Изделия на основе полимолочной кислоты и их использование
Формула / Реферат
1. Изделие в форме шнура, изготовленное экструзией литых пленок или экструзией раздувных пленок, содержащее полимолочную кислоту (ПМК), растянутое, по меньшей мере, в продольном направлении (X) до полной степени вытяжки, составляющей по меньшей мере 1:4, и до максимальной полной степени вытяжки, составляющей 1:1,5, в поперечном направлении (Y), с минимальным отношением степеней двухосной вытяжки (X/Y), равным 2,7, где полимолочная кислота составляет более 95 мас.% данного изделия.
2. Изделие по п.1, которое представляет собой ленту, пленку, нить или мультифиламент.
3. Изделие по п.1, растянутое с минимальным отношением степеней двухосной вытяжки (X/Y), равным 4.
4. Изделие по любому из предыдущих пунктов, в котором ПМК составляет более 97 мас.% изделия.
5. Изделие по п.1, имеющее предел прочности на разрыв по меньшей мере 150 МПа или более, удлинение при разрыве 7-25%, предпочтительно 10-15% и модуль упругости, измеренный способом испытания по стандарту EN 10002, 4,5 ГПа или более.
6. Изделие по любому из предыдущих пунктов, в котором ПМК имеет температуру стеклования (Тст.) по меньшей мере 60°С.
7. Изделие по любому из предыдущих пунктов, в котором ПМК имеет температуру плавления (Тпл.) менее 160°С.
8. Изделие по любому из предыдущих пунктов, которое фибриллировано по меньшей мере на части его длины и/или по меньшей мере на части его окружности.
9. Изделие по любому из предыдущих пунктов, в котором полная степень вытяжки в продольном направлении (X) составляет по меньшей мере 1:4 и которое получено с помощью более чем одной стадии растяжения, причем на первой стадии растяжения степень вытяжки в продольном направлении ниже 1:4, а на второй или последующей стадии растяжения полная степень вытяжки в продольном направлении составляет более 1:4.
10. Изделие по любому из предыдущих пунктов, в котором полная степень вытяжки в продольном направлении X составляет от 1:5 до 1:8, предпочтительнее от 1:6 до 1:8.
11. Способ получения изделия по любому из предыдущих пунктов, включающий следующие стадии:
подачу материала на основе полимолочной кислоты, в котором ПМК составляет более 95 мас.%, в экструдер;
охлаждение полученного экструзией материала на основе полимолочной кислоты до температуры 15-45°С;
необязательную нарезку охлажденного материала на две или большее число полос;
первую стадию растяжения, в которой материал подают на первый ролик, затем в первую печь, в которой его нагревают до температуры, составляющей 75-95°С, и затем на второй ролик, причем скорость вращения второго ролика превышает скорость вращения первого ролика;
вторую стадию растяжения, в которой материал подают во вторую печь, в которой его нагревают до температуры, составляющей 95-120°С, и затем на третий ролик, причем скорость вращения третьего ролика превышает скорость вращения второго ролика, и полная степень вытяжки составляет по меньшей мере 1:4 в продольном направлении (X), и максимальная полная степень вытяжки составляет 1:1,5 в направлении (Y), поперечном продольному направлению, с минимальным отношением степеней двухосной вытяжки (X/Y), равным 2,7.
12. Способ по п.11, который включает стадию экструзии раздувных пленок.
13. Способ по п.11, в котором полученный экструзией материал на основе ПМК охлаждают до температуры 30-35°С.
14. Способ по п.11, где материал нагревают до температуры 80-90°С в первой печи.
15. Способ по п.11, где материал нагревают до температуры 100-110°С во второй печи.
16. Применение изделия по любому из пп.1-10 для садоводства.
17. Веревка, содержащая по меньшей мере 80 мас.% изделия по любому из пп.1-10.
Текст
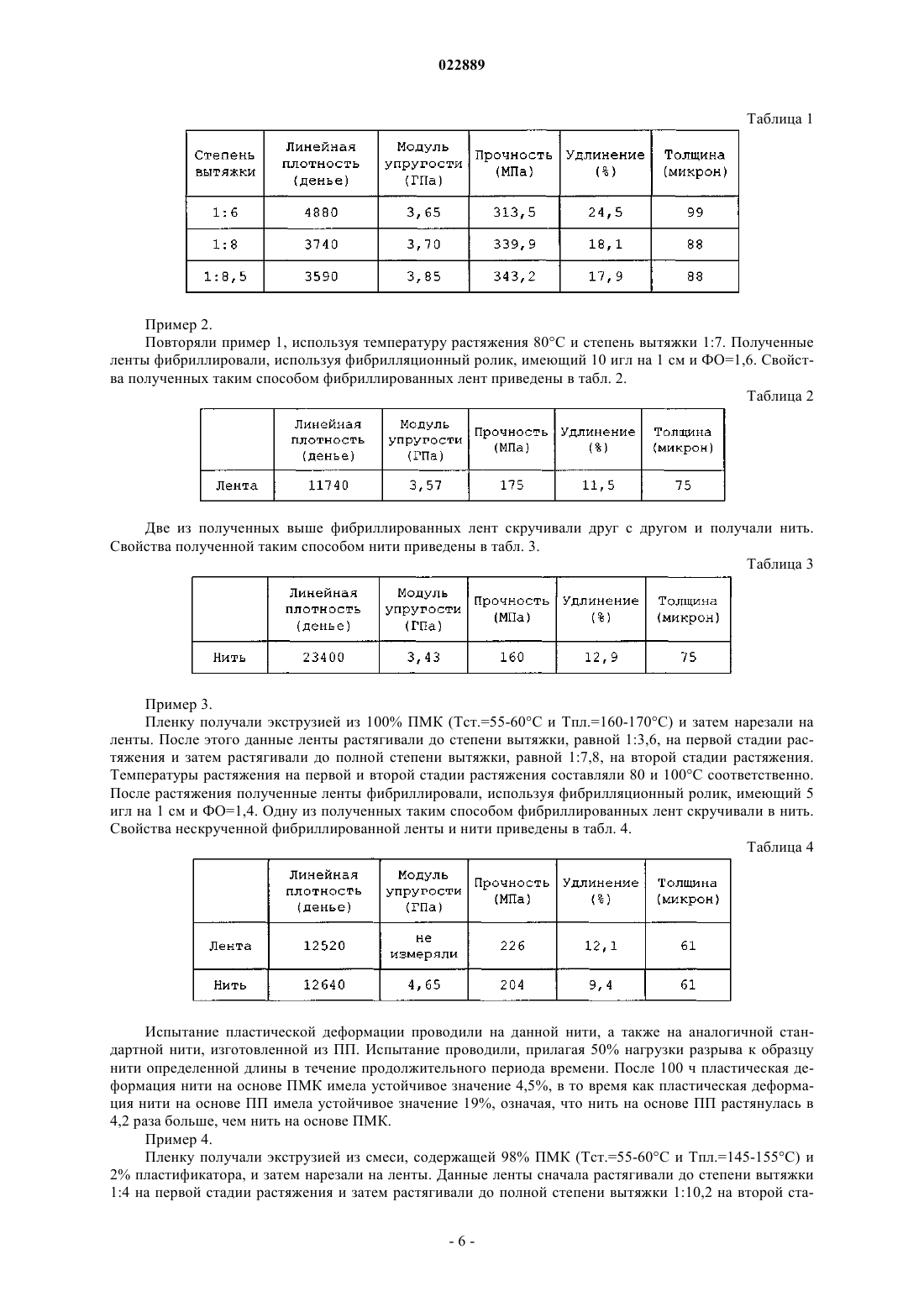
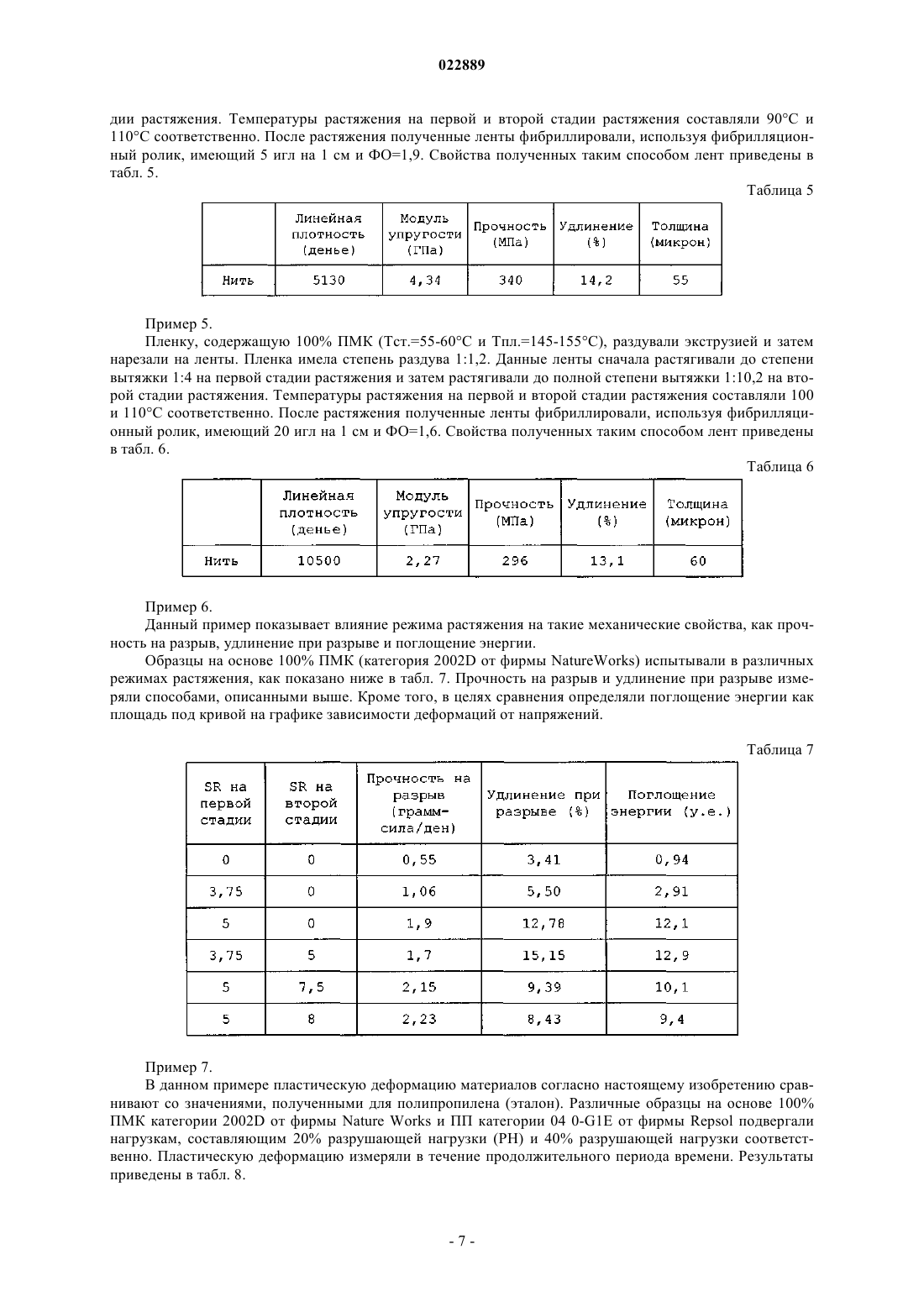
ИЗДЕЛИЯ НА ОСНОВЕ ПОЛИМОЛОЧНОЙ КИСЛОТЫ И ИХ ИСПОЛЬЗОВАНИЕ Настоящее изобретение относится к материалам, содержащим полимолочную кислоту (ПМК). Согласно настоящему изобретению материал на основе ПМК растягивают, по меньшей мере,в продольном направлении до полной степени вытяжки, составляющей 1:4 или более. Данные материалы имеют превосходную биоразлагаемость и находят применение в садоводстве, в частности, для подвязки растений или их частей.(71)(73) Заявитель и патентовладелец: ЛАНКХОРСТ ПЬЮР КОМПОЗИТС Б.В. (NL) Настоящее изобретение относится к материалам, содержащим полимолочную кислоту (ПМК). Полимолочная кислота имеет структурную формулу -[-С(СН 3)-С(O)-O-]n-. Одним из ключевых свойств ПМК является ее биоразлагаемость, т.е. возможность разложения при компостировании под воздействием ферментов с течением времени. Разработка биоразлагаемых полимеров представляет особый интерес в сельском хозяйстве, в частности в садоводстве. В течение долгого времени ощущается потребность в изготовленных из биоразлагаемого материала лентах (или нитях, тросах и подобных предметах),которые можно использовать для подвязки растений и в подобных целях. В настоящее время эти ленты изготовляют из неразлагаемых пластмасс, например полиолефинов. В результате этого, образующиеся органические отходы (например, листья, стебли или целые растения) текущей садоводческой деятельности необходимо очищать от данных неразлагаемых пластмасс перед компостированием для получения полностью биоразлагаемого материала. Эту очистку обычно осуществляют вручную и, следовательно,она является дорогостоящей и трудоемкой. Было бы желательно иметь биоразлагаемые ленты, которые можно использовать в вышеуказанных целях в отрасли сельского хозяйства, в частности в садоводстве. Задача настоящего изобретения состоит в предложении материалов на основе ПМК в вышеуказанных целях, в частности, для использования в садоводстве при подвязке растений или частей растений. В прошлом предпринимали попытки производства лент на основе ПМК в вышеуказанных целях. Однако эти попытки не произвели изделия с подходящими свойствами. Оказалось, что одна из важных операций в производстве подходящих лент в указанных целях представляет собой стадию фибрилляции. Эта стадия фибрилляции включает нанесение одного или более мелких разрезов в продольном направлении лент. Как правило, для этой цели используют игольчатый ролик или штифтовый ролик. При этом лента становится более пластичной, что важно для получения изделия, которое можно практически завязать в узел. При использовании известных в технике материалов на основе ПМК обнаружено, что стадия фибрилляции не может быть успешно выполнена, потому что это привело бы к обрыву или расщеплению ленты, делающему изделие непригодным. В заявке ЕР-А-1514902 описаны двухосно вытянутые пленки на основе ПМК, содержащие пластификатор особого типа. Пленки согласно заявке ЕР-А-1514902 растянуты до степени вытяжки поверхности, составляющей 7 или более. Продольное растяжение со степенями более 4, в частности в продольном направлении, не предложено и не описано в настоящем документе. Пластификаторы добавляют к составам согласно заявке ЕР-А-1514902, чтобы увеличить стойкость к растрескиванию матрицы на основе ПМК и, следовательно, чтобы уменьшить расщепление ленты. Однако это решение производит эффект уменьшения модуля упругости материалов. Соответственно, у материалов, описанных в заявке ЕР-А 1514902, обнаружен модуль упругости, как правило, ниже уровня 1,5 ГПа, который является относительно низким. Известно, что добавление некоторых пластификаторов, также известных в качестве внутренних смазочных материалов, приводит к увеличению скоростей пластической деформации, что можно легко наблюдать по влиянию на температуру стеклования (Тст.) модифицированных полимеров, как описали в своей статье Baiardo и др. (Journal of Applied Polymer Science, 90 (2003) 1731-1738). Высокие скорости пластической деформации являются неприемлемыми во многих ситуациях, в частности, в применениях, предусмотренных настоящим изобретением. Кроме того, эти внутренние смазочные материалы могут иногда выщелачиваться или просто мигрировать к поверхности материала и приводить к хрупкости пластмассы, меньшей способности к завязыванию узлов вследствие скользкой поверхности веревки или нити и/или болезням растений в случае несовместимости с ними. В заявке JP-A-2004115051 описаны упаковочные ленты, содержащие смесь 10-45 мас.% ПМК и алифатически-ароматического сополиэфира. Эти ленты предложены с поверхностными неоднородностями по меньшей мере на одной стороне. Алифатически-ароматические сополиэфиры широко используют для улучшения эксплуатационных характеристик ПМК, и они могут придавать высокую прочность производимым лентам и нитям. Тем не менее, эти сополимеры оказались недостаточно устойчивыми к ультрафиолетовому излучению и требуют УФ-стабилизации, чтобы их можно было использовать в приложениях, в которых материалы должны находиться на солнечном свете. С одной стороны, обнаружено,что ПМК в виде чистого полимера (т.е. содержащая более 95 мас.% ПМК, предпочтительно более 97 мас.%, предпочтительнее более 99 мас.%) обеспечивает очень хорошую УФ-устойчивость, в то время как добавление сополиэфиров типа, описанного в заявке JP-A-2004115051, даже на таком низком уровне как 5 мас.%, уже приводит к ускоренному разложению, как видно из приведенного ниже примера сравнения материалов. В заявке JP-A-2003260733 описана двуосно-растянутая пленка, содержащая ПМК на основе нерацемической молочной кислоты, которая обогащена L-энантиомером. Двухосная вытяжка осуществляется с отношением X/Y в пределах 0,9-2,0, где X представляет собой степень вытяжки в продольном направлении, и Y представляет собой степень вытяжки в поперечном направлении. В данном документе не описаны и не предложены полные степени вытяжки в продольном направлении более 4. Прочность на разрыв в поперечном направлении очень низкая и составляет менее 50 мН, очевидно поэтому поведение пленки при резании представляет собой проблему. Изделия на основе ПМК согласно настоящему изобретению имеют форму ленты, пленки или нити или аналогичную форму. Как правило, они характеризуются длиной, которая значительно превышает их толщину. Обычно изделие представляет собой нитеподобный предмет, имеющий длину, которая превышает его толщину более чем в 100 раз. Например, типичная катушка может содержать около 5000 м ленты, имеющей толщину 0,1 мм или меньше. Лента может также быть скручена, в таком случае ее типичный диаметр составляет около 2,5 мм. Ее поперечное сечение может иметь любую форму. Как правило,оно круглое, квадратное или прямоугольное. Кроме того, изделие может состоять из множества волокон. Чтобы улучшить механические свойства изделий на основе ПМК, авторы настоящего изобретения провели всесторонние исследования и изучили, в частности, возможность улучшения их свойств путем использования одной или нескольких стадий растяжения (или вытягивания). В данном отношении важно отметить, что не все полимерные материалы являются "растягиваемыми" в практическом смысле, т.е. растягиваемыми в промышленном масштабе с использованием автоматизированных процессов, имеющих высокую производительность, например, порядка килограммов в минуту (например, 1 кг/мин) или более. Многие полимерные материалы имеют прочность, которая недостаточна для применения растяжения на практическом уровне. Это может быть вызвано физическими свойствами полимера и/или неоднородностями изделия. До настоящего времени считали, что изделия на основе ПМК вышеуказанного типа (ленты, пленки,нити и т.д.) нельзя растягивать в промышленном масштабе, потому что эти изделия очень чувствительны к разрушению. Если такое изделие на основе ПМК было намотано на промышленное растягивающее устройство, например, такого типа, как показано на фиг. 1, его работа в промышленном масштабе считалась невозможной без обеспечения особых мер, например добавления значительных количеств пластификатора, потому что изделие могло разрушиться до осуществления любого существенного растяжения. Авторы настоящего изобретения обнаружили, что путем тщательного выбора исходного материала на основе ПМК оказалось возможным растягивать ленты, пленки, нити и подобные изделия, содержащие данный материал на основе ПМК, до полной степени вытяжки более 1:4. Кроме того, было обнаружено,что растяжение до степени более 1:4 в одной стадии растяжения не всегда возможно и может привести к разрушению материала. Следовательно, предпочтительно растяжение до полной степени вытяжки осуществлять более чем за одну стадию растяжения, при этом в первой стадии растяжения степень вытяжки составляет менее 1:4, и вторая или последующая стадия растяжения осуществляется с полной степенью вытяжки более 1:4, предпочтительнее более 1:5, еще предпочтительнее более 1:6. Как правило, предпочитают сохранять полную степень вытяжки ниже 1:11, предпочтительно ниже 1:8. При осуществлении стадии растяжения наблюдается беление материала на основе ПМК. Это является показателем увеличения прочности. При осуществлении растяжения многостадийным способом можно обеспечить превосходное регулирование свойств материала. На известном уровне техники, например, в заявке JP А 2003260733, двухосную вытяжку также использовали для производства лент на основе ПМК. Однако цель этого известного использования двухосной вытяжки состояла в уменьшении прочности пленок на разрыв, очевидно, чтобы сделать их пригодными для высокоскоростных операций резания. Такая ограниченная двухосная вытяжка (отношение степеней двухосной вытяжки составляет 2 или меньше) не оказывает воздействия на уже низкую стойкость к растрескиванию материала. Это четко видно из приведенного ниже примера 6. Нерастянутый материал на основе ПМК имеет очень низкое удлинение при разрыве и прочность на разрыв, что отражается на малом поглощении энергии ленты, изготовленной из такого материала. В процессе растяжения материал на основе ПМК претерпевает переход из стеклообразного в полукристаллическое состояние вследствие вызванного растяжением упорядочения молекул. Это отражается на изменении цвета лент или пленок от прозрачного до белого вследствие образования сетки волосных трещин. Данный эффект проявляется при различных степенях вытяжки в зависимости от температуры, причем более высокая температура растяжения сдвигает данный эффект к более высоким степеням вытяжки. Удлинение при разрыве и поглощение энергии достигают оптимальных значений непосредственно перед белением ленты. При большем растяжении прочность на разрыв продолжает расти, но стойкость к растрескиванию изготовленной пленки или ленты снова снижается. Одно- или двухосная вытяжка ниже полной степени вытяжки (SR), равной 4, приведет к получению пленок и лент, которые являются относительно непрочными и сложными в обращении. Таким образом, в одном аспекте настоящее изобретение относится к ленте, пленке или нити или подобным изделиям, содержащим ПМК, которые растягивают до полной степени вытяжки, составляющей по меньшей мере 1:4. Следует отметить, что, насколько это известно авторам настоящего изобретения, ленту из чистой ПМК никогда ранее не растягивали до таких высоких степеней вытяжки. Как хорошо известно специалисту в данной области техники, при растяжении изделия его структура изменяется, в том числе и тем, что перестраиваются молекулы (полимерные цепи). Это изменение структуры проявляется в повышении предела прочности на разрыв и в увеличении модуля упругости (модуля Юнга). Таким образом, предел прочности на разрыв и/или модуль упругости фактически представляют собой параметры изделия и могут использоваться для характеристики изделия. Согласно настоящему изобретению,могут быть предложены изделия, имеющие предел прочности на разрыв, составляющий 150 МПа или более, удлинение при разрыве, составляющее обычно 7-25%, и модуль упругости, составляющий 4,5 ГПа или более. Для сравнения, типичный нерастянутый материал на основе ПМК имеет предел прочности на разрыв около 60 МПа, удлинение при разрыве, составляющее 1%, и модуль упругости около 3 ГПа. Модуль упругости при использовании в настоящем описании можно определить с помощью известных в технике способов. Если не определено иное, все значения, используемые в настоящем описании, получены с использованием способа испытаний по стандарту EN 10002. Описанные в изобретениях изделия предпочтительно изготавливают экструзией литых пленок или экструзией раздувных пленок. Полная степень вытяжки при использовании в настоящем описании в первую очередь означает однонаправленное растяжение, в частности растяжение в машинном (продольном) направлении. Однако, как правило, невозможно предотвратить некоторое поперечное растяжение, в частности, когда осуществляют экструзию раздувных пленок. Согласно настоящему изобретению полная степень вытяжки в продольном направлении (X) превышает 4, в то время как полная степень вытяжки в поперечном к пленке направлении (Y) предпочтительно составляет менее 1,5, таким образом, отношение данных степеней вытяжки (X/Y, отношение степеней двухосной вытяжки) составляет 2,7 или более, но предпочтительно 4 или более. Одним из параметров, который оказался влияющим на растяжимость, является температура стеклования (Тст.) ПМК. Согласно настоящему изобретению, если материал подлежит одностадийному растяжению, ПМК должна предпочтительно иметь Т ст. 60 С или более, предпочтительнее 60-75 С. Это превышает значение Тст. большинства имеющихся в продаже сортов ПМК, которые, как правило, имеют Тст. около 50 С. Изделия на основе ПМК, имеющей Тст. ниже 60 С, например 58 С, оказались менее пригодными для обработки с использованием одностадийного растяжения. Однако при применении многостадийного растяжения эти материалы также можно использовать. Предпочтительно используют ПМК, обогащенную одним из энантиомеров, предпочтительно, чтобы L-энантиомер был основным энантиомером, предпочтительнее, чтобы более 85 мас.% мономерных звеньев, составляющих ПМК, представляли собой L-молочную кислоту, еще предпочтительнее более 90 мас.%, наиболее предпочтительно 96-98 мас.%. Обнаружено, что это улучшает эксплуатационные характеристики и механические свойства, требуемые для использования в садоводстве. Другим параметром, который оказался сильно влияющим на растяжимость, является температура плавления (Тпл.) ПМК. Согласно настоящему изобретению, если материал подлежит одностадийному растяжению, ПМК должна предпочтительно иметь Тпл., составляющую 160 С или менее, предпочтительнее 130-160 С, наиболее предпочтительно около 150 С. Это ниже значения Тпл. большинства имеющихся в продаже сортов ПМК, которые, как правило, имеют Тпл. около 170-185 С. Однако при применении многостадийного растяжения также можно использовать изделия на основе ПМК, имеющей Тпл. выше 160 С. Изделия на основе ПМК согласно настоящему изобретению могут дополнительно содержать добавки для улучшения эксплуатационных характеристик или изменения оптических свойств. Предпочтительно, чтобы изделие не содержало или почти не содержало (т. е. содержало, как правило, менее 0,5 мас.%) пластификаторов. Важное преимущество использования материалов на основе ПМК в садоводстве состоит в том, что они не разрушаются или с трудом разрушаются под действием УФ-излучения, в отличие от других материалов, используемых для этой цели, например полипропилена, к которому по этой причине обычно требуется добавка УФ-стабилизатор. К изделиям согласно настоящему изобретению не требуется добавлять никакие УФ-стабилизаторы. В одном варианте осуществления настоящего изобретения никакие добавки не присутствуют, и изделие состоит в существенной степени из ПМК, т.е. ПМК составляет более 95 мас.% изделия. Предпочтительно ПМК составляет более 97 мас.%, предпочтительнее более 99 мас.% изделия. Изделия согласно настоящему изобретению проявляют превосходную компостируемость, которую можно дополнительно повысить за счет увеличения удельной площади поверхности в результате фибрилляции. Таким образом, материалы согласно настоящему изобретению обычно разлагаются при компостировании с такой же или сопоставимой скоростью, как растительные материалы, или даже быстрее. В предпочтительно варианте осуществления ленты производят с использованием установки, которая схематично показана на фиг. 1. Как показано на фиг. 1, в одном варианте осуществления способа согласно настоящему изобретению сырой материал на основе ПМК, обычно в виде гранул, подают в экструдер, в котором его продавливают через фильеру 2. После этого материал охлаждают, пропуская его над роликом, который помещен в баню с водой, обычно имеющей температуру 15-45 С. Затем материал подают в продольнорезательную машину 4, где ленту разрезают на две или большее число полос. Первую стадию растяжения осуществляют, подавая материал сначала на ролик 1, затем в первую печь, где его нагревают до температуры, обычно составляющей 75-95 С, предпочтительно 80-90 С, и затем на ролик 2. Материал на основе ПМК растягивают, выбирая скорость вращения ролика 2 выше скорости вращения ролика 1. После этого осуществляют вторую стадию растяжения, подавая материал сначала во вторую печь, где его нагревают до температуры, обычно составляющей 95-120 С, предпочтительно 100-110 С, и затем на ролик 3, причем скорость вращения ролика 3 выбирают выше скорости вращения ролика 2. Наконец, изде-3 022889 лие наматывают на катушки. В качестве роликов 1-3 предпочтительно используют прядильные диски. Предпочтительно после образования пленки из фильеры экструдера ее подают в охлаждающую баню, как правило, баня наполнена водой с относительно низкой температурой 15-45 С, предпочтительно около 30-35 С. Это "замораживает" пленку и предотвращает так называемое образование шейки пленки. Перед растяжением экструдер предпочтительно очищают полиэтиленом (ПЕ), имеющим показатель текучести расплава по меньшей мере 2, предпочтительно по меньшей мере 5, например около 8. Материалы согласно настоящему изобретению можно производить способом экструзии раздувных пленок (также называется "экструзия рукавных пленок"). Экструзия раздувных пленок представляет собой способ, известный сам по себе. Данный способ включает экструзию пластмассы через круглую фильеру с последующим "пузыреподобным" расширением. Таким способом в одной операции можно производить рукавные материалы (в том числе плоские и с боковыми фальцами). Ширину и толщину пленки можно регулировать такими факторами, как объем воздуха в пузырьке (скорость потока воздуха), производительность экструдера и скорость отвода изделия их экструдера. Двухосную ориентацию пленки можно регулировать скоростью транспорта и скоростью потока воздуха. Изделия согласно настоящему изобретению имеют превосходное удлинение при разрыве, как правило, 7-20%, предпочтительно около 10%. Это очень важно для вышеуказанного использования в садоводстве, потому что они обеспечивают легкое обращение и завязывание. Кроме того, изделия согласно настоящему изобретению характеризуются превосходной усадкой при повышенной температуре. При температурах приблизительно до 60 С усадка может быть низкой и составлять 0% или быть очень близкой к нулю, как видно из данных в примере 8. Изделия согласно настоящему изобретению характеризуются также относительно низкой пластической деформацией по сравнению с изделиями в виде шнура, изготовленными, например, из полипропилена (ПП). Пластическую деформацию при использовании в настоящем описании определяют как тенденцию к медленному движению или деформации под долгосрочным воздействием уровней нагрузки. Изделия в виде шнура, имеющие низкую пластическую деформацию, желательно использовать в садоводстве, например, для подвязки растений или их частей. Растения, подвязанные изделиями в виде шнура, производят нагрузку на изделия в виде шнура в процессе роста. Такая нагрузка может вызвать деформацию изделия в виде шнура, что может привести к подвешиванию растения и, соответственно, к необходимости повторной подвязки растения. В настоящее время изделия в виде шнура, используемые в садоводстве, изготавливают, главным образом, из ПП, и эти изделия имеют высокую пластическую деформацию и, следовательно, страдают вышеуказанными недостатками. Сравнение пластической деформации ПП и изделий согласно настоящему изобретению приведено ниже в примере 7. Эти исследования пластической деформации проводили при нагрузке, составляющей 20% разрушающей нагрузки и 40% разрушающей нагрузки. Настоящее изобретение предлагает лучшие эксплуатационные характеристики в отношении пластической деформации по сравнению с ПП. Изделия согласно настоящему изобретению имеют настолько низкую пластическую деформацию, что при их использовании в садоводстве для подвязки растений или их частей повторная подвязка растений не требуется в процессе их роста. Таким способом можно предотвратить повышение деформации шнура вследствие роста растений. Использование пластификаторов, как описано в технике (ЕР-А-1514 902), представляет собой сильное препятствие в настоящем изобретении, потому что указанные добавки могут неблагоприятно воздействовать на поведение материала на основе ПМК при пластической деформации. В технике, в частности, из заявки JP-A-2004115051 известны материалы, имеющие рифление на одной или обеих поверхностях пленки или ленты для увеличения шероховатости материала. Однако рифление изделия придает пленке жесткость путем создания поверхностных неоднородностей, которые делают пленку жесткой на ощупь и могут наносить вред растениям за счет царапания при использовании в садоводстве. Рифленые пленки и ленты также имеют более высокий момент инерции сечения, который препятствует вязанию узлов, кручению и свободному движению такой ленты в высокоскоростных операциях, включая ручные и машинные. Материалы согласно настоящему изобретению являются предпочтительно гладкими. Изделия согласно настоящему изобретению можно очень хорошо фибриллировать с помощью фибрилляционного ролика (например, игольчатого ролика или штифтового ролика). Нефибриллированное изделие является жестким и трудным в обращении. Нефибриллированное изделие требует усилия при сгибании и может произвольно трескаться. Эти трещины могут снижать прочность изделия и могут даже приводить к разрушению изделия. Фибриллированное изделие обладает гораздо большей гладкостью и складывается в местах надрезов. Это приводит к изделию, имеющему желательную гибкость, таким образом, что ленту можно легко скручивать, получая круглую нить. Указанная гибкость необходима для использования изделия в садоводстве, например для подвязки растений или их частей. Дополнительное преимущество стадии фибрилляции состоит в том, что увеличивается шероховатость поверхности, улучшая свойства вязания узлов. Фибрилляционный ролик обычно размещают между двумя роликами, на которые подают изделие согласно настоящему изобретению, как схематично показано на фиг. 2. Для получения желательной гибкости скорость фибрилляционного ролика (F) является предпочтительно выше, чем скорость первого ролика (R1). Скорость второго ролика (R2) обычно слегка превышает скорость первого ролика (R1) (например, превышает на 2 м/мин). Это необходимо для поддержания натяжения изделия, проходящего через ролики и предотвращения застревания изделия на иглах. Скорость фибрилляционного ролика обычно выражают как фибрилляционное отношение (ФО), которое представляет собой отношение скорости фибрилляционного ролика к скорости первого ролика. Значение ФО предпочтительно составляет от 1,2 до 1,7, предпочтительнее от 1,25 до 1,35. При ФО ниже 1,2 получаются очень короткие ленты. При ФО выше 1,6 получается ворсистое изделие. Обнаружено, что расположение игл на фибрилляционном ролике не оказывало значительного воздействия на изделие согласно настоящему изобретению. Например, можно использовать расположение около 10 игл на 1 см. В предпочтительном варианте осуществления фибрилляционный ролик занимает место в процессе,схематически показанном на фиг. 1, между роликом 3 и последним роликом перед стадией намотки. В ряде случаев фибрилляция изделий не является необходимой. Примерами этого являются мелкие ленты, которые не требуется складывать, сгибать или скручивать; тонкие ленты, которые, естественно,являются более гладкими, чем толстые ленты; и ленты с профилем, который используют в лентах для предотвращения трещин, и эти трещины, таким образом, находятся под контролем. Изделия согласно настоящему изобретению могут иметь любую нитевидную форму, включая пленки, ленты, нити, мультифиламент (состоящий из пучка волокон) или подобные формы. Для садоводства предпочтительны нити, потому что вследствие своей толщины данные изделия сокращают до минимума риск разреза растительного материала. Нити изготавливают из одной или более лент, свитых или скрученных друг с другом. Такая нить имеет круглое поперечное сечение и толщину около 2-3 мм. Толщина лент, используемых в нити, как правило, составляет менее 0,1 мм, предпочтительно 0,03-0,09 мм, предпочтительнее около 0,07 мм. Такие ленты, т.е. ленты, имеющие такую малую толщину, являются предпочтительными, потому что тонкие ленты мягче, что желательно для сокращения до минимума риска повреждения растительного материала. Изделия согласно настоящему изобретению можно использовать как основные ингредиенты веревок. Такая веревка содержит предпочтительно по меньшей мере 80 мас.%, предпочтительнее по меньшей мере 90 мас.% изделия согласно настоящему изобретению по отношению к полной массе веревки. Пример сравнения материалов 1. Исследовали три различных материала, чтобы изучить влияние содержания ПМК на чувствительность к УФ-излучению, которая отражается на остаточной прочности после его воздействия. Первый образец содержал 100% ПМК категории 2002D от фирмы NatureWorks. Второй образец представлял собой смесь 95 мас.% ПМК категории 2002D от фирмы NatureWorks и 5 мас.% алифатически-ароматического сополиэфира (Ecoflex F ВХ 7011 от фирмы BASF). Третий образец содержал 75 мас.% ПМК категории 2002D от фирмы NatureWorks и 25 мас.% алифатически-ароматического сополиэфира (Ecoflex F ВХ 7011 от фирмы BASF). Все три образца подвергали УФ-облучению в системе QUV Atlas 2000 в течение 800 ч в циклическом режиме, состоящем из 8 ч облучения и 4 ч конденсации. На стадии облучения использовали стандартные ультрафиолетовые лампы (УФ-А 340 нм), мощностью 0,77 Вт/м 2 при температуре 60 С, и стадию конденсации проводили при температуре 50 С. Затем прочность после облучения измеряли и сравнивали с первоначальной прочностью. Остаточная прочность составляла 99% для первого образца, 83% для второго образца и 64% для третьего образца, иллюстрируя, таким образом, УФ-устойчивость образца с высоким содержанием ПМК. Пример 1. Пленку получали экструзией из 100% ПМК (Тст.=65 С и Тпл.=150 С) и затем нарезали на ленты. Данные ленты затем растягивали до степени вытяжки, изменявшейся в пределах от 1:6 до 1:8,5 при одностадийном растяжении, используя температуру 100 С. Свойства полученных в таких условиях лент приведены в табл.1. Все измерения прочности проводили с помощью прибора для испытания на растяжение при скорости деформации 100%/мин и длине измерительной базы 500 мм в помещении с кондиционированием температуры. Пример 2. Повторяли пример 1, используя температуру растяжения 80 С и степень вытяжки 1:7. Полученные ленты фибриллировали, используя фибрилляционный ролик, имеющий 10 игл на 1 см и ФО=1,6. Свойства полученных таким способом фибриллированных лент приведены в табл. 2. Таблица 2 Две из полученных выше фибриллированных лент скручивали друг с другом и получали нить. Свойства полученной таким способом нити приведены в табл. 3. Таблица 3 Пример 3. Пленку получали экструзией из 100% ПМК (Тст.=55-60 С и Тпл.=160-170 С) и затем нарезали на ленты. После этого данные ленты растягивали до степени вытяжки, равной 1:3,6, на первой стадии растяжения и затем растягивали до полной степени вытяжки, равной 1:7,8, на второй стадии растяжения. Температуры растяжения на первой и второй стадии растяжения составляли 80 и 100 С соответственно. После растяжения полученные ленты фибриллировали, используя фибрилляционный ролик, имеющий 5 игл на 1 см и ФО=1,4. Одну из полученных таким способом фибриллированных лент скручивали в нить. Свойства нескрученной фибриллированной ленты и нити приведены в табл. 4. Таблица 4 Испытание пластической деформации проводили на данной нити, а также на аналогичной стандартной нити, изготовленной из ПП. Испытание проводили, прилагая 50% нагрузки разрыва к образцу нити определенной длины в течение продолжительного периода времени. После 100 ч пластическая деформация нити на основе ПМК имела устойчивое значение 4,5%, в то время как пластическая деформация нити на основе ПП имела устойчивое значение 19%, означая, что нить на основе ПП растянулась в 4,2 раза больше, чем нить на основе ПМК. Пример 4. Пленку получали экструзией из смеси, содержащей 98% ПМК (Тст.=55-60 С и Тпл.=145-155 С) и 2% пластификатора, и затем нарезали на ленты. Данные ленты сначала растягивали до степени вытяжки 1:4 на первой стадии растяжения и затем растягивали до полной степени вытяжки 1:10,2 на второй ста-6 022889 дии растяжения. Температуры растяжения на первой и второй стадии растяжения составляли 90 С и 110 С соответственно. После растяжения полученные ленты фибриллировали, используя фибрилляционный ролик, имеющий 5 игл на 1 см и ФО=1,9. Свойства полученных таким способом лент приведены в табл. 5. Таблица 5 Пример 5. Пленку, содержащую 100% ПМК (Тст.=55-60 С и Тпл.=145-155 С), раздували экструзией и затем нарезали на ленты. Пленка имела степень раздува 1:1,2. Данные ленты сначала растягивали до степени вытяжки 1:4 на первой стадии растяжения и затем растягивали до полной степени вытяжки 1:10,2 на второй стадии растяжения. Температуры растяжения на первой и второй стадии растяжения составляли 100 и 110 С соответственно. После растяжения полученные ленты фибриллировали, используя фибрилляционный ролик, имеющий 20 игл на 1 см и ФО=1,6. Свойства полученных таким способом лент приведены в табл. 6. Таблица 6 Пример 6. Данный пример показывает влияние режима растяжения на такие механические свойства, как прочность на разрыв, удлинение при разрыве и поглощение энергии. Образцы на основе 100% ПМК (категория 2002D от фирмы NatureWorks) испытывали в различных режимах растяжения, как показано ниже в табл. 7. Прочность на разрыв и удлинение при разрыве измеряли способами, описанными выше. Кроме того, в целях сравнения определяли поглощение энергии как площадь под кривой на графике зависимости деформаций от напряжений. Таблица 7 Пример 7. В данном примере пластическую деформацию материалов согласно настоящему изобретению сравнивают со значениями, полученными для полипропилена (эталон). Различные образцы на основе 100% ПМК категории 2002D от фирмы Nature Works и ПП категории 04 0-G1E от фирмы Repsol подвергали нагрузкам, составляющим 20% разрушающей нагрузки (РН) и 40% разрушающей нагрузки соответственно. Пластическую деформацию измеряли в течение продолжительного периода времени. Результаты приведены в табл. 8. Пример 8. Свободную усадку образцов из примера 6 определяли способом фирмы Testrite со временем усадки 2 мин и нагрузкой 8 8 мН. Таблица 9 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Изделие в форме шнура, изготовленное экструзией литых пленок или экструзией раздувных пленок, содержащее полимолочную кислоту (ПМК), растянутое, по меньшей мере, в продольном направлении (X) до полной степени вытяжки, составляющей по меньшей мере 1:4, и до максимальной полной степени вытяжки, составляющей 1:1,5, в поперечном направлении (Y), с минимальным отношением степеней двухосной вытяжки (X/Y), равным 2,7, где полимолочная кислота составляет более 95 мас.% данного изделия. 2. Изделие по п.1, которое представляет собой ленту, пленку, нить или мультифиламент. 3. Изделие по п.1, растянутое с минимальным отношением степеней двухосной вытяжки (X/Y),равным 4. 4. Изделие по любому из предыдущих пунктов, в котором ПМК составляет более 97 мас.% изделия. 5. Изделие по п.1, имеющее предел прочности на разрыв по меньшей мере 150 МПа или более, удлинение при разрыве 7-25%, предпочтительно 10-15% и модуль упругости, измеренный способом испытания по стандарту EN 10002, 4,5 ГПа или более. 6. Изделие по любому из предыдущих пунктов, в котором ПМК имеет температуру стеклования(Тст.) по меньшей мере 60 С. 7. Изделие по любому из предыдущих пунктов, в котором ПМК имеет температуру плавления(Тпл.) менее 160 С. 8. Изделие по любому из предыдущих пунктов, которое фибриллировано по меньшей мере на части его длины и/или по меньшей мере на части его окружности. 9. Изделие по любому из предыдущих пунктов, в котором полная степень вытяжки в продольном направлении (X) составляет по меньшей мере 1:4 и которое получено с помощью более чем одной стадии растяжения, причем на первой стадии растяжения степень вытяжки в продольном направлении ниже 1:4,а на второй или последующей стадии растяжения полная степень вытяжки в продольном направлении составляет более 1:4. 10. Изделие по любому из предыдущих пунктов, в котором полная степень вытяжки в продольном направлении X составляет от 1:5 до 1:8, предпочтительнее от 1:6 до 1:8. 11. Способ получения изделия по любому из предыдущих пунктов, включающий следующие стадии: подачу материала на основе полимолочной кислоты (ПМК), в котором ПМК составляет более 95 мас.%, в экструдер; охлаждение полученного экструзией материала на основе полимолочной кислоты до температуры 15-45 С; необязательную нарезку охлажденного материала на две или большее число полос; первую стадию растяжения, в которой материал подают на первый ролик, затем в первую печь, в которой его нагревают до температуры, составляющей 75-95 С, и затем на второй ролик, причем скорость вращения второго ролика превышает скорость вращения первого ролика; вторую стадию растяжения, в которой материал подают во вторую печь, в которой его нагревают до температуры, составляющей 95-120 С, и затем на третий ролик, причем скорость вращения третьего ролика превышает скорость вращения второго ролика, и полная степень вытяжки составляет по меньшей мере 1:4 в продольном направлении (X), и максимальная полная степень вытяжки составляет 1:1,5 в направлении (Y), поперечном продольному направлению, с минимальным отношением степеней двухосной вытяжки (X/Y), равным 2,7. 12. Способ по п.11, который включает стадию экструзии раздувных пленок. 13. Способ по п.11, в котором полученный экструзией материал на основе ПМК охлаждают до температуры 30-35 С. 14. Способ по п.11, где материал нагревают до температуры 80-90 С в первой печи. 15. Способ по п.11, где материал нагревают до температуры 100-110 С во второй печи. 16. Применение изделия по любому из пп.1-10 для садоводства. 17. Веревка, содержащая по меньшей мере 80 мас.% изделия по любому из пп.1-10.
МПК / Метки
МПК: B29C 47/88, B29C 55/00, C08L 67/04, B29C 47/00
Метки: изделия, использование, кислоты, полимолочной, основе
Код ссылки
<a href="https://eas.patents.su/10-22889-izdeliya-na-osnove-polimolochnojj-kisloty-i-ih-ispolzovanie.html" rel="bookmark" title="База патентов Евразийского Союза">Изделия на основе полимолочной кислоты и их использование</a>
Материалы на основе полиолефинов, подвергнутые вытяжке, изделия, полученные из них
Номер патента: 20316
Опубликовано: 30.10.2014
Автор: Якобс Йоханнес Антониус Йосеф
МПК: B32B 27/18, B32B 27/32, C08J 5/18...
Метки: них, изделия, основе, полученные, вытяжке, подвергнутые, материалы, полиолефинов
Формула / Реферат:
1. Материал на основе полиолефина, подвергнутый вытяжке, обладающий модулем упругости, равным по меньшей мере 17 ГПа, и прочностью, равной по меньшей мере 400 МПа, содержащий полиолефин и наноматериал, причем материал получен посредством способа, включающего стадию экструзии и стадию вытяжки, в которой материал вытягивают со степенью вытяжки, равной по меньшей мере 16, в котором наноматериал содержит частицы, обладающие по меньшей мере одним...
Состав, содержащий n-алкил триамид тиофосфорной кислоты и его использование
Номер патента: 14854
Опубликовано: 28.02.2011
Автор: Сиглер Петр
МПК: C07C 43/11, C07F 9/22, C05C 9/00...
Метки: состав, использование, триамид, тиофосфорной, n-алкил, кислоты, содержащий
Формула / Реферат:
1. Состав, содержащий N-(C1-C8-алкил или C3-C8-циклоалкил) триамид тиофосфорной кислоты, характеризующийся тем, что содержит по крайней мере один N-(C1-C8-алкил или C3-C8-циклоалкил) триамид тиофосфорной кислоты и один или больше простых гликолевых эфиров общей формулы (I)в которой R1 - водород или метил; R2выбирается из группы, которая состоит из C1-C6-алкила, C3-C6-изоалкила, C4-C6-третичного алкила; n=2-4,а также дополнительно другие...
Способ синтеза (2s)-индолин-2-карбоновой кислоты и его использование в синтезе периндоприла
Номер патента: 8929
Опубликовано: 31.08.2007
Авторы: Лекув Жан-Пьер, Зувье Жан-Клод
МПК: C07D 209/42, C07B 57/00
Метки: периндоприла, способ, 2s)-индолин-2-карбоновой, синтезе, синтеза, кислоты, использование
Формула / Реферат:
1. Способ синтеза (2S)-индолин-2-карбоновой кислоты формулы (I) характеризующийся тем, что рацемическую индолин-2-карбоновую кислоту формулы (III) подвергают взаимодействию с хиральным амином, получая соль формулы (IV) которую отфильтровывают и таким образом выделяют, с одной стороны, (2S) изомер формулы (IVа) в виде кристаллов, затем соединение формулы (IVа) подвергают реакции с соляной кислотой, получая соединение формулы (I), и, с другой...
Термопластичный композитный материал и способ получения декоративного изделия на его основе
Номер патента: 832
Опубликовано: 24.04.2000
Авторы: Кларк Анжелика Ховард, Трайсон Глен Р., Чатурведи Чару М., Дэнси Скотт Э., Робертс Дэниел Ли, Копп Дэннис Аллен, Ликиби Жан Мари Парфе
МПК: B32B 27/36
Метки: декоративного, композитный, материал, основе, изделия, получения, способ, термопластичный
Формула / Реферат:
1. Термопластичный композитный материал, в частности, в виде экструдируемого термоформуемого самонесущего листового материала, имеющий наружный декоративный химически устойчивый и регенерируемый наполненный полиэфирный слой и примыкающий внутренний несущий термопластичный слой для усиления заданных механических свойств композитного материала. 2. Композитный материал по п.1, отличающийся тем, что указанный декоративный наружный полиэфирный слой...
Реверсивные (обратные) мицеллы на основе фитостеролов и ацилглицеролов и их терапевтическое использование
Номер патента: 12453
Опубликовано: 30.10.2009
Автор: Морель Жан-Клод
МПК: A61K 9/00, A61K 9/107, A61K 9/48...
Метки: обратные, ацилглицеролов, основе, терапевтическое, реверсивные, мицеллы, использование, фитостеролов
Формула / Реферат:
1. Реверсивно-мицеллярная система, содержащая по меньшей мере один водорастворимый терапевтически активный ингредиент, фитостерол, ацилглицерол и воду. 2. Реверсивно-мицеллярная система по п.1, где мицеллы представляют собой водное ядро меньше или равное 100 нм. 3. Реверсивно-мицеллярная система по п.1 или 2, получаемая следующим способом: (a) контактирование (i) фитостерола, (ii) ацилглицерола, (iii) воды и (iv) по меньшей мере одного...
Предыдущий патент: Многослойный стеклопакет и способ его изготовления
Следующий патент: Инъецируемые композиции мелфалана, содержащие производное циклодекстрина, и способы их применения
Случайный патент: [f-18]-меченая l-глутаминовая кислота, [f-18]-меченый l-глутамин, их производные и их применение, а также способ их получения