Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов
Номер патента: 17010
Опубликовано: 28.09.2012
Авторы: Иванов Юрий Иванович, Волкомич Анатолий Александрович, Иванова Анна Виллоровна, Воронцова Татьяна Валерьевна, Лосицкая Тамара Михайловна
Формула / Реферат
1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%:
бентонит - 5-10;
шунгит - 2-5 от содержания бентонита;
кварцевый песок - остальное до 100%;
вода - 2,5-3,5 сверх 100%.
2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из чугуна она дополнительно содержит противопригарную углеродсодержащую добавку в количестве 2-4 мас.%.
Текст
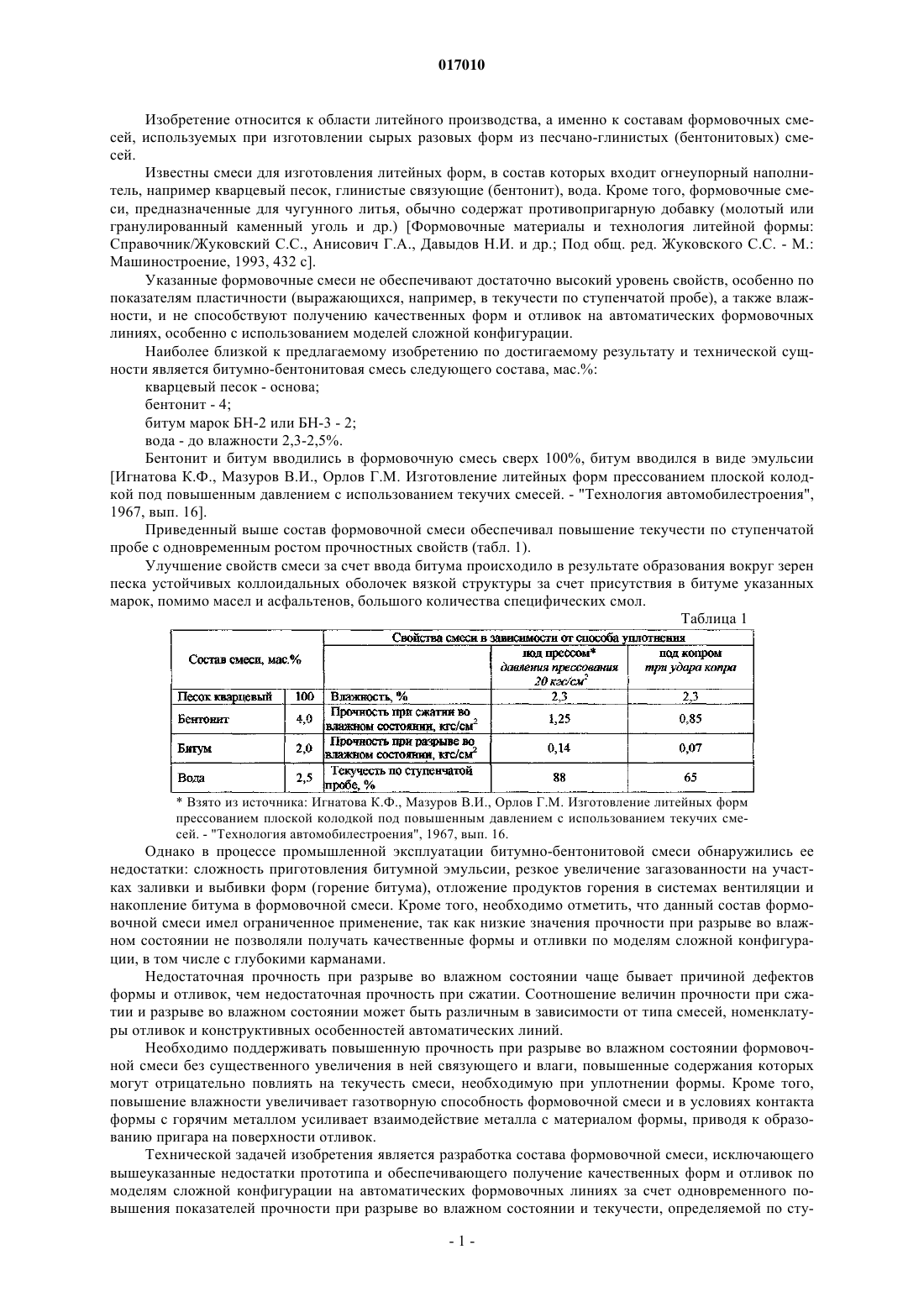
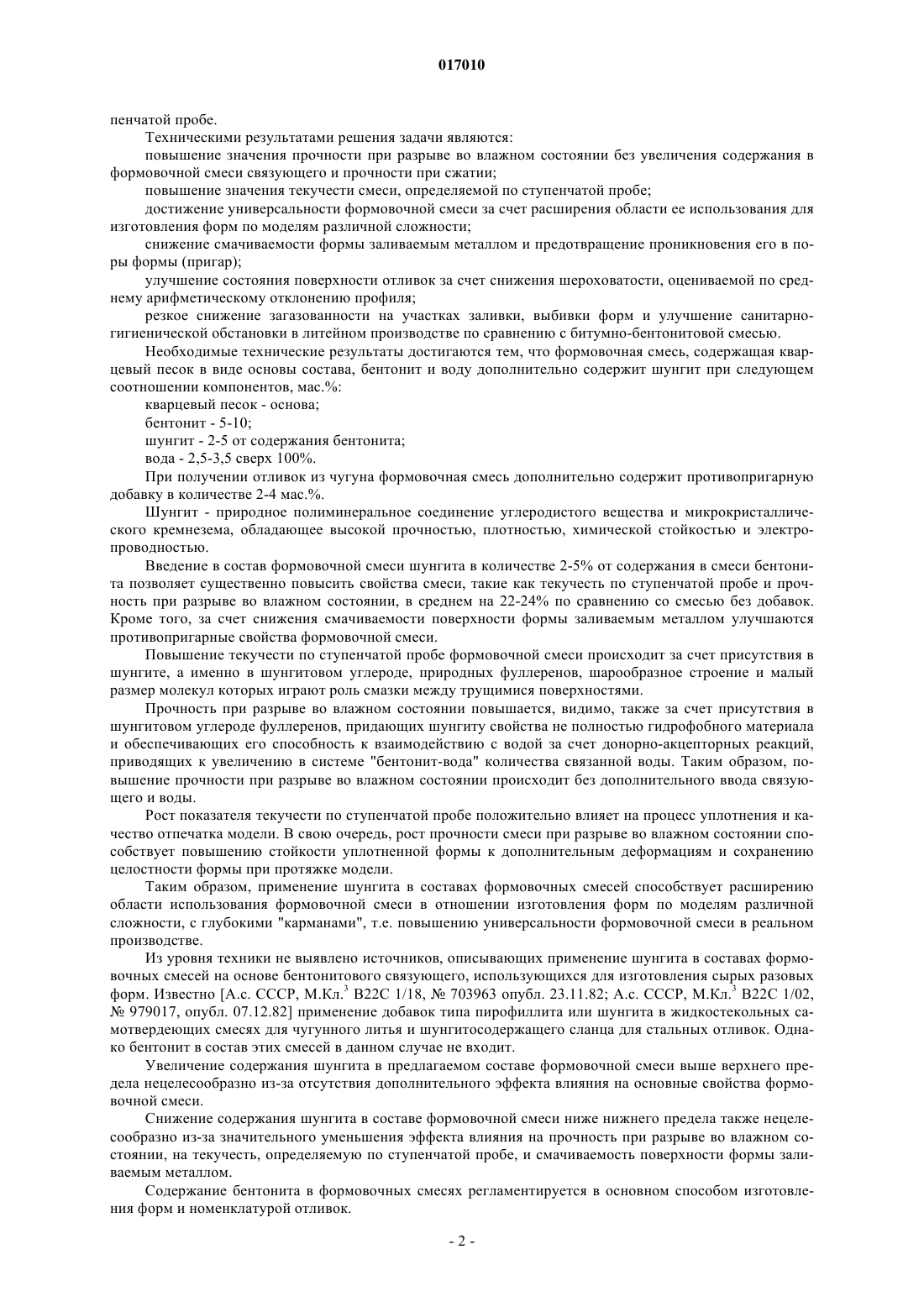
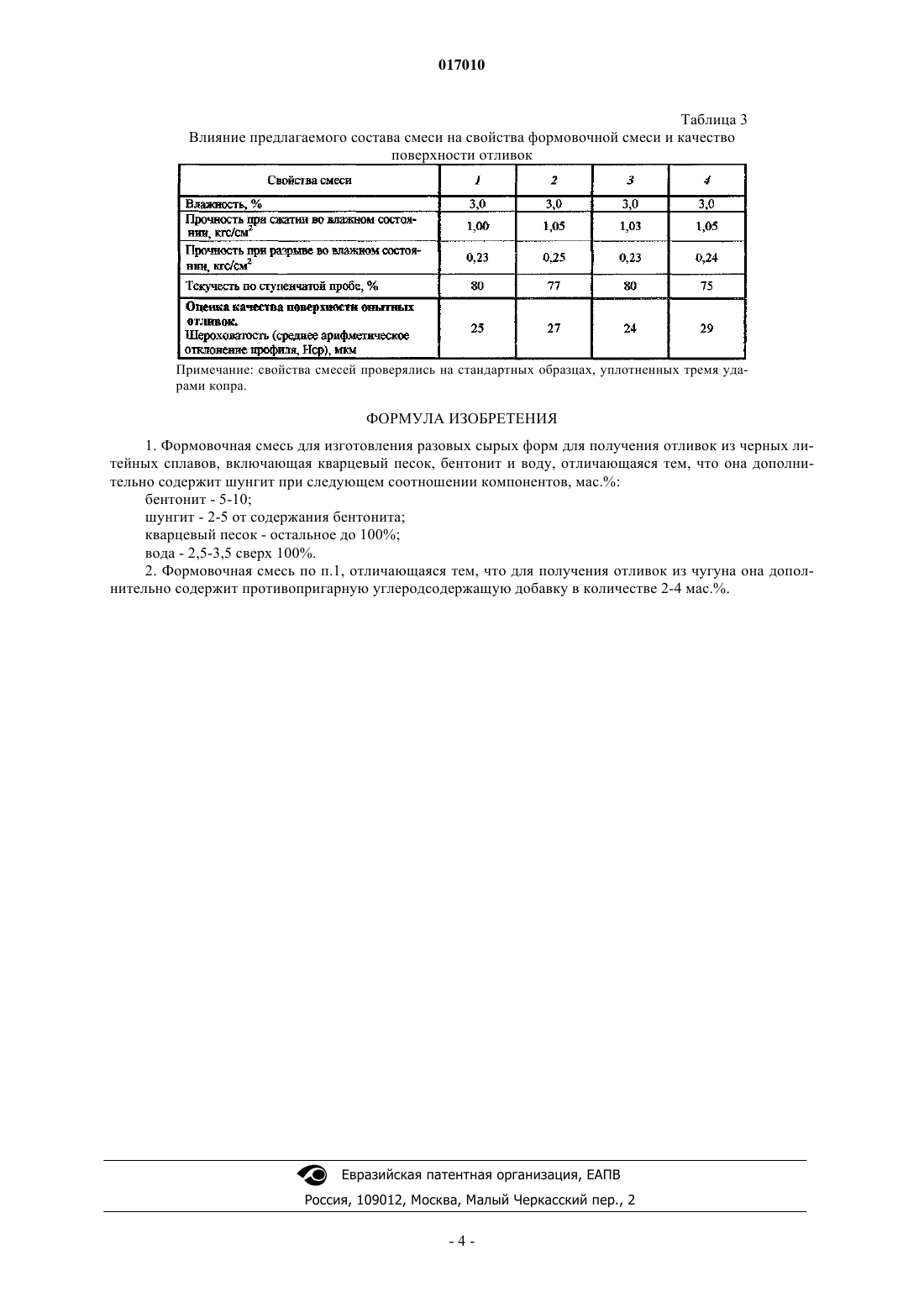
ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ СЫРЫХ ФОРМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ ЛИТЕЙНЫХ СПЛАВОВ Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов относится к составам формовочных смесей, используемых при изготовлении форм из песчано-глинистых (бентонитовых) смесей. Сущность изобретения заключается в том,что формовочная смесь, содержащая кварцевый песок, бентонит и воду, дополнительно содержит шунгит при следующем соотношении компонентов, мас.%: кварцевый песок - основа; бентонит 5-10; шунгит - 2-5 от содержания бентонита; вода - 2,5-3,5 сверх 100%. При изготовлении форм для чугунного литья смесь дополнительно содержит противопригарную углеродосодержащую добавку в количестве 2-4 мас.%. Использование предлагаемого состава формовочной смеси обеспечивает одновременно высокие значения показателей текучести смеси и прочности при разрыве во влажном состоянии, способствуя повышению стойкости уплотненной формы к дополнительным деформациям, повышению точности, а также улучшению состояния поверхности получаемых отливок. Совокупность этих свойств позволяет получать качественные отливки по моделям различной сложности, в том числе с глубокими "карманами".(71)(73) Заявитель и патентовладелец: ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "ЛИТАФОРМ" (RU) 017010 Изобретение относится к области литейного производства, а именно к составам формовочных смесей, используемых при изготовлении сырых разовых форм из песчано-глинистых (бентонитовых) смесей. Известны смеси для изготовления литейных форм, в состав которых входит огнеупорный наполнитель, например кварцевый песок, глинистые связующие (бентонит), вода. Кроме того, формовочные смеси, предназначенные для чугунного литья, обычно содержат противопригарную добавку (молотый или гранулированный каменный уголь и др.) [Формовочные материалы и технология литейной формы: Справочник/Жуковский С.С., Анисович Г.А., Давыдов Н.И. и др.; Под общ. ред. Жуковского С.С. - М.: Машиностроение, 1993, 432 с]. Указанные формовочные смеси не обеспечивают достаточно высокий уровень свойств, особенно по показателям пластичности (выражающихся, например, в текучести по ступенчатой пробе), а также влажности, и не способствуют получению качественных форм и отливок на автоматических формовочных линиях, особенно с использованием моделей сложной конфигурации. Наиболее близкой к предлагаемому изобретению по достигаемому результату и технической сущности является битумно-бентонитовая смесь следующего состава, мас.%: кварцевый песок - основа; бентонит - 4; битум марок БН-2 или БН-3 - 2; вода - до влажности 2,3-2,5%. Бентонит и битум вводились в формовочную смесь сверх 100%, битум вводился в виде эмульсии[Игнатова К.Ф., Мазуров В.И., Орлов Г.М. Изготовление литейных форм прессованием плоской колодкой под повышенным давлением с использованием текучих смесей. - "Технология автомобилестроения",1967, вып. 16]. Приведенный выше состав формовочной смеси обеспечивал повышение текучести по ступенчатой пробе с одновременным ростом прочностных свойств (табл. 1). Улучшение свойств смеси за счет ввода битума происходило в результате образования вокруг зерен песка устойчивых коллоидальных оболочек вязкой структуры за счет присутствия в битуме указанных марок, помимо масел и асфальтенов, большого количества специфических смол. Таблица 1 Взято из источника: Игнатова К.Ф., Мазуров В.И., Орлов Г.М. Изготовление литейных форм прессованием плоской колодкой под повышенным давлением с использованием текучих смесей. - "Технология автомобилестроения", 1967, вып. 16. Однако в процессе промышленной эксплуатации битумно-бентонитовой смеси обнаружились ее недостатки: сложность приготовления битумной эмульсии, резкое увеличение загазованности на участках заливки и выбивки форм (горение битума), отложение продуктов горения в системах вентиляции и накопление битума в формовочной смеси. Кроме того, необходимо отметить, что данный состав формовочной смеси имел ограниченное применение, так как низкие значения прочности при разрыве во влажном состоянии не позволяли получать качественные формы и отливки по моделям сложной конфигурации, в том числе с глубокими карманами. Недостаточная прочность при разрыве во влажном состоянии чаще бывает причиной дефектов формы и отливок, чем недостаточная прочность при сжатии. Соотношение величин прочности при сжатии и разрыве во влажном состоянии может быть различным в зависимости от типа смесей, номенклатуры отливок и конструктивных особенностей автоматических линий. Необходимо поддерживать повышенную прочность при разрыве во влажном состоянии формовочной смеси без существенного увеличения в ней связующего и влаги, повышенные содержания которых могут отрицательно повлиять на текучесть смеси, необходимую при уплотнении формы. Кроме того,повышение влажности увеличивает газотворную способность формовочной смеси и в условиях контакта формы с горячим металлом усиливает взаимодействие металла с материалом формы, приводя к образованию пригара на поверхности отливок. Технической задачей изобретения является разработка состава формовочной смеси, исключающего вышеуказанные недостатки прототипа и обеспечивающего получение качественных форм и отливок по моделям сложной конфигурации на автоматических формовочных линиях за счет одновременного повышения показателей прочности при разрыве во влажном состоянии и текучести, определяемой по сту-1 017010 пенчатой пробе. Техническими результатами решения задачи являются: повышение значения прочности при разрыве во влажном состоянии без увеличения содержания в формовочной смеси связующего и прочности при сжатии; повышение значения текучести смеси, определяемой по ступенчатой пробе; достижение универсальности формовочной смеси за счет расширения области ее использования для изготовления форм по моделям различной сложности; снижение смачиваемости формы заливаемым металлом и предотвращение проникновения его в поры формы (пригар); улучшение состояния поверхности отливок за счет снижения шероховатости, оцениваемой по среднему арифметическому отклонению профиля; резкое снижение загазованности на участках заливки, выбивки форм и улучшение санитарногигиенической обстановки в литейном производстве по сравнению с битумно-бентонитовой смесью. Необходимые технические результаты достигаются тем, что формовочная смесь, содержащая кварцевый песок в виде основы состава, бентонит и воду дополнительно содержит шунгит при следующем соотношении компонентов, мас.%: кварцевый песок - основа; бентонит - 5-10; шунгит - 2-5 от содержания бентонита; вода - 2,5-3,5 сверх 100%. При получении отливок из чугуна формовочная смесь дополнительно содержит противопригарную добавку в количестве 2-4 мас.%. Шунгит - природное полиминеральное соединение углеродистого вещества и микрокристаллического кремнезема, обладающее высокой прочностью, плотностью, химической стойкостью и электропроводностью. Введение в состав формовочной смеси шунгита в количестве 2-5% от содержания в смеси бентонита позволяет существенно повысить свойства смеси, такие как текучесть по ступенчатой пробе и прочность при разрыве во влажном состоянии, в среднем на 22-24% по сравнению со смесью без добавок. Кроме того, за счет снижения смачиваемости поверхности формы заливаемым металлом улучшаются противопригарные свойства формовочной смеси. Повышение текучести по ступенчатой пробе формовочной смеси происходит за счет присутствия в шунгите, а именно в шунгитовом углероде, природных фуллеренов, шарообразное строение и малый размер молекул которых играют роль смазки между трущимися поверхностями. Прочность при разрыве во влажном состоянии повышается, видимо, также за счет присутствия в шунгитовом углероде фуллеренов, придающих шунгиту свойства не полностью гидрофобного материала и обеспечивающих его способность к взаимодействию с водой за счет донорно-акцепторных реакций,приводящих к увеличению в системе "бентонит-вода" количества связанной воды. Таким образом, повышение прочности при разрыве во влажном состоянии происходит без дополнительного ввода связующего и воды. Рост показателя текучести по ступенчатой пробе положительно влияет на процесс уплотнения и качество отпечатка модели. В свою очередь, рост прочности смеси при разрыве во влажном состоянии способствует повышению стойкости уплотненной формы к дополнительным деформациям и сохранению целостности формы при протяжке модели. Таким образом, применение шунгита в составах формовочных смесей способствует расширению области использования формовочной смеси в отношении изготовления форм по моделям различной сложности, с глубокими "карманами", т.е. повышению универсальности формовочной смеси в реальном производстве. Из уровня техники не выявлено источников, описывающих применение шунгита в составах формовочных смесей на основе бентонитового связующего, использующихся для изготовления сырых разовых форм. Известно [А.с. СССР, М.Кл.3 В 22 С 1/18,703963 опубл. 23.11.82; А.с. СССР, М.Кл.3 В 22 С 1/02, 979017, опубл. 07.12.82] применение добавок типа пирофиллита или шунгита в жидкостекольных самотвердеющих смесях для чугунного литья и шунгитосодержащего сланца для стальных отливок. Однако бентонит в состав этих смесей в данном случае не входит. Увеличение содержания шунгита в предлагаемом составе формовочной смеси выше верхнего предела нецелесообразно из-за отсутствия дополнительного эффекта влияния на основные свойства формовочной смеси. Снижение содержания шунгита в составе формовочной смеси ниже нижнего предела также нецелесообразно из-за значительного уменьшения эффекта влияния на прочность при разрыве во влажном состоянии, на текучесть, определяемую по ступенчатой пробе, и смачиваемость поверхности формы заливаемым металлом. Содержание бентонита в формовочных смесях регламентируется в основном способом изготовления форм и номенклатурой отливок.-2 017010 Содержание бентонита в смеси менее 5 мас.% не обеспечивает достаточного уровня прочностных свойств формовочной смеси. Содержание бентонита более 10% требует увеличенного содержания воды,что приводит к увеличению газотворной способности смеси, и способствует образованию пригара и ужимин. Количество влаги (показатель влажности) будет зависеть от количества бентонита в смеси, температуры окружающей среды и т.п. Оптимальное количество вводимой в смесь воды 2,5-3,5 мас.% сверх 100%. Снижение содержания влаги в смеси ниже 2,5 мас.% повышает хрупкость и осыпаемость форм. Увеличение содержания влаги выше 3,5 мас.% также отрицательно влияет на прочностные свойства и текучесть, а также, как уже отмечалось, повышает склонность формовочной смеси к образованию пригара и ужимин. В случае получения чугунных отливок средней массы формовочная смесь дополнительно содержит противопригарную углеродсодержащую добавку в количестве 2-4 мас.%. В качестве противопригарной углеродсодержащей добавки могут быть использованы молотый или гранулированный уголь или комплексные противопригарные добавки, например "Литакарб". Уменьшение содержания противопригарной добавки ниже нижнего предела (менее 2,0 мас.%) не обеспечивает достаточного противопригарного эффекта. Увеличение содержания противопригарной добавки выше верхнего предела приведет к увеличению газотворной способности формовочных смесей и экономически нецелесообразно. В общем виде, для каждого состава формовочной смеси при выборе оптимальной влажности следует руководствоваться одновременным обеспечением прочностных и пластических показателей, особенно повышенной прочностью при разрыве во влажном состоянии, а также повышенной текучестью и минимальной хрупкостью. Формовочную смесь готовят следующим образом. В смеситель загружают последовательно или одновременно кварцевый песок (или отработанную смесь и песок в виде освежения), бентонит, шунгит,при необходимости противопригарную добавку, например "Литакарб", и требуемое количество воды. Время перемешивания смеси определяется типом смесителя и заводскими инструкциями. В табл. 2 приведены составы предлагаемой формовочной смеси. В табл. 3 представлены свойства формовочных смесей и показатели качества поверхности отливок. Для приготовления и исследования формовочных смесей использовался комплект польского лабораторного оборудования. Таким образом, использование предлагаемого состава формовочной смеси для изготовления сырых разовых песчано-бентонитовых форм, обеспечивает одновременно высокие значения показателей текучести смеси и прочности при разрыве во влажном состоянии, способствуя повышению стойкости уплотненной формы к дополнительным деформациям, повышению точности, а также улучшению состояния поверхности получаемых отливок. Совокупность этих свойств позволяет получать качественные отливки по моделям различной сложности, в том числе с глубокими "карманами". Таблица 2 Составы предлагаемой формовочной смеси Справочно: процент содержания шунгита в смеси при пересчете от бентонита.-3 017010 Таблица 3 Влияние предлагаемого состава смеси на свойства формовочной смеси и качество поверхности отливок Примечание: свойства смесей проверялись на стандартных образцах, уплотненных тремя ударами копра. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%: бентонит - 5-10; шунгит - 2-5 от содержания бентонита; кварцевый песок - остальное до 100%; вода - 2,5-3,5 сверх 100%. 2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из чугуна она дополнительно содержит противопригарную углеродсодержащую добавку в количестве 2-4 мас.%.
МПК / Метки
МПК: B22C 1/20
Метки: черных, разовых, сплавов, отливок, формовочная, смесь, изготовления, форм, сырых, получения, литейных
Код ссылки
<a href="https://eas.patents.su/5-17010-formovochnaya-smes-dlya-izgotovleniya-razovyh-syryh-form-dlya-polucheniya-otlivok-iz-chernyh-litejjnyh-splavov.html" rel="bookmark" title="База патентов Евразийского Союза">Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов</a>
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Сакагути Коити, Хирата Минору, Оя Тосихико, Сакаи Цуйоси, Комияма Такаюки
МПК: B22C 15/08, B22C 11/00, B22C 11/10...
Метки: литейных, эксплуатации, нижней, машина, формовочная, форм, изготовления, машины, способ, верхней
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: стержней, изготовления, форм, устройство, способ, целей, литейных, производства, литейного
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Способ изготовления керамических литейных форм
Номер патента: 13188
Опубликовано: 26.02.2010
Авторы: Хогланд Питер, Смит Дэвид, Паттилло Пол
МПК: B22C 9/04, C04B 35/00, B22C 1/16...
Метки: форм, литейных, керамических, изготовления, способ
Формула / Реферат:
1. Способ формования керамической литейной формы, включающий в себя пропитку керамической ткани глинистой суспензией, обертывание ткани вокруг формы и выдержку раствора до его затвердевания.2. Способ по п.1, дополнительно включающий в себя удаление формы из литейной формы.3. Способ по п.1, в котором глинистая суспензия содержит цемент.4. Способ по п.1, в котором глинистая суспензия содержит глинозем.5. Способ по п.1, в котором глинистая...
Фосфорсодержащая формовочная смесь для получения литейной формы для металлообработки
Номер патента: 15778
Опубликовано: 30.12.2011
Авторы: Мюллер Йенс, Фрон Маркус, Кох Дитер, Кершген Йорг
МПК: B22C 1/18
Метки: смесь, формы, литейной, получения, формовочная, фосфорсодержащая, металлообработки
Формула / Реферат:
1. Формовочная смесь для получения литейной формы для металлообработки, содержащая, по меньшей мере,огнеупорный основной формовочный материал;связующее на основе жидкого стекла;фракцию измельченного оксида металла, который выбран из группы диоксида кремния, оксида алюминия, оксида титана и оксида цинка;отличающаяся тем, что формовочная смесь содержит фракцию фосфорсодержащего соединения.2. Формовочная смесь по п.1, отличающаяся тем, что...
Формовочная смесь, содержащая углеводы
Номер патента: 15239
Опубликовано: 30.06.2011
Авторы: Мюллер Йенс, Кершген Йорг, Фрон Маркус, Кох Дитер, Шреккенберг Штефан
Метки: смесь, формовочная, углеводы, содержащая
Формула / Реферат:
1. Формовочная смесь для получения литейной формы для металлообработки, включающая, по меньшей мере, огнеупорный формовочный материал; связующее на основе жидкого стекла; фракцию измельченного оксида металла, который выбран из группы диоксида кремния, оксида алюминия, оксида титана и оксида цинка, отличающаяся тем, что формовочная смесь содержит углевод.2. Формовочная смесь по п.1, отличающаяся тем, что количество углевода в расчете на...
Предыдущий патент: Формовочная композиция
Следующий патент: Способ повышения эффективности преобразования солнечной энергии в электрическую и устройство для его реализации
Случайный патент: Способ развития аромата в сыре и продуктах, получаемых из сыра