Формовочная система для изготовления пластикового изделия и способ изготовления пластикового изделия
Формула / Реферат
1. Формовочная система для изготовления пластикового изделия (20), усиленного волокнами, содержащая формовочную плиту (1), вертикальную конструкцию (2) сверху формовочной плиты, при этом вертикальная конструкция (2) содержит по меньшей мере две продольные вертикальные стенки (6) и по меньшей мере две поперечные вертикальные стенки (7), а также поддерживающее приспособление (5), при этом продольные вертикальные стенки (6) выполнены из множества полос (11), уложенных друг на друга, причем формовочная плита (1) выполнена с возможностью деформирования в соответствии с изгибанием и/или кручением в деформируемых вне плоскости конфигурациях, причем вертикальная конструкция (2) выполнена с возможностью деформирования в соответствии с деформацией формовочной плиты (1), при этом формовочная плита (1) и вертикальная конструкция (2) образуют периферийно замкнутое формовочное пространство (3) и поддерживающее приспособление (5), которое содержит множество опор (8), взаимодействующих с формовочной плитой (1) и основанием (4) под формовочной плитой (1), при этом опоры (8) выполнены с возможностью регулирования длины опоры для обеспечения деформированных конфигураций формовочной плиты (1) и вертикальной конструкции (2).
2. Формовочная система по п.1, в которой продольные вертикальные стенки (6) вертикальной конструкции (2) расположены, по существу, параллельно, при этом указанные стенки поддаются изгибу.
3. Формовочная система по п.2, в которой полосы (11) указанной стенки (6) перекрывают друг друга, при этом полосы (11) уложены с возможностью взаимных перемещений в их продольном направлении.
4. Формовочная система по п.3, в которой полосы (11) содержат продольно ориентированные, находящиеся на одной линии прямоугольные отверстия (12) для размещения в них шпонок (13), при этом каждая шпонка (13) имеет длину, которая меньше, чем продольный размер отверстия (12), и ширина которой является такой же, как ширина отверстия (12).
5. Формовочная система по п.4, в которой ширина полос (11), уложенных друг на друга, при измерении от прямоугольного отверстия (12) до торцевых поверхностей полос, которые обращены к формовочному пространству (3), постепенно уменьшается от самой нижней полосы (11) к самой верхней полосе (11).
6. Формовочная система по п.4 или 5, в которой ширина полос (11), уложенных друг на друга, при измерении от прямоугольного отверстия (12) до торцевых поверхностей полос (11), которые противоположны формовочному пространству (3), постепенно уменьшается от самой нижней полосы (11) к самой верхней полосе (11).
7. Формовочная система по п.1, в которой поперечные вертикальные стенки (7) размещены между продольными вертикальными стенками (6), причем концевые поверхности (19) поперечных вертикальных стенок (7), которые ориентированы к соответствующей продольной вертикальной стенке (6), конфигурированы в соответствии с конфигурацией продольной вертикальной стенки (6).
8. Формовочная система по п.7, в которой поперечные вертикальные стенки (7) выполнены из множества слоев или штабелей (14) полос (15), уложенных друг над другом.
9. Формовочная система по п.8, в которой каждый слой из полос (15) содержит по меньшей мере две полосы, выполненные с возможностью взаимного соединения.
10. Формовочная система по любому из пп.2-9, в которой между торцевой поверхностью каждой вертикальной стенки (6, 7), которая ориентирована к формовочному пространству (3), и формовочной плитой (1) и/или между торцевой поверхностью каждой вертикальной стенки (6, 7), которая ориентирована от формовочного пространства (3), и формовочной плитой образован тупой угол.
11. Формовочная система по любому из предыдущих пунктов, в которой поддерживающее приспособление (5) содержит стержни (10), простирающиеся, по существу, параллельно под формовочной плитой, при этом каждый стержень (10) поддерживается с помощью по меньшей мере двух выдвижных и втягивающихся опорных ножек (8), выполненных с возможностью регулирования под управлением компьютера.
12. Формовочная система по п.11, в которой стержни (10) выполнены с возможностью вращения вокруг их продольной оси и зацепляют нижнюю часть формовочной плиты (1) перекатывающимся образом, по существу, вдоль всей длины стержней (10), причем каждый стержень (10) поддерживается с помощью по меньшей мере трех расположенных на равном расстоянии друг от друга опорных ножек (8).
13. Способ изготовления пластикового изделия, усиленного волокнами, в формовочной системе по пп.1-12, в котором
управляют поддерживающим приспособлением (5) для получения желаемой деформированной конфигурации формовочного пространства (3),
укладывают нижний непроницаемый лист по всему формовочному пространству,
размещают волокнистые плиты и, по возможности, наполнительный материал сверху нижнего непроницаемого листа,
укладывают верхний непроницаемый лист над указанными плитами,
уплотняют нижний и верхний непроницаемые листы относительно друг друга,
прикладывают пониженное давление внутрь пространства, уплотненного посредством упомянутых листов,
вводят жидкий пластик в упомянутое пространство, пропитывая с его помощью указанные волокнистые плиты,
отверждают пластик,
отсоединяют готовое пластиковое изделие с прилипшими листами от системы для формы при помощи удаления по меньшей мере части формовочной плиты и/или вертикальной конструкции от упомянутого пластикового изделия со сцепленными листами при сохранении положения, по меньшей мере, остальной части формовочной плиты и/или вертикальной конструкции.
14. Способ по п.13, отличающийся тем, что включает в себя этапы, на которых
обеспечивают деформированную конфигурацию центральной части формовочного пространства (3),
изменяют конфигурации противоположных концов формовочного пространства (3) для удаления формовочной плиты (1) от пластикового изделия на этих концах.

Текст
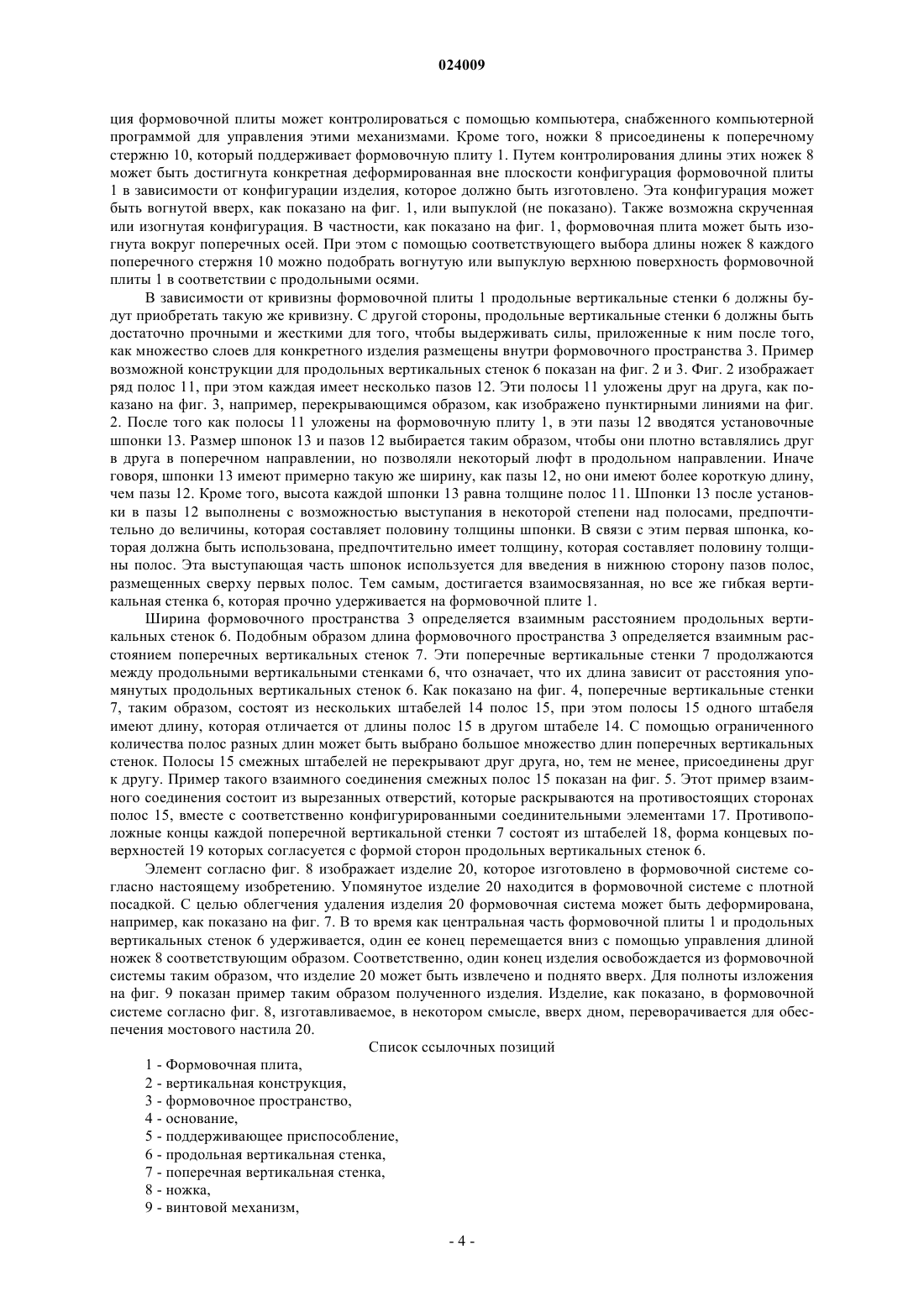
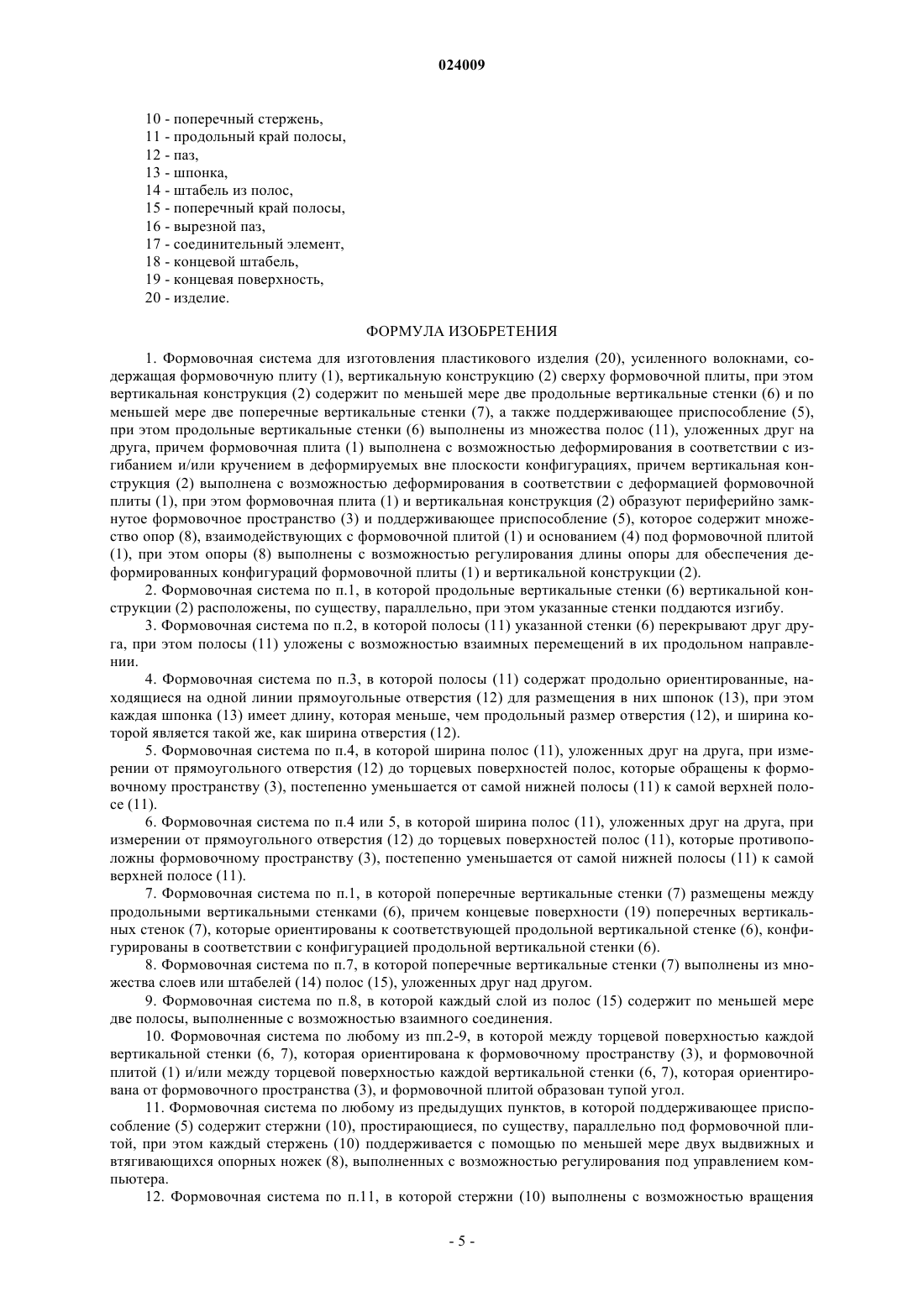
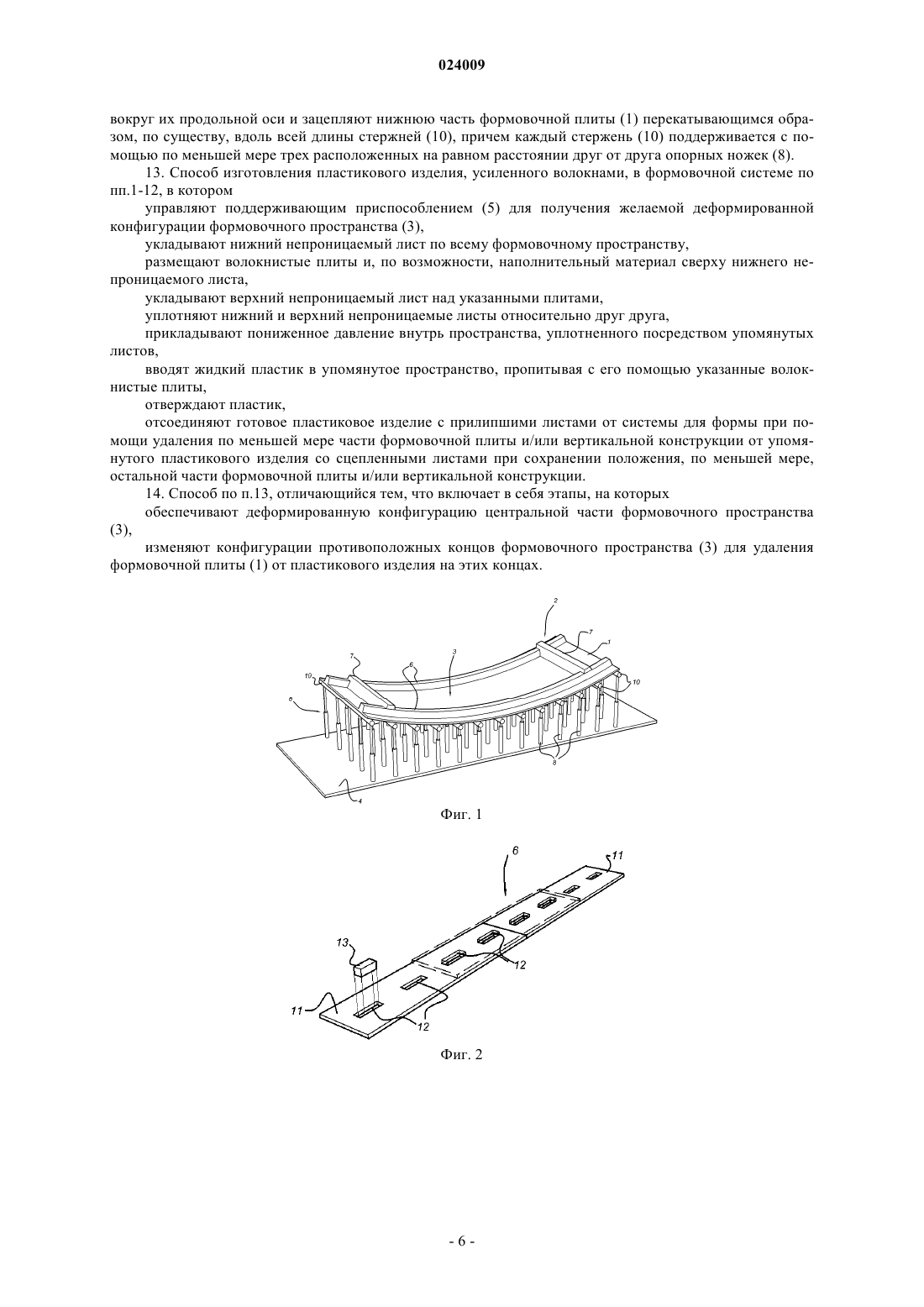
ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ИЗДЕЛИЯ Формовочная система для изготовления пластикового изделия, усиленного волокнами, содержит формовочную плиту, вертикальную конструкцию сверху формовочной плиты, а также поддерживающее приспособление. Формовочная плита может деформироваться в соответствии с изгибанием и/или кручением в деформируемых вне плоскости конфигурациях. Вертикальная конструкция может деформироваться в соответствии с деформацией формовочной плиты, при этом упомянутые формовочная плита и вертикальная конструкция образуют периферийно замкнутое формовочное пространство, и упомянутое поддерживающее приспособление содержит множество опор, которые взаимодействуют с формовочной плитой и основанием под формовочной плитой. Опоры выполнены с возможностью регулирования для размещения упомянутых деформированных конфигураций формовочной плиты и вертикальной конструкции. Петерс Йоханнес Хендрикус Альфонсус (NL) Медведев В.Н. (RU) Настоящее изобретение относится к области изготовления пластиковых изделий, усиленных волокнами, или композиционных изделий. Такие изделия, которые могут представлять собой многослойные изделия, применяются для многих различных целей. B качестве примера многослойные панели пригодны для выдерживания относительно высоких нагрузок, таких как, например, возникающих в мостовом настиле или консольных конструкциях и тому подобном. Композиционные изделия изготавливаются путем последовательного размещения ряда слоев на поверхности формы. Эти слои включают в себя непроницаемые листы, а также волокнистые слои, которые наполняются посредством пластика. Под влиянием пониженного давления, которое поддерживается в пространстве, закрытом непроницаемыми листами,пластик соответственно распространяется через плиты. Полученное изделие может иметь любые различные конфигурации, которые определяются конфигурацией поверхности формы. В случае относительно небольших изделий, которые изготавливаются партиями, обычно возможно использование специализированной фиксированной пресс-формы. Однако в случае крупногабаритных изделий, таких как мосты или мостовые настилы, обычно только одиночное изделие или малые партии изделий изготавливаются посредством формы. Изготовление малого количества изделий с помощью такого процесса, однако, имеет недостаток в том, что себестоимость формы является относительно высокой и может быть даже чрезмерно высокой. Оно также обусловлено тем фактом, что рассматриваемая форма имеет значительный размер, в частности, в случае мостовых настилов. Поэтому задачей настоящего изобретения является создание более экономичного способа для изготовления крупногабаритных многослойных изделий также в случае, если изготавливается единичное изделие или малая партия изделий. Поставленная задача достигается посредством формовочной системы для изготовления пластикового изделия, усиленного волокнами, при этом упомянутая формовочная система содержит формовочную плиту, вертикальную конструкцию сверху формовочной плиты, при этом вертикальная конструкция содержит по меньшей мере две продольные вертикальные стенки и по меньшей мере две поперечные вертикальные стенки, а также поддерживающее приспособление, при этом продольные вертикальные стенки выполнены из множества полос, уложенных друг на друга, причем формовочная плита выполнена с возможностью деформирования в соответствии с изгибанием и/или кручением в деформируемых вне плоскости конфигурациях, причем вертикальная конструкция выполнена с возможностью деформирования в соответствии с деформацией формовочной плиты, при этом формовочная плита и вертикальная конструкция образуют периферийно замкнутое формовочное пространство, и поддерживающее приспособление, которое содержит множество опор, взаимодействующих с формовочной плитой и основанием под формовочной плитой, при этом опоры выполнены с возможностью регулирования длины опоры для обеспечения деформированных конфигураций формовочной плиты и вертикальной конструкции. Формовочная система согласно настоящему изобретению прежде всего обеспечивает возможность регулирования конфигурации формовочного пространства с возможностью размещения различных конфигурационных исполнений, например, с различными кривизнами и различными размерами в направлении длины и ширины. Таким образом, формовочная система может быть использована для большого количества различных изделий или партий изделий. Во-вторых, формовочная система, в частности, приспособлена для крупногабаритных изделий. Формовочная плита может быть выбрана в соответствии с желаниями относительно требуемых размеров. Ее размер позволяет деформировать ее в соответствии с постепенными искривлениями в любом направлении, по мере необходимости для конфигурации изделия,такого как мостовой настил. Размеры длины и ширины изделия, в общем, определяются размером и конфигурацией вертикальной конструкции, которая размещена на верхней части формовочной плиты. Упомянутая вертикальная конструкция может деформироваться в соответствии с деформациями формовочной плиты. В варианте осуществления, который подходит для изготовления мостового настила, упомянутая вертикальная конструкция может содержать по меньшей мере две в общем параллельных вертикальных стенки с изгибными свойствами. Рассматриваемые вертикальные стенки могут продолжаться в продольном направлении формовочного пространства, тем самым определены продольные стороны мостового настила. Для выполнения вертикальных стенок деформируемыми с возможностью следовать деформациям формовочной плиты могут быть предприняты несколько мер. Например, вертикальные стенки могут быть выполнены соответствующим образом. Предпочтение отдается варианту осуществления, согласно которому вертикальные стенки содержат множество полос или плит, которые свободно уложены друг на друга, причем упомянутые полосы позволяют взаимные перемещения в их продольном направлении. Полосы, уложенные одна над другой, обеспечивают высоту, которая необходима для конфигурирования сторон изделия. Тем не менее, жесткость при изгибе такого штабеля полос ограничена из-за того факта,что они выполнены с возможностью некоторого скольжения относительно друг друга в их продольном направлении. Иными словами, жесткость при изгибе штабеля является низкой из-за его очень низкой жесткости при сдвиге. Несмотря на эту способность деформироваться при изгибе, другие характеристики вертикальных стенок имеют высокую жесткость в поперечном направлении, что является необходимым для обеспечения надежной опоры узла и правильного процесса формовки вертикальных стенок изделия,и высокую жесткость при сжатии для выдерживания давлений, обусловленных вакуумом. Люфт полос относительно друг друга в продольном направлении может быть достигнут различными путями, например с помощью обеспечения направляющих на верхней части формовочной плиты. Согласно предпочтительному варианту осуществления, который не изменяет внешнюю конфигурацию вертикальных стенок, полосы могут содержать продольно ориентированные, размещенные вдоль одной прямой и продолговатые отверстия. В упомянутых отверстиях размещается шпонка; шпонка имеет длину, которая является меньше, чем продольный размер отверстий, и ширину, которая является такой же,как ширина упомянутых отверстий. Рассматриваемые шпонки могут быть фиксированы к формовочной плите с возможностью определения положения вертикальной конструкции и, таким образом, формовочного пространства. Предпочтительно, что размер по ширине полос, при этом измеренный от шпонки до внутренних поверхностей полос, которые обращены к формовочному пространству, постепенно уменьшается от самой нижней полосы по направлению к самой верхней полосе. Таким образом, рассматриваемые вертикальные стенки приобретают форму, согласно которой ее внутренние поверхности составляют тупой угол относительно поверхности формовочной плиты. Это обеспечивает процесс удаления формованного и затвердевшего изделия из формы. Предпочтительно, что вертикальная конструкция может содержать по меньшей мере две продольные вертикальные стенки и по меньшей мере две поперечные вертикальные стенки. Таким образом,множество различных размеров формовочного пространства может быть получено за счет изменения взаимных расстояний продольных вертикальных стенок и поперечных вертикальных стенок. Конфигурация формовочного пространства также может быть выбрана за счет размещения вертикальных стенок некоторыми особыми способами относительно друг друга. Например, конфигурация формовочной области может быть квадратной или прямоугольной, но также можно выбрать непрямоугольную конфигурацию. Последний вариант является важным в случае мостов, которые должны являться частью дорожной полосы с неперпендикулярным пересечением в отношении водного пути и тому подобным. Кроме того, противоположные вертикальные стенки не обязательно должны быть параллельны друг другу, но также могут проходить под небольшим углом с возможностью получения слегка расширяющейся или сужающейся конфигурации. Предпочтительно, что поперечные вертикальные стенки размещены между продольными вертикальными стенками, причем концевые поверхности упомянутых поперечных вертикальных стенок, которые ориентированы по направлению к соответствующей продольной вертикальной стенки, конфигурируются в соответствии с конфигурацией упомянутой продольной вертикальной стенки. За счет размещения поперечных вертикальных стенок в различных местоположениях вдоль длины продольных вертикальных стенок могут быть получены несколько размеров по длине формовочного пространства. Подобным образом, за счет выбора различных размеров по длине поперечных вертикальных стенок могут быть получены несколько размеров по ширине формовочного пространства. Поперечные вертикальные стенки могут, каждый, содержать множество слоев или полос, которые,вдобавок, уложены друг над другом. Таким образом, высота поперечных вертикальных стенок может выбираться в зависимости от конфигурации изделия, которое должно быть изготовлено, и, кроме того,высота этих поперечных вертикальных стенок может регулироваться до высоты продольных вертикальных стенок. С целью выбора конкретной длины поперечных вертикальные стенок каждый слой полос может содержать по меньшей мере две полосы, которые удлиняются на продолжении одна другой, причем каждая из упомянутых двух полос взаимно соединяется. Поддерживающее приспособление для поддержания формовочной плиты может быть осуществлено несколькими способами, например с опорными ножками, которые непосредственно присоединены к формовочной плите. Предпочтение отдается варианту осуществления, в котором поддерживающее приспособление содержит балки, трубки или стержни, которые продолжаются, в общем, параллельно под формовочной плитой, при этом каждый стержень поддерживается с помощью по меньшей мере двух выдвижных и втягивающихся опорных ножек. Стержни обеспечивают дополнительную опору для формовочной плиты и задают равномерно распределенную деформацию упомянутой плите. При дальнейшем улучшении опорные ножки могут контактировать с нижней стороной формовочной плиты перекатывающимся образом и, по существу, по всей длине упомянутых стержней, при этом каждый стержень поддерживается с помощью по меньшей мере трех расположенных на равном расстоянии друг от друга ножек. Теперь можно придавать вогнутую вверх или выпуклую форму формовочной плите за счет большего, соответственно, меньшего выдвижения самых наружных ножек, чем самой внутренней ножки(ек). С помощью использования таких вращающихся стержней формовочная плита будет вести себя как ортотропная плита, которая является относительно гибкой при изгибе в одном направлении и которая является относительно жесткой при изгибе в направлении, перпендикулярном к нему. В случае мостового настила жесткость при изгибе является предпочтительно высокой по отношению к оси изгиба, ориентированной в продольном направлении, и относительно низкой по отношению к оси изгиба, перпендикулярной к нему в поперечном направлении. Как упоминалось выше, формовочная система согласно настоящему изобретению, прежде всего,применяется некоторым способом, который подобен технологии производства известного уровня техни-2 024009 ки. Непроницаемые слои вместе со слоистым материалом между ними размещаются в формовочном пространстве, применяется следующий этап пропитывания слоистого материала, и изделие оставляют для отвердевания. Разумеется, на финальной стадии производственного процесса изделие после затвердевания удаляется из формовочного пространства. Последний этап, однако, может быть затруднительным, в частности, когда вопрос касается объектов больших размеров, таких как мостовые настилы и консольные конструкции и тому подобное. В связи с этим настоящее изобретение предусматривает дальнейшее улучшение производственного процесса в том, что формовочная система может управляться таким образом, что этап удаления изделия из формовочного пространства значительно облегчается. Это достигается за счет использования формовочной системы в соответствии со следующими этапами: управление поддерживающего приспособления с возможностью получения желаемой деформированной конфигурации формовочного пространства,укладывание нижнего непроницаемого листа по всему формовочному пространству,размещение узла из волокнистых плит и, по возможности, наполнительного материала сверху нижнего непроницаемого листа,укладывание верхнего непроницаемого листа над узлом,уплотнение нижнего и верхнего непроницаемых листов в отношении друг друга,прикладывание пониженного давления внутри пространства, уплотненного посредством упомянутых листов,введение жидкого пластика в упомянутое пространство при пропитывании с его помощью волокнистых плит,затвердевание пластика,отсоединение узла с прилипающими листами от формовочной системы путем удаления по меньшей мере части формовочной плиты и/или вертикальной конструкции из упомянутого узла со сцепленными листами, при этом сохраняя положение, по меньшей мере, остальной части формовочной плиты и/или вертикальной конструкции. Также применяется вакуум между нижним непроницаемым листом и формой для установления строго определенной конфигурации полученного изделия. Прежде всего, изделие конфигурируется и затвердевает в формовочной системе в соответствии с обычным способом. После затвердевания изделия оно плотно вставляется внутрь формовочного пространства. Далее несколько раз вынимая часть формовочной плиты и соответствующих частей вертикальной конструкции из окончательного изделия, последнее становится более легкодоступным. Таким образом, подъем или тому подобное может быть легко применен к изделию с возможностью его подъема из формовочного пространства. В частности, это может быть достигнуто с помощью следующих этапов: сохранения деформированной конфигурации центральной части формовочного пространства,изменения конфигурации противоположных концов формовочного пространства с возможностью удаления формовочной плиты из узла на этех концах. Далее настоящее изобретение будет дополнительно описано со ссылкой на вариант осуществления формовочной системы, как показано на чертежах. Фиг. 1 изображает формовочную систему согласно настоящему изобретению в перспективе,фиг. 2 - элемент продольной вертикальной стенки формовочной системы,фиг. 3 - сечение продольной вертикальной стенки в соответствии с III-III согласно фиг. 2,фиг. 4 - вид на поперечную вертикальную стенку формовочной системы,фиг. 5 - элемент поперечной вертикальной стенки,фиг. 6 - элемент поддерживающего приспособления формовочной системы,фиг 7 - этап использования формовочной системы,фиг. 8 - элемент формовочной системы с изделием,фиг. 9 - изделие, изготовленное с помощью формовочной системы. Формовочная система, как показано на фиг. 1, содержит формовочную плиту 1, а также вертикальную конструкцию, которая указана ссылочной позицией 2. Упомянутая формовочная плита 1 и вертикальная конструкция 2 определяют периферийно замкнутое формовочное пространство 3. Формовочная плита 1, которая может состоять из древесины, стали или пластика (полиэтилен повышенной плотностиIHDPE, поддерживается относительно основания 4 с помощью поддерживающего приспособления,которое указано ссылочной позицией 5. Упомянутое основание 4 представляет собой, например, пол производственного помещения. Сверху формовочной плиты 1 размещены параллельные продольные вертикальные стенки 6, а также поперечные вертикальные стенки 7, которые продолжаются между продольными вертикальными стенками 6. Упомянутые вертикальные стенки 6, 7 и формовочная плита 1 определяют формовочное пространство 3, как упомянуто выше. Поддерживающее приспособление 5 состоит из множества ножек 8, длина которых может регулироваться. Как показано на фиг. 6, эти ножки 8 содержат выдвижной механизм и/или винтовой механизм 9 для изменения длины. Упомянутый механизм может регулироваться вручную, электрическим способом, использующим шаговый электродвигатель, или гидравлическим способом. Требуемая конфигура-3 024009 ция формовочной плиты может контролироваться с помощью компьютера, снабженного компьютерной программой для управления этими механизмами. Кроме того, ножки 8 присоединены к поперечному стержню 10, который поддерживает формовочную плиту 1. Путем контролирования длины этих ножек 8 может быть достигнута конкретная деформированная вне плоскости конфигурация формовочной плиты 1 в зависимости от конфигурации изделия, которое должно быть изготовлено. Эта конфигурация может быть вогнутой вверх, как показано на фиг. 1, или выпуклой (не показано). Также возможна скрученная или изогнутая конфигурация. В частности, как показано на фиг. 1, формовочная плита может быть изогнута вокруг поперечных осей. При этом с помощью соответствующего выбора длины ножек 8 каждого поперечного стержня 10 можно подобрать вогнутую или выпуклую верхнюю поверхность формовочной плиты 1 в соответствии с продольными осями. В зависимости от кривизны формовочной плиты 1 продольные вертикальные стенки 6 должны будут приобретать такую же кривизну. С другой стороны, продольные вертикальные стенки 6 должны быть достаточно прочными и жесткими для того, чтобы выдерживать силы, приложенные к ним после того,как множество слоев для конкретного изделия размещены внутри формовочного пространства 3. Пример возможной конструкции для продольных вертикальных стенок 6 показан на фиг. 2 и 3. Фиг. 2 изображает ряд полос 11, при этом каждая имеет несколько пазов 12. Эти полосы 11 уложены друг на друга, как показано на фиг. 3, например, перекрывающимся образом, как изображено пунктирными линиями на фиг. 2. После того как полосы 11 уложены на формовочную плиту 1, в эти пазы 12 вводятся установочные шпонки 13. Размер шпонок 13 и пазов 12 выбирается таким образом, чтобы они плотно вставлялись друг в друга в поперечном направлении, но позволяли некоторый люфт в продольном направлении. Иначе говоря, шпонки 13 имеют примерно такую же ширину, как пазы 12, но они имеют более короткую длину,чем пазы 12. Кроме того, высота каждой шпонки 13 равна толщине полос 11. Шпонки 13 после установки в пазы 12 выполнены с возможностью выступания в некоторой степени над полосами, предпочтительно до величины, которая составляет половину толщины шпонки. В связи с этим первая шпонка, которая должна быть использована, предпочтительно имеет толщину, которая составляет половину толщины полос. Эта выступающая часть шпонок используется для введения в нижнюю сторону пазов полос,размещенных сверху первых полос. Тем самым, достигается взаимосвязанная, но все же гибкая вертикальная стенка 6, которая прочно удерживается на формовочной плите 1. Ширина формовочного пространства 3 определяется взаимным расстоянием продольных вертикальных стенок 6. Подобным образом длина формовочного пространства 3 определяется взаимным расстоянием поперечных вертикальных стенок 7. Эти поперечные вертикальные стенки 7 продолжаются между продольными вертикальными стенками 6, что означает, что их длина зависит от расстояния упомянутых продольных вертикальных стенок 6. Как показано на фиг. 4, поперечные вертикальные стенки 7, таким образом, состоят из нескольких штабелей 14 полос 15, при этом полосы 15 одного штабеля имеют длину, которая отличается от длины полос 15 в другом штабеле 14. С помощью ограниченного количества полос разных длин может быть выбрано большое множество длин поперечных вертикальных стенок. Полосы 15 смежных штабелей не перекрывают друг друга, но, тем не менее, присоединены друг к другу. Пример такого взаимного соединения смежных полос 15 показан на фиг. 5. Этот пример взаимного соединения состоит из вырезанных отверстий, которые раскрываются на противостоящих сторонах полос 15, вместе с соответственно конфигурированными соединительными элементами 17. Противоположные концы каждой поперечной вертикальной стенки 7 состоят из штабелей 18, форма концевых поверхностей 19 которых согласуется с формой сторон продольных вертикальных стенок 6. Элемент согласно фиг. 8 изображает изделие 20, которое изготовлено в формовочной системе согласно настоящему изобретению. Упомянутое изделие 20 находится в формовочной системе с плотной посадкой. С целью облегчения удаления изделия 20 формовочная система может быть деформирована,например, как показано на фиг. 7. В то время как центральная часть формовочной плиты 1 и продольных вертикальных стенок 6 удерживается, один ее конец перемещается вниз с помощью управления длиной ножек 8 соответствующим образом. Соответственно, один конец изделия освобождается из формовочной системы таким образом, что изделие 20 может быть извлечено и поднято вверх. Для полноты изложения на фиг. 9 показан пример таким образом полученного изделия. Изделие, как показано, в формовочной системе согласно фиг. 8, изготавливаемое, в некотором смысле, вверх дном, переворачивается для обеспечения мостового настила 20. Список ссылочных позиций 1 - Формовочная плита,2 - вертикальная конструкция,3 - формовочное пространство,4 - основание,5 - поддерживающее приспособление,6 - продольная вертикальная стенка,7 - поперечная вертикальная стенка,8 - ножка,9 - винтовой механизм,-4 024009 10 - поперечный стержень,11 - продольный край полосы,12 - паз,13 - шпонка,14 - штабель из полос,15 - поперечный край полосы,16 - вырезной паз,17 - соединительный элемент,18 - концевой штабель,19 - концевая поверхность,20 - изделие. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Формовочная система для изготовления пластикового изделия (20), усиленного волокнами, содержащая формовочную плиту (1), вертикальную конструкцию (2) сверху формовочной плиты, при этом вертикальная конструкция (2) содержит по меньшей мере две продольные вертикальные стенки (6) и по меньшей мере две поперечные вертикальные стенки (7), а также поддерживающее приспособление (5),при этом продольные вертикальные стенки (6) выполнены из множества полос (11), уложенных друг на друга, причем формовочная плита (1) выполнена с возможностью деформирования в соответствии с изгибанием и/или кручением в деформируемых вне плоскости конфигурациях, причем вертикальная конструкция (2) выполнена с возможностью деформирования в соответствии с деформацией формовочной плиты (1), при этом формовочная плита (1) и вертикальная конструкция (2) образуют периферийно замкнутое формовочное пространство (3) и поддерживающее приспособление (5), которое содержит множество опор (8), взаимодействующих с формовочной плитой (1) и основанием (4) под формовочной плитой(1), при этом опоры (8) выполнены с возможностью регулирования длины опоры для обеспечения деформированных конфигураций формовочной плиты (1) и вертикальной конструкции (2). 2. Формовочная система по п.1, в которой продольные вертикальные стенки (6) вертикальной конструкции (2) расположены, по существу, параллельно, при этом указанные стенки поддаются изгибу. 3. Формовочная система по п.2, в которой полосы (11) указанной стенки (6) перекрывают друг друга, при этом полосы (11) уложены с возможностью взаимных перемещений в их продольном направлении. 4. Формовочная система по п.3, в которой полосы (11) содержат продольно ориентированные, находящиеся на одной линии прямоугольные отверстия (12) для размещения в них шпонок (13), при этом каждая шпонка (13) имеет длину, которая меньше, чем продольный размер отверстия (12), и ширина которой является такой же, как ширина отверстия (12). 5. Формовочная система по п.4, в которой ширина полос (11), уложенных друг на друга, при измерении от прямоугольного отверстия (12) до торцевых поверхностей полос, которые обращены к формовочному пространству (3), постепенно уменьшается от самой нижней полосы (11) к самой верхней полосе (11). 6. Формовочная система по п.4 или 5, в которой ширина полос (11), уложенных друг на друга, при измерении от прямоугольного отверстия (12) до торцевых поверхностей полос (11), которые противоположны формовочному пространству (3), постепенно уменьшается от самой нижней полосы (11) к самой верхней полосе (11). 7. Формовочная система по п.1, в которой поперечные вертикальные стенки (7) размещены между продольными вертикальными стенками (6), причем концевые поверхности (19) поперечных вертикальных стенок (7), которые ориентированы к соответствующей продольной вертикальной стенке (6), конфигурированы в соответствии с конфигурацией продольной вертикальной стенки (6). 8. Формовочная система по п.7, в которой поперечные вертикальные стенки (7) выполнены из множества слоев или штабелей (14) полос (15), уложенных друг над другом. 9. Формовочная система по п.8, в которой каждый слой из полос (15) содержит по меньшей мере две полосы, выполненные с возможностью взаимного соединения. 10. Формовочная система по любому из пп.2-9, в которой между торцевой поверхностью каждой вертикальной стенки (6, 7), которая ориентирована к формовочному пространству (3), и формовочной плитой (1) и/или между торцевой поверхностью каждой вертикальной стенки (6, 7), которая ориентирована от формовочного пространства (3), и формовочной плитой образован тупой угол. 11. Формовочная система по любому из предыдущих пунктов, в которой поддерживающее приспособление (5) содержит стержни (10), простирающиеся, по существу, параллельно под формовочной плитой, при этом каждый стержень (10) поддерживается с помощью по меньшей мере двух выдвижных и втягивающихся опорных ножек (8), выполненных с возможностью регулирования под управлением компьютера. 12. Формовочная система по п.11, в которой стержни (10) выполнены с возможностью вращения вокруг их продольной оси и зацепляют нижнюю часть формовочной плиты (1) перекатывающимся образом, по существу, вдоль всей длины стержней (10), причем каждый стержень (10) поддерживается с помощью по меньшей мере трех расположенных на равном расстоянии друг от друга опорных ножек (8). 13. Способ изготовления пластикового изделия, усиленного волокнами, в формовочной системе по пп.1-12, в котором управляют поддерживающим приспособлением (5) для получения желаемой деформированной конфигурации формовочного пространства (3),укладывают нижний непроницаемый лист по всему формовочному пространству,размещают волокнистые плиты и, по возможности, наполнительный материал сверху нижнего непроницаемого листа,укладывают верхний непроницаемый лист над указанными плитами,уплотняют нижний и верхний непроницаемые листы относительно друг друга,прикладывают пониженное давление внутрь пространства, уплотненного посредством упомянутых листов,вводят жидкий пластик в упомянутое пространство, пропитывая с его помощью указанные волокнистые плиты,отверждают пластик,отсоединяют готовое пластиковое изделие с прилипшими листами от системы для формы при помощи удаления по меньшей мере части формовочной плиты и/или вертикальной конструкции от упомянутого пластикового изделия со сцепленными листами при сохранении положения, по меньшей мере,остальной части формовочной плиты и/или вертикальной конструкции. 14. Способ по п.13, отличающийся тем, что включает в себя этапы, на которых обеспечивают деформированную конфигурацию центральной части формовочного пространства(3),изменяют конфигурации противоположных концов формовочного пространства (3) для удаления формовочной плиты (1) от пластикового изделия на этих концах.
МПК / Метки
МПК: B29C 33/30, B29C 70/44
Метки: изготовления, изделия, способ, формовочная, пластикового, система
Код ссылки
<a href="https://eas.patents.su/9-24009-formovochnaya-sistema-dlya-izgotovleniya-plastikovogo-izdeliya-i-sposob-izgotovleniya-plastikovogo-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Формовочная система для изготовления пластикового изделия и способ изготовления пластикового изделия</a>
Способ формования для одновременного изготовления верхней пресс-формы и нижней пресс-формы и безопочная формовочная машина
Номер патента: 19556
Опубликовано: 30.04.2014
Авторы: Комияма Такаюки, Такасу Судзи, Хадано Ютака
МПК: B22C 15/02, B22C 15/24
Метки: формовочная, способ, одновременного, нижней, формования, верхней, машина, изготовления, пресс-формы, безопочная
Формула / Реферат:
1. Способ формования для одновременного изготовления верхней пресс-формы и нижней пресс-формы, процесс, включающий этапы, на которыхобразуют нижнее формовочное пространство посредством нижней опоки, которая выполнена с возможностью входа или выхода из формовочного пространства, в котором изготавливают пресс-формы, модельную плиту, содержащую рисунки на верхней и нижней поверхностях и устанавливаемую на верхней поверхности нижней опоки, нижнюю...
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 21/02, B22C 11/00, B22C 15/28...
Метки: формовочная, линия, формы, частей, опока, изготовления, двух, машина, литейной
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов
Номер патента: 17010
Опубликовано: 28.09.2012
Авторы: Иванов Юрий Иванович, Лосицкая Тамара Михайловна, Иванова Анна Виллоровна, Воронцова Татьяна Валерьевна, Волкомич Анатолий Александрович
МПК: B22C 1/20
Метки: сырых, черных, сплавов, форм, литейных, изготовления, формовочная, отливок, разовых, смесь, получения
Формула / Реферат:
1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%:бентонит - 5-10;шунгит - 2-5 от содержания бентонита;кварцевый песок - остальное до 100%;вода - 2,5-3,5 сверх 100%.2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Комияма Такаюки, Хирата Минору, Сакаи Цуйоси, Сакагути Коити, Оя Тосихико
МПК: B22C 15/08, B22C 11/00, B22C 11/10...
Метки: литейных, изготовления, нижней, форм, способ, формовочная, эксплуатации, верхней, машина, машины
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Сшиваемая и сшитая полупроводниковые полимерные композиции, способ изготовления многослойного изделия, сшиваемое и сшитое изделия
Номер патента: 14612
Опубликовано: 30.12.2010
Авторы: Смедберг Анника, Йоханссон Кеннет, Йегер Карл-Микаэль
МПК: C08F 210/02, C08K 3/04, C08F 210/18...
Метки: сшитое, полимерные, изготовления, сшитая, сшиваемое, многослойного, полупроводниковые, сшиваемая, изделия, композиции, способ
Формула / Реферат:
1. Полупроводниковая сшиваемая полимерная композиция, содержащая:(а) ненасыщенный полимер, полученный полимеризацией олефинового мономера и по меньшей мере одного полиненасыщенного сомономера и, необязательно, дополнительных сомономеров, имеющий по меньшей мере 0,15 виниловых групп/1000 атомов углерода, и(б) углеродную сажу в количестве 10-45 мас.% от массы композиции.2. Композиция по п.1, где ненасыщенный полимер имеет по меньшей мере 0,30...
Предыдущий патент: Противопаразитарная композиция для местного применения
Следующий патент: Арабиногалактан для повышения приобретенного иммунного ответа
Случайный патент: Аэрированная шоколадная композиция и ее получение