Электрод для электролитического рафинирования или электролитической экстракции и способ изготовления такого электрода
Формула / Реферат
1. Электрод для электролитического рафинирования или электролитической экстракции, содержащий рейку (3, 23, 43) подвески, прикрепленную к краю основой пластины, другие края (4, 5, 6; 24, 30, 31; 44, 49, 50) которой защищены краевыми накладками (11, 12, 13; 29, 32, 33; 48, 51, 52), изготовленными из изоляционного материала, причем, по меньшей мере, часть краевых накладок, по меньшей мере, частично помещена в паз (7, 25, 45), образованный в крае электрода, отличающийся тем, что, по меньшей мере, в одном крае (4, 5, 6; 24, 30, 31; 44, 49, 50) электрода имеется сформированный путем прессования паз (7, 25, 45), подлежащий заполнению краевой накладкой (11, 12, 13; 29, 32, 33; 48, 51, 52) электрода, изготовленной из изоляционного материала, причем передний конец упомянутого паза со стороны кромки края (4, 5, 6; 24, 30, 31; 44, 49, 50) электрода, по существу, равен по ширине заднему концу (10, 28, 53) паза, расположенному внутри электрода.
2. Электрод по п.1, отличающийся тем, что, по меньшей мере, край (5, 24, 44) напротив рейки подвески электрода снабжен пазом (7, 25, 45) для краевой накладки.
3. Электрод по п.1 или 2, отличающийся тем, что край (5, 24, 44) напротив рейки подвески и края (4, 6; 32, 33; 49, 50), соединенные с рейкой подвески электрода, снабжены пазом (7, 25, 45), предназначенным для краевой накладки.
4. Электрод по любому из пп.1-3, отличающийся тем, что ширина паза (7, 25, 45), образованного в крае электрода, одинакова в части, расположенной между концами паза (4, 5, 6; 10), (24, 30, 31; 28) и (44, 49, 50; 53).
5. Электрод по любому из пп.1-3, отличающийся тем, что паз (7, 25, 45), образованный в крае электрода, имеет расширение в области, расположенной между концами паза (4, 5, 6; 10), (24, 30, 31; 28) и (44, 49, 50; 53).
6. Электрод по любому из пп.1-3, отличающийся тем, что паз (7, 25, 45), образованный в крае электрода, имеет сужение в области, расположенной между концами паза (4, 5, 6; 10), ( 24, 30, 31; 28) и (44, 49, 50; 53).
7. Способ изготовления электрода для электролитического рафинирования или электролитической экстракции, отличающийся тем, что, по меньшей мере, в пазу (7, 25, 45), образованном в крае (5, 24, 44) напротив рейки подвески электрода, при помощи прессования выдавливанием формируют краевую накладку (12, 29, 48), размещая ее, по меньшей мере, частично в упомянутом пазу.
8. Способ по п.7, отличающийся тем, что в краях (4, 6; 30, 31; 49, 50), соседних с рейкой подвески электрода, и в крае (5, 24, 44) напротив рейки подвески путем прессования выдавливанием формируют краевую накладку (11, 12, 13; 29, 32, 33; 48, 51, 52), изготовленную из изоляционного материала, размещая ее, по меньшей мере, частично в пазу.
9. Способ изготовления электрода по п.1, отличающийся тем, что, по меньшей мере, в пазу (7, 25, 45), образованном в крае (5, 24, 44) напротив рейки подвески электрода, формируют краевую накладку (12, 29, 48), изготовленную из изоляционного материала, размещая ее, по меньшей мере, частично в пазу путем установки по существу клиновидной краевой накладки в пазу, при этом стенки (8, 9; 26, 27; 46, 47) паза снимают в направлении краевой накладки для удержания ее на месте в пазу.
10. Способ по п.9, отличающийся тем, что в краях (4, 6; 30, 31; 49, 50), соседних с рейкой подвески электрода, и в краях (5, 24, 44) напротив рейки подвески формируют краевую накладку (11, 12, 3; 29, 33; 48, 51, 52), изготовленную из изоляционного материала, размещая ее, по меньшей мере, частично в пазу (7, 25, 45) путем установки по существу клиновидной краевой накладки в пазу, при этом стенки (8, 9; 26, 46, 47) паза сжимают в направлении краевой накладки для удержания ее на месте в пазу.
11. Способ по любому из пп.7-10, отличающийся тем, что в краях (4, 6; 30, 31; 40, 50), соседних с рейкой подвески электрода, и в краях (5, 24, 44) напротив рейки подвески обеспечивают по существу непрерывную защиту, выполненную из изоляционного материала.


Текст
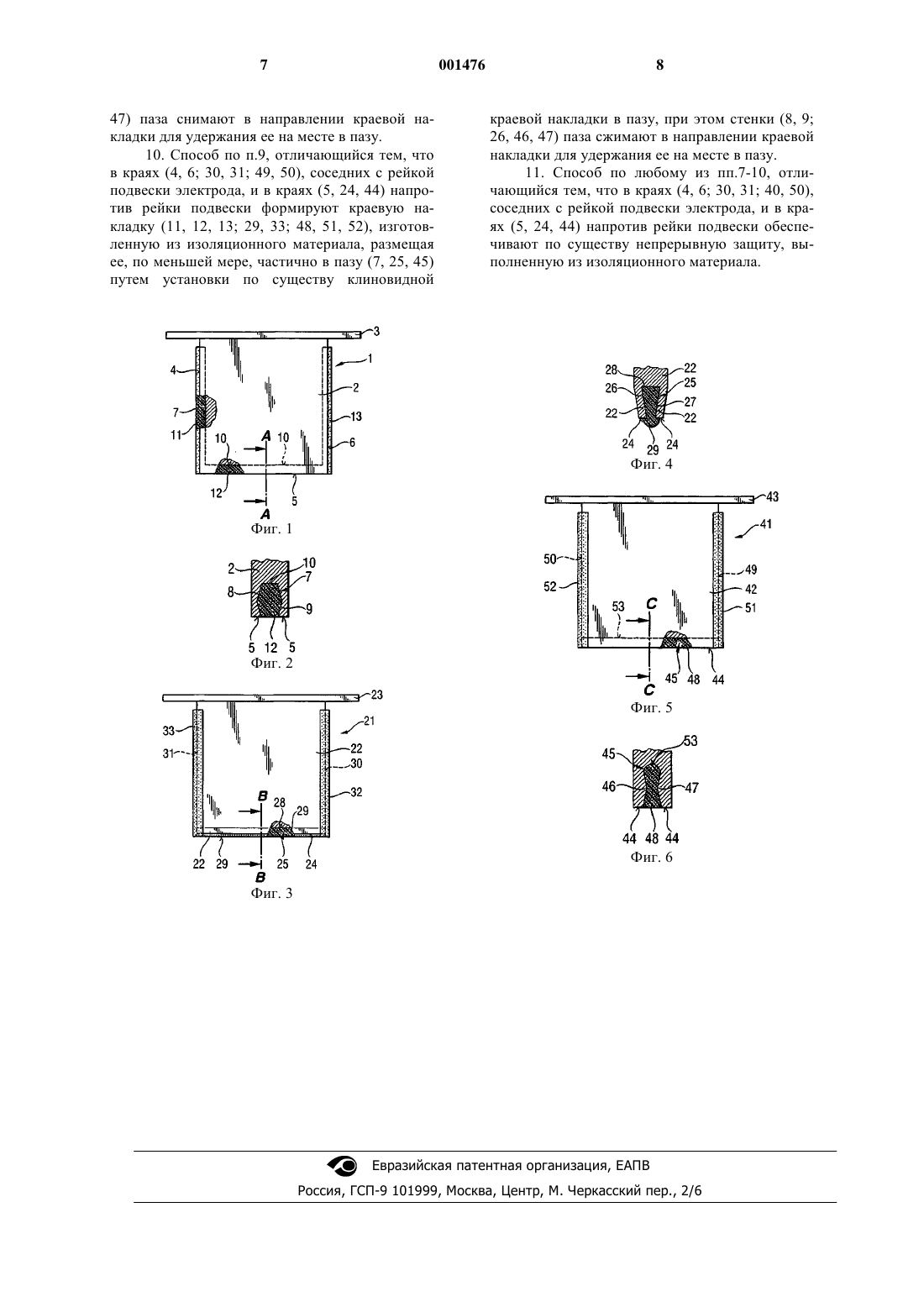
1 Настоящее изобретение относится к электроду, используемому при электролитическом рафинировании или электролитической экстракции, а точнее к катоду, снабженному, по меньшей мере, на одной боковой стороне краевой накладкой, изготовленной из изоляционного материала для предотвращения совместного роста, осаждений, образуемых при электролитическом рафинировании или электролитической экстракции. Изобретение также относится к способу изготовления такого электрода. При электролитическом рафинировании или электролитической экстракции, которые используются как субпроцесс при получении металлов, таких как медь, никель и цинк, отрицательный электрод катод, используемый в настоящее время, в общем случае представляет собой пластину, изготовленную из нержавеющей стали, причем металл, подлежащий рафинированию, осаждается на обоих сторонах этой основной пластины. Если края основной пластины не защищены краевыми накладками, изготовленными из определенного изоляционного материала, осаждения, возникающие на обоих сторонах основной пластины в процессе рафинирования или электролитической экстракции,будут срастаться вместе. Подобные краевые накладки и их использование описаны, например, в заявке на патент ЕР 454056 и в заявке на патент FI955919. Краевые накладки, используемые в основной пластине, обычно крепят к поверхности основной пластины. Однако размещенные на поверхности краевые накладки могут подвергаться повреждениям в процессе удаления осаждений. В особенности нижняя краевая накладка, расположенная на противоположной по отношению к краю крепления рейки подвески стороне основной пластины, подвержена повреждениям, поскольку осаждения обычно удаляются со стороны рейки подвески в направлении к нижней краевой накладке. Даже если нижняя краевая накладка и не повреждается в процессе удаления осаждения, эта краевая накладка, размещенная на поверхности основной пластины, собирает примеси, которые снижают чистоту осаждения, создаваемого на поверхности основной пластины. Для устранения недостатков, обусловленных краевыми накладками, установленными на поверхности основной пластины, в заявке на патент FI863244 предложена краевая накладка, которая установлена в трапецеидальной канавке, так что часть краевой накладки размещена в этой канавке и поддерживается ее стенками. Краевая накладка образована из полимерной пленки, согнутой в ее продольном направлении, в сгибе размещена проволока из нержавеющей стали, при этом перехлестывающиеся концы пленки расположены сверху один над другим, и скреплены водонепроницаемо. Крае 001476 2 вую накладку, сформированную таким способом, вставляют вместе с проволокой со стороны открытого конца канавки катода. Таким образом, краевую накладку вытягивают над самой верхней горизонтальной кромкой, при этом участок перехлеста облегчает замену использованной краевой накладки на последующих стадиях. За счет проволоки из нержавеющей стали, размещенной в канавке,краевая накладка предохранена от выпадения из клиновидной канавки в процессе использования. Однако известная краевая накладка не подходит для реализации в виде сплошной накладки, закрывающей все три края катодной пластины, поскольку проблемы, создаваемые нижними углами катодной пластины между вертикальными краевыми накладками и горизонтальной краевой накладкой, остаются настолько же серьезными, как и в случае традиционных внешних накладок. Более того, структура краевой накладки не всегда подходит для обычных толщин катодных пластин, поскольку, например, использование проволоки из нержавеющей стали требует соответствующего увеличения толщины катодной пластины. В основу настоящего изобретения поставлена задача устранить указанные недостатки в известной области техники и реализовать усовершенствованный электрод для электролитического рафинирования или электролитической экстракции при более низких затратах на производство, чем для известных электродов, а также создать способ изготовления такого электрода. Края электрода, кроме края крепления рейки подвески, снабжают краевыми накладками для того, чтобы предохранить осаждения,наращиваемые при электролитическом рафинировании или электролитической экстракции, от их роста за пределами от одной стороны электрода до другой. При этом, по меньшей мере,одна краевая накладка размещена, по меньшей мере, частично в пазу с по существу прямыми стенками, сформированном в крае электрода. Существенно новые особенности изобретения видны из прилагаемой формулы. Согласно изобретению, в электроде, используемом при электролитическом рафинировании или электролитической экстракции, один край которого снабжен или может быть снабжен рейкой подвески, сформирован паз, по меньшей мере, на краю, противоположном рейке подвески, а ширина паза по существу одинакова, по меньшей мере, на его переднем конце, расположенном на краю электрода, и на его заднем внутреннем конце, находящемся внутри тела электрода. Требуемая ширина паза между его концами может варьироваться в зависимости от цели использования электрода, в области между двумя концами паз может иметь одинаковые ровные стенки либо он может быть более широким или более узким. Если паз имеет одинаковые стенки в области между двумя концами, 3 стенка паза является в основном прямой по всей глубине паза и параллельна поверхности электрода. Если паз более широкий в области между двумя концами, это расширение достигается путем искривления или линейного излома стенок. Расширение паза преимущественно выполняется таким образом, что паз является самым широким по существу по середине в направлении его глубины. Когда паз выполнен более узким в области между двумя концами, сужение преимущественно достигается аналогичным образом, как и расширение паза. За счет конструкции паза, сформированного в крае электрода, преимущественно гарантируется, что краевая накладка удерживается на месте внутри паза. Удерживание на месте может быть улучшено, особенно при использовании паза с прямыми стенками, путем сжатия краев паза совместно в непосредственной близости от кромки электрода после того, как краевая накладка уже размещена в пазу. Теперь ширина паза, образованного в крае электрода, на переднем конце может стать меньше, чем на заднем конце, однако, даже в этом случае исходной предпосылкой является паз с передним и задним концами, которые по существу равны по ширине. Согласно изобретению краевая накладка,изготовленная из соответствующего изоляционного материала, по меньшей мере, частично вставлена в паз, выполненный в крае электрода,так что толщина краевой накладки по существу не превышает толщины электрода. В результате,краевая накладка предотвращает рост осаждения от одной стороны электрода до другой стороны, так что осаждения, возникающие на различных сторонах, не могут расти совместно за пределами поверхности края электрода. В то же время краевая накладка не препятствует неограниченному стеканию возможных примесей, содержащихся в электролите, вдоль поверхности электрода. Краевая накладка, изготовленная из изоляционного материала и вставленная, по меньшей мере, частично в паз, выполненный в крае электрода, преимущественно изготовлена путем выдавливания пластического материала краевой накладки непосредственно внутрь паза, в этом случае одновременно достигается требуемая форма краевой накладки. Краевая накладка также может быть получена по форме таким образом, что при изготовлении края, например,путем механической обработки или прессования выдавливанием краевая накладка проектируется, по меньшей мере, в отношении части, предназначенной для вставки в паз, выполненный в крае электрода, по существу как имеющая клиновидную форму. При работе, согласно изобретению, краевой накладки, которая, по меньшей мере, частично вставлена в паз, образованный в крае электрода, по меньшей мере, на краю, который 4 противоположен рейке подвески электрода, может быть достигнута в основном непрерывная защита для всех краев электрода, исключая край крепления рейки подвески. На всех трех краях теперь могут быть использованы, например,готовые по форме клиновидные краевые накладки, которые распилены в требуемых измерениях. Краевые накладки вставляются в пазы,образованные в краях электрода, и края паза,когда это необходимо, обжимаются совместно для гарантии того, что краевая накладка хорошо удерживается на месте в пазу. Также возможно использование, исключительно в пазу напротив рейки подвески электрода, готовой по форме клиновидной краевой накладки, подлежащей установке в пазу, выполненном в крае электрода, тогда как края, соседние с рейкой подвески,снабжены краевыми накладками, прикрепленными к краям с внешней стороны. Теперь самым преимущественным является размещение краевой накладки, подлежащей установке в пазу, на месте на краю электрода, и после этого,например, путем прессования выдавливанием формирование внешних краевых накладок на соседних сторонах, так чтобы внешние краевые накладки были скреплены как с поверхностью электрода, так и с краевой накладкой, размещенной в пазу. При этом, углы электрода будут защищены краевыми накладками. Более того,также возможно изготовить и установить краевые накладки, выполненные путем прессования выдавливанием на всех трех краях пластины. Даже в таком случае возможно то, что только краевая накладка напротив рейки подвески электрода помещена в паз, образованный в крае электрода, а оставшиеся два края, соседние с рейкой подвески, снабжены внешними выдавленными краевыми накладками. Прессование выдавливанием также может быть использовано таким образом, что все три краевые накладки помещаются в пазах, выполненных в краях электрода, в таком случае краевые накладки могут быть изготовлены в основном в процессе непрерывного прессования выдавливанием. Изобретение разъясняется более подробно со ссылками на прилагаемые чертежи, на которых фиг. 1 изображает вид сбоку предпочтительного варианта осуществления изобретения; фиг. 2 - поперечное сечение по А-А на фиг. 1; фиг. 3 - вид сбоку другого предпочтительного варианта осуществления изобретения; фиг. 4 - поперечное сечение по В-В на фиг. 3; фиг. 5 - вид сбоку третьего предпочтительного варианта осуществления изобретения; фиг. 6 - поперечное сечение по С-С на фиг. 5. Согласно фиг. 1 и 2, электрод предназначен для электролитического рафинирования, т.е. катод 1 содержит плоскую катодную пластину 2 5 и рейку 3 подвески, соединенную с краем катодной пластины 2. По краям 4, 5 и 6 пластины катода, за исключением края, к которому прикреплена рейка 3 подвески, механической обработкой выполнен паз 7, который на уровне средней части боковых стенок 8 и 9 имеет расширение и сужается к заднему концу 10 и кромкам 4, 5 и 6 пластины. В паз 7 вмонтированы образованные путем непрерывного прессования выдавливанием краевые накладки 11, 12 и 13,изготовленные из изоляционного материала. Таким образом, краевые накладки 11, 12 и 13 обеспечивают непрерывную краевую защиту для катода 1. На фиг. 3 и 4 в крае 24 напротив рейки 23 подвески катодной пластины 22 катода 21 образован паз 25, боковые стенки 26 и 27 которого по существу параллельны поверхности катода 21 и следовательно имеют одинаковую толщину по своей высоте до заднего конца 28 паза. В пазу 25 размещена клиновидная краевая накладка 29, изготовленная из изоляционного материала, причем краевая накладка 29 прижата к катодной пластине 22 путем сдавливания катодной пластины 22 с внешней стороны, по существу в области паза 25. С другой стороны,края 30 и 31 катодной пластины 22, соседние с рейкой 23 подвески, снабжены краевыми накладками 32 и 33, которые соединены с поверхностью катодной пластины 22. По отношению одна к другой краевые накладки 29, 32 и 33 имеют такую форму, что краевые накладки 29,32 и 33 совместно образуют по существу непрерывную краевую защиту. На фиг. 5 и 6 в крае 44 напротив рейки 43 подвески катодной пластины 42 катода 41 образован паз 45, причем боковые стенки 46 и 47 этого паза в средней части по их высоте расположены ближе одна к другой, так что в средней части по высоте паз 45 является более узким,чем у заднего конца 53 и у кромки края 44. В пазу 45 установлена краевая накладка 48,имеющая тот же профиль, что и паз. Края 49 и 50, соседние с рейкой 43 подвески, на фиг. 5 и 6 защищены при помощи внешних краевых накладок 51 и 52, однако, когда это желательно,края 49 и 50 также могут быть защищены краевыми накладками, расположенными в пазу, образованном в крае. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Электрод для электролитического рафинирования или электролитической экстракции,содержащий рейку (3, 23, 43) подвески, прикрепленную к краю основой пластины, другие края(4, 5, 6; 24, 30, 31; 44, 49, 50) которой защищены краевыми накладками (11, 12, 13; 29, 32, 33; 48,51, 52), изготовленными из изоляционного материала, причем, по меньшей мере, часть краевых накладок, по меньшей мере, частично помещена в паз (7, 25, 45), образованный в крае 6 электрода, отличающийся тем, что, по меньшей мере, в одном крае (4, 5, 6; 24, 30, 31; 44, 49, 50) электрода имеется сформированный путем прессования паз (7, 25, 45), подлежащий заполнению краевой накладкой (11, 12, 13; 29, 32, 33; 48, 51, 52) электрода, изготовленной из изоляционного материала, причем передний конец упомянутого паза со стороны кромки края (4, 5,6; 24, 30, 31; 44, 49, 50) электрода по существу равен по ширине заднему концу (10, 28, 53) паза, расположенному внутри электрода. 2. Электрод по п.1, отличающийся тем,что, по меньшей мере, край (5, 24, 44) напротив рейки подвески электрода снабжен пазом (7, 25,45) для краевой накладки. 3. Электрод по п.1 или 2, отличающийся тем, что край (5, 24, 44) напротив рейки подвески и края (4, 6; 32, 33; 49, 50), соединенные с рейкой подвески электрода, снабжены пазом (7,25, 45), предназначенным для краевой накладки. 4. Электрод по любому из пп.1-3, отличающийся тем, что ширина паза (7, 25, 45), образованного в крае электрода, одинакова в части, расположенной между концами паза (4, 5, 6; 10), (24, 30, 31; 28) и (44, 49, 50; 53). 5. Электрод по любому из пп.1-3, отличающийся тем, что паз (7, 25, 45), образованный в крае электрода, имеет расширение в области,расположенной между концами паза (4, 5, 6; 10),(24, 30, 31; 28) и (44, 49, 50; 53). 6. Электрод по любому из пп.1-3, отличающийся тем, что паз (7, 25, 45), образованный в крае электрода, имеет сужение в области, расположенной между концами паза (4, 5, 6; 10),(24, 30, 31; 28) и (44, 49, 50; 53). 7. Способ изготовления электрода для электролитического рафинирования или электролитической экстракции, отличающийся тем,что, по меньшей мере, в пазу (7, 25, 45), образованном в крае (5, 24, 44) напротив рейки подвески электрода, при помощи прессования выдавливанием формируют краевую накладку (12,29, 48), размещая ее, по меньшей мере, частично в упомянутом пазу. 8. Способ по п.7, отличающийся тем, что в краях (4, 6; 30, 31; 49, 50), соседних с рейкой подвески электрода, и в крае (5, 24, 44) напротив рейки подвески путем прессования выдавливанием формируют краевую накладку (11, 12,13; 29, 32, 33; 48, 51, 52), изготовленную из изоляционного материала, размещая ее, по меньшей мере, частично в пазу. 9. Способ изготовления электрода по п.1,отличающийся тем, что, по меньшей мере, в пазу (7, 25, 45), образованном в крае (5, 24, 44) напротив рейки подвески электрода, формируют краевую накладку (12, 29, 48), изготовленную из изоляционного материала, размещая ее,по меньшей мере, частично в пазу путем установки по существу клиновидной краевой накладки в пазу, при этом стенки (8, 9; 26, 27; 46, 7 47) паза снимают в направлении краевой накладки для удержания ее на месте в пазу. 10. Способ по п.9, отличающийся тем, что в краях (4, 6; 30, 31; 49, 50), соседних с рейкой подвески электрода, и в краях (5, 24, 44) напротив рейки подвески формируют краевую накладку (11, 12, 13; 29, 33; 48, 51, 52), изготовленную из изоляционного материала, размещая ее, по меньшей мере, частично в пазу (7, 25, 45) путем установки по существу клиновидной 8 краевой накладки в пазу, при этом стенки (8, 9; 26, 46, 47) паза сжимают в направлении краевой накладки для удержания ее на месте в пазу. 11. Способ по любому из пп.7-10, отличающийся тем, что в краях (4, 6; 30, 31; 40, 50),соседних с рейкой подвески электрода, и в краях (5, 24, 44) напротив рейки подвески обеспечивают по существу непрерывную защиту, выполненную из изоляционного материала.
МПК / Метки
МПК: C25C 7/02
Метки: электрода, способ, рафинирования, электролитической, изготовления, экстракции, электрод, такого, электролитического
Код ссылки
<a href="https://eas.patents.su/5-1476-elektrod-dlya-elektroliticheskogo-rafinirovaniya-ili-elektroliticheskojj-ekstrakcii-i-sposob-izgotovleniya-takogo-elektroda.html" rel="bookmark" title="База патентов Евразийского Союза">Электрод для электролитического рафинирования или электролитической экстракции и способ изготовления такого электрода</a>
Способ изготовления маточной пластины для электролитической очистки и маточная пластина, изготовленная этим способ
Номер патента: 778
Опубликовано: 24.04.2000
Автор: Марттила Том Эрланд
МПК: B29C 47/02, C25C 7/02
Метки: очистки, способ, изготовленная, электролитической, маточная, маточной, этим, пластина, изготовления, пластины
Формула / Реферат:
1. Способ изготовления маточной пластины для электролитической очистки, которая включает в себя металлическую пластину (1), опорный элемент (2) металлической пластины и пластмассовую окаймляющую полосу (6), покрывающую, по крайней мере, одну из сторон (3, 4, 5) металлической пластины (1), отличающийся тем, что для нанесения окаймляющей полосы (6) на маточной пластине (1) закрепляют пресс-форму (7), оборудованную пресс-экструдером (11) для...
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04C 2/38, E04B 1/343
Метки: способ, элемента, изготовления, конструкции, также, такого, рамного, зданий, модульного, использования, качестве, рамный, элемент
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Способ экстракции клавулановой кислоты
Номер патента: 277
Опубликовано: 25.02.1999
Автор: Раддик Симон
МПК: C07D 503/00
Метки: клавулановой, кислоты, экстракции, способ
Формула / Реферат:
1. Способ водной экстракции, по которому поток в основном не смешивающегося с водой органического растворителя, содержащего водорастворимое органическое растворенное вещество, которое представляет собой бета-лактамный антибиотик, такой как пенициллин или цефалоспорин, или клавулановую кислоту в виде свободной кислоты или ее лабильного производного или ее соли, быстро приводят в контакт с потоком водной среды в первой зоне смешения, являющейся...
Способ электростатической окраски элементов из диэлектрика или материала с низкой электропроводностью, установка для окраски и электрод установки
Номер патента: 1315
Опубликовано: 26.02.2001
Автор: Лебиода Робер
Метки: электростатической, диэлектрика, установка, установки, окраски, низкой, материала, элементов, электропроводностью, способ, электрод
Формула / Реферат:
1. Электрод (17) установки для окраски электростатическим методом элементов из диэлектрических материалов или материалов с низкой электропроводностью, предназначенный для ввода в контакт с подлежащим окраске элементом (16) и для подсоединения к одному из двух полюсов источника (19) электрического напряжения, комплектующего установку, причем указанная установка содержит пистолет-распылитель (13), включающий в зоне прохода краски электрод,...
Диафрагменный элемент для электролитического фильтрпрессного узла
Номер патента: 134
Опубликовано: 29.10.1998
Авторы: Д'эрасмо Пьетро, Люсфьорд Рогер Марено
МПК: C25B 9/00
Метки: электролитического, фильтрпрессного, диафрагменный, элемент, узла
Формула / Реферат:
1. Диафрагменный элемент для электролитического фильтрпрессного узла, состоящего из анодного и катодного отсеков, разделённых диафрагмой (12), при этом диафрагменный элемент состоит из корпуса (1), отверстий (8,9) для прохождения газа и жидкости, отличающийся тем, что корпус (1) выполнен из жёсткой стали, покрытой эластичным вулканизируемым материалом (6) , служащим в качестве электрической изоляции и одновременно для герметизации и составляющим...
Предыдущий патент: Многокрасочный крупноформатный струйный принтер
Следующий патент: Пространственная рама для автомобиля и способ ее изготовления (варианты)
Случайный патент: Способ и система для компьютерной игры