Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Хирата Минору, Сакагути Коити, Оя Тосихико, Комияма Такаюки, Сакаи Цуйоси
Формула / Реферат
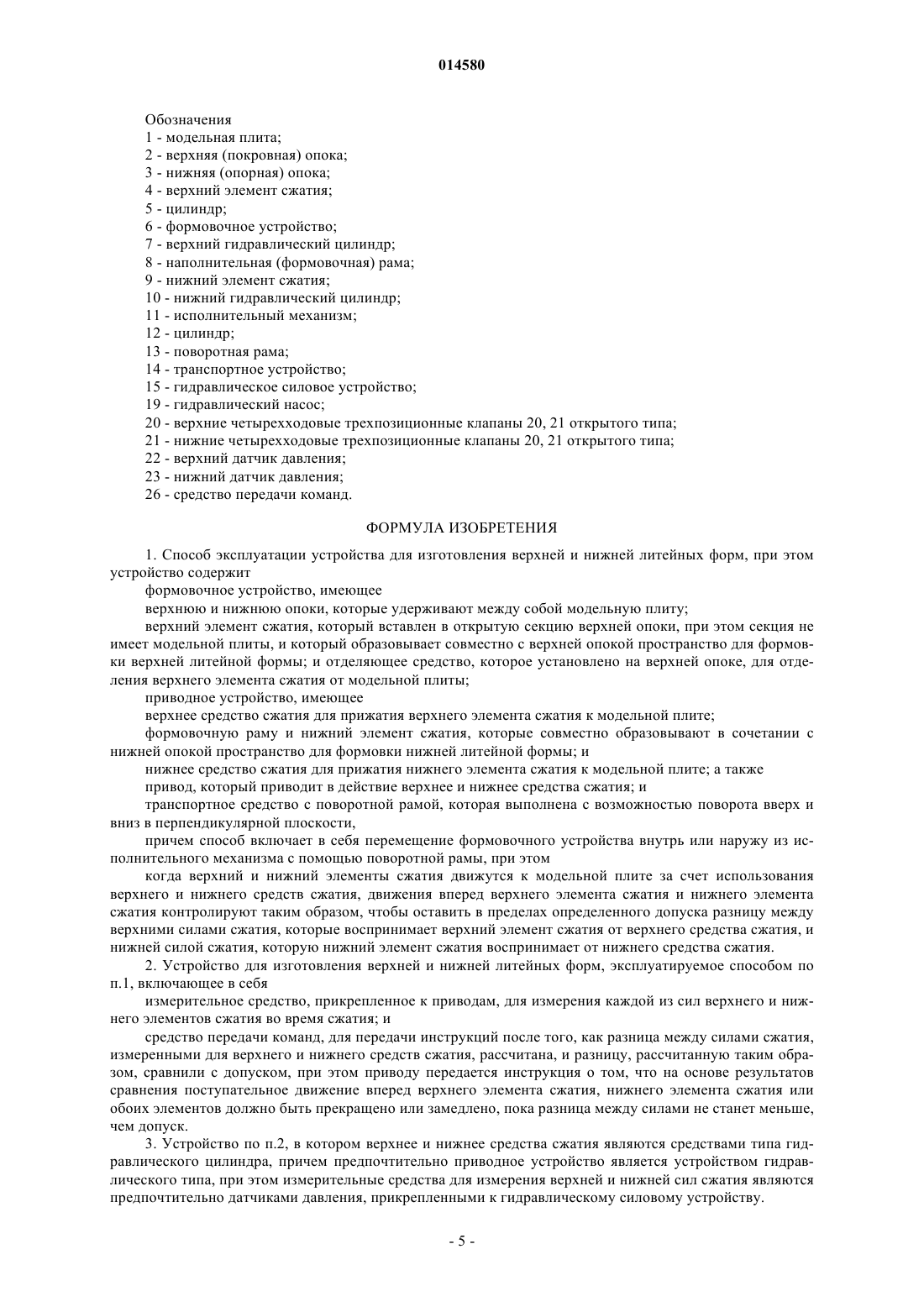
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержит
формовочное устройство, имеющее
верхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;
верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее средство, которое установлено на верхней опоке, для отделения верхнего элемента сжатия от модельной плиты;
приводное устройство, имеющее
верхнее средство сжатия для прижатия верхнего элемента сжатия к модельной плите;
формовочную раму и нижний элемент сжатия, которые совместно образовывают в сочетании с нижней опокой пространство для формовки нижней литейной формы; и
нижнее средство сжатия для прижатия нижнего элемента сжатия к модельной плите; а также
привод, который приводит в действие верхнее и нижнее средство сжатия; и
транспортное средство с поворотной рамой, которая выполнена с возможностью поворота вверх и вниз в перпендикулярной плоскости,
причем способ включает в себя перемещение формовочного устройства внутрь или наружу из исполнительного механизма с помощью поворотной рамы, при этом
когда верхний и нижний элементы сжатия движутся к модельной плите за счет использования верхнего и нижнего средства сжатия, движения вперед верхнего элемента сжатия и нижнего элемента сжатия контролируют таким образом, чтобы оставить в пределах определенного допуска разницу между верхними силами сжатия, которые воспринимает верхний элемент сжатия от верхнего средства сжатия, и нижней силой сжатия, которую нижний элемент сжатия воспринимает от нижнего средства сжатия.
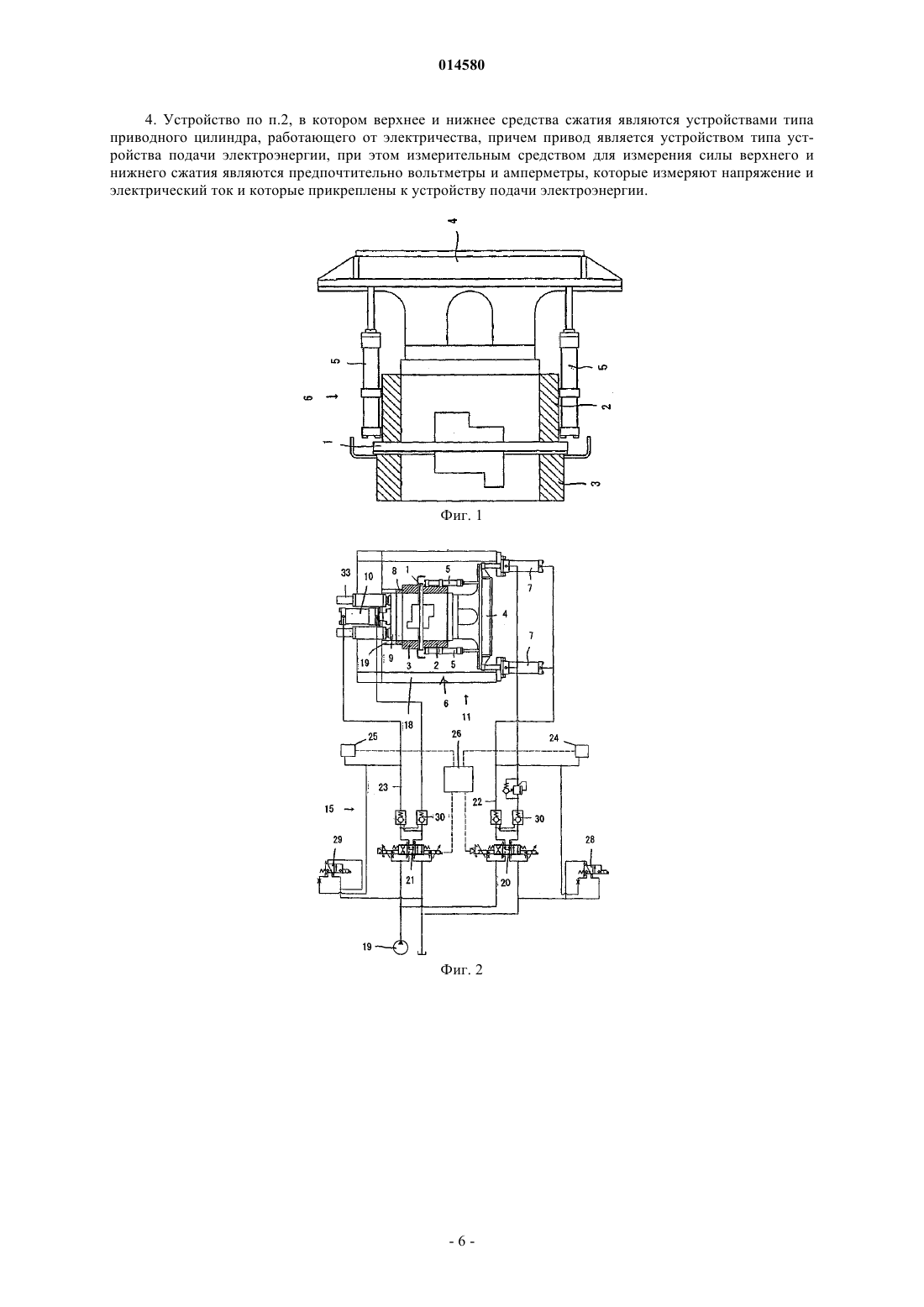
2. Устройство для изготовления верхней и нижней литейных форм, эксплуатируемое способом по п.1, включающее в себя
измерительное средство, прикрепленное к приводам, для измерения каждой из сил верхнего и нижнего элементов сжатия во время сжатия; и
средство передачи команд, для передачи инструкций после того, как разница между силами сжатия, измеренными для верхнего и нижнего средств сжатия, рассчитана, и разницу, рассчитанную таким образом, сравнили с допуском, при этом приводу передается инструкция о том, что на основе результатов сравнения поступательное движение вперед верхнего элемента сжатия, нижнего элемента сжатия или обоих элементов должно быть прекращено или замедлено, пока разница между силами не станет меньше, чем допуск.
3. Устройство по п.2, в котором верхнее и нижнее средство сжатия являются средствами типа гидравлического цилиндра, причем предпочтительно приводное устройство является устройством гидравлического типа, при этом измерительное средство для измерения верхней и нижней сил сжатия являются предпочтительно датчиками давления, прикрепленными к гидравлическому силовому устройству.
4. Устройство по п.2, в котором верхнее и нижнее средство сжатия являются устройствами типа приводного цилиндра, работающего от электричества, причем привод является устройством типа устройства подачи электроэнергии, при этом измерительным средством для измерения силы верхнего и нижнего сжатия являются предпочтительно вольтметры и амперметры, которые измеряют напряжение и электрический ток и которые прикреплены к устройству подачи электроэнергии.

Текст
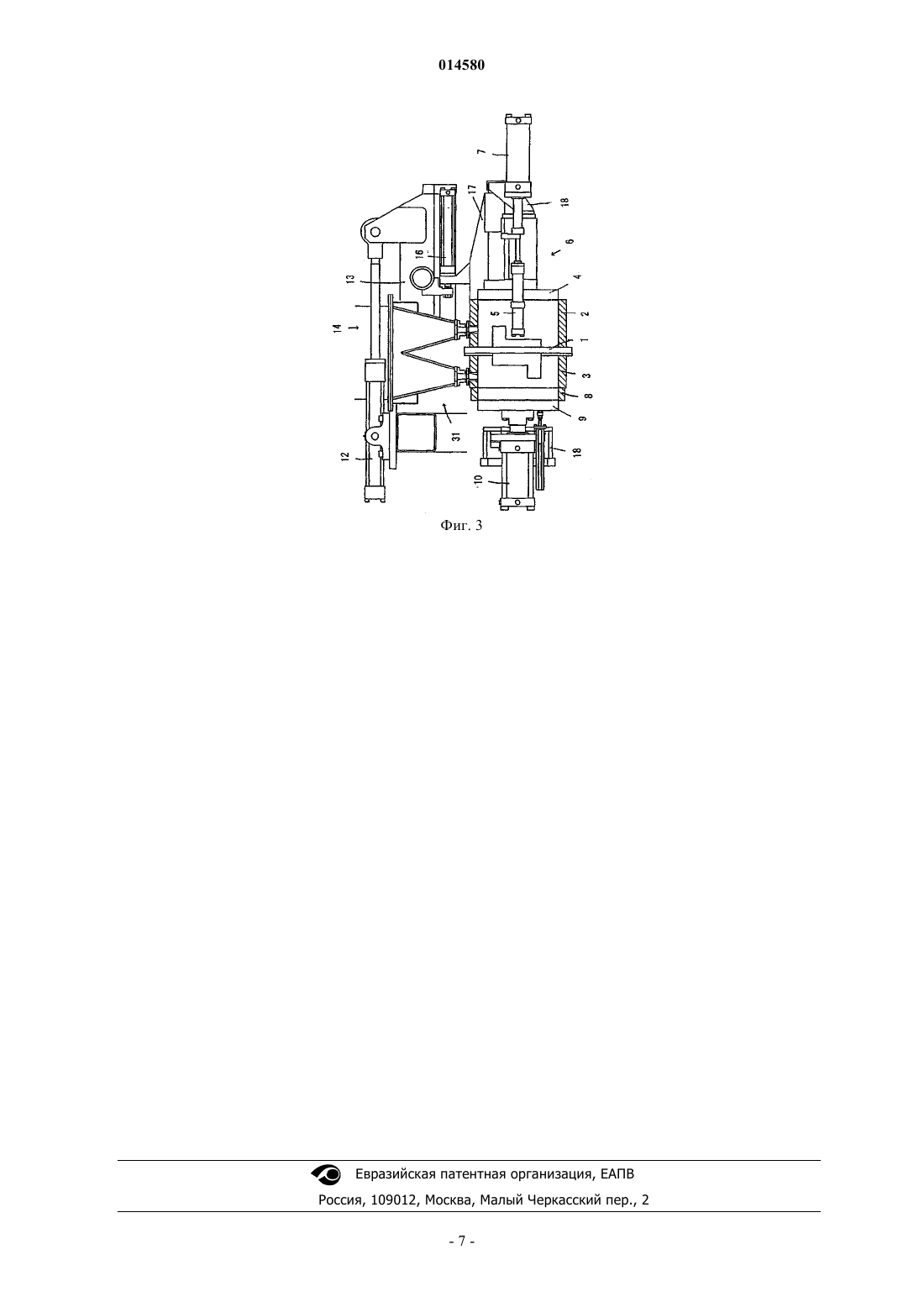
ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ И НИЖНЕЙ ЛИТЕЙНЫХ ФОРМ И СПОСОБ ЭКСПЛУАТАЦИИ МАШИНЫ Способ эксплуатации устройства для изготовления верхней и нижней литейных форм и устройство для изготовления верхней и нижней литейных форм, которые обеспечивают предотвращение коробления литейной формы и повреждение модельной плиты. Устройство для изготовления верхней и нижней литейных форм согласно настоящему изобретению контролирует перемещение вперед верхнего и нижнего элементов сжатия таким образом, что они каждый перемещаются вперед к модельной плите с помощью средства сжатия, причем разница в силах сжатия, оказываемых верхним средством сжатия на верхний элемент сжатия, и силы сжатия, оказываемой на нижний элемент сжатия, остается в пределах заданного допуска. 014580 Область техники, к которой относится изобретение Данное изобретение относится к способу эксплуатации устройства для изготовления верхней и нижней литейных форм и к устройству для изготовления верхней и нижней литейных форм. Более конкретно, изобретение относится к способу изготовления верхней и нижней литейных форм, при этом способ может предохранять от коробления литейную форму, которая отформована, или модельную плиту от повреждения и подобного, изобретение также относится к устройству для изготовления верхней и нижней литейных форм. Соответственно одно представленное в качестве образца устройство для изготовления верхней и нижней сборной безопочной литейных форм содержит две пары из верхней и нижней опок, при этом на каждой боковой стенке опок расположено впускное отверстие для вдуваемого песка; модельная плита расположена между одной из двух пар из верхней и нижней опок таким образом,что модельная плита может быть вставлена и изъята с помощью транспортного устройства; устройство прессования песка для литейной формы, имеющее верхнее и нижнее прессовочные средства, расположенные на открытых секциях верхней и нижней опок, при этом секции не имеют модельной плиты, так что прессовочное средство может свободно входить или выходить, при этом модельная плита, которая расположена между парой верхней и нижней опок, и устройство прессования песка являются опорой для пары верхней и нижней опок, между которыми находится модельная плита, таким образом, что пара верхней и нижней опок может поворачиваться вокруг опорной оси, либо в направлении вперед, либо в направлении назад в перпендикулярной плоскости, когда пара верхней и нижней опок находится в вертикальном положении и когда пара верхней и нижней опок находится в горизонтальном положении; поворотный привод, который поворачивает вперед или назад устройство прессования песка для формы; пескоструйное устройство, в котором формовочный песок вдувают через отверстие для заполнения песком (пескоструйное сопло), для вдувания песка в пару из верхней и нижней опок, которые располагают в вертикальном положении с помощью поворотного устройства; устройство для удаления литейной формы, которое удаляет верхнюю и нижнюю литейные формы внутри верхней и нижней опок, при этом литейные формы штабелированы и лежат в горизонтальном положении; устройство для поворота опок, которое может поворачивать по очереди и периодически две пары из верхней и нижней опок между устройством прессования песка для литейной формы, когда одна пара из верхней и нижней опок находится в горизонтальном положении, и устройством для удаления литейной формы, причем две пары из верхней и нижней опок лежат в горизонтальном положении, и каждая пара имеет одну опоку, находящуюся над другой, и которое также может поднимать и опускать верхнюю опоку. Патентная публикация 1. WO 2005/058528 А 1. Раскрытие изобретения Однако обычному устройству для изготовления верхней и нижней литейных форм, выполненному подобным образом, сопутствуют следующие проблемы: литейная форма, которая отформована, часто имеет коробление или даже поврежденную модельную плиту, в самом худшем случае. Это происходит из-за того, что возможна разница в скоростях поступательного движения или в силах сжатия между верхним и нижним средствами сжатия, разница в формах модели между обеими плоскостями модельной плиты, разница по толщине между верхней и нижней литейными формами, разница в плотностях песка, заполняющего формовочные пространства верхней и нижней литьевых форм, и подобном. Таким образом, существует разница в силах, которую прикладывают к каждому из верхнего и нижнего средств сжатия, когда каждое из них движется по направлению к модельной плите. То есть силы сжатия, генерируемые с помощью средства привода, которое двигает вперед верхнее и нижнее средства сжатия, становятся различными для каждого из верхнего и нижнего средств сжатия. Это делает одну из сил сжатия значительно больше. С точки зрения указанных проблем настоящее изобретение имеет целью создать способ эксплуатации устройства для изготовления верхней и нижней литейных форм и устройство для изготовления верхней и нижней литейных форм, которые позволяют предотвратить коробление изготавливаемой формы или повреждение модельной плиты. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм согласно настоящему изобретению пригоден для устройства, содержащего формовочное устройство с верхней и нижней опоками, которые удерживают между собой модельную плиту; верхним элементом сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который совместно с верхней опокой может образовывать пространство для формовки верхней литейной формы; и отделяющим средством, которое установлено на верхней опо-1 014580 ке, для отделения верхнего элемента сжатия от модельной плиты; приводное устройство с верхним средством сжатия для прижатия верхнего средства сжатия к модельной плите; формовочную раму и нижний элемент сжатия, которые совместно могут образовывать в сочетании с нижней опокой пространство для формовки нижней литейной формы; и нижнее средство сжатия для прижатия нижнего элемента сжатия к модельной плите; приводное устройство, которое приводит в действие верхнее и нижнее средства сжатия; и транспортное средство с поворотной рамой, которая может поворачиваться вверх или вниз в перпендикулярной плоскости,при этом способ эксплуатации устройства для изготовления верхней и нижней литейных форм предусматривает, что формовочное устройство перемещают внутрь или наружу из исполнительного механизма путем использования поворотной рамы; при этом, когда верхний и нижний элементы сжатия поступательно движутся к модельной плите за счет использования верхнего и нижнего средств сжатия, перемещения вперед верхнего элемента сжатия и нижнего элемента сжатия контролируют таким образом,чтобы оставить в пределах определенного допуска разницу между верхними силами сжатия, которые верхний элемент сжатия воспринимает от верхнего средства сжатия, и нижней силой сжатия, которую нижний элемент сжатия воспринимает от нижнего средства сжатия. По другому аспекту настоящего изобретения устройство для изготовления верхней и нижней литейных форм, использующее данный способ работы, содержит измерительное средство, прикрепленное к приводным устройствам, для измерения каждой из сил верхнего и нижнего элементов сжатия во время сжатия; и средство передачи команд, после того как разница между силами сжатия, измеренными для верхнего и нижнего элементов сжатия, рассчитана, и рассчитанную таким образом разницу сравнили с допуском, подающее команду устройству привода, которое, на основе результатов сравнения, прекращает или замедляет поступательное движение вперед верхнего элемента сжатия, нижнего элемента сжатия или их обоих, пока разница между силами не станет меньше, чем допуск. Устройство для изготовления верхней и нижней литейных форм скомпоновано таким образом, что после того как формовочное устройство введено в исполнительный механизм с помощью транспортного средства, верхний и нижний элементы сжатия поступательно продвигаются вперед к модельной плите с помощью верхнего и нижнего средств сжатия, при этом песок внутри верхнего и нижнего формовочных пространств верхней и нижней литейных форм сжимают, при этом разницу сил между силами от верхнего и нижнего средств сжатия рассчитывают на основе результатов, измеренных измерительным средством, и рассчитанные результаты сравнивают с допуском. Соответственно, если разница сил больше, чем допуск, средство передачи команд передает указания каждому из верхнего и нижнего средств сжатия прекратить или замедлить перемещение вперед верхнего средства сжатия и нижнего средства сжатия,или того средства сжатия, из верхнего средства сжатия или нижнего средства сжатия, которое имеет большую силу, пока разница между силами не попадет в диапазон допуска. Предпочтительно верхнее и нижнее средства сжатия являются средствами типа гидравлического цилиндра, также предпочтительно приводное устройство является устройством гидравлического типа. Кроме того, измерительное средство для измерения верхней и нижней сил сжатия является предпочтительно датчиками давления, прикрепленными к гидравлическому устройству. Когда верхнее и нижнее средства сжатия являются устройствами типа электрического цилиндра и также когда приводное устройство является устройством типа устройства подачи электрической энергии,измерительное средство для измерения верхней и нижней сил сжатия является предпочтительно вольтметрами и амперметрами, которые измеряют напряжение и электрический ток и которые прикреплены к устройству подачи электроэнергии. Эффекты изобретения Способ и устройство по настоящему изобретению позволяют контролировать (прерывать или замедлять) перемещение вперед верхнего или нижнего элементов сжатия таким образом, чтобы сделать разницу между силами, действующими на верхний и нижний элементы сжатия, меньше, чем допуск, и таким образом, что верхний и нижний элементы сжатия могут перемещаться вперед при условии, что силы, приложенные к верхнему и нижнему элементам сжатия, хорошо сбалансированы между собой. Например, когда разница в силах, приложенных к верхнему и нижнему элементам сжатия, больше, чем допуск, тогда перемещение вперед того из верхнего или нижнего элементов сжатия, который имеет большую силу, прерывается или замедляется до тех пор, пока разница между силами не станет меньше,чем допуск. Таким образом, настоящее изобретение обеспечивает положительные эффекты, такие как предотвращение коробления отформованной формы и предотвращение повреждения модельной плиты. Описание предпочтительного варианта осуществления изобретения В одном варианте осуществления настоящего изобретения устройство для изготовления верхней и нижней литейных форм, которая не имеет опоки, объяснено ниже, со ссылкой на фиг. 1, где показана основная часть устройства для изготовления верхней и нижней литейных форм, на фиг. 2, где дано схематичное изображение, которое включает в себя основную часть устройства для изготовления верхней и-2 014580 нижней литейных форм, и на фиг. 3, где показан вид спереди в разрезе части фиг. 2. В устройстве для изготовления верхней и нижней литейных форм по настоящему изобретению, как показано на фиг. 1, формовочное устройство 6 содержит верхнюю и нижнюю опоки 2, 3, которые удерживают между собой модельную плиту 1; верхний элемент 4 сжатия, который вставлен в открытую секцию верхней опоки 2, при этом у секции нет модельной плиты 1, и она может образовывать совместно с верхней опокой 2 пространство, которое образует верхнюю литейную форму; и два цилиндра 5, 5, установленные на обеих, передней и задней, внешних сторонах верхней опоки 2 в качестве отделяющего средства для отделения верхнего элемента 4 сжатия от модельной плиты 1. Как показано на фиг. 2 и 3, исполнительный механизм 11 содержит два верхних гидравлических цилиндра 7, 7, обращенных влево, в качестве верхнего средства сжатия, которое прижимает верхний элемент 4 сжатия к модельной плите 1; наполнительную раму 8 и нижний элемент 9 сжатия, который может образовывать совместно с нижней опокой 3 пространство для формовки литейной формы; и гидравлический цилиндр 10, обращенный вправо, в качестве нижнего средства сжатия, который прижимает нижний элемент 9 сжатия к модельной плите 1. Устройство для изготовления верхней и нижней литейных форм согласно настоящему изобретению дополнительно содержит транспортное средство 14, которое имеет формовочное устройство 6, которое входит или выходит из исполнительного механизма 11 за счет перемещения вверх и вниз поворотной рамы 13, которая выполняет поворотное перемещение вверх и вниз в перпендикулярной плоскости за счет перемещения выдвижения и втягивания цилиндра 12; и гидравлическое силовое устройство 15, которое приводит в движение, в качестве привода, верхний и нижний гидравлические цилиндры 7, 7, 10. Устройство для изготовления верхней и нижней безопочной литейных форм согласно настоящему изобретению имеет устройство для удаления литейной формы (не показано). Оно удаляет из верхней и нижней опоки, после того как формование выполнено, верхнюю и нижнюю литьевые формы, которые находятся внутри верхней и нижней опок. Однако устройство для изготовления верхней и нижней литейных форм, которое не имеет устройства для удаления литейной формы (не показано), которое удаляет верхнюю и нижнюю литейную форму, может быть также использовано в настоящем изобретении. Модельную плиту 1 вставляют и вынимают между верхней и нижней опоками 2, 3 (или покровной и опорной опоками) с помощью устройства переноса (не показано). В формовочном устройстве 6, как показано на фиг. 3, нижняя (опорная) опока 3 установлена с левой стороны поворотной рамы 13, а верхняя (покровная) опока 2 установлена с помощью направляющих стержней (не показаны) с правой стороны от нижней опоки 3. Верхняя опока 2 может свободно перемещаться горизонтально. Верхний конец поршневого штока цилиндра 16, обращенный боком налево, установлен на нижней части поворотной рамы 13. Соединительный элемент 17 прикреплен к поршневому штоку цилиндра 16. Верхняя опока 2 прикреплена к соединительному элементу 17. Верхняя опока 2 может перемещаться вперед или назад относительно нижней опоки 3 посредством выдвижения или втягивания цилиндра 16. В исполнительном механизме 11, как показано на фиг. 2, верхние гидравлические цилиндры 7, 7 установлены на конце правой стороны фиксирующей рамы 18. Она имеет С-образную форму, если смотреть сверху (вид сверху). Также нижний гидравлический цилиндр 10 установлен в центре левой стороны фиксирующей рамы 18. Кроме того, нижний элемент 9 сжатия прикреплен к концу поршневого штока нижнего гидравлического цилиндра 10. Наполнительная рама 8 прикреплена к левой части фиксирующей рамы 18 через несущий элемент 19. Кроме того, в силовом гидравлическом устройстве 15, чтобы подавать масло высокого давления из гидравлического насоса 19, верхний и нижний четырехходовые трехпозиционные клапаны 20, 21 открытого типа соединены параллельно с головками верхнего и нижнего гидравлических цилиндров 7, 7, 10. Кроме того, верхний и нижний датчики 24, 25 давления, как средство для измерения верхней и нижней сил сжатия во время сжатия, установлены на верхнем и нижнем гидравлических трубопроводах 22, 23,которые соединяют верхние и нижние четырехходовые трехпозиционные клапаны 20, 21 открытого типа с впусками масла высокого давления, через которые вводят масло высокого давления, которое служит для выдвигания и втягивания верхнего и нижнего гидравлических цилиндров 7, 7, 10. Кроме того, верхний и нижний датчики 24, 25 давления, которые путем вычисления разницы между силами сжатия, замеренными верхним и нижним датчиками 24, 25 давления (сила сжатия, переведенная и рассчитанная на основе давления масла высокого давления), и сравнения результатов расчета с допуском, контролируют поступательное перемещение вперед верхнего или нижнего элементов сжатия, или обоих элементов, таким образом, чтобы поддерживать разницу сил в пределах допуска. Средство 26 передачи команд, которое передает инструкции на четырехходовые трехпозиционные клапаны 20, 21 открытого типа, электрически соединено с верхним и нижним датчиками 24, 25 давления,таким образом, что, когда разница сил между силами сжатия, замеренными верхним и нижним датчиками 24, 25 давления, больше, чем допуск, инструкции передаются на четырехходовые трехпозиционные клапаны 20, 21 открытого типа гидравлического силового устройства 15, которое содержит верхний и-3 014580 нижний гидравлические цилиндры 7, 10, чтобы, например, прервать или замедлить поступательное перемещение вперед того из гидравлических цилиндров 7 или 10, который имеет большую силу сжатия,пока разница в силах не будет меньше допуска. На фиг. 2 символы 28, 29 обозначают контуры сброса давления (клапаны). Символ 30 обозначает обратный клапан со вспомогательным клапаном. На фиг. 3 символ 31 обозначает пескоструйное устройство для литейной формы. На фиг. 2 символ 33 обозначает направляющий стержень. Таким образом, устройство для изготовления верхней и нижней литейных форм скомпоновано таким образом, что оно обеспечивает поворот поворотной рамы 13 по часовой стрелке за счет выдвижения верхнего гидравлического цилиндра 12 транспортного средства 14 при условии, что верхние цилиндры 7,7 исполнительного механизма 11 втянуты, и, как показано на фиг. 2, перемещает формовочное устройство 6 в исполнительный механизм 11. Во время этого поворота устройство путем выдвижения нижнего гидравлического цилиндра 10 до требуемой длины за счет регулирования четырехходового трехпозиционного клапана 21 открытого типа гидравлического устройства 15, а также за счет выдвижения и втягивания двух цилиндров 5, 5, вставляет каждый из верхнего и нижнего элементов 4, 9 сжатия в открытую секцию верхней опоки 2, при этом секция не имеет модельной плиты, верхней и нижней опок 2, 3 формовочного устройства 6, и в наполнительную раму 8, опоки которой удерживают модельную плиту 1 между собой. После того как нижние формовочные пространства образованы с помощью нижней опоки 3, контактирующей с наполнительной рамой 8, регулируют нижние трехпозиционные четырехходовые клапаны 21 открытого типа и подобное. Затем вдувают формовочный песок с помощью пескоструйного устройства 31 во все верхние и нижние формовочные пространства. Затем верхние и нижние гидравлические цилиндры 7, 7, 10 выдвигают путем регулирования верхнего и нижнего четырехходовых трехпозиционных клапанов 20, 21 открытого типа. Затем верхний и нижний элементы 4, 9 сжатия перемещают вперед, чтобы сжать формовочный песок внутри верхнего и нижнего формовочного пространств. В этом процессе сжатия формовочного песка верхний и нижний датчики 24, 25 давления измеряют давление масла высокого давления в верхнем и нижнем гидравлических цилиндрах 7, 7, 10. Если разница в силах сжатия между верхним и нижним элементами сжатия, замеренная верхним и нижним датчиками 24, 25 давления, возрастает до максимального уровня допуска и обе силы сжатия являются большими,средство 26 передачи команд передает указания на пилотную секцию верхнего и нижнего четырехходовых трехпозиционных клапанов 20, 21 открытого типа, чтобы прервать подачу масла высокого давления к верхнему и нижнему гидравлическим цилиндрам 7, 7, 10, и тем самым управляет верхним и нижним четырехходовыми трехпозиционными клапанами 20, 21 открытого типа. В этом варианте осуществления изобретения указания прервать подачу масла высокого давления отсылаются на верхний и нижний гидравлические цилиндры 7, 7, 10. Однако также могут быть даны указания замедлить подачу масла высокого давления. Таким образом, верхний и нижний гидравлические цилиндры 7, 7, 10 работают и выдвигают цилиндры за счет остаточного давления масла высокого давления, а затем перемещают верхний и нижний элементы 4, 9 сжатия вперед. Если разница в силах сжатия, измеренных верхним и нижним датчиками 24, 25, становится меньше,чем допуск, тогда, после того как верхний и нижний гидравлические цилиндры 7, 7, 10 выдвинуты, верхний и нижний четырехходовые трехпозиционные клапаны 20, 21 открытого типа снова регулируют. Затем начинают подачу масла высокого давления к верхнему и нижнему гидравлическим цилиндрам 7, 7,10, и верхний и нижний гидравлические цилиндры 7, 7, 10 возобновляют выдвижение. Эти перемещения повторяют. Формовочный песок внутри формовочных пространств сжимают и формуют верхнюю и нижнюю литейные формы. В настоящем варианте осуществления изобретения верхний и нижний гидравлические цилиндры 7,10 используют в качестве верхнего и нижнего средства сжатия. Таким образом, гидравлическое силовое устройство 15 используют как привод. Однако в этом изобретении приводное устройство не ограничено устройством гидравлического типа. Устройство может быть составлено таким образом, что верхнее и нижнее средства сжатия являются приводными цилиндрами, работающими от электричества, которые превращают вращательное движение оси электродвигателя в линейное перемещение с использованием винтового механизма, и что приводное устройство может быть устройством типа устройства подачи электрической энергии. Измерительным средством для верхней и нижней сил сжатия являются вольтметры и амперметры, встроенные в устройство подачи электрической энергии. Краткое описание чертежей На фиг. 1 показано схематичное изображение основной части устройства для изготовления верхней и нижней безопочной литейных форм в одном варианте осуществления изобретения. На фиг. 2 показано схематичное изображение; оно включает в себя основную часть устройства для изготовления верхней и нижней литейных форм. На фиг. 3 показан вид спереди в разрезе части по фиг. 2.-4 014580 Обозначения 1 - модельная плита; 2 - верхняя (покровная) опока; 3 - нижняя (опорная) опока; 4 - верхний элемент сжатия; 5 - цилиндр; 6 - формовочное устройство; 7 - верхний гидравлический цилиндр; 8 - наполнительная (формовочная) рама; 9 - нижний элемент сжатия; 10 - нижний гидравлический цилиндр; 11 - исполнительный механизм; 12 - цилиндр; 13 - поворотная рама; 14 - транспортное устройство; 15 - гидравлическое силовое устройство; 19 - гидравлический насос; 20 - верхние четырехходовые трехпозиционные клапаны 20, 21 открытого типа; 21 - нижние четырехходовые трехпозиционные клапаны 20, 21 открытого типа; 22 - верхний датчик давления; 23 - нижний датчик давления; 26 - средство передачи команд. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержит формовочное устройство, имеющее верхнюю и нижнюю опоки, которые удерживают между собой модельную плиту; верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее средство, которое установлено на верхней опоке, для отделения верхнего элемента сжатия от модельной плиты; приводное устройство, имеющее верхнее средство сжатия для прижатия верхнего элемента сжатия к модельной плите; формовочную раму и нижний элемент сжатия, которые совместно образовывают в сочетании с нижней опокой пространство для формовки нижней литейной формы; и нижнее средство сжатия для прижатия нижнего элемента сжатия к модельной плите; а также привод, который приводит в действие верхнее и нижнее средства сжатия; и транспортное средство с поворотной рамой, которая выполнена с возможностью поворота вверх и вниз в перпендикулярной плоскости,причем способ включает в себя перемещение формовочного устройства внутрь или наружу из исполнительного механизма с помощью поворотной рамы, при этом когда верхний и нижний элементы сжатия движутся к модельной плите за счет использования верхнего и нижнего средств сжатия, движения вперед верхнего элемента сжатия и нижнего элемента сжатия контролируют таким образом, чтобы оставить в пределах определенного допуска разницу между верхними силами сжатия, которые воспринимает верхний элемент сжатия от верхнего средства сжатия, и нижней силой сжатия, которую нижний элемент сжатия воспринимает от нижнего средства сжатия. 2. Устройство для изготовления верхней и нижней литейных форм, эксплуатируемое способом по п.1, включающее в себя измерительное средство, прикрепленное к приводам, для измерения каждой из сил верхнего и нижнего элементов сжатия во время сжатия; и средство передачи команд, для передачи инструкций после того, как разница между силами сжатия,измеренными для верхнего и нижнего средств сжатия, рассчитана, и разницу, рассчитанную таким образом, сравнили с допуском, при этом приводу передается инструкция о том, что на основе результатов сравнения поступательное движение вперед верхнего элемента сжатия, нижнего элемента сжатия или обоих элементов должно быть прекращено или замедлено, пока разница между силами не станет меньше,чем допуск. 3. Устройство по п.2, в котором верхнее и нижнее средства сжатия являются средствами типа гидравлического цилиндра, причем предпочтительно приводное устройство является устройством гидравлического типа, при этом измерительные средства для измерения верхней и нижней сил сжатия являются предпочтительно датчиками давления, прикрепленными к гидравлическому силовому устройству.-5 014580 4. Устройство по п.2, в котором верхнее и нижнее средства сжатия являются устройствами типа приводного цилиндра, работающего от электричества, причем привод является устройством типа устройства подачи электроэнергии, при этом измерительным средством для измерения силы верхнего и нижнего сжатия являются предпочтительно вольтметры и амперметры, которые измеряют напряжение и электрический ток и которые прикреплены к устройству подачи электроэнергии.
МПК / Метки
МПК: B22C 11/00, B22C 15/18, B22C 11/10, B22C 15/08, B22C 19/04
Метки: машины, изготовления, форм, верхней, эксплуатации, формовочная, нижней, машина, литейных, способ
Код ссылки
<a href="https://eas.patents.su/8-14580-formovochnaya-mashina-dlya-izgotovleniya-verhnejj-i-nizhnejj-litejjnyh-form-i-sposob-ekspluatacii-mashiny.html" rel="bookmark" title="База патентов Евразийского Союза">Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины</a>
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: способ, разливочной, ленточной, разливочная, также, ленточная, изготовления, ленты, машина, машины, эксплуатации, металлической
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Способ изготовления керамических литейных форм
Номер патента: 13188
Опубликовано: 26.02.2010
Авторы: Смит Дэвид, Паттилло Пол, Хогланд Питер
МПК: C04B 35/00, B22C 1/16, B22C 9/04...
Метки: способ, литейных, изготовления, керамических, форм
Формула / Реферат:
1. Способ формования керамической литейной формы, включающий в себя пропитку керамической ткани глинистой суспензией, обертывание ткани вокруг формы и выдержку раствора до его затвердевания.2. Способ по п.1, дополнительно включающий в себя удаление формы из литейной формы.3. Способ по п.1, в котором глинистая суспензия содержит цемент.4. Способ по п.1, в котором глинистая суспензия содержит глинозем.5. Способ по п.1, в котором глинистая...
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: форм, стержней, литейного, устройство, целей, производства, изготовления, литейных, способ
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Способ и устройство для формовки верхней и нижней полуформ, не имеющих опок
Номер патента: 8842
Опубликовано: 31.08.2007
Авторы: Хирата Минору, Комияма Такаюки
МПК: B22C 11/00
Метки: верхней, устройство, формовки, опок, полуформ, способ, нижней, имеющих
Формула / Реферат:
1. Способ для формовки верхней и нижней полуформ, не имеющих опок, которые совмещены между собой, содержащий: (1) операцию установки и удерживания, предназначенную для установки модельной плиты между верхней и нижней опоками, имеющими входные отверстия для формовочной смеси и расположенными горизонтально, и удерживания модельной плиты; (2) ограничивающую операцию для ограничения верхнего и нижнего формовочных пространств путем вставки верхнего и...
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 15/28, B22C 11/00, B22C 21/02...
Метки: машина, изготовления, опока, литейной, частей, линия, формовочная, двух, формы
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Предыдущий патент: Буксируемое устройство для сельскохозяйственных работ
Следующий патент: Система отделки поверхностей
Случайный патент: Способ лечения эффектов воздействия облучения