Способ и устройство для изготовления гнутого изделия
Номер патента: 22537
Опубликовано: 29.01.2016
Авторы: Куваяма Синдзиро, Симада Наоаки, Томизава Ацуси, Иноуе Сабуро
Формула / Реферат
1. Устройство для изготовления гнутого изделия, которое является элементом автомобилей или кузовов автомобилей, отличающееся тем, что оно содержит в комбинации
подающее средство для подачи удлиненной металлической заготовки, имеющей замкнутый профиль поперечного сечения, в продольном направлении;
поддерживающее средство для поддержания подаваемой металлической заготовки в первой зоне;
нагревающее средство для локального нагрева подаваемой заготовки во второй зоне, расположенной после первой зоны в направлении подачи металлической заготовки;
охлаждающее средство для охлаждения нагретого во второй зоне участка подаваемой заготовки в третьей зоне, расположенной после второй зоны в направлении подачи металлической заготовки; и
захватывающее средство, выполненное с возможностью перемещения в рабочем пространстве и в направлении в трехмерном пространстве посредством плотного контакта с внешней поверхностью или с внутренней поверхностью металлической заготовки, включая, по меньшей мере, направление подачи металлической заготовки в рабочем пространстве, содержащем пространство, расположенное перед третьей зоной в направлении подачи металлической заготовки, захватывая металлическую заготовку на участке, расположенном после третьей зоны в направлении подачи металлической заготовки для приложения изгибающего момента к нагретому участку металлической заготовки.
2. Способ изготовления гнутого изделия с использованием устройства по п.1, отличающийся тем, что включает этапы, на которых
поддерживают удлиненную металлическую заготовку, имеющую замкнутый профиль поперечного сечения, в первой зоне, подавая ее в продольном направлении;
локально нагревают подаваемую металлическую заготовку во второй зоне, расположенной после первой зоны в направлении подачи металлической заготовки, охлаждают нагретый во второй зоне участок металлической заготовки в третьей зоне, расположенной после второй зоны в направлении подачи металлической заготовки, захватывают металлическую заготовку в области, расположенной после третьей зоны в направлении подачи металлической заготовки, и изменяют положение захватывающего средства, выполненного с возможностью перемещения в рабочем пространстве, в направлении в трехмерном пространстве, включая, по меньшей мере, направление подачи металлической заготовки в рабочем пространстве, включающем пространство перед третьей зоной в направлении подачи металлической заготовки, для приложения изгибающего момента к нагретому участку металлической заготовки, тем самым изготавливая гнутое изделие, имеющее трехмерно изогнутый участок, проходящий прерывисто или непрерывно в направлении длины изделия.
3. Способ по п.2, в котором гнутое изделие имеет по меньшей мере два изогнутых участка в продольном направлении, имеющих разные радиусы кривизны.
4. Способ по п.2, в котором металлическая заготовка имеет профиль поперечного сечения, выбранный из окружности, прямоугольника, эллипса, продолговатой фигуры, многоугольника, комбинации многоугольника и окружности, и комбинации многоугольника и эллипса.
5. Способ по п.2, в котором захватывающее средство захватывает металлическую заготовку путем введения в передний конец металлической заготовки.
6. Способ по п.2, в котором захватывающее средство захватывает металлическую заготовку путем контакта с внешней поверхностью переднего конца металлической заготовки.
7. Способ по п.2, в котором подаваемую металлическую заготовку локально закаляют путем локального нагревания во второй зоне до температуры, при которой возможна закалка, и охлаждают в третьей зоне.
8. Способ по п.2, в котором гнутое изделие имеет прерывистый или непрерывный закаленный участок, по меньшей мере, в направлении длины и/или в направлении окружности в поперечном сечении, пересекающем направление длины.
Текст
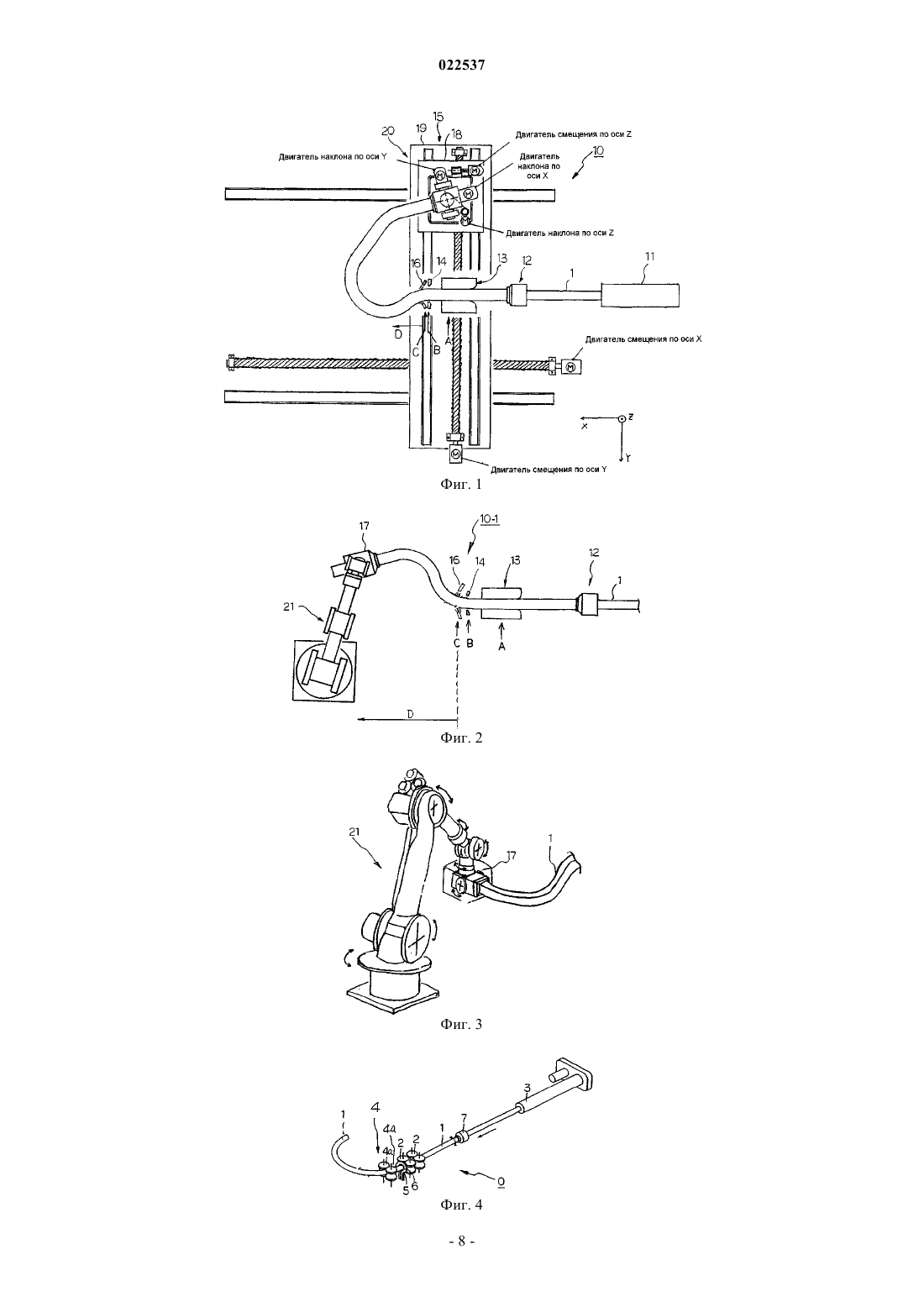
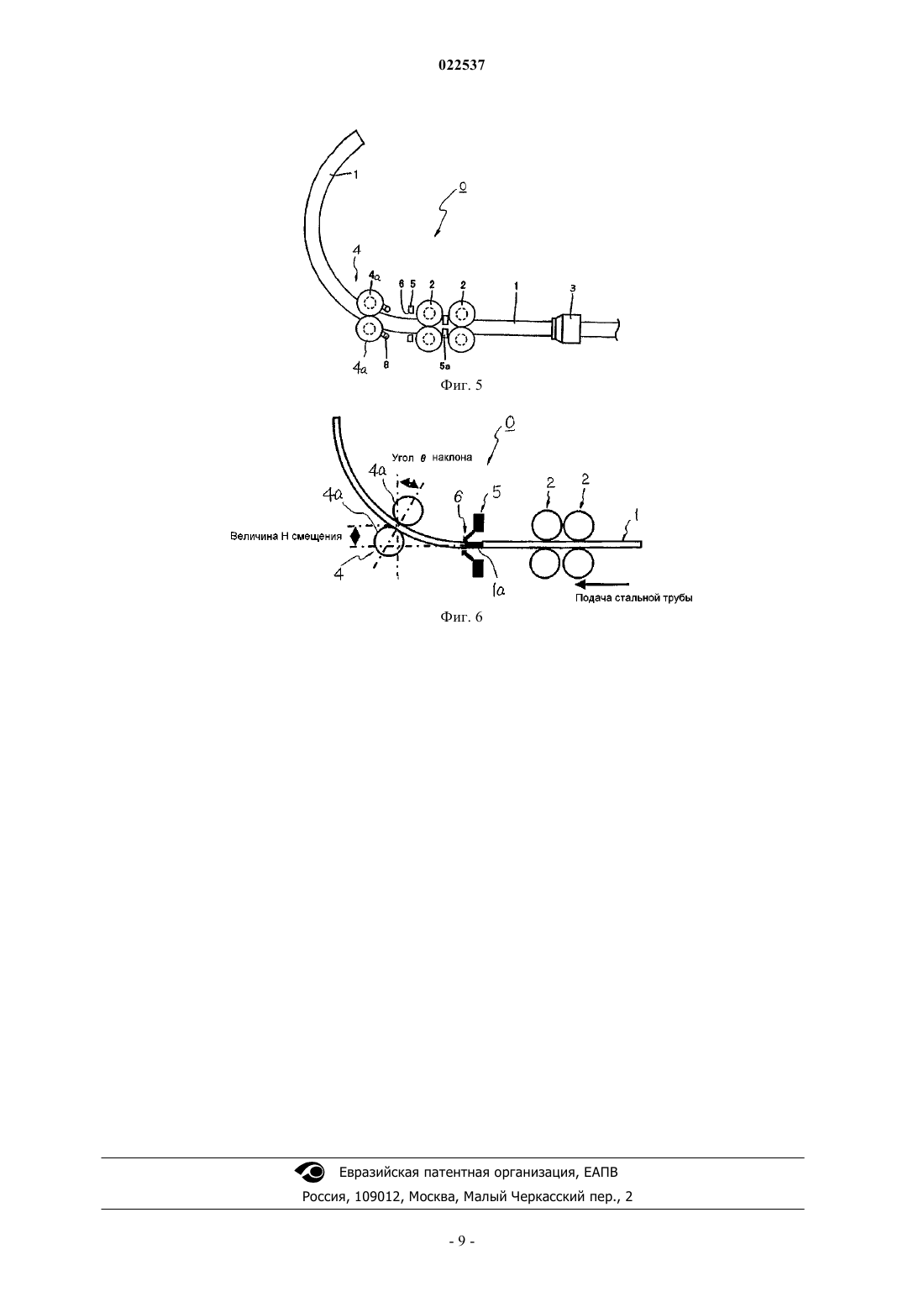
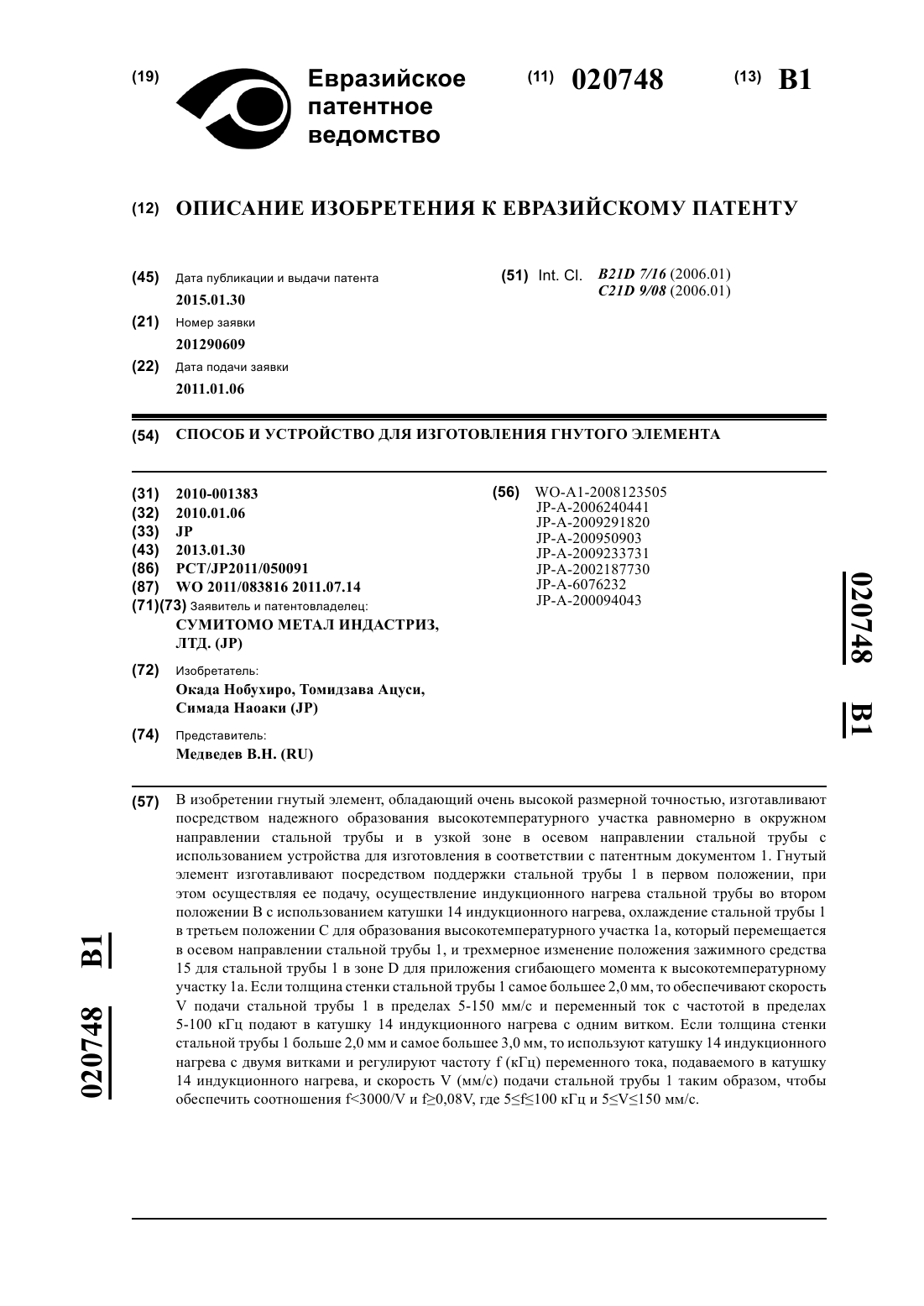
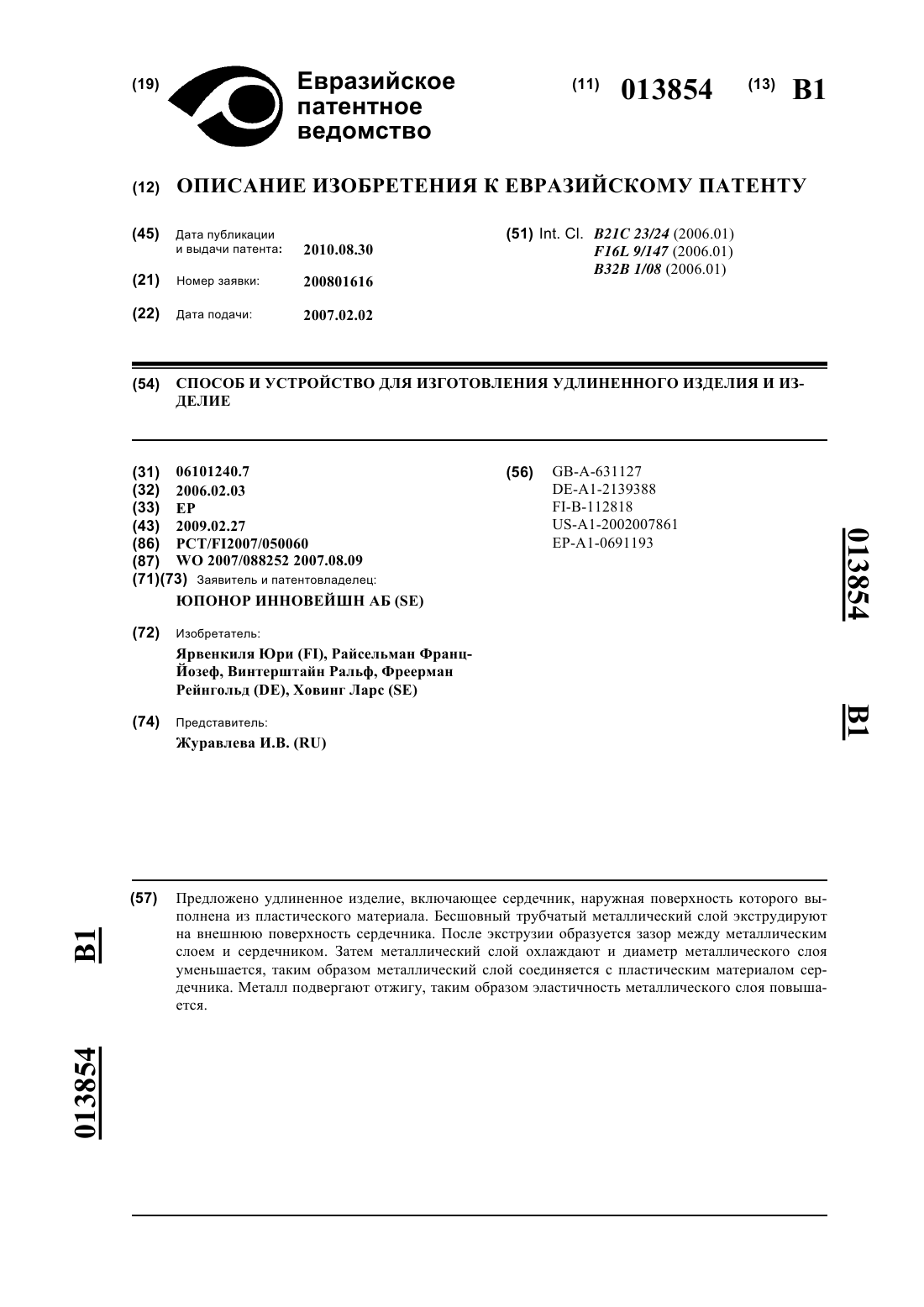
СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОГО ИЗДЕЛИЯ Способ изготовления гнутого изделия, который может гарантировать высокую точность обработки и обеспечивает возможность получения большого угла изгиба без повреждения состояния поверхности металлического материала, если необходимо получить изменяющуюся в широких пределах гнутую форму, или когда необходимо выполнить гибку высокопрочного металлического материала. Гнутое изделие, имеющее прерывистый или непрерывный в продольном направлении трехмерно изогнутый участок, изготавливают, поддерживая стальную трубу 1 в первом положении А, подавая ее в продольном направлении, локально нагревая подаваемую стальную трубу во втором положении В, охлаждая нагретый участок стальной трубы 1 в третьем положении С, и изменяя положение захватывающего средства 15, которое захватывает стальную трубу 1 на участке D,расположенном после третьего положения С, в трехмерном направлении, включая направление подачи стальной трубы 1 в рабочем пространстве, включающем пространство перед третьим положением С, для приложения изгибающего момента к нагретому участку стальной трубы 1.(71)(73) Заявитель и патентовладелец: СУМИТОМО МЕТАЛ ИНДАСТРИЗ,ЛТД.; СУМИТОМО ПАЙП ЭНД ТЬЮБ КО., ЛТД. (JP) Область техники, к которой относится изобретение Настоящее изобретение относится к способу и устройству для изготовления гнутого изделия (изделия, изготовленного гибкой). Более конкретно, настоящее изобретение относится к способу и устройству для изготовления гнутого изделия, способного производить гнутое изделие, сформированное гибкой, при этом направление гибки меняется трехмерно, эффективно и с высокой точностью даже при больших углах гибки. Уровень техники В последние годы, в связи с обеспокоенностью состоянием окружающей среды, появился спрос на легкие и прочные структурные металлические материалы. С повышением спроса на более безопасные кузова автомобилей еще более повысились требования к снижению веса и повышению прочности деталей автомобилей. Производимые начальные (исходные) металлические материалы, из которых путем обработки изготавливают детали автомобилей, должны иметь существенно более высокую прочность,чем это допускалось в прошлом. Поэтому в качестве исходного металлического материала для деталей автомобилей широкое применение получили стальные листы с высокой прочностью при растяжении,порядка 780 и даже 900 МПа. По мере того как прочность исходных металлических материалов повышалась, пересматривались и конструкции деталей автомобилей. Например, имеется большая необходимость в технологиях гибки для обработки деталей с высокой точностью при непрерывной гибке, когда направление гибки изменяется трехмерно, для получения высокопрочных деталей сложной формы для автомобилей. На фиг. 4 и 5 схематично показан гибочный станок 0 согласно изобретению, которое заявитель по настоящей заявке, в ответ на такую необходимость, раскрыл в патентном документе 1. Подающее устройство 3 выталкивает материал 1, поддерживаемый поддерживающим средством 2, так, чтобы перемещать его в осевом направлении, от входной стороны к выходной стороне. Катушка 5 высокочастотного нагрева, расположенная на выходной стороне поддерживающего средства 2, быстро нагревает участок материала 1 до температуры, при которой возможна закалка. Устройство 6 водяного охлаждения, расположенное после катушки 5 высокочастотного нагрева, быстро охлаждает металлический материал 1. Подвижная роликовая волока 4, расположенная после охлаждающего устройства 6, имеет по меньшей мере одну пару роликов 4 а, которые могут поддерживать металлический материал, в то же время подавая его. Подвижная роликовая волока может перемещаться трехмерно, тем самым передавая изгибающее движение на нагретый участок металлического материала 1, за счет чего и осуществляется гибка. Гибочное устройство 0 может производить гнутое изделие с высокой эффективностью и с достаточной точностью гибки. Полученное гнутое изделие может иметь трехмерно изогнутый участок и закаленный участок, расположенный прерывисто или непрерывно в направлении длины и/или в направлении окружности в плоскости, пересекающей направление длины. Гибочное устройство 0 может производить гнутые изделия с высокой эффективностью и с достаточной точностью гибки. Патентный документ 1: WO 2006/093006. Раскрытие изобретения Проблема, решаемая изобретением. Авторы настоящего патента провели тщательное исследование, чтобы улучшить изобретение, описанное в патентном документе 1. На фиг. 6 приведен поясняющий вид, схематично иллюстрирующий способ обработки металла, описанный в патентном документе 1. Как показано на фиг. 6, металлический материал подается влево и при этом поддерживается двумя парами поддерживающих роликов 2. Металлический материал 1 подвергают разным видом термообработки, включая закалку, за счет быстрого нагрева участков катушкой 5 высокочастотного нагрева, а затем быстрого охлаждения устройством 6 водяного охлаждения. Подвижная роликовая волока 4, расположенная после устройства 6 водяного охлаждения, выполнена с возможностью перемещения трехмерно на расстояние Н сдвига и на уголнаклона. Это движение подвижной роликовой волоки 4 прикладывает изгибающий момент к участку 1 а, который находится в горячем состоянии, поскольку нагрет катушкой 5 высокочастотного нагрева. Участок 1 а деформируется изгибающим моментом так, что металлический материал 1, подаваемый подающим устройством 3, гнется непрерывно. Для дальнейшего повышения точности размеров, т.е. точности обработки гнутого изделия, сформированного таким способом гибки, авторы исследовали причину снижения точности в таком способе гибки и провели многочисленные испытания. В результате, они обнаружили следующее.(a) Металлический материал 1, который был изогнут и охлажден, поддерживается в линейном контакте с подвижной роликовой волокой 4 в начале гибки, поэтому можно поддерживать точку контакта материала 1 с подвижной роликовой волокой.(b) По мере продолжения обработки возникает неизбежное постепенное увеличение веса, действующего на участок металлического материала 1, который уже прошел подвижную роликовую волоку 4.(c) Когда этот вес увеличивается, металлический материал 1 поворачивается вокруг положения линейного контакта с подвижной роликовой волокой 4. Этот поворот вызывает дополнительную деформацию нагретого участка 1 а, уменьшая точность обработки металлического материала 1.(d) В дополнение к вышеописанному увеличению веса, еще большее снижение точности обработки металлического материала 1 вызывается различными возмущениями, такими как неравномерность нагрева катушкой 5 высокочастотного нагрева или неравномерность охлаждения устройством 6 охлаждения, изменения исходного материала, образующего металлический материал 1, и мелкие изменения других условий обработки, которые заставляют металлический материал 1 поворачиваться.(e) Поворот металлического материала 1, вызванный такими возмущениями, можно подавить, поддерживая и ограничивая участок материала 1, который прошел через подвижную роликовую волоку 4,дополнительным подвижным роликом, благодаря которому можно противодействовать снижению точности обработки металлического материала 1.(f) Гибка металлического материала 1 с большим углом изгиба невозможна из-за зацепления между подвижной роликовой волокой 4 и другими деталями устройства. Кроме того, подвижные ролики 4 а сильно контактируют с поверхностью металлического материала 1, что ухудшает состояние поверхности металлического материала 1 или приводит к появлению царапин, в результате чего снижается производительность и увеличивается процент брака. На основе этих выводов (a)-(f) авторы обнаружили, что изобретение, раскрытое в патентном документе 1, имеет следующие проблемы 1-5. Проблема 1. Если гибка металлического материала осуществляется трехмерным движением подвижной роликовой волоки 4, ролики 4 а подвижной роликовой волоки находятся в линейном контакте с поверхностью металлического материала 1. В результате изменяется состояние поверхности металлического материала 1 или повреждается поверхность роликов 4 а, и возникает необходимость частой замены роликов 4 а. Проблема 2. Ролики 4 а подвижной роликовой волоки 4 находятся в линейном контакте с поверхностью металлического материала 1, и при этом установлены с возможностью вращения на корпусе подвижной роликовой волоки 4. Из-за возмущений, например, веса металлического материала 1, точность обработки металлического материала 1 снижается, и требуемую точность гибки получить невозможно. Проблема 3. Из-за размеров роликов 4 а подвижной роликовой волоки, размеров деталей, связанных с этими роликами (зажимы, гидравлические цилиндры, зажимные патроны, корпуса и пр.), размеров нагревательного устройства и размеров охлаждающего устройства, невозможно гнуть металлический материал 1 под углом, превышающим некоторый предел. В частности, когда радиус изгиба металлического материала 1 мал, подвижная роликовая волока и элементы, связанные с роликами, стремятся столкнуться с металлическим материалом 1 так, что его невозможно изогнуть в требуемой степени. Проблема 4. Охлаждающая среда для охлаждения металлического материала 1 обычно основана на воде. Охлаждающая среда разбрызгивается и прилипает к подвижным участкам подвижной роликовой волоки 4. В результате на движущихся частях образуется ржавчина и устройство выходит из строя. Кроме того, на поверхности нагретого металлического материала 1 образуются оксиды (далее именуемые окалиной). Часть окалины, которая образуется на поверхности металлического материала 1, затем попадает в охлаждающую среду на последующем этапе охлаждения и прилипает к подвижной роликовой волоке или ее движущимся частям. Окалина, попавшая в подвижную роликовую волоку 4, приводит к появлению царапин на поверхности роликов 4 а или изделия. Если ролики 4 а повреждены, на продукте циклически появляются царапины. Элементы скольжения в подвижной роликовой волоке 4 образуют прецизионный механизм позиционирования. Если к элементам скольжения подвижной роликовой волоки 4 прилипает окалина и повреждает их, срок службы механических деталей, образующих подвижную роликовую волоку, сокращается и точное позиционирование затруднено. Кроме того, необходимо часто выполнять плановопредупредительный ремонт, прерывая производственный процесс на длительный срок или применять меры по устранению пыли, например, закрывать все поверхности скольжения защитными крышками. Проблема 5. Для повышения точности при сборке автомобилей существует необходимость в повышении точности размеров деталей автомобилей и их кузовов. С точки зрения повышения производительности сборки автомобильных кузовов, повышения жесткости автомобильных кузовов и снижения вибраций и шумности автомобильных кузовов, вместо точечной сварки, которая использовалась в прошлом,начинают применять лазерную сварку. Детали, свариваемые лазерной сваркой, предпочтительно имеют более высокую точность размеров, чем детали, свариваемые точечной сваркой, чтобы обеспечить достижение требуемой фокальной глубины лазера. Соответственно, необходимо дополнительно повышать точность размеров деталей, которые изготавливаются в соответствии с изобретением, описанным в патентном документе 1. Задачей настоящего изобретения является создание способа и устройства для изготовления гнутого изделия, обладающего высокой эффективностью, способного давать высокую точность и позволяющего гнуть материал с большими углами не повреждая поверхность металлического материала во время гибки для получения широкого разнообразия гнутых форм или для гибки металлического материала, имеющего высокую прочность. Согласно настоящему изобретению предлагается способ изготовления гнутых изделий, отличающийся тем, что удлиненный металлический материал с замкнутой формой поперечного сечения поддер-2 022537 живают в первом положении, подавая его в направлении его длины, локально нагревают подаваемый металлический материал во втором положении, расположенном после первого положения в направлении подачи металлического материала, нагретый во втором положении участок металлического материала охлаждают в третьем положении, расположенном после второго положения в направлении подачи металлического материала, и изменяют положения захватывающего средства, которое захватывает металлический материал в области, расположенной после третьего положения в направлении подачи металлического материала, в трехмерном направлении, включая, по меньшей мере, направление подачи металлического материала в рабочем пространстве, включающем пространство перед третьим положением в направлении подачи металлического материала, для приложения изгибающего момента к нагретому участку металлического материала для изготовления изогнутого изделия, имеющего трехмерно изогнутый участок, расположенный прерывисто или непрерывно в направлении длины изделия. Согласно другому аспекту настоящего изобретения предлагается устройство для изготовления гнутого изделия, отличающееся тем, что содержит в комбинации подающее устройство для подачи удлиненного металлического материала в направлении его длины, при этом металлический материал имеет замкнутую форму поперечного сечения, поддерживающее устройство для поддержания подаваемого металлического материала в первом положении, нагревательное устройство для локального нагрева подаваемого материала во втором положении, расположенном после первого положения в направлении подачи металлического материала, охлаждающее устройство для охлаждения в третьем положении участка металлического материала, нагретого во втором положении, при этом третье положение расположено после второго положения в направлении подачи металлического материала, и захватывающее средство,выполненное с возможностью перемещения в трехмерном направлении, включая, по меньшей мере, направление подачи металлического материала, в рабочем пространстве, включающем пространство перед третьим положением в направлении подачи металлического материала, захватывая материал в области после третьего положения в направлении подачи металлического материала для приложения изгибающего момента к нагретому участку металлического материала. Эффекты изобретения Согласно настоящему изобретению даже при изготовлении гнутого изделия, направление изгиба которого меняется трехмерно, и которое требуют гнутой формы, изменяющейся в широких пределах, а также даже при гибке высокопрочных металлических материалов, можно эффективно и недорого изготавливать гнутое изделие, имеющее высокую прочность и хорошо сохраняющее форму, имеющее заданное распределение твердости и требуемую точность размеров. Кроме того, согласно настоящему изобретению гибка металлического материала происходит путем захвата металлического материала захватывающим средством, которое установлено на роботе с шарнирными сочленениями т.п., или захватывающим средством, которое выполнено за одно целое с роботом с шарнирными сочленениями. В результате угол, с которым осуществляется гибка, можно задавать большим, можно предотвратить повреждения поверхности или появление поверхностных царапин, можно гарантировать точность гибки, и гибку можно производить с высокой эффективностью. Соответственно, настоящее изобретение может найти широкое применение, например, как технология гибки гнутых изделий для автомобиля, достигшая более высокого уровня. Краткое описание чертежей Фиг. 1 представляет собой пояснительный вид, схематично иллюстрирующий в упрощенной форме структуру одного примера устройства для изготовления гнутого изделия по настоящему изобретению. Фиг. 2 представляет собой пояснительный вид, схематично иллюстрирующий структуру устройства, в котором применяется робот с шарнирными сочленениями. Фиг. 3 представляет собой пояснительный вид, схематично иллюстрирующий робота с шарнирными сочленениями. Фиг. 4 представляет собой пояснительный вид, схематично иллюстрирующий гибочное устройство по изобретению, раскрытому в патентном документе 1. Фиг. 5 представляет собой пояснительный вид, схематично иллюстрирующий гибочное устройство по изобретению, раскрытому в патентном документе 1. Фиг. 6 представляет собой пояснительный вид, схематично иллюстрирующий способ обработки,раскрытый в патентном документе 1. Перечень позиций на чертежах: 0 - гибочное устройство,1 - металлический материал,2 - поддерживающее средство,3 - подающее устройство,4 - подвижная роликовая волока,4 а - пара роликов,5 - катушка высокочастотного нагрева,6 - устройство водяного охлаждения,10, 10-1 - гибочное устройство,-3 022537 11 - подающее устройство,12 - участок захвата,13 - поддерживающее устройство,14 - устройство высокочастотного нагрева,15 - захватывающее средство,16 - охлаждающее устройство,17 - корпус,18 - первое основание,19 - второе основание,20 - перемещающий механизм. Варианты осуществления настоящего изобретения Далее следует подробное описание предпочтительных вариантов осуществления настоящего изобретения со ссылками на приложенные чертежи. На фиг. 1 представлен пояснительный вид, схематично иллюстрирующий в упрощенной форме структуру одного примера гибочного устройства 10 для изготовления гнутого изделия по настоящему изобретению. Как показано на этом чертеже, гибочное устройство 10 содержит подающее устройство 11, поддерживающее устройство 13, устройство 14 высокочастотного нагрева, охлаждающее устройство 16 и захватывающее средство 15, которые будут отдельно описаны ниже. Подающее устройство 11. Подающее устройство 11 подает удлиненный металлический материал 1, имеющий замкнутое поперечное сечение, в продольном направлении. Примером подающего устройства 1 является сервоцилиндр с электрическим питанием. Подающее устройство 11 не ограничивается конкретным типом, и в гибочном устройстве 10 вполне можно использовать любое известное устройство такого типа, например, в котором используется ходовой шариковая винтовая пара, или зубчатый ремень, или цепь и т.п. В варианте, показанном на фиг. 1, приведен пример случая, когда металлическим материалом 1 является стальная труба круглого сечения, но настоящее изобретение не ограничено случаем, когда металлическим материалом является стальная труба 1, и настоящее изобретение можно применять для полых металлических материалов, форма поперечного сечения которых является прямоугольной, эллиптической, овальной, многоугольной, комбинацией многоугольника и круга, или комбинацией многоугольника и эллипса. Металлический материал 1 удерживается удерживающим элементом 12 и подается в осевом (продольном) направлении подающим устройством 11 с заданной скоростью. Удерживающий элемент 12 выполняет функцию удержания металлического материала 1 так, чтобы осуществлять подачу этого металлического материала 1, однако оно может быть опущено, когда имеется поддерживающее устройство 13. Поддерживающее устройство 13. Поддерживающее устройство 13 поддерживает металлический материал 1, который подается в осевом направлении подающим устройством 11, расположенным в первом положении А, в то же время позволяя металлическому материалу перемещаться. Примером поддерживающего устройства 13 такого типа является фиксированная направляющая, но оно не ограничивается конкретным типом. В поддерживающем устройстве 13 можно также использовать одну или более пару расположенных друг напротив друга приводных роликов и, кроме того, можно использовать любое известное поддерживающее устройство такого типа. Металлический материал 1 подается в осевом направлении, проходя через установочное положение А поддерживающего устройства 13. Поддерживающее устройство 13 может быть заменено удерживающим элементом 12, показанным на фиг. 1. Устройство 14 высокочастотного нагрева. Устройство 14 высокочастотного нагрева локально нагревает подаваемый материал 1 во втором положении В, которое находится после первого положения А в направлении подачи металлического материала 1. В качестве устройства 14 высокочастотного нагрева можно применять катушку, которая может осуществлять высокочастотный нагрев металлического материала 1. Устройство 14 высокочастотного нагрева может быть любым известным типом высокочастотного нагревающего устройства. Изменяя расстояние нагревающей катушки устройства 14 высокочастотного нагрева до металлического материала 1 в направлении, параллельном направлению, перпендикулярному осевому направлению, металлического материала 1, участок подаваемого металлического материала можно нагревать неравномерно по окружности. Используя также по меньшей мере одно средство предварительного нагрева металлического материала 1, расположенное перед устройством 14 высокочастотного нагрева, металлический материал 1 можно нагревать многократно. Используя также по меньшей мере одно средство предварительного нагрева металлического материала 1, расположенное перед устройством 14 высокочастотного нагрева, можно неравномерно нагревать подаваемый участок металлического материала по окружности. Металлический материал 1 локально быстро нагревается устройством 14 высокочастотного нагрева. Охлаждающее устройство 16. В третьем положении С после второго положения В в направлении подачи металлического материала 1 охлаждающее устройство 16 охлаждает подаваемый участок металлического материала, который был нагрет во втором положении В. Между положением В и положением С металлический материал 1 остается нагретым до высокой температуры и находится в состоянии, в котором сопротивление деформации значительно снижено. В качестве охлаждающего устройства 16 можно использовать любое устройство, способное осуществлять требуемое охлаждение, и оно не ограничивается каким-либо конкретным типом охлаждающего устройства. В качестве обычного примера можно привести устройство водяного охлаждения, которое охлаждает металлический материал 1, разбрызгивая охлаждающую воду в заданном положении на внешнюю периферическую поверхность металлического материала 1. Как показано на фиг. 1, охлаждающую воду распыляют под углом относительно направления подачи металлического материала. Область в осевом направлении, в котором металлический материал 1 нагрет, можно регулировать, изменяя расстояние между охлаждающим средством и металлическим материалом 1 в направлении, параллельном направлению, перпендикулярному осевому направлению металлического материала 1. Охлаждающее устройство 16 быстро охлаждает участок металлического материала 1, нагретый устройством 14 высокочастотного нагрева. Средство 15 захвата. Средство 15 захвата предназначено для приложения изгибающего момента к участку металлического материала 1, который был нагрет устройством 14 высокочастотного нагрева, в трехмерном направлении, включая, по меньшей мере, направление подачи металлического материала в рабочем пространстве,включая пространство перед третьим положением С в направлении подачи металлического материала 1,осуществляя захват подаваемого металлического материала 1 в области D после третьего положения С в направлении подачи металлического материала 1. Обычно в качестве средства захвата используется механизм зажимного патрона. В настоящем изобретении средство захвата, выполненное с возможностью трехмерного перемещения, можно, разумеется, перемещать по двум осям. Таким образом, можно осуществлять гибку, в которой направление изгиба изменяется по двум осям, для изготовления гнутого изделия, в котором направление изгиба изменяется по двум осям, например, для производства S-образных изделий. Рабочее пространство является трехмерным пространством, определенным следующими уравнениями 1, 2 и 3: В уравнениях 1-3 D означает наименьший внешний размер (мм) гнутого изделия, Rmin - наименьший радиус кривизны (мм) гнутого изделия; x, y и- цилиндрические координаты, точка отсчета которых находится во втором положении, где ось x - мгновенное направление подачи металлического материала, ось y - направление, перпендикулярное оси x в горизонтальной плоскости, а угол- угол в направлении окружности. Захватывающее средство 15 выполняет гибку металлического материала трехмерно, перемещаясь в этом рабочем пространстве для изготовления гнутого изделия, имеющего требуемую форму и имеющего непрерывный или прерывистый изгиб в продольном направлении. Рабочее пространство является пространством, основанном на технической идее, поэтому, когда работа производственной линии налажена,в этом пространстве может находиться, при необходимости, установленный физический объект. Захватывающее средство 15 имеет корпус 17, имеющий цилиндрическую внешнюю форму, и перемещающий механизм 20, на котором установлено тело 17. Перемещающий механизм 20 образован первым основанием 18, расположенным так, чтобы иметь возможность перемещаться в направлении, перпендикулярном направлению подачи металлического материала 1 (в вертикальном направлении на фиг. 1), и вторым основанием 19, расположенным так, чтобы иметь возможность перемещаться в направлении подачи. Первое основание 18 и второе основание 19 приводятся в движение шариковой винтовой парой и приводным двигателем. Этот перемещающий механизм 20 позволяет корпусу 17 перемещаться двухмерно в горизонтальной плоскости. Корпус 17 образован полым элементом, внутренняя периферийная поверхность которого имеет форму, ответную форме внешней периферийной поверхности металлического материала 1. Корпус 17 захватывает металлический материал 1 за счет плотного контакта с внешней поверхностью переднего конца металлического материала 1. В отличие от примера, приведенного на фиг. 1, корпус 17 может быть образован трубой, имеющей внешнюю периферийную поверхность, форма которой является ответной форме внутренней периферийной поверхности металлического материала 1. В этом случае корпус 17 может захватывать металлический материал 1, будучи вставленным в ведущий конец металлического материала 1. Вместо перемещающего механизма 20, показанного на фиг. 1, корпус 17 может быть установлен на роботе с шарнирными сочленениями, имеющем шарнир, который может вращаться вокруг по меньшей мере одной оси. На фиг. 2 приведен пояснительный вид, схематично иллюстрирующий гибочное устройство 10-1, в котором применяется робот 21 с шарнирными сочленениями, а на фиг. 3 приведен пояснительный вид, иллюстрирующий робота 21 с шарнирными сочленениями. Используя такой робот 21 с шарнирными сочленениями корпус 17 можно легко поддерживать и перемещать в трехмерном направлении, включая, по меньшей мере, направление подачи металлического материала 1. Далее следует описание способа изготовления с помощью гибочного устройства 10, гнутого изделия, имеющего в продольном направлении участок непрерывной или прерывистой кривизны и изогнутый трехмерно. Сначала удлиненный металлический материал 1, имеющий поперечное сечение замкнутой формы,устанавливают в первое положение А для поддержания поддерживающим устройством 13, и подают в продольном направлении подающим устройством 11. Затем непрерывно, в соответствии с заданной формой изделия выполняют следующие этапы (а)(с): (а) локально нагревают металлический материал 1, подаваемый во второе положение В, расположенное после первого положения А в направлении подачи металлического материала 1 с помощью устройства 14 высокочастотного нагрева, (b) охлаждают участок металлического материала, который был нагрет во втором положении В, охлаждающим устройством 16, установленным в третьем положении С,расположенным после второго положения В в направлении подачи металлического материала 1, и (с) изменяют положение захватывающего средства 15, которое захватывает металлический материал 1 в области D, расположенной после третьего положения С в направлении подачи металлического материала 1, в трехмерном направлении, включая, по меньшей мере, направление подачи металлического материала в рабочем пространстве, включая пространство перед третьим положением С в направлении подачи металлического материала 1 для приложения изгибающего момента к нагретому участку металлического материала 1. В результате непрерывно производится гнутое изделие с прерывистым или непрерывным изгибом,при этом изогнутый участок проходит в направлении длины и изогнут трехмерно, и форма такому изделию придается гибкой, создаваемой вышеописанным изгибающим моментом. В это время путем локального нагрева металлического материала во втором положении В для температуры, при которой возможна закалка, и путем охлаждения с заданной скоростью охлаждения в третьем положении С, нагретый участок металлического материала С можно закалять, благодаря чему можно производить гнутое изделие, имеющее прерывистый или непрерывный закаленный участок, по меньшей мере, в направлении длины и/или в поперечном сечении в направлении окружности в поперечном сечении, пересекающем направление длины. Гнутое изделие можно производить непрерывно, устанавливая гибочное устройство 10, либо(a) в устройстве для непрерывного изготовления гнутых изделий, встроенном в линию по производству труб со сварным швом, образованную разматывателем, который непрерывно разматывает стальной лист, формующим средством, которое формует размотанный стальной лист в трубу с заданным поперечным сечением, сварочным средством, которое сваривает встык боковые кромки стального листа для образования непрерывной трубы, и средством для дополнительной обработки, которое срезает наплавленный валик сварного шва и, при необходимости, осуществляет отжиг или калибровку, при этом устройство 10 установлено на выходном конце средства дополнительной обработки, либо(b) в устройстве для непрерывного изготовления гнутого изделия, встроенном в роликовую профилирующую линию, образованную разматывателем, который непрерывно разматывает стальной лист, и профилирующим средством, которое профилирует размотанный стальной лист, придавая ему заданный профиль поперечного сечения, при этом устройство 10 установлено на выходном конце профилирующего средства. Согласно настоящему изобретению, даже при изготовлении гнутого изделия, которое требуют изменяющейся в широких пределах гнутой формы и в котором направление изгиба изменяется трехмерно,и даже когда необходимо гнуть металлический материал высокой прочности, можно эффективно и недорого изготавливать гнутые изделия, имеющие высокую прочность, хорошо удерживающие форму, имеющие заданное распределение твердости, требуемую точность размеров и радиус кривизны гнутых участков, которые не являются постоянным в направлении длины, но который имеет по меньшей мере два изогнутых участка с разными радиусами кривизны в продольном направлении. Кроме того, металлический материал подвергается гибке, будучи захваченным захватывающим средством, установленным на роботе с шарнирными сочленениями и т.п. Поэтому можно гарантировать большой угол, на который осуществляется гибка, при этом предотвращается возникновение царапин на поверхности и ухудшение состояния поверхности, гарантируется точность гибки и гибку можно осуществлять с высокой эффективностью. Соответственно, настоящее изобретение может найти широкое применение, например, как более совершенная технология гибки изделий для автомобилей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для изготовления гнутого изделия, которое является элементом автомобилей или кузовов автомобилей, отличающееся тем, что оно содержит в комбинации подающее средство для подачи удлиненной металлической заготовки, имеющей замкнутый профиль поперечного сечения, в продольном направлении; поддерживающее средство для поддержания подаваемой металлической заготовки в первой зоне; нагревающее средство для локального нагрева подаваемой заготовки во второй зоне, расположенной после первой зоны в направлении подачи металлической заготовки; охлаждающее средство для охлаждения нагретого во второй зоне участка подаваемой заготовки в третьей зоне, расположенной после второй зоны в направлении подачи металлической заготовки; и захватывающее средство, выполненное с возможностью перемещения в рабочем пространстве и в направлении в трехмерном пространстве посредством плотного контакта с внешней поверхностью или с внутренней поверхностью металлической заготовки, включая, по меньшей мере, направление подачи металлической заготовки в рабочем пространстве, содержащем пространство, расположенное перед третьей зоной в направлении подачи металлической заготовки, захватывая металлическую заготовку на участке, расположенном после третьей зоны в направлении подачи металлической заготовки для приложения изгибающего момента к нагретому участку металлической заготовки. 2. Способ изготовления гнутого изделия с использованием устройства по п.1, отличающийся тем,что включает этапы, на которых поддерживают удлиненную металлическую заготовку, имеющую замкнутый профиль поперечного сечения, в первой зоне, подавая ее в продольном направлении; локально нагревают подаваемую металлическую заготовку во второй зоне, расположенной после первой зоны в направлении подачи металлической заготовки, охлаждают нагретый во второй зоне участок металлической заготовки в третьей зоне, расположенной после второй зоны в направлении подачи металлической заготовки, захватывают металлическую заготовку в области, расположенной после третьей зоны в направлении подачи металлической заготовки, и изменяют положение захватывающего средства, выполненного с возможностью перемещения в рабочем пространстве, в направлении в трехмерном пространстве, включая, по меньшей мере, направление подачи металлической заготовки в рабочем пространстве, включающем пространство перед третьей зоной в направлении подачи металлической заготовки, для приложения изгибающего момента к нагретому участку металлической заготовки, тем самым изготавливая гнутое изделие, имеющее трехмерно изогнутый участок, проходящий прерывисто или непрерывно в направлении длины изделия. 3. Способ по п.2, в котором гнутое изделие имеет по меньшей мере два изогнутых участка в продольном направлении, имеющих разные радиусы кривизны. 4. Способ по п.2, в котором металлическая заготовка имеет профиль поперечного сечения, выбранный из окружности, прямоугольника, эллипса, продолговатой фигуры, многоугольника, комбинации многоугольника и окружности, и комбинации многоугольника и эллипса. 5. Способ по п.2, в котором захватывающее средство захватывает металлическую заготовку путем введения в передний конец металлической заготовки. 6. Способ по п.2, в котором захватывающее средство захватывает металлическую заготовку путем контакта с внешней поверхностью переднего конца металлической заготовки. 7. Способ по п.2, в котором подаваемую металлическую заготовку локально закаляют путем локального нагревания во второй зоне до температуры, при которой возможна закалка, и охлаждают в третьей зоне. 8. Способ по п.2, в котором гнутое изделие имеет прерывистый или непрерывный закаленный участок, по меньшей мере, в направлении длины и/или в направлении окружности в поперечном сечении,пересекающем направление длины.
МПК / Метки
Метки: гнутого, изделия, способ, устройство, изготовления
Код ссылки
<a href="https://eas.patents.su/10-22537-sposob-i-ustrojjstvo-dlya-izgotovleniya-gnutogo-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления гнутого изделия</a>
Способ и устройство для изготовления гнутого элемента
Номер патента: 20748
Опубликовано: 30.01.2015
Авторы: Симада Наоаки, Окада Нобухиро, Томидзава Ацуси
Метки: элемента, способ, устройство, изготовления, гнутого
Формула / Реферат:
1. Способ изготовления гнутого элемента, содержащего гнутый участок, который подвергается трехмерному изгибу, прерывисто или непрерывно в его продольном направлении, включающийподдержку полого удлиненного металлического материала, имеющего замкнутую форму поперечного сечения, в первом положении при подаче его в его продольном направлении;образование высокотемпературного участка, который перемещается в осевом направлении металлического материала,...
Способ и устройство для изготовления удлиненного изделия и изделие
Номер патента: 13854
Опубликовано: 30.08.2010
Авторы: Ярвенкиля Юри, Райсельман Франц-Йозеф, Фреерман Рейнгольд, Ховинг Ларс, Винтерштайн Ральф
МПК: B21C 23/24, B32B 1/08, F16L 9/147...
Метки: способ, удлиненного, изделие, устройство, изготовления, изделия
Формула / Реферат:
1. Способ изготовления удлиненного изделия, при котором изготавливают сердечник, имеющий наружный слой из пластического материала, экструдируют бесшовный металлический слой на сердечник с зазором между металлическим слоем и сердечником, охлаждают металлический слой и уменьшают диаметр металлического слоя до его контакта с сердечником из пластического материала, отличающийся тем, что проводят отжиг металлического слоя для повышения его...
Способ изготовления металлопластикового или бипластикового изделия
Номер патента: 20250
Опубликовано: 30.09.2014
Автор: Медведев Олег Зиновьевич
МПК: B29D 99/00, B29C 47/02, B29C 39/10...
Метки: металлопластикового, бипластикового, изделия, изготовления, способ
Формула / Реферат:
1. Способ изготовления металлопластикового или бипластикового ковшеобразного изделия, включающий изготовление заготовки наружной оболочки указанного изделия, ее размещение в пресс-форме, введение в заготовку пуансона с образованием между поверхностью пуансона и внутренней поверхностью заготовки зазора, в который подают расплав пластика, заполнение этим расплавом зазора и прижатие заготовки к внутренней поверхности пресс-формы, при этом...
Соединительное устройство и способ изготовления абсорбирующего изделия
Номер патента: 21003
Опубликовано: 31.03.2015
Автор: Ямамото Хироки
МПК: A61F 13/15, A61F 13/49
Метки: изготовления, соединительное, абсорбирующего, способ, изделия, устройство
Формула / Реферат:
1. Соединительное устройство для соединения двух или более слоев, являющихся частями абсорбирующего изделия, содержащееустройство ультразвуковых колебаний, предназначенное для приложения ультразвуковых колебаний к заданной области, где должны быть соединены слои;опорный ролик (120), обращенный к устройству ультразвуковых колебаний и включающий в себя выступ, предназначенный для прижатия заданной области слоев к устройству ультразвуковых...
Способ изготовления цилиндрического пруткообразного изделия
Номер патента: 15142
Опубликовано: 30.06.2011
Авторы: Винтерштайн Ральф, Риссельманн Франц-Йозеф, Фреерманн Райнхольд
МПК: B21C 23/24, B29C 47/02
Метки: пруткообразного, изделия, цилиндрического, изготовления, способ
Формула / Реферат:
1. Способ изготовления пруткообразного изделия, при которомэкструдируют полый профиль (16) из металла,экструдированный полый металлический профиль (16) охлаждается и/или его охлаждают ив экструдированный полый металлический профиль (16) после или во время его охлаждения экструдируют однослойный или многослойный пластмассовый пруток (28),при этом пластмассовый пруток (28) проходит выпускной инструмент (24) экструдера (34), введенный в...
Предыдущий патент: Способ изготовления функционального слоя здания путем нанесения пароизоляционной пленки, пароизоляционная пленка и здание с ней
Следующий патент: Покрытие для устройства, предназначенного для формования стеклянных изделий
Случайный патент: Полициклические производные аминокислот, содержащая их фармацевтическая композиция и способ лечения, использующий эти производные