Способ изготовления арамидных волокон высокой прочности на разрыв
Номер патента: 1176
Опубликовано: 30.10.2000
Авторы: Охно Микио, Имаеда Коузоу, Мур Стефен Д., Фурумай Такедзи
Формула / Реферат
1. Способ изготовления нити из поли(р-фенилентерефталамида), имеющей прочность на разрыв, по меньшей мере, 28 граммов на денье (31 грамм на дтекс), заключающийся в том, что: (а) осуществляют экструзию элементарных нитей из кислотного раствора, содержащего, по меньшей мере, 30 граммов поли(р-фенилентерефталамида), имеющего характеристическую вязкость, по меньшей мере, 4, на 100 миллилитров кислоты, из многоканального мундштука (10) и через слои инертной некоагулирующей текучей среды в коагуляционную ванну (1), а затем через формующую трубку (14) вместе с перетекающей коагулирующей жидкостью; (б) обеспечивают нагнетание струи дополнительной коагулирующей жидкости симметрично вокруг элементарных нитей в направлении вниз по течению, образующем угол 0-85 градусов относительно элементарных нитей, в течение примерно 2,0 миллисекунд с момента, когда элементарные нити попадают в формующую трубку (14), (i) поддерживают отношение массового расхода совокупной перетекающей и нагнетаемой струёй коагулирующей жидкости к массовому расходу элементарных нитей превышающим 250, (ii) поддерживают среднюю линейную скорость совокупной перетекающей и нагнетаемой струёй коагулирующей жидкости в формующей трубке (14) меньше, чем скорость элементарных нитей, выходящих из формующей трубки (14), и (iii) поддерживают постоянными массовые расходы как нагнетаемых струёй, так и перетекающих каогулирующих жидкостей; и (в) сушат элементарные нити, отличающийся тем, что используют многоканальный мундштук (10), имеющий капилляры с диаметрами до 0,051 миллиметра (2 мил), а элементарные нити сушат при натяжении, по меньшей мере, 3,0 грамма на денье (3,33 грамма на дтекс).
2. Способ по п.1, отличающийся тем, что отношение массового расхода совокупной перетекающей и нагнетаемой струёй коагулирующей жидкости к массовому расходу элементарных нитей превышает 300.
3. Способ по п.1, отличающийся тем, что диаметр капилляров многоканального мундштука составляет 0,025 мм (1 мил) - 0,051 мм (2 мил).
4. Способ по п.1, отличающийся тем, что элементарные нити сушат при натяжении 3,0 грамма на денье (3,33 грамма на дтекс) - 7,0 граммов на денье (7,77 грамма на дтекс).
Текст
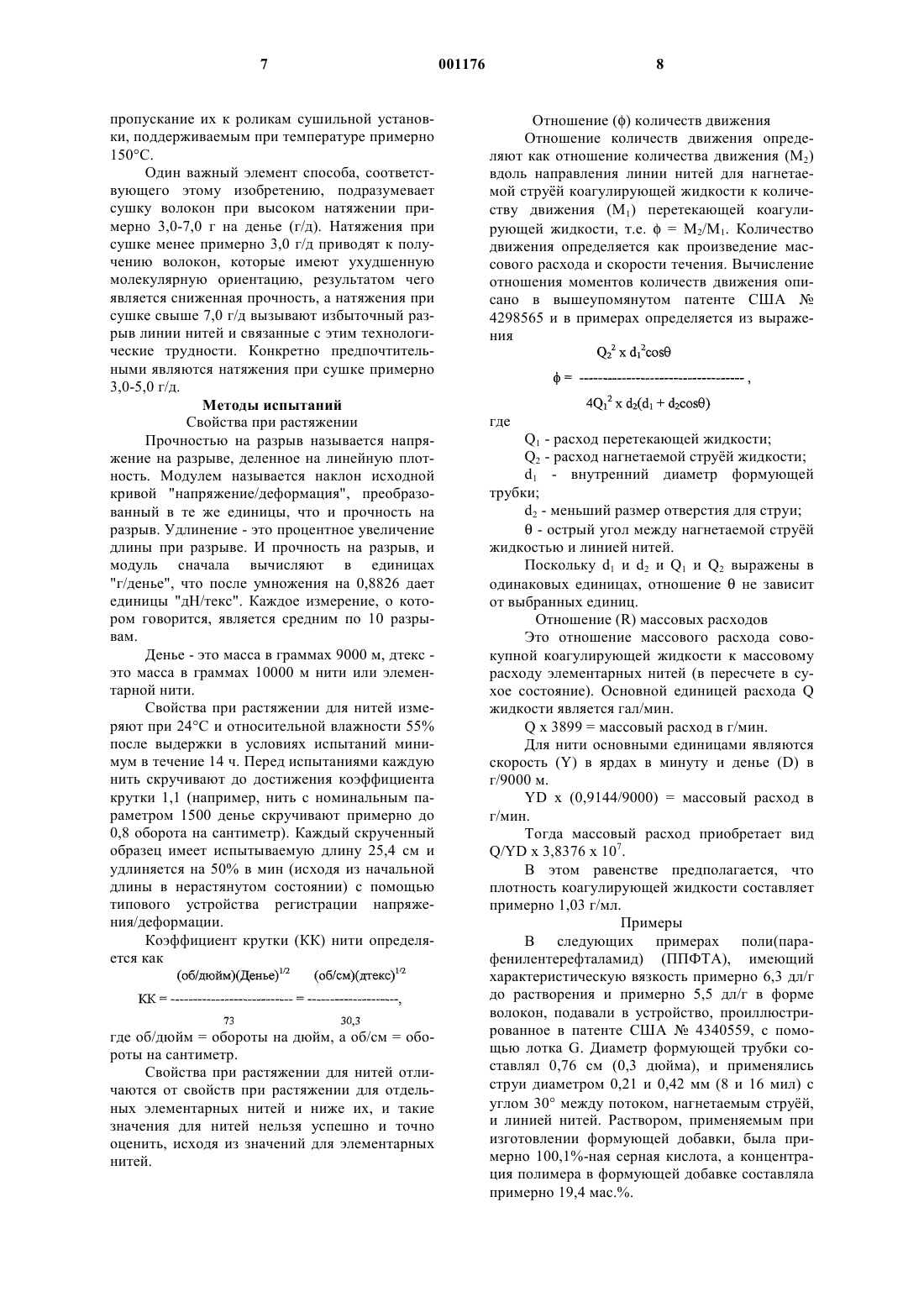
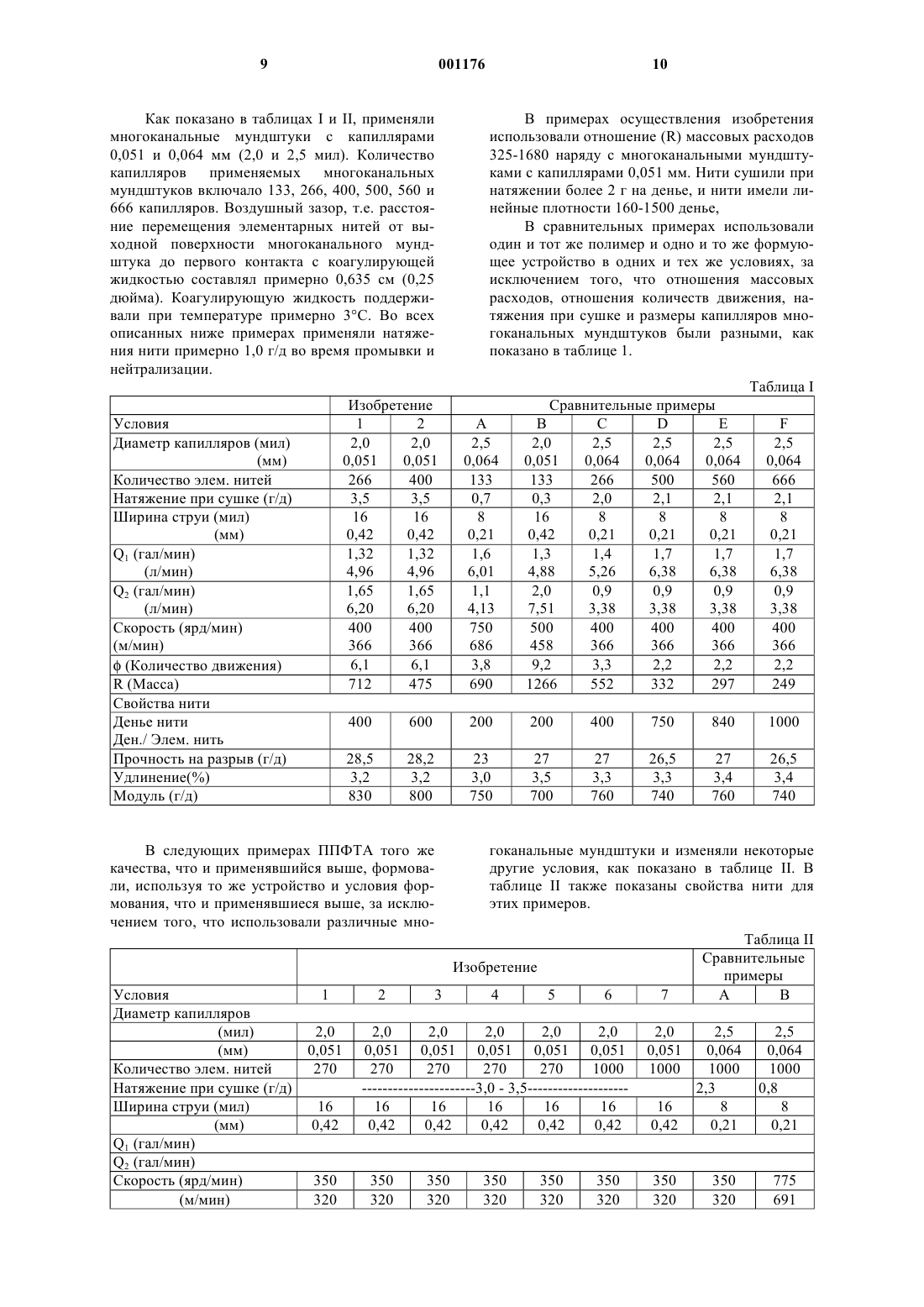
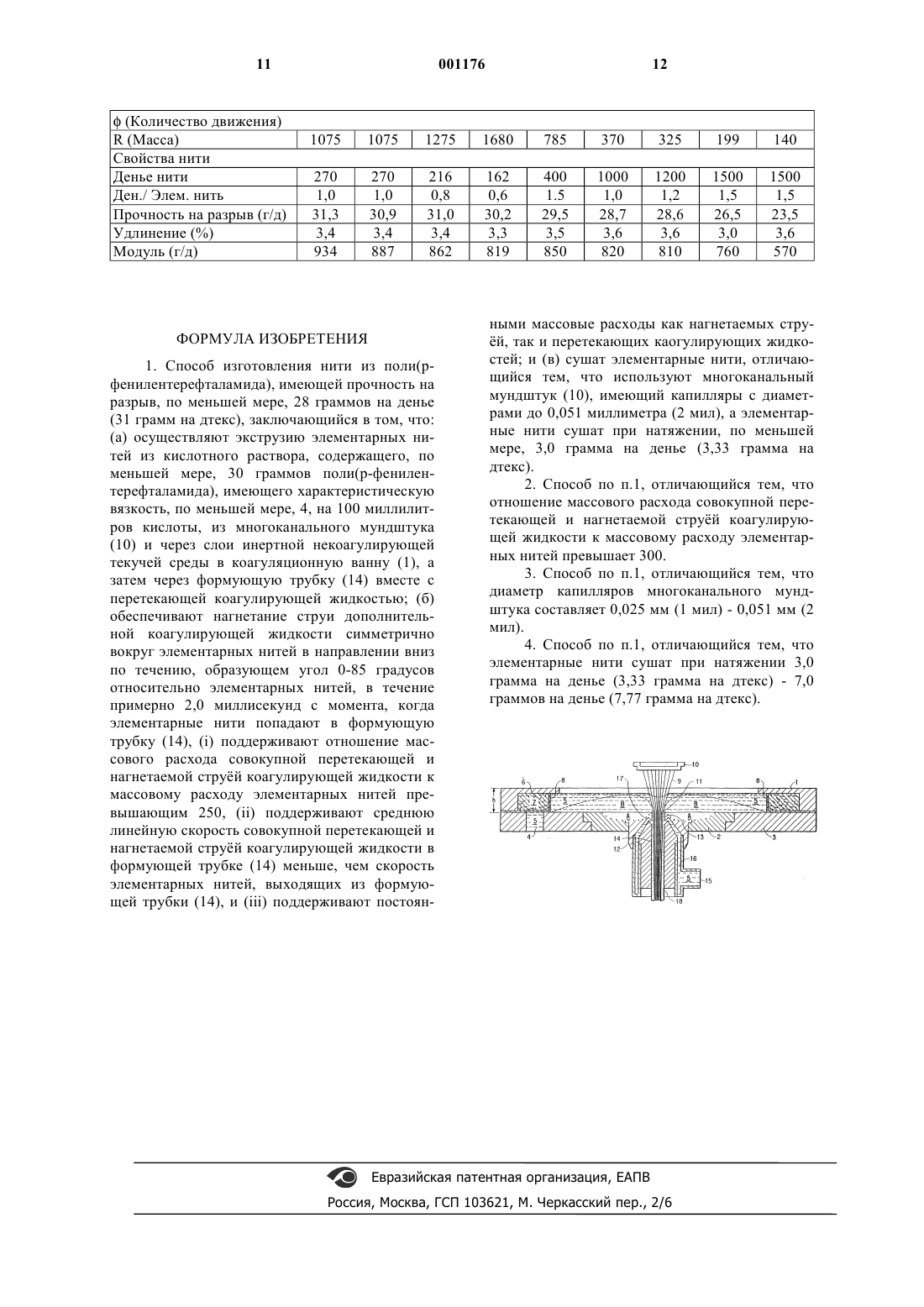
1 Предпосылки создания изобретения Область техники, к которой относится изобретение Это изобретение относится к способу изготовления арамидных волокон особо высокой прочности на разрыв посредством сочетания элементов способа, включая конкретный размер капилляров многоканального мундштука, конкретные условия коагуляции и конкретное натяжение при сушке. Характеристика известного уровня техники В патенте США 4965033, выданном 23 октября 1990 г. по заявке Чиоу (Chiou), описан способ формования волокон ароматического полиамида с использованием большого массового расхода коагулирующей жидкости, нагнетаемой струй. В патентах США 3767756, выданном 23 октября 1973 г. по заявке Блейдса (Blades), и 5173236, выданном 22 декабря 1992 г. по заявке Янга (Yang), - описаны формование волокон ароматического полиамида с использованием многоканальных мундштуков, имеющих капилляры от 0,025 до 0,25 мм (от 1 до 10 мил) и менее 0,064 мм (2,5 мил), соответственно, и сушка таких волокон при натяжениях порядка 0,3 грамма на денье (г/д). В патенте США 4726922, выданном 23 февраля 1988 г. по заявке Кохрена (Cochran) и Янга, описаны формование волокон ароматического полиамида и их сушка при натяжении 3-7 граммов на денье (г/д) для увеличения прочности волокон. Краткое изложение сущности изобретения Разработан способ изготовления нити из поли(р-фенилентерефталамида), имеющей прочность на разрыв, по меньшей мере, 28 г/д, заключающийся в том, что: (а) осуществляют экструзию элементарных нитей из кислотного раствора, содержащего, по меньшей мере, 30 г поли(р-фенилентерефталамида), имеющего характеристическую вязкость, по меньшей мере, 4, на 100 мл кислоты, из многоканального мундштука и через слой инертной некоагулирующей текучей среды в коагуляционную ванну, а затем через формующую трубку вместе с перетекающей коагулирующей жидкостью; (б) обеспечивают нагнетение струи дополнительной коагулирующей жидкости симметрично вокруг элементарных нитей в направлении вниз по течению, образующем угол 0-85 относительно элементарных нитей, в течение примерно 2,0 мс момента, когда элементарные нити попадают в формующую трубку, (i) поддерживают отношение массового расхода совокупной перетекающей и нагнетаемой струй коагулирующей жидкости к массовому расходу элементарных нитей, превышающим примерно 250, (ii) поддерживают среднюю линейную скорость совокупной перетекающей и нагнетаемой струй коагулирующей жидкости в формующей трубке меньше, чем скорость элементарных нитей, вы 001176 2 ходящих из формующей трубки, и (iii) поддерживают постоянными расходы как нагнетаемых струй, так и перетекающих коагулирующих жидкостей; и (в) сушат элементарные нити, при этом усовершенствование заключается в том,что используют многоканальный мундштук,имеющий капилляры с диаметрами до 0,051 миллиметра (2 мил), а элементарные нити сушат при натяжении, по меньшей мере, 3,0 грамма на денье (г/д). Краткое описание чертежа Чертеж изображает поперечное сечение устройства, которое можно применять при осуществлении способа изготовления волокон, используемого в этом изобретении. Подробное описание изобретения В разработку нитей и полотен с повышенной прочностью вложено много сил. Каждое повышение дается с трудом и очень важно, поскольку даже малые повышения дают значительные выгоды. Нити, о которых идет речь в настоящем изобретении, имеют прочность на разрыв, по меньшей мере, 28 г/д и могут быть изготовлены с использованием устройства, изображенного на фиг. 1. Эти нити изготавливают, в основном, в соответствии с процессом, описанным в патенте США 3767756, с использованием поли (рфенилентерефталамида) (ППФТА), имеющего характеристическую вязкость, по меньшей мере,4,0, растворенного в серной кислоте, имеющей концентрацию, по меньшей мере, 98%. Раствор ППФТА экструдируют из многоканального мундштука через воздушный зазор в коагуляционную ванну. Многоканальный мундштук имеет капилляры с диаметром 0,051 мм (2,0 мил) или менее. Обнаружено, что капилляры диаметром более 0,051 мм (2,0 мил) дают элементарные нити волокон, которые считаются имеющими ухудшенную молекулярную ориентацию, что проявляется в сниженной прочности, и поэтому не так прочны, как изготовленные с использованием капилляров меньшего диаметра. На практике трудно использовать капилляры менее примерно 0,025 мм (1 мил), и они не дают волокна нитей приемлемого качества. На фиг. 1 изображено поперечное сечение предпочтительной коагуляционной ванны 1. Ванна 1 имеет круглую конструкцию, состоящую из вставного диска 2, посаженного в несущую конструкцию 3. Несущая конструкция 3 включает в себя впускной канал 4 для введения закалочной жидкости 5 под давлением в распределительное кольцо 6, которое содержит наполнитель 7, пригодный для улучшения равномерной подачи закалочной жидкости вокруг периферии коагуляционной ванны 1. Введение коагулирующей жидкости в ванну может происходить из периферийного коллектора, содержащего перегородки или набивку для обеспечения равномерного распределения и нетурбулентного течения коагулирующей жид 3 кости к выпускному отверстию. В случае круглой ванны коллектор может окружать ванну. В случае прямоугольной ванны со щелевым выпускным отверстием коллектор также может окружать ванну, но коагулирующую жидкость нужно подавать только на сторонах ванны, которые параллельны щели. Необходимо лишь,чтобы поток коагулирующей жидкости к выпускному отверстию был нетурбулентным вблизи выпускного отверстия. Таким образом, наполнитель 7 может быть стеклянными бусинами,рядом экранов, ячеистой структурой, спеченными металлическими пластинами или иным аналогичным устройством. После прохождения через наполнитель 7 закалочная жидкость 5 проходит через перфорированную пластину или экран и течет равномерно без заметной турбулентности к центру ванны 1, где закалочная жидкость 5 вступает в контакт с элементарными нитями 9, экструдируемыми из многоканального мундштука 10, за счет чего закалочная жидкость 5 и элементарные нити 9 проходят вместе через выпускное отверстие 11 в направлении вниз по течению в формующую трубку 14. Дну ванны можно придать контур, изображенный в виде зон, обозначенных буквами А и В, для облегчения равномерного нетурбулентного протекания к выпускному отверстию 11. Зона вокруг выпускного отверстия может также сужаться к выпускному отверстию. Предпочтительно, глубина коагулирующей ванны составляет не более 20% ширины ванны в зоне нетурбулентного потока. Для формования в малом количестве, например - 20 элементарных нитей, подходящая ширина ванны составляет примерно 6,35 см (2,5 дюйма) в сочетании с выпускным отверстием,имеющим диаметр 3,1 мм, которое имеет сужающийся подводящий канал, имеющий начальный диаметр около 12 мм. Для формования в большем количестве, например - 1000 элементарных нитей, подходящая ширина ванны составляет около 23 см в сочетании с диаметром выпускного отверстия 9 мм, которое может иметь сужающийся подводящий канал, имеющий начальный диаметр около 28 мм. Вставной диск 2 включает в себя круглый струйный элемент 12, который работает аналогично струйному элементу, описанному в патенте США 4298565. Впускное отверстие 11 предпочтительно имеет кромку 13, т.е. выпускное отверстие имеет несколько меньший диаметр, чем формующая трубка 14, чтобы способствовать предотвращению прилипания элементарных нитей 9 к стенкам выпускного отверстия 11 и формующей трубки 14. Закалочную жидкость 5 вводят через отверстие 15 по проходу 16 в одно или более отверстий 17 для струи, за счет чего закалочная жидкость 5 проходит вместе с элементарными нитями 9 и другой закалочной жидкостью 5 в направлении вниз по течению 4 через формующую трубку к выходу 18 к транспортирующему устройству (не показано). В соответствии с известными процедурами, элементарные нити промывают и/или нейтрализуют и сушат перед намоткой нитей, полученных таким способом. Предпочтительно, чтобы угол направления жидкости отверстиями 17 для струи по отношению к элементарным нитям образовывал угол в диапазоне от 0 до 85. Вместе с тем, удовлетворительные результаты получаются и для 090, однако, такой выбор "тэта" делает процесс очень зависимым от управления, и поэтому нежелателен при работе в промышленности. Практически подходящим для использования в промышленном технологическом процессе является угол 30. Отверстия 17 для струи расположены рядом с выпускным отверстием 11 и направляют нагнетаемую струй коагулирующую текучую среду вниз по течению к элементарным нитям в течение примерно 2 миллисекунд с момента, когда элементарные нити попадают в формующую трубку. Способ обеспечивает наибольшее улучшение, когда многоканальный мундштук, формующее выпускное отверстие, струя и любой отрезок формующей трубки тщательно ориентированы вдоль одной и той же оси и когда струйные элементы тщательно сконструированы и ориентированы с тем, чтобы обеспечить совершенно симметричное нагнетание струи вокруг линий нитей. Любая разориентация струйных элементов или застревание любых твердых частиц в отверстиях для струи с нарушением симметрии может уменьшить или исключить улучшения. Такую симметрию можно обеспечить посредством двух или более выпускных отверстий для струи или посредством щелей, симметрично разнесенных относительно линии нитей. В соответствии со способом, расходами перетекающей коагулирующей жидкости (Q1) и нагнетаемой струй коагулирующей жидкости(Q2) управляют и поддерживают их постоянными для достижения улучшения в соответствии с настоящим изобретением. Отношением (R) массовых расходов для массового расхода совокупной перетекающей и нагнетаемой струй коагулирующей жидкости к массовому расходу элементарных нитей управляют так, чтобы оно превышало примерно 250. Предпочтительно,отношение (R) массовых расходов превышает примерно 300. При осуществлении изобретения, массовым расходом (Q1) перетекающей коагулирующей текучей среды управляют путем регулирования глубины ванны над выпускным отверстием 11 (размер h) посредством дозирования притока в ванну, но этот массовый расход также зависит от диаметра формующей трубки 14. Размер h обычно меньше одного дюйма (2,5 см) 5 и предпочтительно составляет 0,5 дюйма (1,3 см). Если h слишком мал, воздух будет засасываться в формующую трубку 14 накачивающим воздействием продвигающихся вперед элементарных нитей, а это вредно и для свойств натяжения, и для механического качества изготовляемой нити. Таким образом, h должен быть достаточно большим, чтобы гарантировать, что не будут проникать пузырьки газа. Вышеизложенные соображения приводят к расчету подходящего диаметра формующей трубки 14. Ввиду того, что расход (Q1) при перетекании закалочной жидкости через выпускное отверстие в значительной степени зависит от линии нитей, движущихся через то же самое выпускное отверстие, нужно учесть и это воздействие. Например, расход при перетекании через выпускное отверстие диаметром 9,5 мм (0,375 дюйма) при гидростатическом напоре 15,9 мм(0,625 дюйма) составляет приблизительно 1,5 л/мин (0,4 галлон/мин) в отсутствие линии движущихся нитей и 8,7 л/мин (2,3 галлон/мин) при наличии линии нитей из 1000 элементарных нитей с параметром 1,5 денье на элементарную нить, движущихся со скоростью 686 м/мин. Это обычно присуще накачивающему воздействию элементарных нитей, движущихся через слой жидкости, вследствие явления граничного слоя. Чтобы компенсировать это воздействие, надлежащим образом выбирают размер выпускного отверстия, т.е. диаметр площади поперечного сечения. Расходом (Q2) нагнетаемой струй коагулирующей жидкости предпочтительно управляют путем дозируемой накачки через отверстие для струи выбранного размера. Наименьший размер поперечного сечения струи (т.е. диаметр отверстия или ширина потока) обычно находится в диапазоне 0,05-2,5 мм (2-100 мил). Желательно, чтобы массовый расход и отверстие для струи были такими, что осевая скорость нагнетаемой струй коагулирующей жидкости превышает, по меньшей мере, на 50% скорость обрабатываемой нити, а предпочтительно должна превышать скорость нити, по меньшей мере, на 80%, чтобы предотвратить медленное смещение линии нитей, которое приводит к уменьшению прочности на разрыв. Однако, осевая скорость нагнетаемой струй коагулирующей жидкости не должна значительно превышать 200% скорости обрабатываемой нити и предпочтительно не превышает примерно 150% скорости нити, чтобы предотвратить бафтинг линии нитей, который может привести к снижению измеренной прочности нитей на разрыв. Поэтому необходимо использовать подходящий массовый расход нагнетаемой струй жидкости и отверстия или прорези для струи,которые обеспечивают отношение массового расхода объединенной коагулирующей жидкости к массе элементарных нитей, превышающее примерно 250, предпочтительно - превышающее 6 примерно 300, и отношение количеств движения нагнетаемой струй и протекающей коагулирующих жидкостей, превышающее примерно 6,0, которое также обеспечивает подходящую скорость для нагнетаемой струй коагулирующей жидкости относительно скорости нити. В способе по изобретению, средняя линейная скорость объединенных коагулирующих жидкостей в формующей трубке поддерживают на уровне скорости меньшей, чем скорость элементарных нитей, выходящих из формующей трубки. Это предотвращает потерю прочности нити на разрыв ввиду "петлевания" элементарных нитей в нити и возможные проблемы непрерывности процесса, возникающие из-за отсутствия достаточного натяжения перед подающими роликами. Настоящее изобретение может быть использовано в широком диапазоне скоростей формования и, в частности, может быть использовано для скоростей формования, по меньшей мере, 300 м/мин, а предпочтительно, по меньшей мере, примерно 350 м/мин, хотя более высокие скорости формования приводят к снижению прочности на разрыв по сравнению с более низкими скоростями формования. Хотя преимущества, заключающиеся в прочности на разрыв, получаемой с помощью способа, соответствующего изобретению, продолжают увеличиваться с ростом отношения (R) массовых расходов и отношенияколичеств движения и поэтому могут компенсировать снижения прочности на разрыв из-за продолжающихся увеличений скорости формования, предполагается, что отношения (R) массовых расходов свыше 5000 и отношенияколичеств движения свыше 50 не дадут никакого дополнительного значимого улучшения и не будут экономически привлекательными для промышленного производства,особенно при больших значениях денье, например - 1500 денье. Волокна, только что сформованные и прошедшие через коагуляционную ванну, промывают и сушат для завершения изготовления. Волокна следует тщательно промывать для удаления всех следов кислоты и исключения ухудшения качества волокон, связанного с кислотой. Для промывки волокон можно использовать одну воду или сочетания воды и щелочных растворов. Удобным способом промывки является обрызгивание линии нитей, когда она покидает коагулирующую ванну по роликам, водными щелочными растворами (например насыщеннымNaHCO3 или 0,05-нормальным NaOH) для уменьшения содержания кислоты до уровня примерно 0,01% (в сухих волокнах). Волокна можно с удобством сушить на нагреваемых роликах (например, при температуре 160 С). Предпочтительным способом промывки для этого изобретения является промывка волокон разбрызгиваемой жидкостью и непрерывное 7 пропускание их к роликам сушильной установки, поддерживаемым при температуре примерно 150 С. Один важный элемент способа, соответствующего этому изобретению, подразумевает сушку волокон при высоком натяжении примерно 3,0-7,0 г на денье (г/д). Натяжения при сушке менее примерно 3,0 г/д приводят к получению волокон, которые имеют ухудшенную молекулярную ориентацию, результатом чего является сниженная прочность, а натяжения при сушке свыше 7,0 г/д вызывают избыточный разрыв линии нитей и связанные с этим технологические трудности. Конкретно предпочтительными являются натяжения при сушке примерно 3,0-5,0 г/д. Методы испытаний Свойства при растяжении Прочностью на разрыв называется напряжение на разрыве, деленное на линейную плотность. Модулем называется наклон исходной кривой "напряжение/деформация", преобразованный в те же единицы, что и прочность на разрыв. Удлинение - это процентное увеличение длины при разрыве. И прочность на разрыв, и модуль сначала вычисляют в единицах"г/денье", что после умножения на 0,8826 дает единицы "дН/текс". Каждое измерение, о котором говорится, является средним по 10 разрывам. Денье - это масса в граммах 9000 м, дтекс это масса в граммах 10000 м нити или элементарной нити. Свойства при растяжении для нитей измеряют при 24 С и относительной влажности 55% после выдержки в условиях испытаний минимум в течение 14 ч. Перед испытаниями каждую нить скручивают до достижения коэффициента крутки 1,1 (например, нить с номинальным параметром 1500 денье скручивают примерно до 0,8 оборота на сантиметр). Каждый скрученный образец имеет испытываемую длину 25,4 см и удлиняется на 50% в мин (исходя из начальной длины в нерастянутом состоянии) с помощью типового устройства регистрации напряжения/деформации. Коэффициент крутки (КК) нити определяется как где об/дюйм = обороты на дюйм, а об/см = обороты на сантиметр. Свойства при растяжении для нитей отличаются от свойств при растяжении для отдельных элементарных нитей и ниже их, и такие значения для нитей нельзя успешно и точно оценить, исходя из значений для элементарных нитей. Отношениеколичеств движения Отношение количеств движения определяют как отношение количества движения (М 2) вдоль направления линии нитей для нагнетаемой струй коагулирующей жидкости к количеству движения (M1) перетекающей коагулирующей жидкости, т.е.= М 2/M1. Количество движения определяется как произведение массового расхода и скорости течения. Вычисление отношения моментов количеств движения описано в вышеупомянутом патенте США 4298565 и в примерах определяется из выраженияQ2 - расход нагнетаемой струй жидкости;d1 - внутренний диаметр формующей трубки;d2 - меньший размер отверстия для струи;- острый угол между нагнетаемой струй жидкостью и линией нитей. Поскольку d1 и d2 и Q1 и Q2 выражены в одинаковых единицах, отношениене зависит от выбранных единиц. Отношение (R) массовых расходов Это отношение массового расхода совокупной коагулирующей жидкости к массовому расходу элементарных нитей (в пересчете в сухое состояние). Основной единицей расхода Q жидкости является гал/мин.Q х 3899 = массовый расход в г/мин. Для нити основными единицами являются скорость (Y) в ярдах в минуту и денье (D) в г/9000 м.YD x (0,9144/9000) = массовый расход в г/мин. Тогда массовый расход приобретает видQ/YD х 3,8376 х 107. В этом равенстве предполагается, что плотность коагулирующей жидкости составляет примерно 1,03 г/мл. Примеры В следующих примерах поли(парафенилентерефталамид) (ППФТА), имеющий характеристическую вязкость примерно 6,3 дл/г до растворения и примерно 5,5 дл/г в форме волокон, подавали в устройство, проиллюстрированное в патенте США 4340559, с помощью лотка G. Диаметр формующей трубки составлял 0,76 см (0,3 дюйма), и применялись струи диаметром 0,21 и 0,42 мм (8 и 16 мил) с углом 30 между потоком, нагнетаемым струй,и линией нитей. Раствором, применяемым при изготовлении формующей добавки, была примерно 100,1%-ная серная кислота, а концентрация полимера в формующей добавке составляла примерно 19,4 мас.%. Как показано в таблицах I и II, применяли многоканальные мундштуки с капиллярами 0,051 и 0,064 мм (2,0 и 2,5 мил). Количество капилляров применяемых многоканальных мундштуков включало 133, 266, 400, 500, 560 и 666 капилляров. Воздушный зазор, т.е. расстояние перемещения элементарных нитей от выходной поверхности многоканального мундштука до первого контакта с коагулирующей жидкостью составлял примерно 0,635 см (0,25 дюйма). Коагулирующую жидкость поддерживали при температуре примерно 3 С. Во всех описанных ниже примерах применяли натяжения нити примерно 1,0 г/д во время промывки и нейтрализации. 10 В примерах осуществления изобретения использовали отношение (R) массовых расходов 325-1680 наряду с многоканальными мундштуками с капиллярами 0,051 мм. Нити сушили при натяжении более 2 г на денье, и нити имели линейные плотности 160-1500 денье,В сравнительных примерах использовали один и тот же полимер и одно и то же формующее устройство в одних и тех же условиях, за исключением того, что отношения массовых расходов, отношения количеств движения, натяжения при сушке и размеры капилляров многоканальных мундштуков были разными, как показано в таблице 1. Таблица I Условия Диаметр капилляров (мил)(мм) Количество элем. нитей Натяжение при сушке (г/д) Ширина струи (мил)R (Масса) Свойства нити Денье нити Ден./ Элем. нить Прочность на разрыв (г/д) Удлинение(%) Модуль (г/д) В следующих примерах ППФТА того же качества, что и применявшийся выше, формовали, используя то же устройство и условия формования, что и применявшиеся выше, за исключением того, что использовали различные мно гоканальные мундштуки и изменяли некоторые другие условия, как показано в таблице II. В таблице II также показаны свойства нити для этих примеров. Изобретение Условия Диаметр капилляров(мм) Количество элем. нитей Натяжение при сушке (г/д) Ширина струи (мил)R (Масса) Свойства нити Денье нити Ден./ Элем. нить Прочность на разрыв (г/д) Удлинение (%) Модуль (г/д) ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления нити из поли(рфенилентерефталамида), имеющей прочность на разрыв, по меньшей мере, 28 граммов на денье(а) осуществляют экструзию элементарных нитей из кислотного раствора, содержащего, по меньшей мере, 30 граммов поли(р-фенилентерефталамида), имеющего характеристическую вязкость, по меньшей мере, 4, на 100 миллилитров кислоты, из многоканального мундштука(10) и через слои инертной некоагулирующей текучей среды в коагуляционную ванну (1), а затем через формующую трубку (14) вместе с перетекающей коагулирующей жидкостью; (б) обеспечивают нагнетание струи дополнительной коагулирующей жидкости симметрично вокруг элементарных нитей в направлении вниз по течению, образующем угол 0-85 градусов относительно элементарных нитей, в течение примерно 2,0 миллисекунд с момента, когда элементарные нити попадают в формующую трубку (14), (i) поддерживают отношение массового расхода совокупной перетекающей и нагнетаемой струй коагулирующей жидкости к массовому расходу элементарных нитей превышающим 250, (ii) поддерживают среднюю линейную скорость совокупной перетекающей и нагнетаемой струй коагулирующей жидкости в формующей трубке (14) меньше, чем скорость элементарных нитей, выходящих из формующей трубки (14), и (iii) поддерживают постоян ными массовые расходы как нагнетаемых струй, так и перетекающих каогулирующих жидкостей; и (в) сушат элементарные нити, отличающийся тем, что используют многоканальный мундштук (10), имеющий капилляры с диаметрами до 0,051 миллиметра (2 мил), а элементарные нити сушат при натяжении, по меньшей мере, 3,0 грамма на денье (3,33 грамма на дтекс). 2. Способ по п.1, отличающийся тем, что отношение массового расхода совокупной перетекающей и нагнетаемой струй коагулирующей жидкости к массовому расходу элементарных нитей превышает 300. 3. Способ по п.1, отличающийся тем, что диаметр капилляров многоканального мундштука составляет 0,025 мм (1 мил) - 0,051 мм (2 мил). 4. Способ по п.1, отличающийся тем, что элементарные нити сушат при натяжении 3,0 грамма на денье (3,33 грамма на дтекс) - 7,0 граммов на денье (7,77 грамма на дтекс).
МПК / Метки
Метки: арамидных, прочности, способ, волокон, изготовления, разрыв, высокой
Код ссылки
<a href="https://eas.patents.su/7-1176-sposob-izgotovleniya-aramidnyh-volokon-vysokojj-prochnosti-na-razryv.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления арамидных волокон высокой прочности на разрыв</a>
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C22C 38/44, C21D 8/00
Метки: изготовленное, этой, механической, стали, способом, изделие, изготовления, нержавеющая, этим, коррозионной, способ, высокой, стойкостью, сталь, прочностью, мартенситная, изделий
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ и устройство для производства минеральных волокон
Номер патента: 600
Опубликовано: 29.12.1999
Авторы: Тамм Дирк, Сойреф Далик, Кравченко Ирина, Медведев Александр, Горобинская Валентина
МПК: C03B 37/08
Метки: устройство, способ, минеральных, производства, волокон
Формула / Реферат:
1. Способ производства минеральных волокон из горных пород стеклосодержащих промышленных или технических стеклянных отходов, по которому после механического разделения нестеклосодержащих и преимущественно стеклосодержащих материалов, преимущественно стеклосодержащие материалы с размером частиц не более 80 мм расплавляются в плавильной печи (1) при температурах от 1050 до 1480шС, причём плавильная печь (1) соединена с фидером (2) таким образом,...
Баллистическая структура
Номер патента: 934
Опубликовано: 26.06.2000
Автор: Чиоу Миншон
МПК: F41H 5/04
Метки: баллистическая, структура
Формула / Реферат:
1. Баллистическое защитное полотно, отличающееся тем, что содержит параарамидную нить, имеющую прочность на разрыв, по меньшей мере, 28 грамм на денье (г/д) и линейную плотность от 300 до 750 денье. 2. Полотно по п.1, отличающееся тем, что параарамидом является поли(р-фенилен терефталамид). 3. Полотно по п.1, отличающееся тем, что при тестировании в соответствии с MIL-STD-662e с использованием девятимиллиметровых пистолетных пуль с полностью...
Уточная пряжа и способ изготовления уточной пряжи из термозащищенного полиамида 66 для кордной ткани для шин
Номер патента: 1120
Опубликовано: 30.10.2000
Авторы: Ланг Бруно, Шаффнер Пауль
МПК: D02G 1/16
Метки: пряжа, уточная, шин, изготовления, термозащищенного, уточной, полиамида, пряжи, кордной, способ, ткани
Формула / Реферат:
1. Уточная пряжа из термозащищенного мультифиламента полиамида 6.6 для кордной ткани для шин с общим титром 100-400 дтекс, отличающаяся тем, что сырая пряжа одновременно имеет: - SLASE при 80%-ном удлинении - 6-12 сН/текс; - остаточное удлинение при разрыве - 150-300%; - прочность >14 сН/текс; - предел обратимости 5-10 сН/текс; - усилие термоусадки при 160шС 0,15-0,8 сН/текс; - свободную усадку при 160шС >1%; 2. Уточная пряжа...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: заготовки, цельной, устройство, шестерни(варианты, ковкой, изготовления, способ, кованой
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Способ производства гранул цеолита х с низким содержанием двуокиси кремния с низким содержанием инертного связующего
Следующий патент: Тисненый материал
Случайный патент: Получение полимерных конъюгатов соединений, применяемых в терапии, сельском хозяйстве и в качестве пищевых добавок