке и которые имеют общее свойство высокий молекулярный вес и, следовательно,низкую скорость потока расплава, высокую температуру плавления и в некоторых случаях узкий диапазон для обработки, другими словами, например, температура распада пластика близка к точке плавления. Экструдирование особенно затруднено при низких температурах, когда температура экструдирования поддерживается только на несколько десятков градусов выше кристаллической точки плавления, т.е. эта температура обычно на 30-40 С ниже, чем необходимо для того, чтобы необязательные реактивные компоненты не могли вступать в реакцию слишком рано. Эта ситуация обычна особенно когда изготавливается система химически сшитых труб. Проблемы возникают в связи с тем, что существуют пять взаимосвязанных функций, которые основаны на действии шнека и которые действуют по той же оси и, следовательно, на той же скорости вращения: подача, плавление, перемешивание, гомогенизация и создание давления. В 2 известном экструдере шнек длинный и соотношение длины шнека к его диаметру в большинстве случаев составляет от около 20 до 30, а шнек содержит одну, иногда две или три спирали. Канавка шнека разделена на различные участки путем изменения поперечного сечения канавки шнека таким образом, что спирали часто являются глубокими и размещены с большими интервалами друг от друга на участке, где происходит подача, а поперечное сечение постоянно по всей длине зоны плавления, но обычно оно значительно больше, чем на выходном конце. Таким образом, материал не может легко течь по канавке, и ограничения на выходе вызывают большое выделение тепла от трения. На участке перемешивания канавка часто имеет свою геометрию и к концу канавки она становится менее глубокой и начинается создание давления. Из-за этого давления массу необходимо выдавливать даже через сложное оборудование. С другой стороны, в известных экструдерах общая длина канавки вокруг всего шнека слишком велика и в этом случае отношение длины бороздки к ее поперечному сечению становится слишком большим и поэтому делает его совершенно непригодным для плохо текучих пластиков. Патент США 3,314,108 описывает экструдер, содержащий конический ротор и конические статоры, установленные снаружи и внутри ротора. Ротор содержит плоские прямоугольные канавки для выдавливания экструдируемого материала из экструдера при вращении ротора. Однако при помощи вышеописанного устройства очень трудно обрабатывать материалы, которые непросты в обработке. Кроме того,его производительность также ограничена. В патенте ЕР 422,042 описан экструдер,содержащий несколько конических статоров и конических роторов, расположенных между ними. Роторы и/или статоры выполнены с канавками сферической формы для выдавливания экструдируемого материала из экструдера при вращении ротора. При помощи этого устройства возможно изготовление весьма привлекательных многослойных пластиковых труб, но работа с материалами, которые трудны для обработки,создает проблемы. Кроме того, в данном устройстве возникает на выходном конце давление формования и поэтому производительность устройства не слишком высока. Также экструдируемый материал расплавляется теплом, которое подводится извне, что создает трудности для регулирования температуры, а энергопотребление относительно велико. Патент US 4,125,333 описывает экструдер,содержащий длинный шнек со спиралями и статор, расположенный снаружи шнека, имеющий спирали того же направления. Спирали одинакового направления статора создают противоток, вследствие чего происходит смешивание материала, и количество вырабатываемого от 3 трения тепла легко вырастает до неконтролируемого уровня. Патент DE 2,558,238 также описывает экструдер, содержащий на своем конце участок смешивания с канавками либо одного, либо противоположного направления, либо прямые канавки в статоре. Такое устройство смешивает материал очень эффективно, но совершенно не может быть применено в устройствах, где температура материала должна точно выдерживаться, так как количество выделяемого от трения тепла слишком быстро растет. В патенте US 3,721,783 описан экструдер,содержащий ответвленную питающую зону. После питающей зоны материал нагнетается в суженую зону. После этого масса под давлением экструдируется через выходное отверстие. Конструкция устройства очень сложна. Конструкция устройства создает очень большое трение и из-за повышения давления экструдирования вблизи выходного отверстия производительность устройства очень низка. Патент ЕР 0,678,069 описывает экструдируемые многослойные трубы, изготовленные из сшитого полиэтилена. Первый этап включает экструдирование центрального слоя трубы, и после этого центральный слой покрывают оболочками. Оболочки используются только для улучшения характеристик текучести трубы, когда труба проходит через нагревающее устройство. Особым недостатком данного устройства является наличие оборудования с ножками крестовины, так как ножки крестовины вызывают образование сварных швов. Целью настоящего изобретения является создание способа и устройства, с помощью которых относительно просто экструдировать также и плохо обрабатываемые материалы для производства изделия из пластмассы, обладающего превосходными характеристиками. Способ согласно настоящему изобретению отличается тем, что поперечное сечение указанной полости постоянно уменьшается, по крайней мере, частично вдоль оси экструдера, и благодаря относительному вращательному движению статора и ротора указанный материал перемещается вдоль оси х, посредством этого тепло от трения при этом сдвиге расплавляет часть материала, образуя основу, состоящую в основном из нерасплавленных частиц и некоторого расплава вокруг них, позволяя образовать рабочее пространство, которое полностью заполнено в определенном поперечном сечении на расстоянии от конца устройства, и, следовательно,вызвать повышение давления до уровня большего, чем необходимо для продавливания материала далее через фильеру вдоль оси х. Устройство согласно данному изобретению отличается тем, что после питающей зоны расположена зона сдвига, причем встречная канавка расположена по существу вдоль всей длины зоны сдвига, и область поперечного сечения 4 рабочего пространства, состоящая из объемов канавок в роторе, канавок в статоре и зазора между ними, уменьшается, по крайней мере,частично вдоль оси экструдера. Изделие согласно данному изобретению отличается тем, что барьерный пластик размещен в изделии так, что он образует слоистую структуру. Основным отличием данного изобретения является то, что материал экструдируется в рабочем пространстве, которое состоит из канавок ротора и статора и зазора между ними, а также тем, что объем этого пространства уменьшается,по крайней мере, частично в осевом направлении так, что материал вытесняется в осевом направлении в сторону меньшего по площади поперечного сечения, причем тепло, выделяемое за счет трения слоев приводит к плавлению материала, по крайней мере, частично, что приводит к возрастанию давления уже на некотором расстоянии до концевой части устройства. Кроме того, существенным признаком данного изобретения является то, что пластмасса может быть обработана до такой малой степени, что на выходе из экструдера при отсутствии нагревательных средств поток массы содержит частицы, которые не до конца расплавились. Например, в полиэтилене такие частицы видны как более легкие частицы в прозрачной массе. Согласно проведенным испытаниям нерасплавленные частицы никоим образом не ухудшают свойств изделия. Наиболее предпочтительным является, когда, по крайней мере, часть шага встречной канавки соответствует шагу канавок,выполненных на другой стороне питающего зазора, при этом встречная канавка уже, чем шаг между канавками, выполненными на другой стороне питающего зазора. Отличием предпочтительного варианта исполнения является то,что ширина встречной канавки на около 30-50% меньше, чем ширина канавки на другой стороне питающего зазора. Отличием еще одного предпочтительного варианта воплощения является то, что градиент встречной канавки составляет около половины градиента канавки на другой стороне питающего зазора. Отличием третьего предпочтительного варианта воплощения является то, что размер встречной канавки или объем рабочего пространства изменяется таким образом, что соотношение площади поперечного сечения начальной части канавки к площади поперечного сечения ее конечной части приблизительно равняется отношению плотности твердой массы к объемной плотности экструдируемой массы. Отличием четвертого предпочтительного варианта воплощения является то, что питающий зазор является кольцевым с равномерно уменьшающимся диаметром, т.е. он имеет коническую форму, по крайней мере, по его длине так, что диаметр питающего зазора на конце, куда материал подается, больше, чем его диаметр ближе к концевому отверстию для вы 5 хода материала, а также то, что отношение диаметра наиболее широкой части конуса к диаметру его узкой части приблизительно равно отношению плотности твердой массы экструдируемого материала к объемной плотности массы. Отличием пятого предпочтительного варианта воплощения является то, что канавка, служащая для подачи материала, имеет в сечении по существу треугольную или полукруглую форму. Кроме того, отношение длины экструдирующего шнека к наибольшему диаметру шнека предпочтительно равно или меньше, например, приблизительно 10. Наиболее предпочтительное соотношение для цилиндрического экструдера находится в диапазоне от 3 до 6. В известном из уровня техники экструдере соотношение длины канавки шнека к площади поперечного сечения канавки превышает 20 1/мм, в то время как в устройстве согласно настоящему изобретению соотношение длины канавки шнека к площади поперечного сечения канавки менее 20 1/мм. Преимуществом настоящего изобретения является то, что плавление и гомогенизация массы требует настолько мало энергии деформации насколько это возможно. Когда давление значительно поднимается на сравнительно ранней стадии, то производительность устройства может быть значительно повышена. Можно определить теоретическую производительность экструдера, показывая количество идеального материала, которое устройство производит за один оборот ротора. Для устройства известного уровня техники фактическая производительность довольно низка, обычно 15-20% от теоретического максимума. Для устройства согласно данному изобретению возможно достичь производительности до 50% от теоретического максимума посредством использования встречных канавок и уменьшения площади поперечного сечения их полости. Неизменное поперечное сечение подающей расплав канавки не принуждает пластмассу удаляться из области канавки даже в последней секции канавки. Когда встречная канавка выполнена на другой стороне питающего зазора, то шаг между подающими канавками может быть выполнен широким, так как встречная канавка захватывает экструдируемый материал, который таким образом эффективно продвигается в устройстве вперед, т.е. количество энергии потерь значительно уменьшается. В случае, когда шаг встречных канавок соответствует шагу встречных канавок на другой стороне питающего зазора, то обратный поток эффективно предотвращается, и одновременно материал заставляют вращаться благоприятным образом. При помощи устройства,использующего винтовую геометрию, согласно настоящему изобретению масса, которая в противном случае трудно обрабатывается, также может быть легко экструдирована. Например,возможно подвергать обработке сшитый поли 000540 6 этилен с молекулярным весом свыше 200000 г/моль, а также очень твердые пластмассы с весом свыше 300000 г/моль. Даже с такими материалами производительность устройства может легко сохраняться, например, свыше 100 кг/ч, в то время как производительность известного поршневого экструдера обычно составляет, например, 25 кг/ч. Когда встречная канавка или рабочий объем, или питающий зазор выполняют с изменяющимся соотношением, равным отношению плотности твердой массы экструдируемого материала к его объемной плотности, то можно предотвратить проникновение воздуха в поток массы. Также излишнее питание не приводит к возникновению избыточного давления,которое в известных устройствах приводит к поломкам или, по крайней мере, к появлению крутящего момента. Движение материала в канавке по существу треугольной или полукруглой формы не затруднено, перепады температуры меньше, а вращательное движение материала в пределах поперечного сечения канавки очень эффективно. С помощью конического шнека можно уменьшить общую длину канавки шнека и, таким образом, снизить количество тепла,вырабатываемого за счет трения потока. Кроме того, поверхность конического шнека обычно примерно на 50% больше, чем поверхность шнека обычного цилиндрического экструдера равной производительности. Это является большим преимуществом при необходимости обеспечения охлаждения или нагрева. Когда устройства с круглыми однозаходными шнеками выполнены с внешними канавками, то питающую зону экструдера необходимо охлаждать из-за избытка давления и трения. Важным усовершенствованием устройства согласно настоящему изобретению является то, что оно не требует дополнительного охлаждения, а процесс очень устойчив и регулируем. Также не требуется никаких дополнительных охлаждающих устройств (охлаждающие вентиляторы и т.п.) для корпуса устройства, несмотря на достигаемые очень высокие выходные параметры. Изобретение будет более подробно описано на приложенных чертежах, где фиг. 1 - схематичный вид сбоку в разрезе устройства согласно настоящему изобретению; фиг. 2 - схематичный вид сбоку в разрезе детали другого устройства согласно настоящему изобретению; фиг. 3 - схематичный разрез детали устройства, приведенной на фиг. 1; фиг. 4 - схематичный вид сбоку в разрезе детали третьего устройства согласно настоящему изобретению; фиг. 5 - вид сбоку части ротора в устройстве согласно настоящему изобретению; фиг. 6 - сечение части ротора, показанного на фиг. 5; фиг. 7 - схематичное движение материала в канавке ротора; 7 фиг. 8 - схематичное косое сечение трубы из пластмассы, изготовленной устройством согласно настоящему изобретению; фиг. 9 - схематичный вид сбоку в разрезе ротора в устройстве согласно настоящему изобретению; фиг. 10 - график давления в устройстве согласно настоящему изобретению; фиг. 11 - схематичный вид сбоку в разрезе устройства согласно настоящему изобретению; фиг. 12 - схематичный вид сбоку в разрезе части еще одного устройства согласно настоящему изобретению. На фиг. 1 показан экструдер, содержащий конический вращающийся ротор 1, конический внешний статор 2, расположенный снаружи ротора, и конический внутренний статор 3, расположенный внутри ротора. Между ротором 1 и статорами 2 и 3 расположены кольцевые сужающиеся или конические питающие зазоры 4. Питающие зазоры 4 на фиг. 1 для наглядности показаны значительно более широкими, чем на самом деле. Ротор 1 приводится во вращение приводными средствами 5, известными сами по себе. Кроме того, устройство включает подающие средства 6 для подачи в питающий зазор 4 экструдируемого материала. Устройство содержит несколько подающих средств 6 таким образом, чтобы материал подавался к необходимой части питающего зазора 4, например, к наиболее широкой части ротора 1 ближе к его выходному концу, подающих средств в окружном направлении также может быть более одного. Для известного экструдера проблемой является то, что он оптимален только для одного типа материала и одного значения производительности. Например, когда устройство, предназначенное для порошка, используется для гранул, производительность заметно падает, обычно, как минимум, на 30%, но часто и на 50%. С другой стороны, если шнек предназначен для производительности 500 кг/ч, то он работает очень плохо,если скорость экструдирования должна поддерживаться на уровне 200 кг/ч. Устройство согласно данному изобретению может иметь несколько подающих средств и благодаря тому,что объемная плотность экструдируемой пластмассы больше, чем расчетная плотность шнека,все же может быть достигнут оптимальный результат просто тем, что материал подается к питающему зазору 4 с помощью подающих средств, расположенных ближе к выходному концу. Ротор 1 содержит канавки 7, т.е. полости шнека, что продвигает экструдируемый материал из экструдера при вращении ротора 1. На другой стороне питающего зазора 4, т.е. в статорах 2 и 3 выполнены встречные канавки 8. Встречные канавки 8 обеспечивают экструдирование через экструдер материала, а в другом случае трудно обрабатываемый. Витки встречных канавок 8 выполнены в противоположном 8 направлении относительно канавок 7 ротора 1. Когда встречные канавки 8 размещены в зонах питания и сдвига, они создают дополнительное трение из-за прилипания подаваемых гранул или порошка к встречным канавкам 8, что желательно иметь в начале процесса обработки материала. За питающей зоной встречные канавки 8 захватывают экструдируемый материал так,что он эффективно движется в экструдере вперед. Поэтому встречные канавки снижают количество затраченной энергии и заставляют материал перемешиваться эффективно без излишнего повышения температуры. Если экструдируемый материал таков, что он не прилипает, например, к гладкому статору за счет трения, то материал можно заставить эффективно перемещаться через экструдер даже при низких температурах за счет встречных канавок 8. Приемлемый уровень трения также может быть достигнут за счет правильного выбора компонентов покрытия ротора и статора. Статор предпочтительно покрывают нанокерамическими тонкопленочными материалами, например, синтетическим алмазом (DLC). Ротор предпочтительно покрывают материалом с малым трением, таким как нитратное чернение или хром-PTFE покрытием, описанным в еще одной заявке на патент РСТ/ЕР 96/02801 этого же заявителя, которая указана здесь в качестве ссылки. Когда устройство выполнено с применением благоприятного вышеописанного покрытия,имеющим прекрасную износостойкость, то для ротора и/или статора можно использовать более мягкий материал с лучшей теплопроводностью,например, бериллиевую бронзу, обладающую более чем пятикратной теплопроводностью по сравнению с инструментальной сталью. Если устройство имеет коническую форму, то короткая конструкция устройства обеспечивает то преимущество, что тепло может эффективно отводиться от выходного конца к более холодной его части в начальной зоне, где устройство должно охлаждаться с тем, чтобы предотвратить слишком быстрое плавление материала. В этом случае поток массы может подаваться с более приемлемым градиентом температуры, чем в известном экструдере. Коническая форма также предпочтительна, так как соотношение длины шнека к его наибольшему диаметру таково, что крепление, снабженное подшипниками, может быть выполнено жестким путем установки подшипников, например, в наиболее широкой части экструдера, а шнек не обнаруживает значительного отклонения так, что, например, непосредственный контакт металл - по металлу полностью исключен, что происходит в известном цилиндрическом экструдере. Для пластмасс, имеющих высокий экономический вес, сварной шов является слабым местом. Поэтому этот шнек, имеющий внутреннее отверстие, обеспечивает возможность определенного увеличения прочности изделия, так 9 как на раме экструдера может быть закреплен инструмент без крестообразных ножек. На фиг. 1 показана оправка 10, которая помещена в отверстие, выполненное внутри внутреннего статора 3, и установлена на внутреннем статоре 3. Таким образом, оправка 10 остается жестко на месте даже, если не используется крестовина и материал подается к оправке 10 без его расщепления в любой части экструдера. Особенно при использовании данного способа, при котором допускается выход из устройства нерасплавленных частиц, крестообразные ножки могут вызывать появление очень слабых швов. Поперечное сечение канавок 7 в роторе 1 остается по существу неизменным от питающего участка до конца шнека. Таким образом,энергия деформации, израсходованная на плавление и гомогенизацию материалов, может быть минимальной. В устройстве согласно настоящему изобретению давление экструдируемого материала предпочтительно вырабатывается в самом начале зоны сдвига и затем поддерживается по существу на постоянном уровне. Если диаметр ротора равен максимально, например,около 400 мм, а минимально около 200 мм, то ротор в этом случае содержит обычно около 20 канавок шириной 6 мм. Обычно производительность такого устройства равна приблизительно 300 кг/ч. Удивительно, что количество и качество экструдируемого изделия могут поддерживаться высокими для целого ряда материалов. В некотором смысле можно сказать, что конический экструдер включает в себя несколько параллельно соединенных цилиндрических экструдеров. В этом случае поток может лучше регулироваться. Испытания показали, что отклонения времени нахождения материала в нем меньше, чем у обычных экструдеров. Это особенно важно для реактивного экструдирования,когда, например, пероксид смешивают с пластмассой и время пребывания должно быть коротким и распределение должно быть узким для предотвращения сшивки внутри экструдера. Далее, такие малые канавки обеспечивают ориентацию молекул по направлению канавки при уменьшении трения материала в канавке. Кроме этого поверхность контакта между устройством и пластмассой велико и теплообмен весьма эффективен. Например, при среднем времени пребывания в обычном экструдере поверхность передачи тепла, с которой вступает в контакт пластмасса в коническом устройстве, в два раза больше. Это означает, что температура трудной для обработки пластмассы может регулироваться намного эффективней посредством охлаждения и нагревания. Когда для обработки материала используется устройство согласно данному изобретению,то плотность материала изменяется по мере его прохождения от подающих средств к концу шнека. Это происходит благодаря тому, что материал подается в устройство, в основном, в 10 виде порошка или гранул. В этом случае плотность составляет обычно от 20 до 80% от плотности твердого материала. Поэтому пористость изделия и низкая производительность часто являются проблемой. Так как устройство, показанное на фиг. 1, конической формы, то круговая скорость ротора 1 изменяется так, что она выше в питающей зоне, чем около выходного сопла. Соотношение диаметра ротора 1 в начальной зоне к его диаметру в последней зоне предпочтительно равно отношению плотности твердой массы экструдируемого материала к объемной плотности материала. Другими словами, диаметр ротора 1 в начальной зоне обычно от 1,25 до 5 раз больше, чем диаметр ротора 1 в последней зоне, причем наиболее предпочтительное соотношение приблизительно равно 2. Если бы устройство не было коническим,то почти похожий на описанный в предыдущем параграфе эффект мог быть достигнут, если размер поперечного сечения встречных канавок 8 будет изменяться между конечной и начальной зонами устройства так, чтобы соотношение поперечного сечения начала встречной канавки 8 к поперечному сечению конца встречной канавки будет приблизительно равно отношению плотности твердой массы экструдируемого материала к объемной плотности материала. В устройствах согласно данному изобретению питающая зона в осевом направлении так же широка, как диаметр питающего зазора. Длина зоны сдвига, начинающейся после питающей зоны, может быть определена в осевом направлении путем измерения датчиком давления, когда канавка заполнена материалом. После зоны сдвига находятся зоны гомогенизации и смешивания, которые простираются до конца устройства. Отдельная зона возрастания давления не нужна, так как материал в зоне сдвига плавится незначительно, и давление растет одновременно. Устройство создает давление, которое равно потерям давления оборудования уже в зоне сдвига. После зоны сдвига направление встречной канавки 8 предпочтительно меняется, т.е. канавки становятся того же направления, чтобы они увеличивали эффективность перемешивания. Устройство может быть в этой зоне либо коническим, либо цилиндрическим. Кроме того, противоположная сторона на этом участке может быть выполнена, например, с перекрывающими полусферическими вырезами, которые улучшают гомогенизацию, что описано еще в одной заявке на патент PCT/FI 96/00658 этого же заявителя, которая указана здесь в качестве ссылки. Испытания показали, что известный экструдер, например, с прямыми бороздками в питающей зоне, быстро переполняется так, что в устройстве давление достигает значений в 1000 бар. Согласно данному изобретению благодаря уменьшающемуся рабочему объему совместно с 11 уменьшающейся скоростью сдвига приводит к быстрому образованию сгустка, который состоит из частично нерасплавленных материала и частиц, что заставляет материал в канавке двигаться быстрее, а так как поперечное сечение самой канавки предпочтительно постоянно, то материал может выходить из устройства очень быстро эффективно, а создание слишком высокого давления предотвращается внутри устройства. Кроме того, так как общее расстояние согласно данному изобретению небольшое, то противодавление не может повышаться. В результате, при увеличении скорости вращения обнаружили уменьшение температуры материала, другими словами, устройство обеспечивает очень широкий диапазон обработки, особенно для целей сшивания, благодаря диапазону скоростей вращения, когда возможно создание постоянного противодавления путем изменения соотношения шнека и принудительной подпитки. На фиг. 2 приведено сечение детали еще одного устройства согласно настоящему изобретению. Цифровые обозначения на фиг. 2 соответствуют обозначениям на фиг. 1. Шаги 8 а выполнены между встречными канавками 8 и расположены по существу в направлении питающего зазора, т.е., например, на фиг. 2 в направлении стрелки А, по крайней мере, на части шагов 8 а встречные канавки 8 попеременно совпадают с шагами 7 а канавок 7 ротора. В этом случае обратный поток может на участке 7 а достичь только одной канавки 7 ротора. Фиг. 2 в качестве примера иллюстрирует,что экструдируемый материал находится в двух самых верхних канавках. Эти две канавки представляют зону сдвига, где небольшая часть пластмасс материала расплавляется посредством усилия сдвига и одновременно увеличивается давление. Задача заключается в том, чтобы произвести плавление с наибольшей скоростью посредством силы трения только такого количества материала, которое позволит поднять давление, что происходит быстро, когда материал компактен, т.е. когда он расплавился, по крайней мере, на поверхности. Неожиданно установлено, что доля расплавленного материала должна быть около 10%. Канавка, расположенная близко к позиции 1, заполнена сухим порошком. Следовательно, сигнала давления не будет. С другой стороны, канавка, расположенная близко к позиции 7, заполнена гранулами порошка и некоторым количеством расплавленной пластмассы, которого достаточно для создания давления. Существенным признаком данного изобретения является то, что давление развивается очень рано на шнеке и как только это давление достигает величины, достаточной для превышения потерь давления в устройстве значительно далее по направлению шнека, материал плавно транспортируется по канавкам. 12 На фиг. 3 показана деталь устройства, изображенного на фиг. 1. Цифровые обозначения на фиг. 3 соответствуют обозначениям на фиг. 1 и 2. Для наглядности питающий зазор 4 показан более широким, чем он есть на самом деле. Ширина встречных канавок 8 меньше ширины b шага 7 а между канавками 7. Таким образом,очень эффективно предотвращается обратный поток. Однако, несмотря на их узкую форму,встречные канавки 8 эффективно способствуют тому, что экструдируемый материал продвигается вперед в устройстве для экструдирования. Ширина а встречной канавки 8 составляет предпочтительно примерно на 30-40% меньше, чем ширина с канавок 7. Витки встречных канавок 8 выполнены в противоположном направлении виткам канавок 7 на роторе 1. Градиент встречных канавок 8 составляет от 1 до 90, причем наиболее предпочтительна величина около половины соответствующего градиента канавок 7 на роторе 1. Если градиент равен 90, то эта прямая канавка при нормальном использовании улучшает прямую подачу материала. Устройство согласно настоящему изобретению может использоваться в качестве пластификатора инжекционного пресса, и когда прямой поток материала сдерживается на конце инжекции с помощью, например, поршня, ротор 1 должен постоянно вращаться, так как иначе материал, который должен быть расплавлен, может потечь в обратном направлении в устройство по прямым канавкам и давление материала не может подняться слишком высоко около выходного конца устройства. В абсолютных значениях весьма подходящие градиенты для встречных канавок колеблются от 3 до 10. Количество встречных канавок 8 предпочтительно больше, чем количество канавок 7 на роторе 1. Эксперименты показали, что при сохранении существенно одинаковым поперечного сечения канавок 7 ротора по существу не остается экструдируемого материала между статором и шагом 7 а, расположенным между канавками даже при значительном зазоре, например, около 0,4 мм. Поперечное сечение канавок 7 выполнено предпочтительно, по существу, треугольной формы таким образом, чтобы одна сторона треугольника в основном была расположена в осевом направлении, а другая сторона существенно перпендикулярна по отношению к ней, как показано на фиг. 3. Материал течет свободно и температурные градиенты меньше в канавке по существу треугольной формы. В канавке материал течет вперед и одновременно вращается и этот улучшенный вращательный поток также существенно уменьшает нерегулируемое выделение тепла, образующееся за счет трения. Шаги 7 а, расположенные между канавками 7 на роторе 1, могут выполняться покатыми так,чтобы зазор между ротором 1 и статором 2 был больше на передней кромкешага 7 а, чем на задней кромке шага 7 а. Шаг 7 а подвергается давле 13 нию, благодаря чему осевой поток незначителен. Детальная конструкция предпочтительного варианта исполнения шагов канавок показана в заявке FI-964988 того же заявителя, которая приведена здесь как ссылочный материал. Фиг. 4 представляет собой сечение другого варианта устройства согласно настоящему изобретению. Цифровые обозначения на фиг. 4 соответствуют обозначениям на фиг. 1-3. На фиг. 4 показан только один питающий зазор 4, снаружи которого расположен статор 2, а внутри расположен ротор 1. Для наглядности на фигуре не показаны питающие средства, привод для вращения ротора 1, а также канавки. Внутри ротора 1 установлен конический шнек 9, который приводится во вращение приводом 5. В этом случае конец питающего зазора 4 имеет кольцевую форму. За шнеком 9 может быть расположена направляющая оправка 10, на которой экструдируемое изделие 11 расширяется,что дает возможность изготавливать ориентированные изделия 11. Когда изготавливают обычные неориентированные изделия 11, то естественно поперечное сечение не изменяется. Экструдируемое изделие 11 может быть, например,трубой из пластмассы, пленкой или оплеткой кабеля. Конический ротор 1 может легко перемещаться в осевом направлении так, что допуск на размер питающего зазора 4 может легко регулироваться. Посредством регулирования размера питающего зазора возможно управлять производительностью, растущим давлением устройства, а также количеством выделяемого тепла из-за трения без изменения скорости вращения ротора 1. Шнек 9 может также быть подвижным в осевом направлении так, что устройство может быть легко превращено в инжекционный пресс. Производительность обычного поршневого экструдера обычно составляет около 25 кг/ч, в то время как устройство согласно данному изобретению обеспечивает производительность свыше 200 кг/ч. Когда длина цилиндрического шнека изменяется в осевом направлении,то легко оптимизировать уровень давления, которое необходимо только для продавливания массы через устройство. Шнек 9 и направляющая оправка 10 могут быть изготовлены с соответствующими каналами и маленькими отверстиями, через которые может подаваться смазка и/или хладагент. В этом случае смазка может быть использована в устройстве с, например,расплавленной пластмассой, а охлаждение происходит в конечной зоне устройства и может осуществляться с помощью какой-либо другой среды. После выпускного отверстия экструдера снаружи изделия 11 может располагаться нагреватель 12, который работает, например, на мазуте или электричестве. Для образования сшивки часть 12 может быть изготовлена особенно предпочтительно из кварцевого стекла так, что 000540 14 бы часть 12 была прозрачной и при этом могла использовать инфракрасное нагревание для создания сшивки, как это подробно описано в заявке PCT/SE 96/01169 того же заявителя, приведенной в качестве ссылочного материала. Температура изделия и время материала внутри нагревателя, т.е. время нахождения может регулироваться, например, изменением длины нагревателя таким образом, чтобы материал мог существенно нагреваться также, например, за счет конвекции. Температура нагревателя и время нахождения материала регулируются до такого уровня, чтобы выходящий материал в большей его части был гомогенизирован. Задача такого устройства, в котором энергия деформации остается низкой, заключается в том, чтобы скапливающиеся частицы не обязательно полностью расплавлялись, но действие трения поддерживается на уровне, когда частицы взаимно связываются с поверхностью. Поэтому возможно позволить массе с явно нерасплавленными частицами проходить через экструдер, не содержащий нагревательных средств. Этот процесс называется постоянным спеканием. Особенно, когда сшитый полиэтилен с большим молекулярным весом обрабатывается при низкой температуре, т.е., например, в диапазоне от 140 до 180 С, когда пероксид не вступает в реакцию в течение разумного времени, а нерасплавленные частицы не важны для свойств конечного изделия, однако, так как согласно данному изобретению экструдер соединен с нагревательным блоком, в котором температура массы резко поднимается, например, до 250 С, в этом случае нерасплавленные частицы полностью расплавляются, т.е. поток материала окончательно гомогенизирован и пероксид быстро распадается. Как указывалось выше, в этом процессе весьма желательно поддерживать оправку 10 без помощи ножек крестовины, так как в этом случае поток материала не разделяется на любой стадии. Однако использование длинной оправки 10 создает проблемы в регулировании допуска на толщину стенки и центрировании оправки 10. Например, стенка трубы толщиной около 10 мм и диаметром 100 мм требует нагревателя длиной более 2 м. В этом случае оправка 10 легко сгибается и не удается обеспечить сцентрированного положения. Эту проблему можно устранить путем установки на конце оправки 10 торсионной штанги 14 с диаметром меньшим, чем наибольший диаметр оправки 10 для уменьшения трения. На конце торсионной штанги 14 расположен разъем 15, изготовленный из очень скользкого материала, такого как политетрафтороэтилен, частично расположенного напротив изделия 11 так, что разъем 15 свободно скользит по внутренней стенке изделия 11. Когда разъем 15 расширяется, например,до внутренних стенок охлаждающей ванны 16 или даже дальше до вытягивающего устройства 15 17, то разъем 15 опирается на стенку, которая уже образовалась. В этом случае центрирование оправки 10 в области расплавленного материала может быть легко проведено до абсолютно правильного положения, например, для отклонения осевого положения вытягивающего устройства 17. Длинная торсионная штанга 14 сгибает оправку 10 так, что она центрируется правильным образом. Фиг. 5 иллюстрирует видом сбоку части ротора 1 устройства согласно данному изобретению. Цифровые обозначения на фиг. 5 соответствуют обозначениям на фиг. 1-4. Фиг. 5 показывает ротор 1 в области зоны подачи материала. В случае, показанном на фиг. 5, экструдируемый материал подается с помощью одного подающего средства как во внутреннюю, так и во внешнюю области ротора 1. Кромки питающих зазоров 13 снабжены скосами 13 а так, чтобы попеременно один скос 13 а был направлен к внешнему кольцу ротора 1, а каждый следующий - к внутреннему кольцу. Таким образом,при вращении ротора 1 подаваемый материал движется через один попеременный зазор 13 к внешней области ротора 1, а через другой зазор - к внутренней области ротора. Так, скосы 13 а обеспечивают равномерное распределение подаваемого материала к внешней и внутренней областям ротора 1. На фиг. 5 скосы 13 а, которые направляют материал к внутренней области ротора 1 изображены пунктирной линией. Фиг. 6 представляет собой сечение части ротора, показанного на фиг. 5 устройства согласно данному изобретению. Цифровые обозначения на фиг. 6 соответствуют обозначениям на фиг. 1-5. Подающие средства 6 предпочтительно являются силовым питающим шнеком,который развивает значительно высокое давление в подаваемом материале по мере его продвижения в устройстве для экструдирования. С помощью силового питающего шнека и за счет ориентации скосов 13 а питающих зазоров 13 попеременно по направлению к внешней и внутренней областям ротора 1 подается достаточное количество экструдируемого материала в канавки 7, что, в свою очередь, гарантирует эффективную и равномерную производительность устройства для экструдирования. На фиг. 6 пунктирной линией показан скос, который направляет материал внутрь от питающего зазора 13, расположенного за плоскостью сечения. Естественно, нет необходимости выполнять отверстие в местах, где скос 13 а направлен к внешнему кольцу ротора 1, но важно, чтобы в этом месте было углубление, через которое материал может течь к канавкам, расположенным вне ротора. Фиг. 7 представляет собой поперечное сечение канавки ротора 1. В примере, показанном на фиг. 7, форма поперечного сечения канавки по существу полукруглая. Благодаря размещению шагов 7 а канавок 7 ротора согласно данно 000540 16 му изобретению, а также шагов 8 а встречных канавок 8 экструдируемый материал гарантированно остается в канавке 7 и поэтому вовлекается во вращательное движение. Полукруглая форма, показанная на фиг. 7, весьма выгодна для вращательного движения. На фиг. 7 вращательное движение материала иллюстрируется стрелками. По существу треугольная форма поперечного сечения, показанная на фиг. 3, также благоприятна для вращения материала, т.е. материал подается путем соответствующего вращательного движения, как показано стрелками на фиг. 7. Вращательный поток в канавке шнека,вызванный трением о цилиндр обычного экструдера, создает значительный градиент температуры в канавке. Эта несбалансированная температура создает недостатки двумя путями. Вопервых, она мешает экструдированию компонентов, которые чувствительны к температуре,так как ясно, что когда локальная температура,например, на 40 С выше, чем установленная температура экструдера, например, для сшитого полиэтилена, что приводит к образованию массы с локальными сшитыми зонами. Когда происходит обработка материала ПВХ (PVC), то неравномерная температура вызывает термическое разложение массы. С другой стороны, неравномерная температура затрудняет процесс обработки, так как большинство пластмасс легко меняют свою вязкость от изменения температуры. Например, для типичного диапазона скорости сдвига для полиэтилена при росте температуры в 60 С вязкость уменьшается со значения 1000 Пас примерно наполовину. Когда канавка выполнена полукруглой или треугольной формы, то материал течет более свободно, и температурные градиенты имеют меньшие значения. Улучшенный вращательный поток также существенно уменьшает неконтролируемое выделение тепла от трения. Расстояние между гребнями канавки шнека в известном экструдере приблизительно равняется диаметру шнека,что обычно выражается в соотношении ширины к высоте канавки шнека равном 10. Однако при обработке пластмасс с высоким молекулярным весом энергия деформации должна быть как можно меньшей, т.е. должно вырабатываться как можно меньше тепла от трения. Очевидно,что гораздо труднее создать вращательный поток в неглубокой канавке, чем, например, в полукруглой или треугольной канавке. Оптимальное соотношение ширины канавки к ее глубине равно предпочтительно от 2 до 7 для конического экструдера с прямоугольными канавками. Фиг. 8 является частичным разрезом изделия согласно настоящему изобретению. Благодаря тому, что вращательный поток в канавке шнека согласно данному изобретению легко осуществляется, то проявляются два его преимущества: общее трение между статором и ротором намного меньше, чем предполагалось,что частично происходит благодаря также нали 17 чию встречных канавок, и структура текущего и вращающегося материала получается слоистой,то материал в виде стержня, проходящий по канавке, походит на рулон бумаги. В результате получают трубу из пластмассы, как показано на фиг. 8, например, участок трубы с десятками поперечных полос, вызванных вращательным движением в канавке. В стенке толщиной, например, 4 мм можно выявить более 50 ламинарных слоев. На фиг. 8 слоистая структура трубы 11 показана тонкими линиями. Эта ламинарная структура обеспечивает значительно лучшую ударную прочность и значительно улучшает проницаемость, особенно при добавлении в экструдируемый матричный пластик от 1 до 30% барьерного пластика, такого как полиамид или ПЭВ (LCP). Слоистая структура наиболее легко обеспечивается, когда матричный и барьерный пластики взаимно не смешиваются, но преимущественно обладают хорошей взаимной адгезией. Было также обнаружено, что барьерный пластик обладает предпочтительно большей вязкостью при той же температуре. Использованный барьерный пластик, предпочтительно поликетон(известный под товарным знаком Ketonex, производимый фирмой British Petroleum). Труба 11,показанная на фиг. 8, изготовлена, например,посредством экструдирования смеси, состоящей из 1% полипропилена в полиэтилене. Когда используются пероксиды или азосоединения, в пластмассе образуются низкомолекулярные компоненты с неприятным вкусом и/или запахом, и они могут перемещаться к поверхностному слою полиэтилена. В известном способе изготовления труба должна вымачиваться или подвергаться термообработке прежде, чем она может употребляться с пищевыми продуктами. В устройстве согласно данному изобретению возможно изготовить многослойное изделие из пластмассы, у которого внешний более толстый слой состоит из сшитого полиэтилена, а внутренний более тонкий слой образован барьерным пластиком, чтобы продукты,оставшиеся от сшивки внешнего слоя, не могли перемещаться к внутренней поверхности изделия благодаря барьерному слою. Фиг. 9 является видом сбоку ротора устройства согласно данному изобретению. Цифровые обозначения на фиг. 9 соответствуют обозначениям на фиг. 1-8. На роторе 1 выполнена промежуточная канавка 7', которая по существу перпендикулярна осевому направлению ротора. Промежуточная канавка 7' обеспечивает дополнительную гомогенизацию экструдируемого материала. В промежуточной канавке 7' масса может перемещаться на расстояние нескольких канавок в радиальном направлении прежде, чем она начинает двигаться обратно к канавкам 7. Промежуточная канавка 7' может размещаться либо на роторе, либо на статоре,либо на обоих. Особенно для цилиндрического ротора 1 объем встречных канавок 8 предпочти 000540 18 тельно уменьшается к промежуточной канавке 7' и после промежуточной канавки 7' сохраняется на постоянном уровне. Промежуточная канавка 7' предпочтительно размещена в осевом направлении экструдера в месте, составляющем 2/3 длины устройства в осевом направлении. Градиент канавки 7 ротора может быть легко изменен после промежуточной канавки 7'. Когда градиент канавки 7 делают более крутым, можно легко достичь той же производительности,что и у устройства с постоянным градиентом, но в случае более крутого градиента общее количество выделяемого тепла от трения может быть уменьшено по мере уменьшения длины канавок. Согласно данному изобретению поперечное сечение канавок 7 остается по существу неизменным, но определение "по существу неизменный" также включает случай, когда ротор и/или статор содержат промежуточную канавку 7', где частицы материала перестраиваются для обеспечения гомогенности. Для случая, показанного на фиг. 9, зона сдвига продолжается до промежуточной канавки 7'. Смешивание происходит в промежуточной канавке 7' с последующей гомогенизацией после промежуточной канавки 7'. На фиг. 10 сплошной линией показан график функции давления в устройстве согласно данному изобретению и пунктирной линией график известного устройства. В известном экструдере давление Р увеличивается на конце длины I экструдера, и поэтому оно естественным образом имеет наивысшее значение в точке А, которая отражает положение выходного отверстия устройства. В устройстве согласно данному изобретению давление внутри устройства увеличивается уже на ранней стадии в зоне сдвига. В конце может даже падать по направлению к выходному отверстию. Фиг. 11 является частичным сечением экструдера согласно данному изобретению. Цифровые обозначения на фиг. 11 соответствуют обозначениям на предыдущих фигурах. И ротор 1, и статор 2 имеют цилиндрическую форму. Канавки 7 ротора имеют по существу одинаковое поперечное сечение по всей длине ротора 1. Площадь поперечного сечения встречных канавок 8, выполненных в статоре 2, постоянно уменьшается. Встречные канавки 8 простираются до примерно середины устройства предпочтительно до точки, отстоящей на 1/3 длины устройства. На фиг. 12 показан разрез части устройства согласно данному изобретению. Цифровые обозначения на фиг. 12 соответствуют обозначениям на предыдущих фигурах. Ротор 1 и статоры 2 и 3 имеют коническую форму. Ротор 1 устроен таким образом, что в последней зоне зазор между ротором 1 и статорами 2 и 3 увеличивается значительно больше, чем в начальной зоне. Например, в начальной зоне зазор может составлять около 0,5 мм, а в конце около 6 мм. Кроме 19 того, канавки 7 и встречные канавки 8 заканчиваются в последней зоне ротора, и материал течет только в вышеуказанном большом зазоре. В этом случае может быть увеличена скорость вращения ротора, так как в последней зоне скорость сдвига в материале низка благодаря большому зазору. Производительность также растет, т.е. возможно обеспечить высокую производительность даже на устройстве малого размера. Помимо этого, на конце возможно создать равномерное поле сдвига так, чтобы температура материала могла удерживаться очень равномерной, что особенно важно при обработке, например, (РЕХ). Это также дает возможность начать процесс сшивки, если это требуется, уже в экструдере. Эта конструкция также позволяет изготовить изделие слоистой структуры, которая даже не содержит никаких эллиптических частей, показанных на фиг. 8, но при этом является полностью слоистой. Требуемое приводное оборудование также имеет меньшие размеры, так как скорость вращения может быть высокой, а момент меньшим при постоянной мощности. Кроме того, производственные допуски устройства могут быть значительно большими на конце ротора, т.е. себестоимость производства падает. Предпочтительно, чтобы более тонкая часть ротора 1 составляла, по крайней мере, половину длины ротора; наиболее предпочтительно, чтобы прямая секция составляла 2/3 длины ротора. Встречные канавки 8 статора выполнены так, что они доходят до точки, где ротор начинает сужаться, т.е. зазор увеличивается. Целью сужения ротора также может быть создание возможности ориентации и ротор может также содержать отверстия, через которые может течь материал, другими словами,конструкция последней секции ротора может быть аналогичной описанной в заявке на патентPCT/FI 96/00261 того же заявителя, которая приведена здесь в качестве ссылочного материала. Приложенные чертежи и описание имеют целью только иллюстрировать идею изобретения. Детали настоящего изобретения могут меняться в объеме формулы изобретения. Поэтому, например, термин "конический" также включает формы параболы и гиперболы или конструкцию, где начальная секция имеет форму усеченного конуса и последняя секция имеет цилиндрическую форму. Кроме того, устройство может содержать несколько роторов и/или статоров. А также при необходимости ротор может быть размещен снаружи статора. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления экструдированного изделия, в котором экструдируемый материал в виде порошка, шариков или гранул подают через одно или несколько подающих средств 6 в 20 рабочее пространство, состоящее из емкостей канавок (7) в роторе (1), канавок (8) в статоре (2,3) и зазора между ними, отличающийся тем, что поперечное сечение указанного пространства уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера и посредством относительного вращательного движения статора(2, 3) и ротора (1) указанный материал перемещается вдоль оси х, причем фрикционный нагрев, вызываемый сдвигом, расплавляет часть материала, образуя основу, состоящую в основном из нерасплавленных частиц и некоторого количества расплава, окружающего их, что создает рабочее пространство, которое полностью заполняется по поперечному сечению на расстоянии от конца устройства и, в результате,увеличивается давление до уровня, выше необходимого для выталкивания материала через фильеру далее вдоль оси х. 2. Способ по п.1, отличающийся тем, что объем рабочего пространства уменьшается вдоль оси х, по крайней мере, до конца зоны сдвига, обычно приблизительно от середины общей длины ротора (1), предпочтительно от 1/3 до 2/3 длины шнека. 3. Способ по п.2, отличающийся тем, что объем рабочего пространства после зоны сдвига остается постоянным или увеличивается. 4. Способ по любому из предыдущих пунктов, отличающийся тем, что материал, состоящий из расплава и, возможно, нерасплавленных частиц, гомогенизируется и перемешивается на участке после зоны сдвига, а геометрия канавок такова, что степень сдвига меньше,чем в зоне сдвига. 5. Способ по п.4, отличающийся тем, что давление материала после зоны сдвига, по существу, не увеличивается. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что скорость потока материала по канавке (7) изменяется при проталкивании материала через кольцевую канавку(7') для поступления в следующие винтовые канавки. 7. Способ по любому из предшествующих пунктов, отличающийся тем, что экструдируемый материал подвергается обработке в такой небольшой степени, что на выходном конце экструдера до возможных средств нагревания материала поток материала содержит частично нерасплавленные частицы, взаимосоединенные,главным образом, на поверхности во время происходящего в способе непрерывного спекания. 8. Способ по любому из предшествующих пунктов, отличающийся тем, что ротор (1) и/или статор (2, 3) охлаждают в зоне подачи, в результате, горячий флюс, появляющийся на выходном конце устройства, не расплавляет материал преждевременно. 9. Способ по любому из предшествующих пунктов, отличающийся тем, что температура материала внутри нагревательных средств (12) 21 увеличивается больше, чем температура материала внутри экструдера. 10. Способ по п.9, отличающийся тем, что температуру нагревательных средств (12) и время нахождения материала в зоне действия нагревательных средств (12) устанавливают таким образом, что поток материала на выходе в основном гомогенный. 11. Способ по любому из предшествующих пунктов, отличающийся тем, что в середине изделия (11) размещена оправка (10), на конце которой установлен торсионный стержень, причем оправку (10) центрируют путем ее изгиба на месте посредством торсионного стержня (14),который остается внутри уже изготовленного изделия (11). 12. Устройство для изготовления экструдированного изделия из пластмассы, содержащее, по крайней мере, один ротор (1) и, по крайней мере, один статор (2, 3) и питающий зазор (4) между ними, причем на другой стороне питающего зазора (4) выполнены канавки (7) для выдавливания экструдируемого материала из устройства во время вращения ротора (1), при этом поперечное сечение канавки (7), по существу, не изменяется, а встречная канавка (8) выполнена на другой стороне питающего зазора,по крайней мере, по длине зазора, и превышает размер зазора, при этом направление витка встречной канавки противоположно направлению канавки (7), выполненной на другой стороне питающего зазора (4), отличающееся тем, что зона сдвига начинается за зоной подачи материала, при этом встречная канавка (8) выполнена по существу по всей длине зоны сдвига, а поперечное сечение рабочего пространства, состоящее из объемов канавок (7) в роторе (1),канавок (8) в статоре (2, 3) и зазора между ними,уменьшается, по крайней мере, частично непрерывно вдоль оси экструдера. 13. Устройство по п.12, отличающееся тем,что ротор (1) и статор (2, 3) выполнены цилиндрическими, а поперечное сечение встречных канавок (8) уменьшается, по существу, равномерно до конца зоны сдвига. 14. Устройство по п.12 или 13, отличающееся тем, что ширина встречной канавки (8) меньше ширины шага (7 а) между канавками (7),выполненными на другой стороне питающего зазора (4). 15. Устройство по любому из пп.12-14, отличающееся тем, что ширина встречной канавки(8) от примерно 30 до 50% меньше, чем ширина канавки (7), выполненной на другой стороне зазора питателя (4). 16. Устройство по любому из пп.12-15, отличающееся тем, что градиент контрканавки (8) составляет от 1 до 90 предпочтительно половину градиента канавки (7) на другой стороне питателя (4), наиболее предпочтительно от 3 до 10. 22 17. Устройство по одному из пп.12 или 1416, отличающееся тем, что питающий зазор (4) является коническим, по крайней мере, в части его длины таким образом, что диаметр питающего зазора на конце подачи материала больше,чем его диаметр ближе к выходному концу, а соотношение диаметра широкой части конуса к диаметру его узкой части приблизительно равно соотношению плотности твердой массы экструдируемого материала к общей плотности массы. 18. Устройство по п.17, отличающееся тем,что материал может подаваться в питающий зазор (4) из нескольких подающих средств (6),раздельно расположенных в осевом направлении и/или в радиальном направлении относительно устройства. 19. Устройство по п.17 или 18, отличающееся тем, что соотношение ширины канавки(7) к ее глубине составляет от 2 до 7. 20. Устройство по одному из пп.12-19, отличающееся тем, что канавки (7) имеют, по существу, полукруглое поперечное сечение. 21. Устройство по любому из пп.12-19, отличающееся тем, что канавки (7) имеют, по существу, треугольное поперечное сечение. 22. Устройство по п.21, отличающееся тем,что, по крайней мере, некоторые шаги (7 а) канавок (7) выполнены с уклоном таким образом,что зазор между ротором (1) и статором (2, 3) больше на передней кромке шага (7 а), чем на задней кромке шага (7 а). 23. Устройство по любому из пп.12-22, отличающееся тем, что снаружи ротора (1) расположен внешний статор (2), а внутри - внутренний статор (3), а также тем, что материал подается через одно и то же подающее средство (6) и снаружи и внутрь ротора, причем ротор (1) содержит питающие зазоры (13) со скосами (13 а),выполненными для обеспечения подачи материала к внешней стороне ротора (1) с попеременным чередованием питающего зазора (13) и к внутренней стороне ротора с попеременным чередованием другого питающего зазора. 24. Устройство по любому из пп.12-23, отличающееся тем, что материал подается к питающему зазору (4), выполненному в виде приводного питающего шнека, от подающего средства (6). 25. Устройство по любому из пп.12-24, отличающееся тем, что ротор (1) и статор (2, 3) покрыты высокоизносостойким покрытием, а материал, из которого они изготовлены, имеет лучшую термопроводность, чем инструментальная сталь. 26. Устройство по любому из пп.12-25, отличающееся тем, что после зоны сдвига канавки(7) в роторе (1) и канавки (8) в статоре (2, 3) являются однонаправленными. 27. Изделие из пластмассы, содержащее матричный пластик, в который добавлено 1-30% барьерного пластика для образования слоистой структуры, отличающееся тем, что барьерный 23 пластик размещен в изделии (11) вращательным потоком в канавке экструдера с образованием слоистой структуры в форме сплющенного рулона. 28. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является полиэтилен, а барьерным пластиком является полиамид, сплавленный с полипропиленом. 29. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является полиэтилен, а барьерным пластиком является полипропилен. 30. Изделие из пластмассы по п.27, отличающееся тем, что матричным пластиком является алифатический поликетон. 31. Изделие из пластмассы по любому из пп.27-30, отличающееся тем, что матричным пластиком является сшитый полиэтилен. 32. Изделие из пластмассы по любому из пп.27-31, отличающееся тем, что матричный 24 пластик и барьерный пластик взаимно не смешиваются. 33. Многослойное изделие из пластмассы,имеющее более толстый наружный слой, выполненный из сшитого полиэтилена, и внутренний слой из барьерного пластика, отличающееся тем, что барьерный пластик введен для предотвращения проникновения остаточных продуктов сшивки внешнего слоя во внутреннюю поверхность изделия. 34. Изделие из пластмассы по п.33, отличающееся тем, что барьерный пластик является алифатическим поликетоном. 35. Изделие из пластмассы, изготовленное устройством по п.12, отличающееся тем, что изделие в основном состоит из сшитого полиэтилена, имеющего молекулярный вес выше 200000 г/моль, предпочтительно выше 300000 г/моль.
МПК / Метки
МПК: B29C 47/38, B29C 47/06, B32B 37/15, C08L 23/06
Метки: изделия, способ, изделие, устройство, экструдированного, пластмассы, изготовления
Код ссылки
<a href="https://eas.patents.su/14-540-sposob-i-ustrojjstvo-dlya-izgotovleniya-ekstrudirovannogo-izdeliya-iz-plastmassy-i-izdelie-iz-plastmassy.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления экструдированного изделия из пластмассы и изделие из пластмассы</a>
Изделия из искусственного стекловолокна, способы и устройство для их изготовления
Номер патента: 274
Опубликовано: 25.02.1999
Авторы: Тондер Флемминг Веисс, Есперсен Пауль Хольст
МПК: C03B 37/05, D04H 3/03
Метки: способы, стекловолокна, изготовления, устройство, искусственного, изделия
Формула / Реферат:
1. Устройство для изготовления изделий из искусственного стекловолокна, содержащеецентрифугальный механизм (1) для вытягивания нити, имеющий переднюю часть, первый вращаемый ротор (43) или ряд вращаемых роторов, включающий первый ротор (43) и один или более последующих роторов (44, 45 и 46), в котором ротор или роторы установлены с возможностью вращения относительно горизонтальной оси перед передней частью, в результате чего расплав, выливаемый...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: данным, изготовления, устройство, способом, щетинное, изделий, способ, щетинных, изделие, изготовленное, варианты
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: устройство, цельной, шестерни(варианты, способ, ковкой, кованой, заготовки, изготовления
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Кумино Джузеппе, Бартери Массимо
МПК: C22C 38/44, C21D 8/00
Метки: коррозионной, изделий, стойкостью, механической, мартенситная, прочностью, сталь, способ, стали, этой, изготовленное, нержавеющая, изделие, высокой, изготовления, способом, этим
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Многодисковое соединительное устройство, автоматическая трансмиссия, снабженная этим устройством, и способ изготовления этого устройства.
Номер патента: 123
Опубликовано: 27.08.1998
Автор: Антонов Руман
МПК: F16D 13/52
Метки: способ, трансмиссия, автоматическая, этим, изготовления, устройством, устройства, соединительное, многодисковое, устройство, этого, снабженная
Формула / Реферат:
1. Многодисковое фрикционное соединительное устройство, в особенности для автоматической трансмиссии, предназначенной для двигательных транспортных средств, содержащее первый (8, 21) и второй (20, 26, 27) соосно вращающиеся элементы, первую группу дисков (22), изготовленных из металла, вращающихся заодно с первым элементом и чередующихся с дисками (19) второй группы, вращающимися заодно со вторым элементом, а также средства (29, 34, 17, В2)...
Предыдущий патент: Машина для независящего от рядков скашивания кукурузы и иных подобных стеблевых культур
Следующий патент: Упаковка для заваривания, способ и устройство для ее изготовления
Случайный патент: Способы снижения содержания фибриногена