Пучок армирующих волокон и способ изготовления такого пучка армирующих волокон
Формула / Реферат
1. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11), соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства под действием механических сил, возникающих при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), причем связующее вещество содержит материал, по существу, инертный по отношению к не отвердевшему отверждаемому материалу (11), и само связующее вещество (5), по существу, содержит отверждаемый материал (11), отличающийся тем, что связующее вещество, по существу, содержит цементно-известковый раствор, бетон, гипс, цемент или их смесь.
2. Пучок (1) армирующих волокон по п.1, отличающийся тем, что связующее вещество (5) содержит вторичные армирующие волокна (6).
3. Пучок (1) армирующих волокон по п.2, отличающийся тем, что вторичные армирующие волокна (6) содержат стекловолокно и/или полипропиленовое волокно с диаметром максимум 100 мкм.
4. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру пучка (1) армирующих волокон составляет по меньшей мере 0,2 и максимум 5.
5. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру пучка (1) армирующих волокон составляет по меньшей мере 0,5 и максимум 1,5.
6. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что пучок (1) армирующих волокон имеет, по существу, цилиндрическую форму.
7. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру армирующих волокон (2) составляет по меньшей мере 40.
8. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что армирующие волокна (2) изготовлены из стали с пределом прочности на разрыв от 500 до 3000 Н/мм2.
9. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что концы (3) армирующих волокон (2) имеют форму крючка.
10. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что концевые фаски пучка, по существу, равномерно покрыты связующим веществом (5).
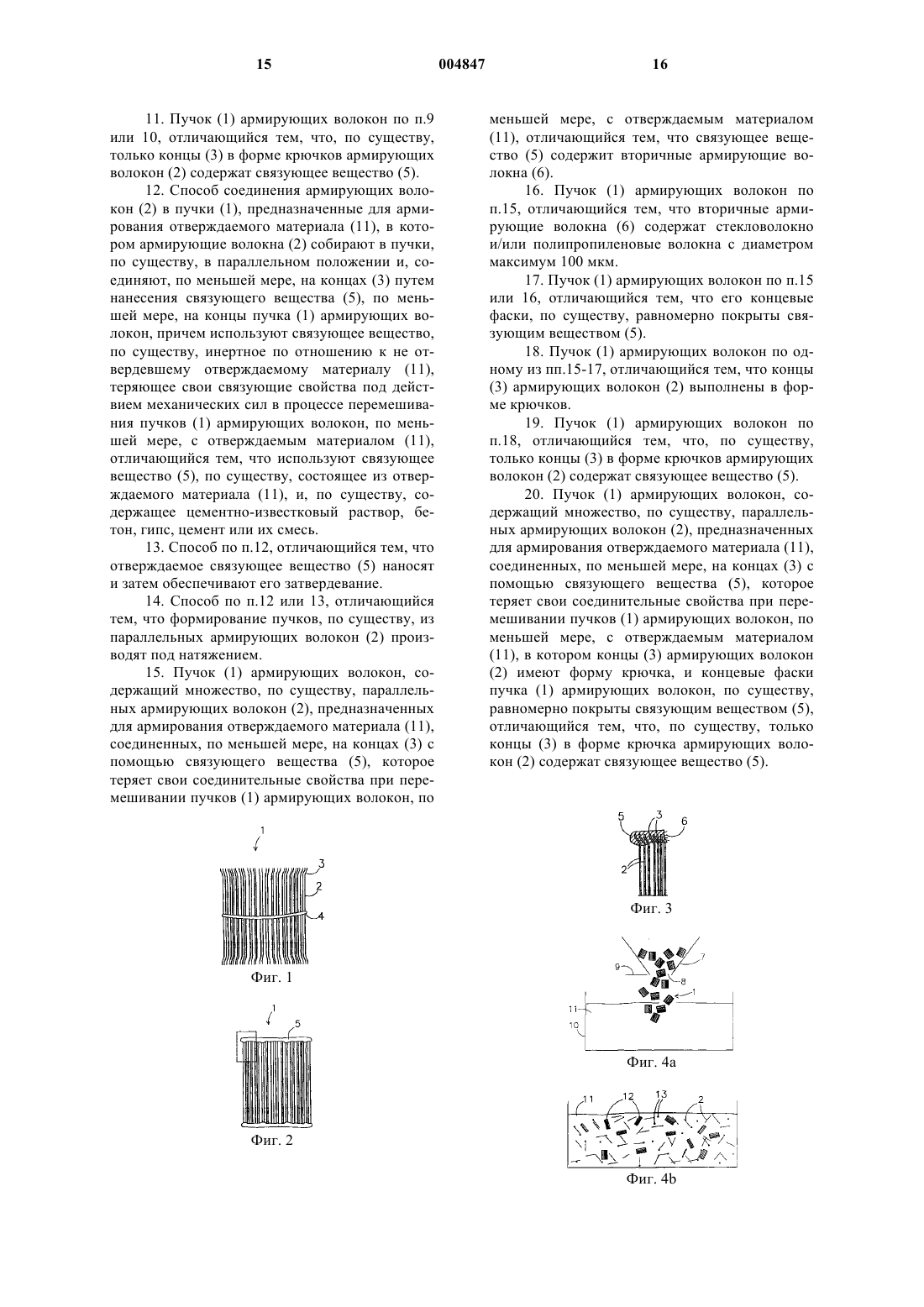
11. Пучок (1) армирующих волокон по п.9 или 10, отличающийся тем, что, по существу, только концы (3) в форме крючков армирующих волокон (2) содержат связующее вещество (5).
12. Способ соединения армирующих волокон (2) в пучки (1), предназначенные для армирования отверждаемого материала (11), в котором армирующие волокна (2) собирают в пучки, по существу, в параллельном положении и, соединяют, по меньшей мере, на концах (3) путем нанесения связующего вещества (5), по меньшей мере, на концы пучка (1) армирующих волокон, причем используют связующее вещество, по существу, инертное по отношению к не отвердевшему отверждаемому материалу (11), теряющее свои связующие свойства под действием механических сил в процессе перемешивания пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), отличающийся тем, что используют связующее вещество (5), по существу, состоящее из отверждаемого материала (11), и, по существу, содержащее цементно-известковый раствор, бетон, гипс, цемент или их смесь.
13. Способ по п.12, отличающийся тем, что отверждаемое связующее вещество (5) наносят и затем обеспечивают его затвердевание.
14. Способ по п.12 или 13, отличающийся тем, что формирование пучков, по существу, из параллельных армирующих волокон (2) производят под натяжением.
15. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11), соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), отличающийся тем, что связующее вещество (5) содержит вторичные армирующие волокна (6).
16. Пучок (1) армирующих волокон по п.15, отличающийся тем, что вторичные армирующие волокна (6) содержат стекловолокно и/или полипропиленовые волокна с диаметром максимум 100 мкм.
17. Пучок (1) армирующих волокон по п.15 или 16, отличающийся тем, что его концевые фаски, по существу, равномерно покрыты связующим веществом (5).
18. Пучок (1) армирующих волокон по одному из пп.15-17, отличающийся тем, что концы (3) армирующих волокон (2) выполнены в форме крючков.
19. Пучок (1) армирующих волокон по п.18, отличающийся тем, что, по существу, только концы (3) в форме крючков армирующих волокон (2) содержат связующее вещество (5).
20. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11), соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), в котором концы (3) армирующих волокон (2) имеют форму крючка, и концевые фаски пучка (1) армирующих волокон, по существу, равномерно покрыты связующим веществом (5), отличающийся тем, что, по существу, только концы (3) в форме крючка армирующих волокон (2) содержат связующее вещество (5).

Текст
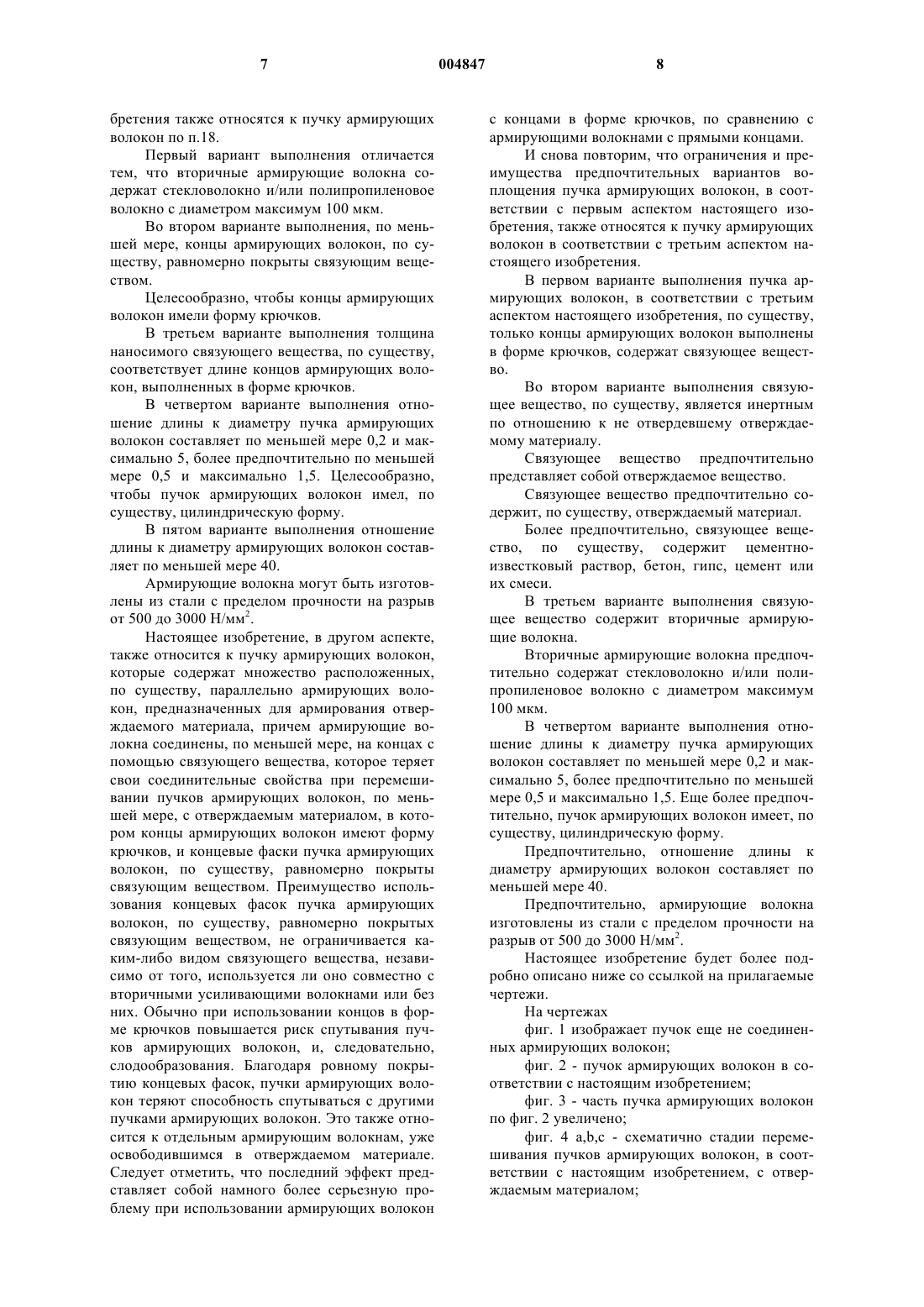
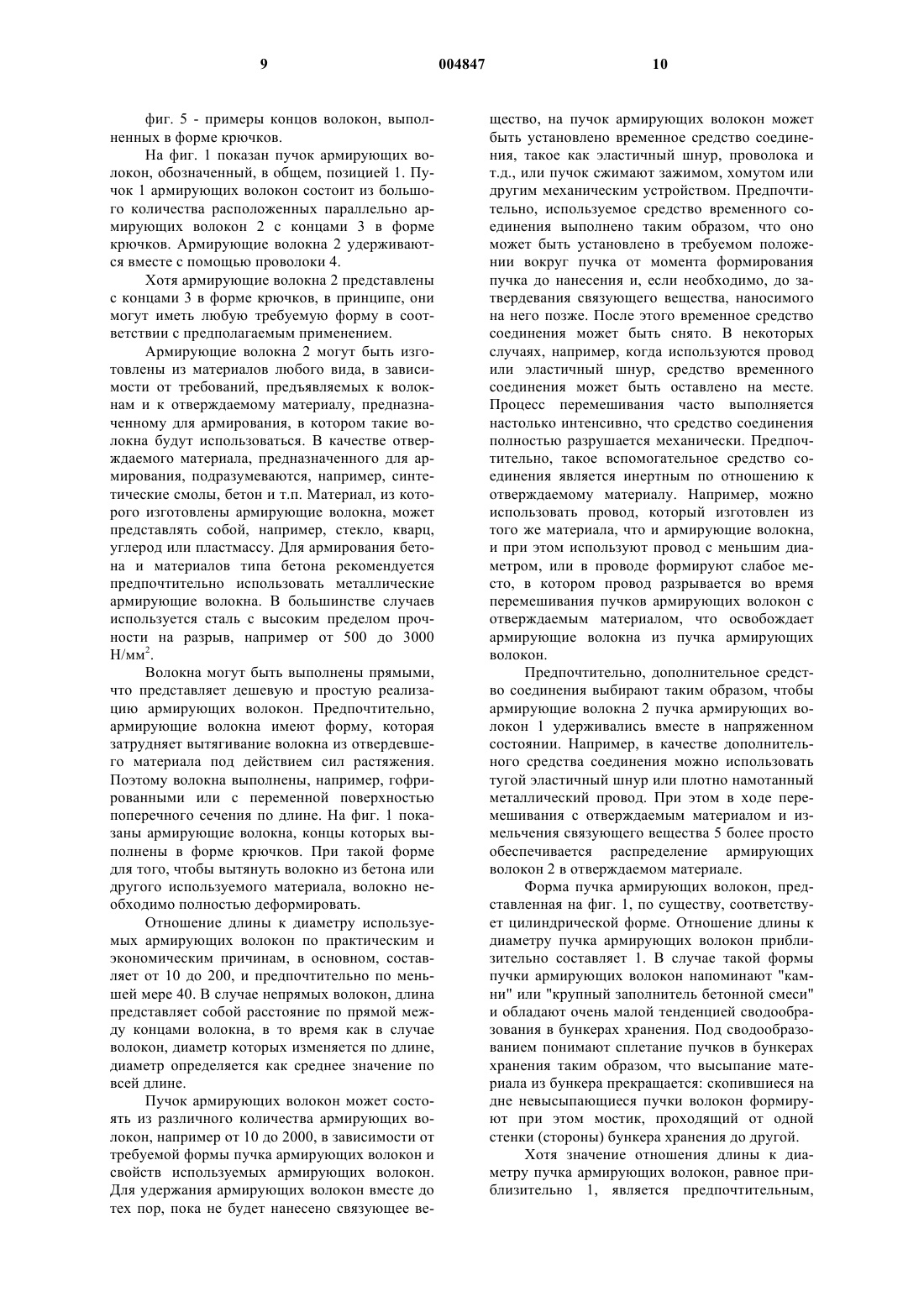
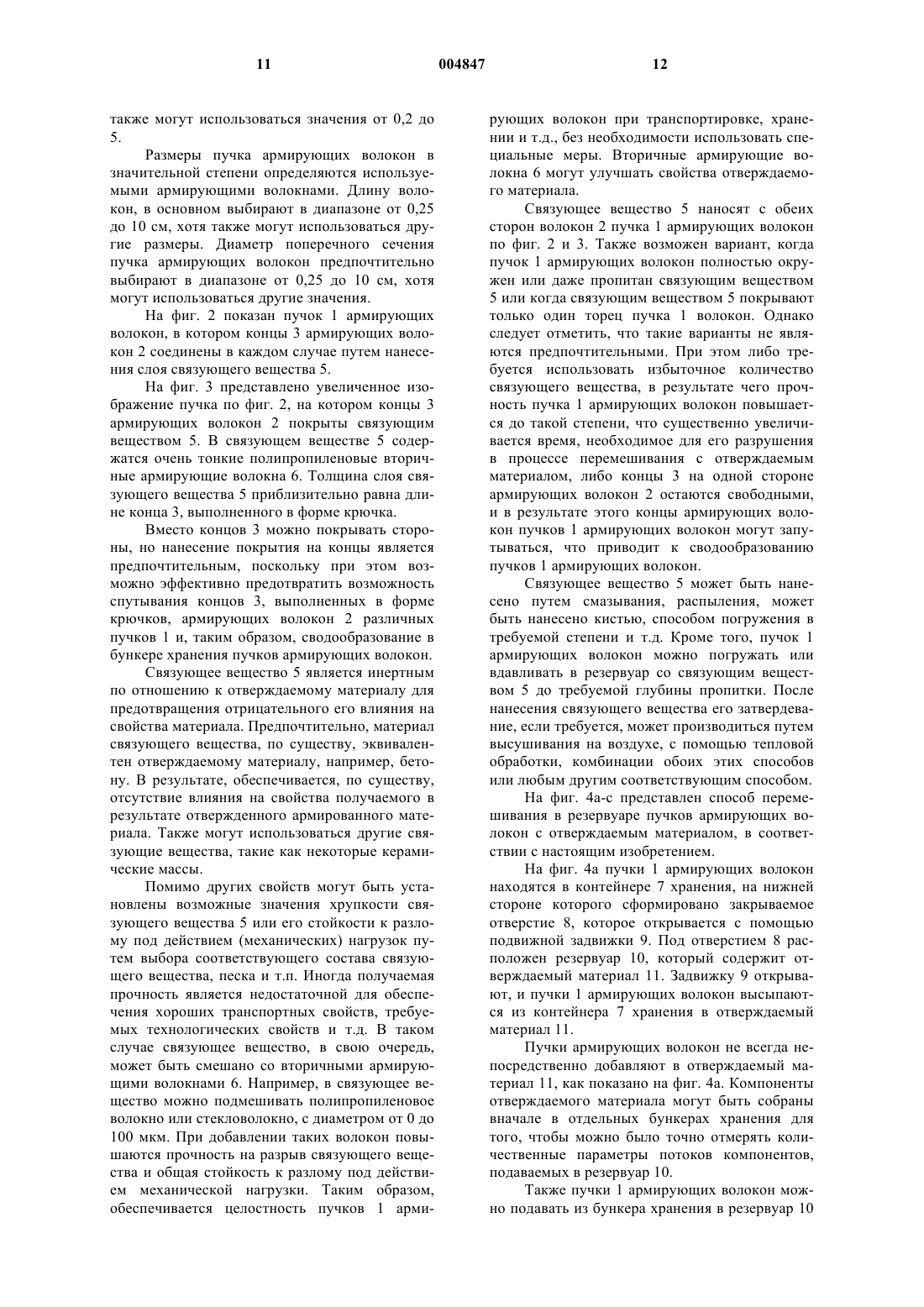
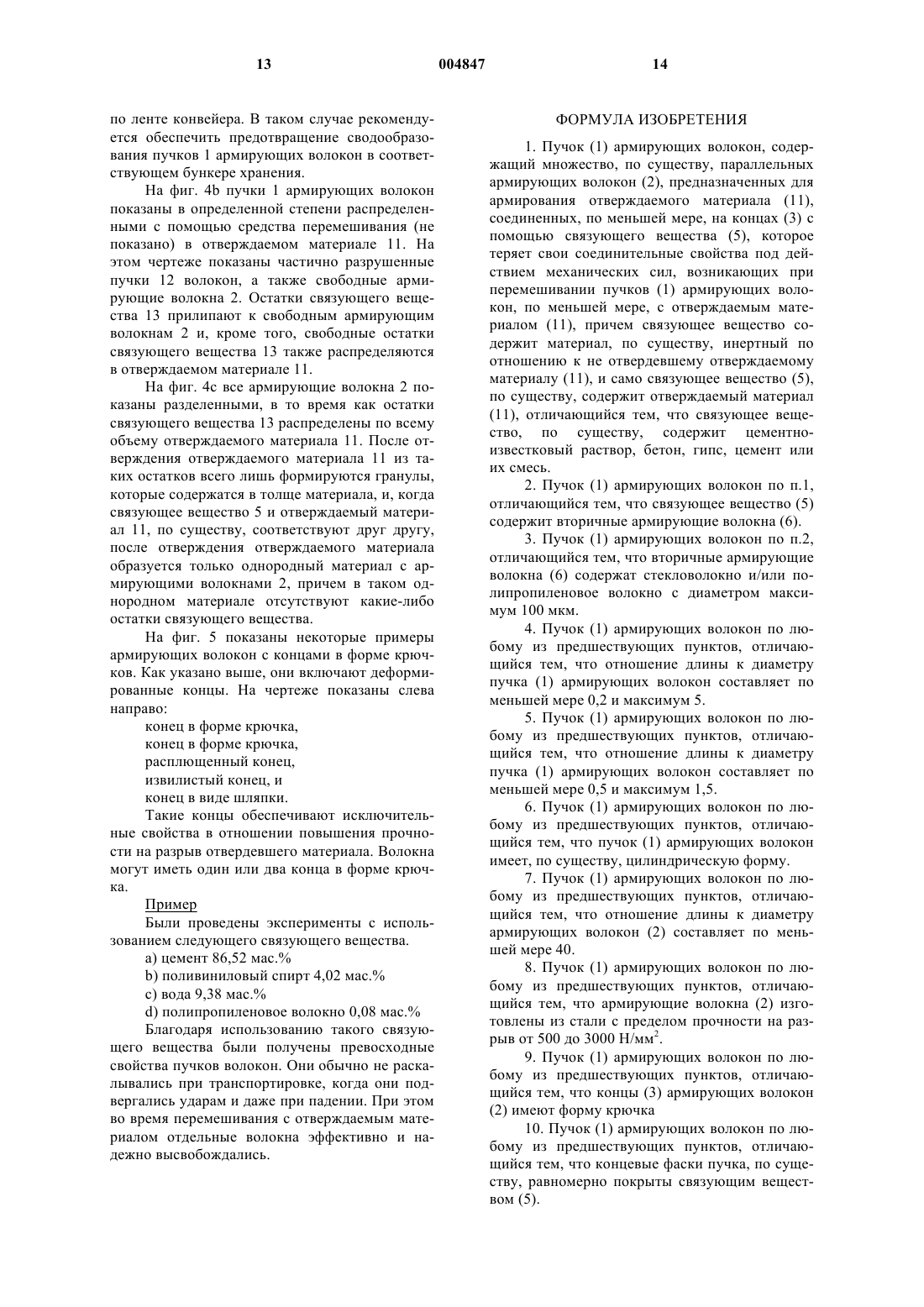
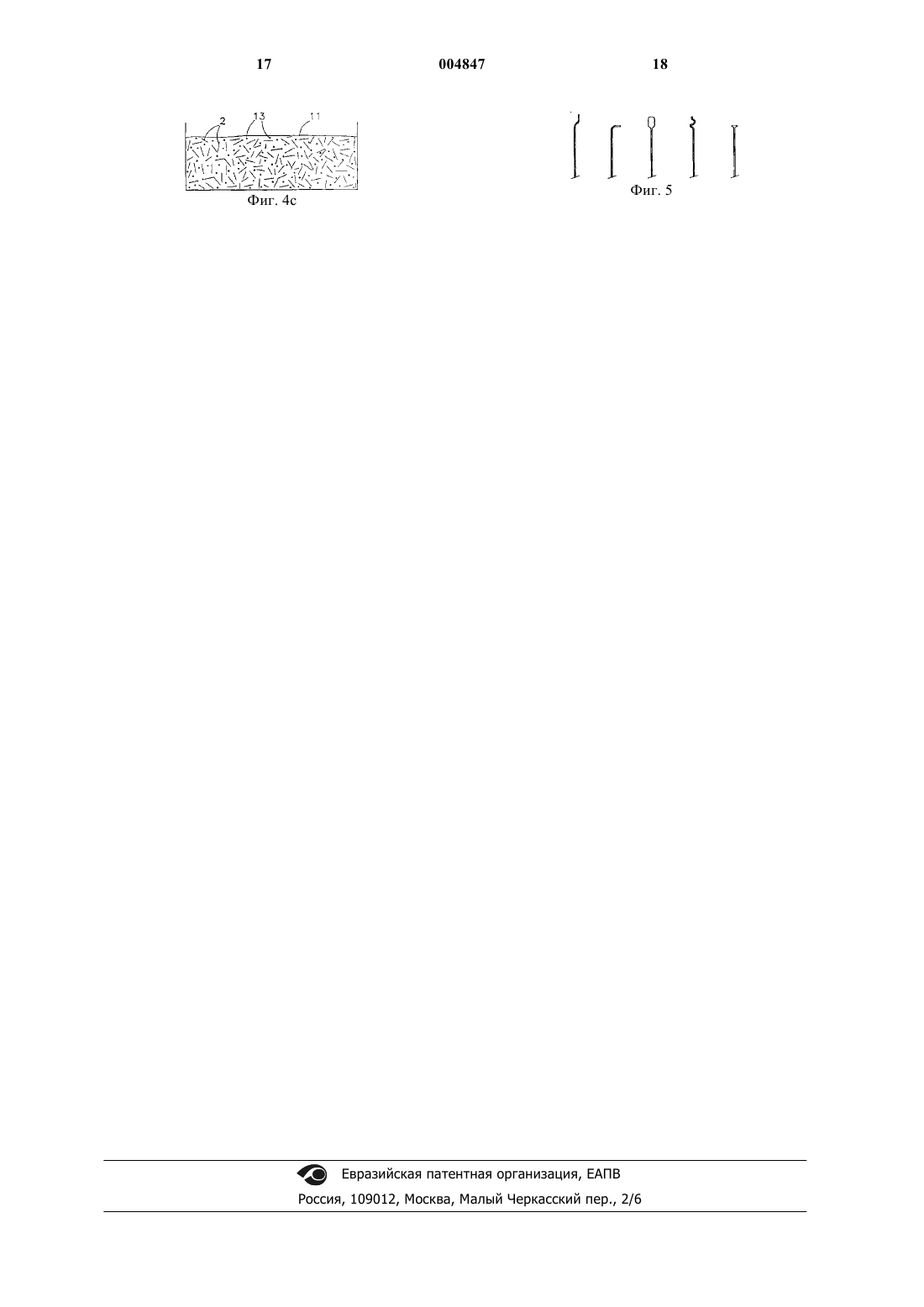
1 Настоящее изобретение в первом аспекте относится к пучку армирующих волокон, содержащему множество, по существу, параллельных армирующих волокон, предназначенному для армирования отверждаемого материала, причем армирующие волокна соединены, по меньшей мере, на концах с помощью связующего вещества, которое теряет свои свойства сцепления под действием механических сил, возникающих во время перемешивания пучков армирующих волокон, по меньшей мере, с отвердевающим материалом. Такой пучок армирующих волокон известен из публикации WO-A-00/49211. В этом документе описаны армирующие волокна для заливочных составов, таких как бетон, которые собраны в пучки и соединены на концах с помощью слоя соединительного материала, нанесенного на концы волокон. Соединительный материал либо растворяется в заливочном составе, либо диспергирует в его массе. В результате, пучок разъединяется, и волокна освобождаются. С применением такого пучка армирующих волокон связан недостаток, состоящий в том,что растворяющийся или диспергирующий соединительный материал добавляется к заливочному отверждаемым материалом. Поскольку на практике используются значительные соотношения количества армирующих волокон к отверждаемому материалу, большое количество соединительного материала растворяется или диспергирует в отверждаемом материале. При этом возникает риск неблагоприятного воздействия соединительного материала на свойства отверждаемого материала. В связи с этим, существует потребность в разработке пучка армирующих волокон, в котором большая часть армирующих волокон может быть введена в отверждаемый материал без добавления веществ,растворяющихся, диспергирующих или реагирующих с отверждаемым материалом. Настоящее изобретение направлено на решение вышеуказанной проблемы и, таким образом, отличается тем, что связующее вещество,по существу, содержит материал, который, по существу, является инертным по отношению к неотвердевшему отверждаемому материалу. Под термином "инертный по отношению к неотвердевшему отверждаемому материалу" в настоящей заявке понимают, что связующее вещество, по существу, не взаимодействует с обычными отверждаемыми материалами или со смесями таких материалов, независимо от наличия обычных добавок. Более конкретно, связующее вещество, по существу, является не растворимым в воде и/или органических растворителях. При смешивании пучков армирующих волокон с отверждаемым материалом связующее вещество может терять соединительные свойства по-разному. Связующее вещество может раз 004847 2 рушаться на мелкие частицы, например, при тепловой обработке. Кроме того, возникают указанные механические силы, например, силы трения между пучками армирующих волокон и другими пучками армирующих волокон, стенками резервуара, средством перемешивания,гравием, который может присутствовать в отверждаемом материале, и т.д. Благодаря этим механическим силам, возникающим в процессе перемешивания, связующее вещество разделяется на еще более мелкие частицы так, что соединенные армирующие волокна разделяются и распределяются отдельно друг от друга в отверждаемом материале. Связующее вещество предпочтительно представляет собой отверждаемое вещество. Оно может наноситься на армирующие волокна в вязком состоянии и затем может отвердевать при высушивании, нагреве и т.д. В принципе,однако, в качестве связующего вещества также можно использовать не отверждаемое вещество,при условии, что будут приложены соответствующие и/или достаточно значительные механические силы. Например, можно использовать прочное связующее вещество вместе, например,с подвижными ножами, которые гарантируют разрушение связующего вещества и разделение армирующих волокон. Связующее вещество, по существу, предпочтительно содержит отверждаемый материал. Таким образом, эффективно обеспечивается очень незначительная степень воздействия связующего вещества на свойства отверждаемого материала или отсутствие такого воздействия вообще. Получаемый в результате отверждаемый материал представляет собой однородный материал, содержащий распределенные в нем армирующие волокна. В отверждаемый материал могут быть дополнительно введены одна или несколько соответствующих добавок, или соотношение компонентов в смеси бетонного раствора может несколько отличаться для связующего вещества и отверждаемого материала. Однако для связующего вещества и отверждаемого материала также могут использоваться различные материалы. Хотя связующее вещество предпочтительно содержит, по существу, отверждаемый материал, оно может включать широко используемые добавки. Например, может быть добавлено небольшое количество материала, усиливающего истирание или иначе воздействующего на механические свойства связующего вещества. Предпочтительно, связующее вещество, по существу, содержит цементно-известковый раствор, бетон, гипс, цемент или их смесь. Такие связующие вещества в особенности пригодны для использования с бетоном или с материалами, подобными бетону. Отверждаемые материалы такого типа очень широко применяются в качестве, например, строительных материалов. Они являются очень прочными, но также и от 3 носительно хрупкими. Для повышения их прочности и, в частности, поведения при расколе,такие материалы часто армируют с использованием армирующих волокон. Использование связующих веществ, в соответствии с настоящим изобретением, обеспечивает, по существу, неизменность основной структуры получаемого в результате бетона или материала типа бетона. Предлагаемые связующие вещества в значительной степени схожи с материалами типа бетона. Однако следует отметить, что гипс следует применять в минимальных количествах, чтобы не оказывать отрицательное влияние, например, на время отверждения и другие свойства бетона. В особенно предпочтительном варианте выполнения настоящего изобретения связующее вещество содержит вторичные армирующие волокна. Благодаря добавлению к связующему веществу таких вторичных армирующих волокон повышается его прочность и пластичность. Это позволяет эффективно использовать в качестве связующего вещества материалы, которые сами не обладают достаточной механической прочностью для такого применения. Благодаря усилению механической прочности связующего вещества с помощью вторичных армирующих волокон, улучшаются свойства пучков армирующих волокон, обеспечивающие возможности хранения, а также транспортировки и высыпания такого материала. В принципе, вторичные армирующие волокна могут быть изготовлены из любого материала, хотя предпочтительно используется стекловолокно или полипропиленовое волокно с максимальным диаметром 100 мкм. Волокно с таким диаметром является эффективным при применении и простым в производстве. Предпочтительно, отношение длины к диаметру пучка армирующих волокон составляет по меньшей мере 0,2 и максимум 5. Такое отношение длины к диаметру обеспечивает хорошие технологические свойства и возможность высыпания пучков армирующих волокон из бункера. Если отношение длины к диаметру превышает вышеуказанный диапазон, увеличивается риск сводообразования в бункере. Тем не менее, при определенных условиях могут использоваться пучки армирующих волокон, в которых отношение длины к диаметру превышает вышеуказанный диапазон. Более предпочтительно, отношение длины к диаметру пучков армирующих волокон составляет по меньшей мере 0,5 и максимум 1,5. В случае такого соотношения длины и диаметра пучки армирующих волокон, по существу, имеют форму цилиндра или бруска, что обеспечивает очень хорошие свойства при высыпании и отличные технологические свойства. Предпочтительно, отношение длины к диаметру пучков армирующих волокон, по существу, составляет 1. 4 Пучок армирующих волокон может иметь любую форму, хотя, по существу, предпочтительно используется цилиндрическая форма. В случае цилиндрической формы, пучки армирующих волокон не имеют или практически не имеют углов и/или острых выступов, что обеспечивает еще лучшие технологические свойства и возможности высыпания. Тем не менее, также могут использоваться другие формы, например,форма куба или бруска. В идеальном случае используют волокна различной длины, при этом самые короткие волокна располагают по внешнему контуру пучка армирующих волокон, и самые длинные волокна помещают в середине,что позволяет сформировать пучок армирующих волокон практически сферической формы. Используемые армирующие волокна, в принципе, могут иметь любое требуемое отношение длины к диаметру. Предпочтительно,отношение длины к диаметру армирующих волокон составляет по меньшей мере 40. В предпочтительном варианте выполнения пучка армирующих волокон в соответствии с настоящим изобретением, армирующие волокна изготовлены из стали с пределом прочности на разрыв от 500 до 3000 Н/мм 2. Также можно использовать сталь с другими значениями предела прочности на разрыв, но они обладают меньшими преимуществами при использовании для армирования отверждаемого материала. Однако в качестве армирующих волокон также можно эффективно использовать другие материалы,например, углеродное волокно, полипропиленовое или другое пластмассовое волокно, стекловолокно и т.д. Предпочтительно, концам армирующих волокон придают форму крючков. В настоящей заявке под термином "концы в форме крючков" понимают не только, по меньшей мере, однократный изгиб волокна на концах. Он также обозначает волокна с деформированными концами, когда по меньшей мере в одном направлении диаметр проекции деформированного конца на плоскость, перпендикулярную к основной оси армирующего волокна, больше, чем диаметр сечения волокна между концами. Например, концы могут быть расплющены, изогнуты или выполнены извилистыми, или могут иметь форму гвоздя и так далее. Такая форма будет показана на чертежах. Это улучшает соединение армирующих волокон с отверждаемым материалом после его отверждения. В случае использования прямых армирующих волокон увеличивается вероятность того, что такие волокна будут вырваны из отвердевшего материала при его разломе, в результате чего прочность материала будет потеряна. Однако существуют также другие способы улучшения соединения армирующих волокон с отвердевшим материалом, например, могут использоваться расплющенные волокна или придание волокнам гофрирования или формы крючков. 5 Предпочтительно, пучок армирующих волокон, в соответствии с настоящим изобретением, содержит концевые фаски, которые, по существу, равномерно покрыты связующим веществом. Таким образом, концевые фаски пучков армирующих волокон являются, по существу,гладкими. Это представляет собой преимущество, поскольку уменьшается вероятность сцепления отдельных пучков армирующих волокон. Обычно концы армирующих волокон сцепляются с концами или по середине армирующих волокон других пучков. Это явление, по существу,эффективно предотвращается, благодаря равномерному покрытию концов армирующих волокон связующим веществом. Также можно наносить связующее вещество на другие или дополнительные части пучка армирующих волокон. Пучок армирующих волокон может быть, например, полностью покрыт или равномерно насыщен связующим веществом. Также возможно наносить кольцо связующего вещества между торцами пучка армирующих волокон. Это обеспечивает еще большую механическую прочность и дополнительно снижает взаимодействие между пучками армирующих волокон, хотя и увеличивает время обработки. В предпочтительном варианте выполнения пучка армирующих волокон в соответствии с настоящим изобретением, по существу, связующим веществом покрывают только концы армирующих волокон, выполненные в форме крючков. Таким образом, исключается запутывание концов, выполненных в форме крючков,пучков армирующих волокон при использовании очень небольшого количества связующего вещества. Обычно важно использовать как можно меньшее количество связующего вещества, поскольку оно может оказать отрицательное влияние на отверждаемый материал. Его количество может быть дополнительно минимизировано, благодаря хорошему совмещению армирующих волокон в пучке. При этом все концы волокон совмещаются в виде диска как можно меньшего диаметра. Настоящее изобретение также относится к способу соединения армирующих волокон в виде пучков, предназначенных для армирования отверждаемого материала, в котором армирующие волокна соединены в пучки, по существу, в параллельном положении и связаны, по меньшей мере, на концах, в котором армирующие волокна соединены путем нанесения связующего вещества, по меньшей мере, на торцы пучков армирующих волокон, которое является, по существу, инертным по отношению к неотвердевшему отверждаемому материалу и которое теряет свое соединительное свойство под действием механических усилий, возникающих во время перемешивания пучков армирующих волокон, по меньшей мере, с отверждаемым материалом. 6 Такой способ обеспечивает простое формирование пучков армирующих волокон, в соответствии с настоящим изобретением, и обеспечивает очень хорошие технологические свойства и возможность высыпания, и при этом связующее вещество не оказывает отрицательное влияние на свойства отверждаемого материала. Тем не менее, также можно вводить волокна в массу связующего вещества, вручную или с помощью "волоконной пушки", которая "выстреливает" или втыкает волокна в связующее вещество, и т.д. В предпочтительном варианте выполнения отверждаемое связующее вещество наносят на волокна, и затем оно затвердевает. Это обеспечивается путем обработки для отверждения связующего вещества, нанесенного на пучки армирующих волокон, например, способом высушивания на воздухе, повышения температуры или с использованием реакции полимеризации. В другом предпочтительном способе связывание армирующих волокон, по существу, в параллельные пучки производится в натянутом состоянии. Преимущество этого способа состоит в том, что при этом намного лучше обеспечивается распределение армирующих волокон в отверждаемом материале при разрушении связующего вещества. Настоящее изобретение также относится к пучку армирующих волокон, содержащему ряд,по существу, параллельных армирующих волокон, предназначенных для армирования отверждаемого материала, причем армирующие волокна соединены, по меньшей мере, на концах с помощью связующего вещества, которое теряет свои соединительные свойства при перемешивании пучков армирующих волокон, по меньшей мере, с отверждаемым материалом, в котором связующее вещество содержит армирующие волокна. Использование вторичных армирующих волокон в связующем веществе не ограничивается связующими веществами, которые являются инертными по отношению к отверждаемому материалу. Преимущества при добавлении вторичных усиливающих волокон, а именно повышенная прочность и улучшенная пластичность связующего вещества, как описано выше, обеспечиваются также, например, в водорастворимых связующих веществах. Например, связующее вещество типа цементноизвесткового раствора может содержать поливинилацетат в качестве основного составляющего или в качестве добавки. В этих случаях связующее вещество становится более гибким и полностью, или, по меньшей мере, в большей степени водорастворимым. Также можно применять другие водорастворимые составляющие. С другой стороны, указанные ограничения и преимущества предпочтительных вариантов воплощения пучка армирующих волокон в соответствии с первым аспектом настоящего изо 7 бретения также относятся к пучку армирующих волокон по п.18. Первый вариант выполнения отличается тем, что вторичные армирующие волокна содержат стекловолокно и/или полипропиленовое волокно с диаметром максимум 100 мкм. Во втором варианте выполнения, по меньшей мере, концы армирующих волокон, по существу, равномерно покрыты связующим веществом. Целесообразно, чтобы концы армирующих волокон имели форму крючков. В третьем варианте выполнения толщина наносимого связующего вещества, по существу,соответствует длине концов армирующих волокон, выполненных в форме крючков. В четвертом варианте выполнения отношение длины к диаметру пучка армирующих волокон составляет по меньшей мере 0,2 и максимально 5, более предпочтительно по меньшей мере 0,5 и максимально 1,5. Целесообразно,чтобы пучок армирующих волокон имел, по существу, цилиндрическую форму. В пятом варианте выполнения отношение длины к диаметру армирующих волокон составляет по меньшей мере 40. Армирующие волокна могут быть изготовлены из стали с пределом прочности на разрыв от 500 до 3000 Н/мм 2. Настоящее изобретение, в другом аспекте,также относится к пучку армирующих волокон,которые содержат множество расположенных,по существу, параллельно армирующих волокон, предназначенных для армирования отверждаемого материала, причем армирующие волокна соединены, по меньшей мере, на концах с помощью связующего вещества, которое теряет свои соединительные свойства при перемешивании пучков армирующих волокон, по меньшей мере, с отверждаемым материалом, в котором концы армирующих волокон имеют форму крючков, и концевые фаски пучка армирующих волокон, по существу, равномерно покрыты связующим веществом. Преимущество использования концевых фасок пучка армирующих волокон, по существу, равномерно покрытых связующим веществом, не ограничивается каким-либо видом связующего вещества, независимо от того, используется ли оно совместно с вторичными усиливающими волокнами или без них. Обычно при использовании концов в форме крючков повышается риск спутывания пучков армирующих волокон, и, следовательно,слодообразования. Благодаря ровному покрытию концевых фасок, пучки армирующих волокон теряют способность спутываться с другими пучками армирующих волокон. Это также относится к отдельным армирующим волокнам, уже освободившимся в отверждаемом материале. Следует отметить, что последний эффект представляет собой намного более серьезную проблему при использовании армирующих волокон 8 с концами в форме крючков, по сравнению с армирующими волокнами с прямыми концами. И снова повторим, что ограничения и преимущества предпочтительных вариантов воплощения пучка армирующих волокон, в соответствии с первым аспектом настоящего изобретения, также относятся к пучку армирующих волокон в соответствии с третьим аспектом настоящего изобретения. В первом варианте выполнения пучка армирующих волокон, в соответствии с третьим аспектом настоящего изобретения, по существу,только концы армирующих волокон выполнены в форме крючков, содержат связующее вещество. Во втором варианте выполнения связующее вещество, по существу, является инертным по отношению к не отвердевшему отверждаемому материалу. Связующее вещество предпочтительно представляет собой отверждаемое вещество. Связующее вещество предпочтительно содержит, по существу, отверждаемый материал. Более предпочтительно, связующее вещество, по существу, содержит цементноизвестковый раствор, бетон, гипс, цемент или их смеси. В третьем варианте выполнения связующее вещество содержит вторичные армирующие волокна. Вторичные армирующие волокна предпочтительно содержат стекловолокно и/или полипропиленовое волокно с диаметром максимум 100 мкм. В четвертом варианте выполнения отношение длины к диаметру пучка армирующих волокон составляет по меньшей мере 0,2 и максимально 5, более предпочтительно по меньшей мере 0,5 и максимально 1,5. Еще более предпочтительно, пучок армирующих волокон имеет, по существу, цилиндрическую форму. Предпочтительно, отношение длины к диаметру армирующих волокон составляет по меньшей мере 40. Предпочтительно, армирующие волокна изготовлены из стали с пределом прочности на разрыв от 500 до 3000 Н/мм 2. Настоящее изобретение будет более подробно описано ниже со ссылкой на прилагаемые чертежи. На чертежах фиг. 1 изображает пучок еще не соединенных армирующих волокон; фиг. 2 - пучок армирующих волокон в соответствии с настоящим изобретением; фиг. 3 - часть пучка армирующих волокон по фиг. 2 увеличено; фиг. 4 а,b,с - схематично стадии перемешивания пучков армирующих волокон, в соответствии с настоящим изобретением, с отверждаемым материалом; 9 фиг. 5 - примеры концов волокон, выполненных в форме крючков. На фиг. 1 показан пучок армирующих волокон, обозначенный, в общем, позицией 1. Пучок 1 армирующих волокон состоит из большого количества расположенных параллельно армирующих волокон 2 с концами 3 в форме крючков. Армирующие волокна 2 удерживаются вместе с помощью проволоки 4. Хотя армирующие волокна 2 представлены с концами 3 в форме крючков, в принципе, они могут иметь любую требуемую форму в соответствии с предполагаемым применением. Армирующие волокна 2 могут быть изготовлены из материалов любого вида, в зависимости от требований, предъявляемых к волокнам и к отверждаемому материалу, предназначенному для армирования, в котором такие волокна будут использоваться. В качестве отверждаемого материала, предназначенного для армирования, подразумеваются, например, синтетические смолы, бетон и т.п. Материал, из которого изготовлены армирующие волокна, может представлять собой, например, стекло, кварц,углерод или пластмассу. Для армирования бетона и материалов типа бетона рекомендуется предпочтительно использовать металлические армирующие волокна. В большинстве случаев используется сталь с высоким пределом прочности на разрыв, например от 500 до 3000 Н/мм 2. Волокна могут быть выполнены прямыми,что представляет дешевую и простую реализацию армирующих волокон. Предпочтительно,армирующие волокна имеют форму, которая затрудняет вытягивание волокна из отвердевшего материала под действием сил растяжения. Поэтому волокна выполнены, например, гофрированными или с переменной поверхностью поперечного сечения по длине. На фиг. 1 показаны армирующие волокна, концы которых выполнены в форме крючков. При такой форме для того, чтобы вытянуть волокно из бетона или другого используемого материала, волокно необходимо полностью деформировать. Отношение длины к диаметру используемых армирующих волокон по практическим и экономическим причинам, в основном, составляет от 10 до 200, и предпочтительно по меньшей мере 40. В случае непрямых волокон, длина представляет собой расстояние по прямой между концами волокна, в то время как в случае волокон, диаметр которых изменяется по длине,диаметр определяется как среднее значение по всей длине. Пучок армирующих волокон может состоять из различного количества армирующих волокон, например от 10 до 2000, в зависимости от требуемой формы пучка армирующих волокон и свойств используемых армирующих волокон. Для удержания армирующих волокон вместе до тех пор, пока не будет нанесено связующее ве 004847 10 щество, на пучок армирующих волокон может быть установлено временное средство соединения, такое как эластичный шнур, проволока и т.д., или пучок сжимают зажимом, хомутом или другим механическим устройством. Предпочтительно, используемое средство временного соединения выполнено таким образом, что оно может быть установлено в требуемом положении вокруг пучка от момента формирования пучка до нанесения и, если необходимо, до затвердевания связующего вещества, наносимого на него позже. После этого временное средство соединения может быть снято. В некоторых случаях, например, когда используются провод или эластичный шнур, средство временного соединения может быть оставлено на месте. Процесс перемешивания часто выполняется настолько интенсивно, что средство соединения полностью разрушается механически. Предпочтительно, такое вспомогательное средство соединения является инертным по отношению к отверждаемому материалу. Например, можно использовать провод, который изготовлен из того же материала, что и армирующие волокна,и при этом используют провод с меньшим диаметром, или в проводе формируют слабое место, в котором провод разрывается во время перемешивания пучков армирующих волокон с отверждаемым материалом, что освобождает армирующие волокна из пучка армирующих волокон. Предпочтительно, дополнительное средство соединения выбирают таким образом, чтобы армирующие волокна 2 пучка армирующих волокон 1 удерживались вместе в напряженном состоянии. Например, в качестве дополнительного средства соединения можно использовать тугой эластичный шнур или плотно намотанный металлический провод. При этом в ходе перемешивания с отверждаемым материалом и измельчения связующего вещества 5 более просто обеспечивается распределение армирующих волокон 2 в отверждаемом материале. Форма пучка армирующих волокон, представленная на фиг. 1, по существу, соответствует цилиндрической форме. Отношение длины к диаметру пучка армирующих волокон приблизительно составляет 1. В случае такой формы пучки армирующих волокон напоминают "камни" или "крупный заполнитель бетонной смеси" и обладают очень малой тенденцией сводообразования в бункерах хранения. Под сводообразованием понимают сплетание пучков в бункерах хранения таким образом, что высыпание материала из бункера прекращается: скопившиеся на дне невысыпающиеся пучки волокон формируют при этом мостик, проходящий от одной стенки (стороны) бункера хранения до другой. Хотя значение отношения длины к диаметру пучка армирующих волокон, равное приблизительно 1, является предпочтительным, 11 также могут использоваться значения от 0,2 до 5. Размеры пучка армирующих волокон в значительной степени определяются используемыми армирующими волокнами. Длину волокон, в основном выбирают в диапазоне от 0,25 до 10 см, хотя также могут использоваться другие размеры. Диаметр поперечного сечения пучка армирующих волокон предпочтительно выбирают в диапазоне от 0,25 до 10 см, хотя могут использоваться другие значения. На фиг. 2 показан пучок 1 армирующих волокон, в котором концы 3 армирующих волокон 2 соединены в каждом случае путем нанесения слоя связующего вещества 5. На фиг. 3 представлено увеличенное изображение пучка по фиг. 2, на котором концы 3 армирующих волокон 2 покрыты связующим веществом 5. В связующем веществе 5 содержатся очень тонкие полипропиленовые вторичные армирующие волокна 6. Толщина слоя связующего вещества 5 приблизительно равна длине конца 3, выполненного в форме крючка. Вместо концов 3 можно покрывать стороны, но нанесение покрытия на концы является предпочтительным, поскольку при этом возможно эффективно предотвратить возможность спутывания концов 3, выполненных в форме крючков, армирующих волокон 2 различных пучков 1 и, таким образом, сводообразование в бункере хранения пучков армирующих волокон. Связующее вещество 5 является инертным по отношению к отверждаемому материалу для предотвращения отрицательного его влияния на свойства материала. Предпочтительно, материал связующего вещества, по существу, эквивалентен отверждаемому материалу, например, бетону. В результате, обеспечивается, по существу,отсутствие влияния на свойства получаемого в результате отвержденного армированного материала. Также могут использоваться другие связующие вещества, такие как некоторые керамические массы. Помимо других свойств могут быть установлены возможные значения хрупкости связующего вещества 5 или его стойкости к разлому под действием (механических) нагрузок путем выбора соответствующего состава связующего вещества, песка и т.п. Иногда получаемая прочность является недостаточной для обеспечения хороших транспортных свойств, требуемых технологических свойств и т.д. В таком случае связующее вещество, в свою очередь,может быть смешано со вторичными армирующими волокнами 6. Например, в связующее вещество можно подмешивать полипропиленовое волокно или стекловолокно, с диаметром от 0 до 100 мкм. При добавлении таких волокон повышаются прочность на разрыв связующего вещества и общая стойкость к разлому под действием механической нагрузки. Таким образом,обеспечивается целостность пучков 1 арми 004847 12 рующих волокон при транспортировке, хранении и т.д., без необходимости использовать специальные меры. Вторичные армирующие волокна 6 могут улучшать свойства отверждаемого материала. Связующее вещество 5 наносят с обеих сторон волокон 2 пучка 1 армирующих волокон по фиг. 2 и 3. Также возможен вариант, когда пучок 1 армирующих волокон полностью окружен или даже пропитан связующим веществом 5 или когда связующим веществом 5 покрывают только один торец пучка 1 волокон. Однако следует отметить, что такие варианты не являются предпочтительными. При этом либо требуется использовать избыточное количество связующего вещества, в результате чего прочность пучка 1 армирующих волокон повышается до такой степени, что существенно увеличивается время, необходимое для его разрушения в процессе перемешивания с отверждаемым материалом, либо концы 3 на одной стороне армирующих волокон 2 остаются свободными,и в результате этого концы армирующих волокон пучков 1 армирующих волокон могут запутываться, что приводит к сводообразованию пучков 1 армирующих волокон. Связующее вещество 5 может быть нанесено путем смазывания, распыления, может быть нанесено кистью, способом погружения в требуемой степени и т.д. Кроме того, пучок 1 армирующих волокон можно погружать или вдавливать в резервуар со связующим веществом 5 до требуемой глубины пропитки. После нанесения связующего вещества его затвердевание, если требуется, может производиться путем высушивания на воздухе, с помощью тепловой обработки, комбинации обоих этих способов или любым другим соответствующим способом. На фиг. 4 а-с представлен способ перемешивания в резервуаре пучков армирующих волокон с отверждаемым материалом, в соответствии с настоящим изобретением. На фиг. 4 а пучки 1 армирующих волокон находятся в контейнере 7 хранения, на нижней стороне которого сформировано закрываемое отверстие 8, которое открывается с помощью подвижной задвижки 9. Под отверстием 8 расположен резервуар 10, который содержит отверждаемый материал 11. Задвижку 9 открывают, и пучки 1 армирующих волокон высыпаются из контейнера 7 хранения в отверждаемый материал 11. Пучки армирующих волокон не всегда непосредственно добавляют в отверждаемый материал 11, как показано на фиг. 4 а. Компоненты отверждаемого материала могут быть собраны вначале в отдельных бункерах хранения для того, чтобы можно было точно отмерять количественные параметры потоков компонентов,подаваемых в резервуар 10. Также пучки 1 армирующих волокон можно подавать из бункера хранения в резервуар 10 13 по ленте конвейера. В таком случае рекомендуется обеспечить предотвращение сводообразования пучков 1 армирующих волокон в соответствующем бункере хранения. На фиг. 4b пучки 1 армирующих волокон показаны в определенной степени распределенными с помощью средства перемешивания (не показано) в отверждаемом материале 11. На этом чертеже показаны частично разрушенные пучки 12 волокон, а также свободные армирующие волокна 2. Остатки связующего вещества 13 прилипают к свободным армирующим волокнам 2 и, кроме того, свободные остатки связующего вещества 13 также распределяются в отверждаемом материале 11. На фиг. 4 с все армирующие волокна 2 показаны разделенными, в то время как остатки связующего вещества 13 распределены по всему объему отверждаемого материала 11. После отверждения отверждаемого материала 11 из таких остатков всего лишь формируются гранулы,которые содержатся в толще материала, и, когда связующее вещество 5 и отверждаемый материал 11, по существу, соответствуют друг другу,после отверждения отверждаемого материала образуется только однородный материал с армирующими волокнами 2, причем в таком однородном материале отсутствуют какие-либо остатки связующего вещества. На фиг. 5 показаны некоторые примеры армирующих волокон с концами в форме крючков. Как указано выше, они включают деформированные концы. На чертеже показаны слева направо: конец в форме крючка,конец в форме крючка,расплющенный конец,извилистый конец, и конец в виде шляпки. Такие концы обеспечивают исключительные свойства в отношении повышения прочности на разрыв отвердевшего материала. Волокна могут иметь один или два конца в форме крючка. Пример Были проведены эксперименты с использованием следующего связующего вещества.d) полипропиленовое волокно 0,08 мас.% Благодаря использованию такого связующего вещества были получены превосходные свойства пучков волокон. Они обычно не раскалывались при транспортировке, когда они подвергались ударам и даже при падении. При этом во время перемешивания с отверждаемым материалом отдельные волокна эффективно и надежно высвобождались. 14 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11),соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства под действием механических сил, возникающих при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), причем связующее вещество содержит материал, по существу, инертный по отношению к не отвердевшему отверждаемому материалу (11), и само связующее вещество (5),по существу, содержит отверждаемый материал(11), отличающийся тем, что связующее вещество, по существу, содержит цементноизвестковый раствор, бетон, гипс, цемент или их смесь. 2. Пучок (1) армирующих волокон по п.1,отличающийся тем, что связующее вещество (5) содержит вторичные армирующие волокна (6). 3. Пучок (1) армирующих волокон по п.2,отличающийся тем, что вторичные армирующие волокна (6) содержат стекловолокно и/или полипропиленовое волокно с диаметром максимум 100 мкм. 4. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру пучка (1) армирующих волокон составляет по меньшей мере 0,2 и максимум 5. 5. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру пучка (1) армирующих волокон составляет по меньшей мере 0,5 и максимум 1,5. 6. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что пучок (1) армирующих волокон имеет, по существу, цилиндрическую форму. 7. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что отношение длины к диаметру армирующих волокон (2) составляет по меньшей мере 40. 8. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что армирующие волокна (2) изготовлены из стали с пределом прочности на разрыв от 500 до 3000 Н/мм 2. 9. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что концы (3) армирующих волокон(2) имеют форму крючка 10. Пучок (1) армирующих волокон по любому из предшествующих пунктов, отличающийся тем, что концевые фаски пучка, по существу, равномерно покрыты связующим веществом (5). 15 11. Пучок (1) армирующих волокон по п.9 или 10, отличающийся тем, что, по существу,только концы (3) в форме крючков армирующих волокон (2) содержат связующее вещество (5). 12. Способ соединения армирующих волокон (2) в пучки (1), предназначенные для армирования отверждаемого материала (11), в котором армирующие волокна (2) собирают в пучки,по существу, в параллельном положении и, соединяют, по меньшей мере, на концах (3) путем нанесения связующего вещества (5), по меньшей мере, на концы пучка (1) армирующих волокон, причем используют связующее вещество,по существу, инертное по отношению к не отвердевшему отверждаемому материалу (11),теряющее свои связующие свойства под действием механических сил в процессе перемешивания пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11),отличающийся тем, что используют связующее вещество (5), по существу, состоящее из отверждаемого материала (11), и, по существу, содержащее цементно-известковый раствор, бетон, гипс, цемент или их смесь. 13. Способ по п.12, отличающийся тем, что отверждаемое связующее вещество (5) наносят и затем обеспечивают его затвердевание. 14. Способ по п.12 или 13, отличающийся тем, что формирование пучков, по существу, из параллельных армирующих волокон (2) производят под натяжением. 15. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11),соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства при перемешивании пучков (1) армирующих волокон, по(11), отличающийся тем, что связующее вещество (5) содержит вторичные армирующие волокна (6). 16. Пучок (1) армирующих волокон по п.15, отличающийся тем, что вторичные армирующие волокна (6) содержат стекловолокно и/или полипропиленовые волокна с диаметром максимум 100 мкм. 17. Пучок (1) армирующих волокон по п.15 или 16, отличающийся тем, что его концевые фаски, по существу, равномерно покрыты связующим веществом (5). 18. Пучок (1) армирующих волокон по одному из пп.15-17, отличающийся тем, что концы(3) армирующих волокон (2) выполнены в форме крючков. 19. Пучок (1) армирующих волокон по п.18, отличающийся тем, что, по существу,только концы (3) в форме крючков армирующих волокон (2) содержат связующее вещество (5). 20. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11),соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом(2) имеют форму крючка, и концевые фаски пучка (1) армирующих волокон, по существу,равномерно покрыты связующим веществом (5),отличающийся тем, что, по существу, только концы (3) в форме крючка армирующих волокон (2) содержат связующее вещество (5).
МПК / Метки
МПК: E04C 5/07
Метки: пучок, изготовления, волокон, пучка, способ, такого, армирующих
Код ссылки
<a href="https://eas.patents.su/10-4847-puchok-armiruyushhih-volokon-i-sposob-izgotovleniya-takogo-puchka-armiruyushhih-volokon.html" rel="bookmark" title="База патентов Евразийского Союза">Пучок армирующих волокон и способ изготовления такого пучка армирующих волокон</a>
Способ дозирования армирующих волокон для производства дисперсно-армированного бетона (варианты) и цепная тара для осуществления этого способа
Номер патента: 4699
Опубликовано: 24.06.2004
Автор: Девинтер Ронни
МПК: B28C 7/06
Метки: способа, варианты, способ, дозирования, армирующих, дисперсно-армированного, тара, волокон, осуществления, цепная, производства, бетона, этого
Формула / Реферат:
1. Способ дозирования армирующих волокон в смесительном бункере при производстве дисперсно-армированного бетона, отличающийся тем, что армирующие волокна (3) подают в цепной таре (1), состоящей из пакетов (2), изготовленных из материала, структура которого разрушается в строительном растворе или бетоне. 2. Способ дозирования армирующих волокон в смесительном бункере при производстве дисперсно-армированного бетона, отличающийся тем, что...
Запечатанная упаковка армирующих волокон и цепная тара, содержащая такие запечатанные упаковки
Номер патента: 4723
Опубликовано: 26.08.2004
Автор: Девинтер Ронни
МПК: B65D 65/46, B28C 7/06, C04B 40/00...
Метки: запечатанная, запечатанные, тара, цепная, упаковки, такие, содержащая, армирующих, упаковка, волокон
Формула / Реферат:
1. Запечатанная упаковка (2) армирующих волокон, состоящая из материала, структура которого разрушается в дисперсно-армированном бетоне, причем армирующие волокна (3) присутствуют в ненапряженной форме в этой упаковке (2), отличающаяся тем, что армирующие волокна (3) уложены, по существу, во взаимно параллельном положении в этой упаковке (2). 2. Упаковка по п.1, отличающаяся тем, что длина армирующих волокон (3), по существу, соответствует длине...
Способ изготовления арамидных волокон высокой прочности на разрыв
Номер патента: 1176
Опубликовано: 30.10.2000
Авторы: Охно Микио, Фурумай Такедзи, Мур Стефен Д., Имаеда Коузоу
Метки: высокой, волокон, прочности, изготовления, разрыв, способ, арамидных
Формула / Реферат:
1. Способ изготовления нити из поли(р-фенилентерефталамида), имеющей прочность на разрыв, по меньшей мере, 28 граммов на денье (31 грамм на дтекс), заключающийся в том, что: (а) осуществляют экструзию элементарных нитей из кислотного раствора, содержащего, по меньшей мере, 30 граммов поли(р-фенилентерефталамида), имеющего характеристическую вязкость, по меньшей мере, 4, на 100 миллилитров кислоты, из многоканального мундштука (10) и через слои...
Электрод для электролитического рафинирования или электролитической экстракции и способ изготовления такого электрода
Номер патента: 1476
Опубликовано: 23.04.2001
Автор: Марттила Том
МПК: C25C 7/02
Метки: рафинирования, экстракции, способ, электролитического, такого, электролитической, электрода, изготовления, электрод
Формула / Реферат:
1. Электрод для электролитического рафинирования или электролитической экстракции, содержащий рейку (3, 23, 43) подвески, прикрепленную к краю основой пластины, другие края (4, 5, 6; 24, 30, 31; 44, 49, 50) которой защищены краевыми накладками (11, 12, 13; 29, 32, 33; 48, 51, 52), изготовленными из изоляционного материала, причем, по меньшей мере, часть краевых накладок, по меньшей мере, частично помещена в паз (7, 25, 45), образованный в крае...
Имплантант с прикрепленным к нему элементом и способ изготовления такого имплантанта
Номер патента: 4285
Опубликовано: 26.02.2004
Авторы: Ломбарди Сильви, Брист Арне, Гамер Вальтер, Суппер Вольфганг
МПК: A61F 2/06
Метки: изготовления, имплантант, способ, элементом, нему, такого, имплантанта, прикрепленным
Формула / Реферат:
1. Трубчатый имплантант, имеющий аксиальный торец, к которому прикреплено кольцо из ложечек, выполненных из материала, отличающегося от материала имплантанта. 2. Имплантант по п.1, отличающийся тем, что ложечки изготовлены из тантала. 3. Имплантант по п.1, отличающийся тем, что имплантант выполнен из нержавеющей стали. 4. Имплантант по п.1, отличающийся тем, что ложечки приварены к имплантанту с помощью лазерной сварки. 5. Имплантант по п.1,...
Предыдущий патент: Свариваемый гибкий полимерный материал с нанесенным рисунком для изготовления натяжных конструкций типа декоративных потолков
Следующий патент: Барабанное устройство с проницаемым корпусом и натянутой ситовой тканью
Случайный патент: Высотное здание