Литейная форма
Формула / Реферат
1. Литейная форма, включающая в себя нижнюю часть литейной формы, содержащую вогнутый участок, имеющий форму отливки и предназначенный для заливки расплавленного металла в количестве, требуемом для получения отливок, и верхнюю часть литейной формы, содержащую выпуклый участок, имеющий форму отформованного изделия и формирующий полость, требуемую для получения отливок, когда верхняя часть литейной формы сопрягается с нижней частью литейной формы, при этом конструкция образована таким образом, чтобы имелись определенные зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы для предотвращения утечки расплавленного металла на плоскость сопряжения, сформированную в месте сопряжения верхней части литейной формы и нижней части литейной формы при получении отливки, при этом в конструкции для предотвращения утечки расплавленного металла предусмотрен запрессовываемый участок, выступающий от плоскости сопряжения и сформированный вдоль внешней окружности вогнутого участка нижней части литейной формы, и участок канавки, сформированный на верхней части литейной формы таким образом, что он соответствует выступающему запрессовываемому участку.
2. Литейная форма по п.1, в которой по меньшей мере одна выпорная пустота для расплавленного металла сформирована на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы.
3. Литейная форма по п.1, в которой зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы выбираются таким образом, чтобы находиться в диапазоне от 0,1 до 4,0 мм.
4. Литейная форма по п.1, в которой формы выступающего запрессовываемого участка и канавочного участка выполнены почти прямоугольными в поперечном сечении, перпендикулярном плоскости раздела нижней части литейной формы и плоскости раздела верхней части литейной формы.
5. Литейная форма по п.1, в которой высота выступающего запрессовываемого участка, измеренная от соответствующей плоскости раздела, и глубина участка канавки, измеренная от соответствующей плоскости раздела, выбираются таким образом, чтобы находиться в диапазоне от 5 до 50 мм, при этом зазоры фиксируются между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы.
6. Литейная форма по п.1, в которой ширина выступающего запрессовываемого участка и канавочного участка выбирается таким образом, чтобы находиться в диапазоне от 10 до 50 мм, при этом зазоры фиксируются между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы.
7. Литейная форма по п.2, в которой отношение площадей открытого участка выпорной пустоты к поверхности разъема отливки на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы, выбирается таким образом, чтобы составлять от 1 до 20%.
8. Литейная форма по пп.2 и 7, в которой отношение веса избыточного расплавленного металла, который заходит в выпорную пустоту, к весу расплавленного металла, требуемого для получения отливки, составляет от 1 до 20%.
9. Литейная форма по п.1, в которой конструкция формируется таким образом, чтобы иметь ступеньку в диапазоне от 5 до 50 мм между поверхностью разъема на запрессовываемом участке, которая располагается рядом с внешней окружностью выступающего участка верхней части литейной формы, и плоскостью раздела верхней части литейной формы, которая располагается на внешней окружности поверхности разъема.
10. Литейная форма по п.9, в которой зазор между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы выбирается таким образом, чтобы находиться в диапазоне от 0,1 до 4,0 мм.
11. Литейная форма по п.9, в которой по меньшей мере одна выпорная пустота сформирована на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы.
12. Литейная форма по п.11, в которой отношение площадей открытого участка выпорной пустоты к поверхности разъема отформованного изделия на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы, выбирается таким образом, чтобы составлять от 1 до 20%.
13. Литейная форма по любому из пп.11, 12, в которой отношение веса избыточного расплавленного металла, который заходит в выпорную пустоту, к весу расплавленного металла, требуемого для получения отливки, составляет от 1 до 20%.

Текст
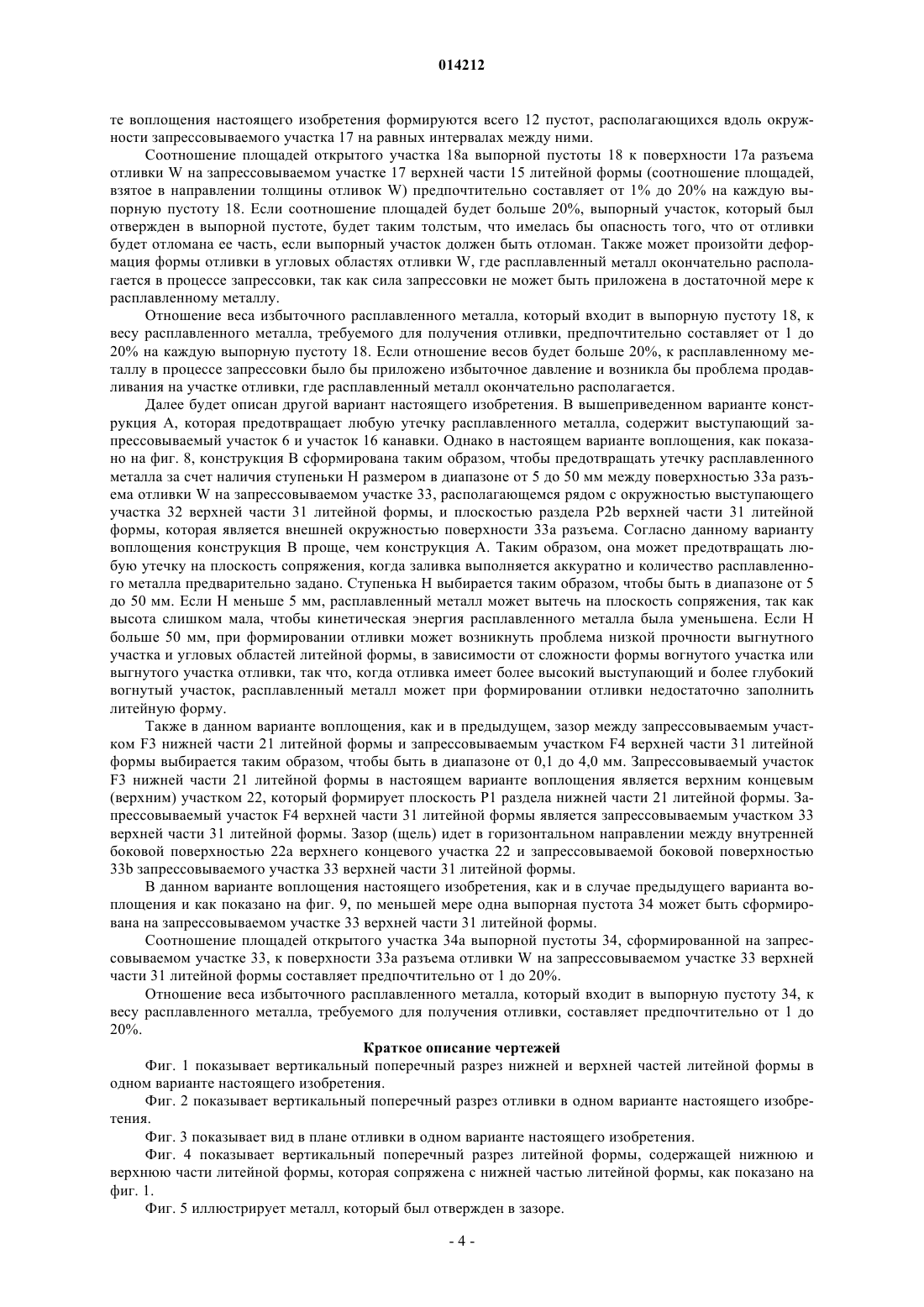
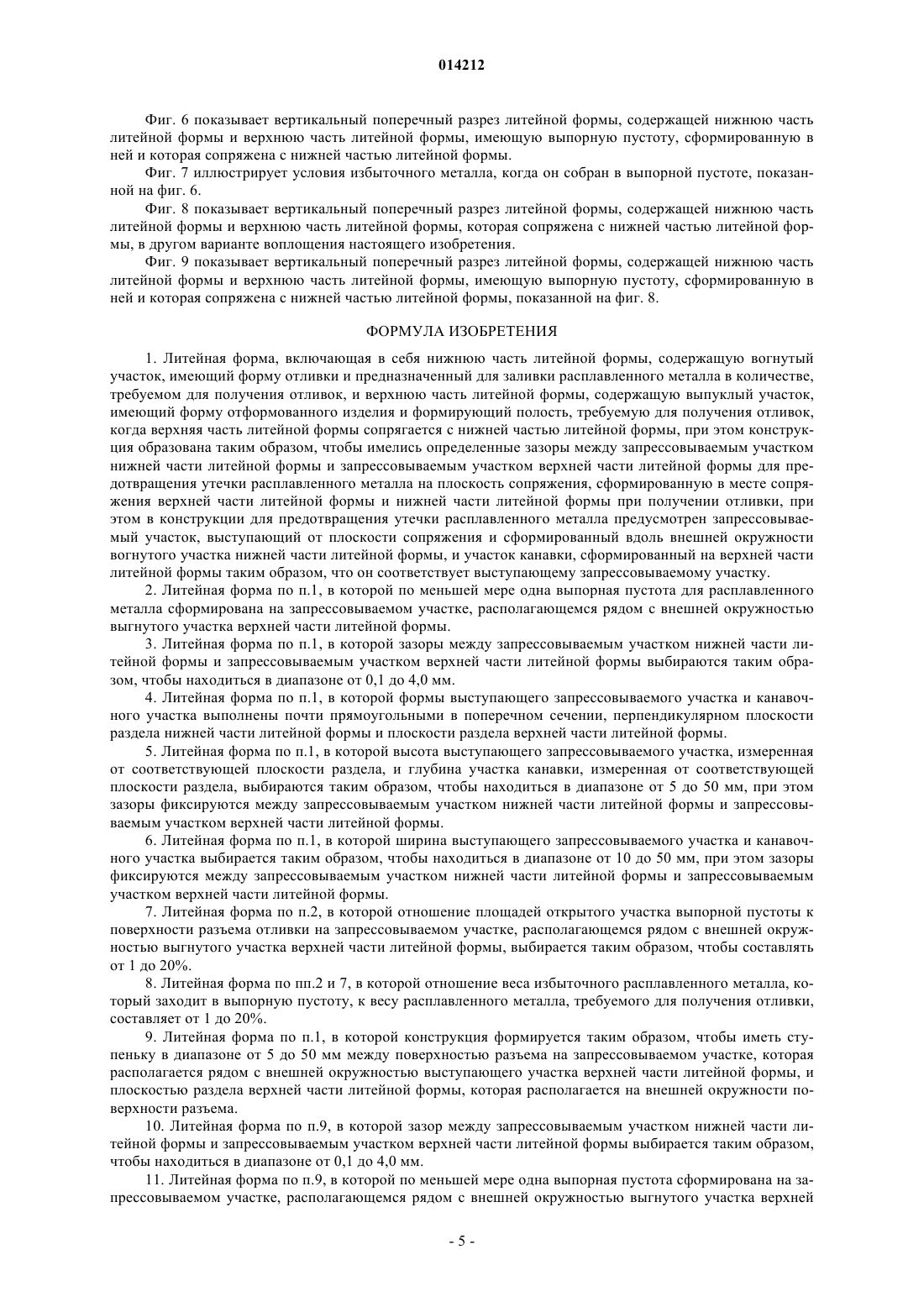
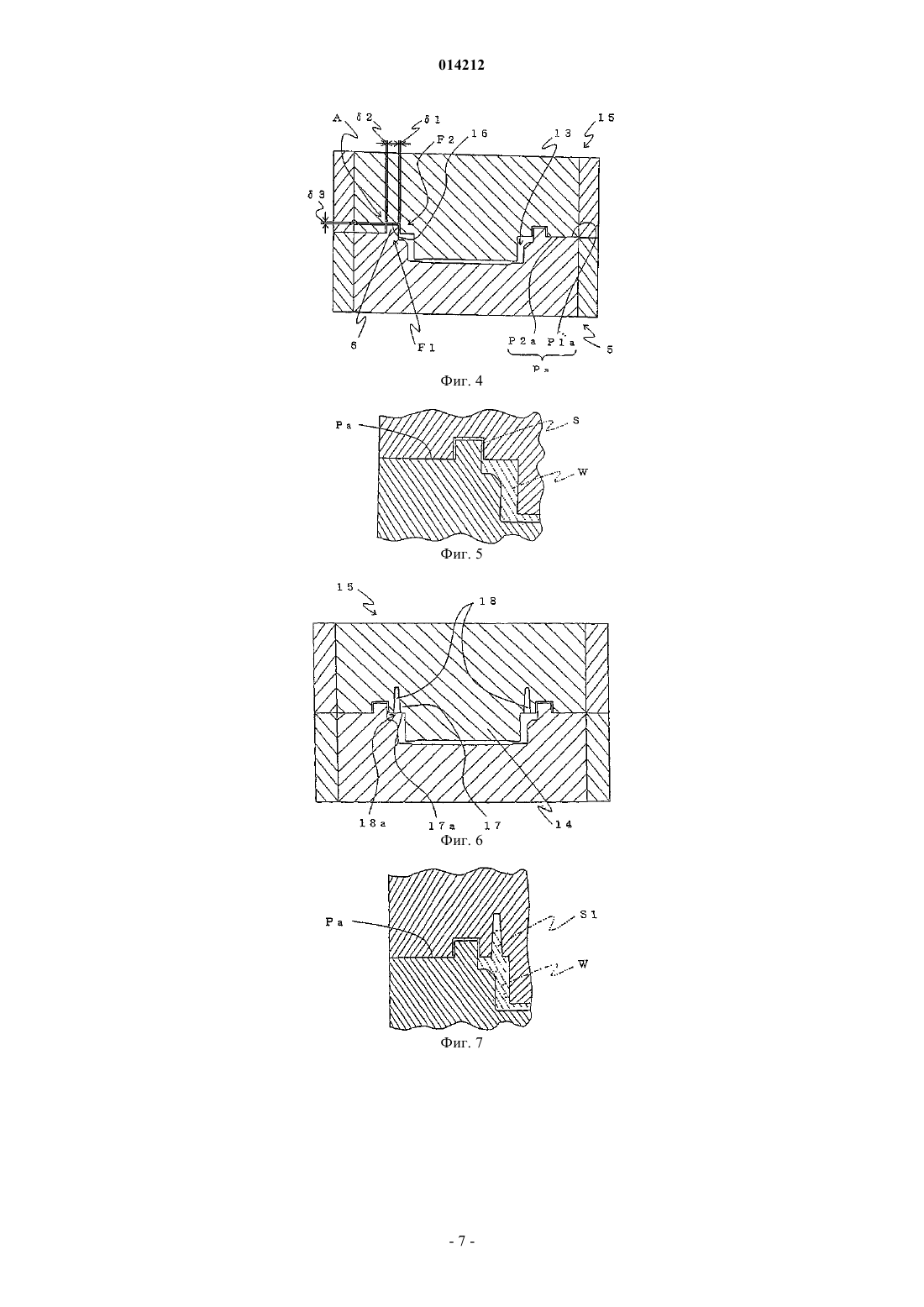
Настоящее изобретение предлагает литейную форму, которая может предотвращать утечку расплавленного металла из нее, а также утечку расплавленного металла на плоскость сопряжения формы. Литейная форма согласно настоящему изобретению включает в себя нижнюю часть литейной формы, содержащую вогнутый участок, имеющий форму отливки, в который заливается количество расплавленного металла, требуемое для получения отливок; и верхнюю часть литейной формы, содержащую выпуклый участок, имеющий форму отливки и формирующий полость,которая образует отливку, когда верхняя часть литейной формы сопрягается с нижней частью литейной формы; и в которой конструкция формируется таким образом, чтобы иметь определенные зазоры между нижней и верхней частями литейной формы, так что предотвращается утечка расплавленного металла на плоскость сопряжения формы, которая формируется в месте сопряжения верхней и нижней частей литейной формы при получении отливки. 014212 Область техники Настоящее изобретение относится к литейной форме. Более конкретно, оно относится к литейной форме, которая может предотвращать утечку расплавленного металла на плоскости раздела, т.е. поверхности сопряжения, сформированной между верхней и нижней частями литейной формы, причем в нижнюю часть литейной формы заливается требуемое количество расплавленного металла и затем на нее устанавливается верхняя часть литейной формы. Уровень техники Обычно при изготовлении литейной формы считается обязательным для получения хорошего качества путем управления течением расплавленного металла и путем недопущения любого включения в изделие любого примесного вещества и газа, чтобы был обеспечен проход для расплавленного металла,называемый литник, который не имеет никакого отношения к форме отливки (см., например, непатентную публикацию 1). Однако литник часто снижает производительность литья. Кроме того, после разрушения литейной формы литник требуется удалять. Таким образом, литник часто является невыгодным с точки зрения производительности и экономической эффективности литья. Поэтому для улучшения производительности литья предлагается использовать способ формования,в котором оно осуществляется путем использования нижней части литейной формы, являющейся основной частью литейной формы, сформированной с помощью различных способов формования, и которая не имеет литника, но имеет только полость, требуемую для отливки, и верхней части литейной формы,являющейся основной частью литейной формы, сформированной с помощью различных способов формования, и которая не имеет полости для литника, но имеет выступающий участок, выполненный с возможностью формирования полости для литья. В способе литья предлагается, что после того как расплавленный металл, требуемый для получения только отливки, заливается в полость нижней части литейной формы, выступающий участок верхней части литейной формы вставляется в полость, заполненную расплавленным металлом, таким образом, чтобы сформировать полость, требуемую для получения отливки,и что затем верхняя часть литейной формы сопрягается с нижней частью литейной формы. В способе формования согласно настоящему изобретению предложена нижняя и верхняя части литейной формы для литейной формы, которая делает ненужной работу по удалению из отливок литника,питателей и т.д., которые используются в способе литья, основанном на применении литниковой системы. В данном способе нижняя часть литейной формы является основной частью литейной формы, сформированной с помощью различных способов формования литейной формы, и не имеет полости для литника, но имеет только полость для литья, и верхняя часть литейной формы является основной частью литейной формы, сформированной с помощью различных способов формования литейной формы, и не имеет полости для литника, но имеет выступающий участок, выполненный с возможностью формирования полости для отливок совместно с полостью нижней части литейной формы. Дополнительно также раскрывается добавление выпорной полости, т.е. полости, необходимой для отливок. Путем добавления данной выпорной полости становится возможным получить некоторый допуск на количество расплавленного металла, которое требуется для изготовления отливки. Непатентная публикация 1.Ninon Chuzou Kogakukai (Japan Foundry Engineering Society), Illustrated Foundry Dictionary, 1st Ed.,опубликовано Nikkan Kogyo Sinbunsha, Japan, Nov. 30, 1995, page 212, gating system. Патентная публикация 1. Публикация заявки на патент JP 2005-52871. Описание изобретения Однако в процессе выполнения сопряжения верхней части литейной формы с нижней частью литейной формы (здесь и далее - процесс запрессовки) в описываемом выше способе формования количество расплавленного металла, которое заливается в нижнюю половину литейной формы, не всегда равно требуемому количеству. Тем самым часть расплавленного металла может остаться неиспользованной, в зависимости от точности заливочного устройства. Не весь неиспользованный расплавленный металл течет в выпорную полость, как описано в патентной публикации 1. Некоторая его часть может вытечь на плоскость сопряжения нижней части литейной формы. Расплавленный металл, который вытекает таким образом, может сформировать ребро. Это создает проблему, заключающуюся в добавлении на последующем этапе дополнительного процесса по удалению ребер. При большом количестве вытекающего расплавленного металла может сформироваться объект, мешающий процессу запрессовки, делая трудным достичь полной запрессовки верхней и нижней частей литейной формы. С учетом вышеприведенных проблем целью настоящего изобретения является получение литейной формы, которая предотвращает утечку расплавленного металла на плоскость сопряжения и в то же время предотвращает вытекание расплавленного металла из литейной формы. Литейная форма согласно настоящему изобретению содержит нижнюю часть литейной формы, содержащую вогнутый участок, имеющий форму изделия, в который заливается количество расплавленного металла, требуемое для получения отливки; и верхнюю часть литейной формы, содержащую выпуклый участок, имеющий форму отливки и формирующий полость, требуемую для получения отливки,-1 014212 когда верхняя часть литейной формы сопрягается с нижней частью литейной формы, в которой конструкция формируется таким образом, чтобы иметь определенные зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы, так что предотвращается утечка расплавленного металла на плоскость сопряжения, сформированную в том месте, где верхняя и нижняя части литейной формы сопрягаются для получения отливки. Эффекты изобретения В настоящем изобретении конструкция формируется таким образом, чтобы иметь определенные зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы, так что это предотвращает утечку расплавленного металла. Благодаря такой конструкции кинетическая энергия расплавленного металла уменьшается. Это предотвращает поступление избыточного расплавленного металла на плоскость сопряжения, а также утечку из литейной формы во время процесса запрессовки. Это, в свою очередь, уменьшает формирующиеся на отливках ребра. Также уменьшается вероятность получения некачественных изделий из-за нарушения процесса запрессовки, так как вероятность того, что избыточный расплавленный металл будет формировать лишний объект на плоскости раздела в процессе запрессовки, будет меньше. Предпочтительный вариант осуществления изобретения Литейная форма согласно настоящему изобретению содержит нижнюю часть литейной формы, содержащую вогнутый участок, имеющий форму изделия, в который заливается количество расплавленного металла, требуемое для получения отливки; и верхнюю часть литейной формы, содержащую выгнутый участок, имеющий форму отливки и формирующий полость, требуемую для получения отливки,когда верхняя часть литейной формы сопрягается с нижней частью литейной формы. Нижняя и верхняя части литейной формы могут быть удобным образом сформированы посредством различных способов формования, таких как литье в сырую форму, литье в оболочковую форму, процесс формования в холодных ящиках, литье в самоотвердевающую форму и подобное. Литейная форма согласно настоящему изобретению может содержать стержень. Литейная форма согласно настоящему изобретению может также содержать многократную литейную форму. Способы формования литейной формы согласно настоящему изобретению не ограничены прессовым формованием, пескодувнопрессовым формованием, формованием под давлением воздуха или их комбинациями, но включают в себя также способы формования, подобные формованию отрезанием, формованию разливкой и т.п. Отливки представляют собой изделия, имеющие литник, такой как вертикальный литник, выпускной желоб, впускной литник и т.п., и литник, такой как прибыль, выпорное отверстие для газа и т.п., удаляемые от отформованных материалов, которые изымаются из литейной формы после того, как вытряхивается опока, так что они могут быть прикреплены к машине или установлены на ней как готовая часть или компонент или могут быть проданы на рынке как независимые продукты, такие как тормозные барабаны округлой формы или квадратные блоки. Описанные выше расплавленные металлы являются черными или цветными металлами в расплавленном состоянии, которые могут быть залиты в литейную форму. Литейная форма согласно настоящему изобретению будет описана более подробно ниже на основе прилагаемых чертежей. Как показано на фиг. 1-4, литейная форма согласно одному варианту воплощения настоящего изобретения содержит нижнюю часть 5 литейной формы, которая является основной частью литейной формы, формируемой в опоке 2 с помощью способа формования с сырой формовочной смесью 1. Нижняя часть литейной формы имеет вогнутый участок 4, имеющий форму изделия, в который заливается количество расплавленного металла 3, требуемое для получения отливки. Литейная форма имеет верхнюю часть 15 литейной формы, которая является основной частью литейной формы, формируемой в опоке 12 с помощью способа формования с сырой формовочной смесью 11, и которая имеет выгнутый участок 14, имеющий форму изделия, который формирует полость, требуемую для получения отливки W. Конструкция А формируется таким образом, чтобы иметь определенные зазоры (щели) между запрессовываемым участком F1 нижней части 5 литейной формы и запрессовываемым участком F2 верхней части 15 литейной формы так, чтобы предотвратить утечку расплавленного металла на плоскость сопряжения Ра, т.е. формируемую плоскостью раздела Р 1 а нижней части 5 литейной формы и плоскостью раздела Р 2 а верхней части 15 литейной формы, когда они сопрягаются для получения отливки. Конструкция А, которая предотвращает утечку расплавленного металла, содержит выступающий запрессовываемый участок 6, выступающий от плоскости раздела P1a и формируемый вдоль внешней окружности вогнутого участка 4 нижней части 5 литейной формы, и участок 16 канавки, сформированный на верхней части 15 литейной формы, который соответствует выступающему запрессовываемому участку 6. Таким образом, запрессовываемые участки F1 и F2 согласно варианту воплощения настоящего изобретения представляют собой выступающий запрессовываемый участок 6 и участок 16 канавки. Определенные зазоры (щели) представляют собой зазор 1 в горизонтальном направлении, между боковой поверхностью 6 а выступающего запрессовываемого участка и боковой поверхностью 16 а участка 16 канавки, которая является боковой поверхностью запрессовываемого участка 17, расположенного рядом с внешней окружностью выгнутого участка 14 верхней части 15 литейной формы, зазор 2 в горизонталь-2 014212 ном направлении между другой боковой поверхностью 6 с выступающего запрессовываемого участка 6 и другой боковой поверхностью 16 с участка 16 канавки и зазор 3 в вертикальном направлении между верхней поверхностью 6b выступающего запрессовываемого участка 6 и нижней поверхностью 16b участка 16 канавки. Эти зазоры выбираются таким образом, чтобы быть в диапазоне от 0,1 до 4 мм. Если зазор будет меньше 0,1 мм, верхняя часть 5 и нижняя часть 16 литейной формы могут контактировать друг с другом. Если зазор будет больше 4,0 мм, как показано на фиг. 5, от отливки W может быть отломана ее часть при удалении металла S, отвердевшего в зазоре. Делать зазор больше этого значения является нежелательным. Выступающий запрессовываемый участок 6 не ограничивается какой-либо конкретно формой при условии, что он имеет форму, окружающую изделие вдоль его окружности, или внешней периферии квадрата, или подобного. В одном варианте воплощения настоящего изобретения выступающий запрессовываемый участок 6 показан имеющим круглую форму (кольцо). Эта форма является наиболее эффективной для предотвращения утечки расплавленного металла, когда отливка W имеет круглую форму по ее периферии, как можно увидеть на фиг. 2 и 3. Однако вместо данной круглой формы(кольца) могут также использоваться ряд пальцев с узкими промежутками между ними или ряд серповидных элементов, разнесенных относительно друг друга, которые образуют круглую форму. Форма выступающего запрессовываемого участка 6 и участка 16 канавки согласно настоящему изобретению не ограничивается конкретными формами, если они имеют вид (например, форму и размеры),который является функциональным для процесса запрессовки, для предотвращения утечки избыточного расплавленного металла на плоскость сопряжения Ра, т.е. плоскость, формируемую при сопряжении верхней и нижней частей литейной формы. В одном варианте воплощения настоящего изобретения форма выступающего запрессовываемого участка 6 и участка 16 канавки в их поперечном сечении, перпендикулярном плоскости раздела Р 1 а нижней половины 5 литейной формы и плоскости раздела Р 2 а верхней половины литейной формы, сделана близкой к прямоугольной, такой как квадрат, трапеция и подобное. Формируемая таким образом конструкция предотвращает утечку избыточного расплавленного металла 3 на плоскость сопряжения Ра, так как расплавленный металл 3 или поднимается в направлении верхней части литейной формы, или делает крюк, если он будет выходить через зазоры 1, 2, 3, формируемые при сопряжении верхней части и нижней части 5 литейной формы. Однако расплавленный металл имеет уменьшенную кинетическую энергию, когда он поднимается (делает крюк) в направлении верхней части литейной формы, и таким образом его утечка на плоскость сопряжения легко предотвращается. Высота выступающего запрессовываемого участка 6, измеренная от плоскости раздела Р 1 а, и глубина участка 16 канавки, измеренная от плоскости раздела Р 2 а, выбираются таким образом, чтобы быть в диапазоне от 5 до 50 мм, при этом каждый из зазоров 1, 2, 3 между запрессовываемым участком F1 нижней части 5 литейной формы и запрессовываемым участком F2 верхней части 15 литейной формы соответственно фиксируется. Причиной этого является то, что, если и высота, и глубина будут меньше 5 мм, имеется опасность того, что расплавленный металл 3 может пройти через зазоры 1, 2, 3 и может утечь на плоскость сопряжения Ра. Эта высота является недостаточной для уменьшения кинетической энергии расплавленного металла 3. Если и высота, и глубина будут больше 50 мм, может возникнуть проблема в формовании выступающего запрессовываемого участка и участка канавки. То есть, если расплавленный металл не заполняет должным образом эти области, то области рядом с выгнутым участком или угловые области выступающего запрессовываемого участка и участка канавки могут иметь недостаточную прочность. Кроме того, ширина и выступающего запрессовываемого участка 6 и участка 16 канавки при фиксации зазоров 1, 2, 3 между запрессовываемым участком F1 нижней части 5 литейной формы и запрессовываемым участком F2 верхней части 15 литейной формы, выбираются таким образом, чтобы находиться в диапазоне от 10 до 50 мм. Причиной этого является то, что, если ширина будет меньше 10 мм,имеется опасность того, что расплавленный металл 3, который поднимается, мог бы пройти прямо через горизонтальный зазор и мог бы утечь на плоскость сопряжения Ра. Если ширина будет больше 50 мм,эффект предотвращения подъема и утечки расплавленного металла на плоскость сопряжения был бы нивелирован недостатком прочности плоскости сопряжения из-за уменьшения ее площади поверхности. Данная прочность является важной, когда верхняя и нижняя части литейной формы сопрягаются. Поэтому делать ширину больше 50 мм нежелательно. В одном варианте воплощения настоящего изобретения, как показано на фиг. 6, на запрессовываемом участке 17 может быть сформирована выпорная пустота (полость) 18, располагающаяся рядом с внешней окружностью выгнутого участка 14 верхней части 15 литейной формы. Выпорная пустота 18,когда она сформирована, может предотвратить утечку расплавленного металла на плоскость сопряжения Ра или прохождение над ней, а также утечку из литейной формы путем поглощения избыточного расплавленного металла S1, который остался неиспользованным, в зависимости от уровня точности заливки заливочной машины из области, где расплавленный металл окончательно заливается в процессе запрессовки. Может быть достаточно только одной выпорной полости 18, в зависимости от количества избыточного расплавленного металла или путем изменения формы выпорной пустоты и подобного. В вариан-3 014212 те воплощения настоящего изобретения формируются всего 12 пустот, располагающихся вдоль окружности запрессовываемого участка 17 на равных интервалах между ними. Соотношение площадей открытого участка 18 а выпорной пустоты 18 к поверхности 17 а разъема отливки W на запрессовываемом участке 17 верхней части 15 литейной формы (соотношение площадей,взятое в направлении толщины отливок W) предпочтительно составляет от 1% до 20% на каждую выпорную пустоту 18. Если соотношение площадей будет больше 20%, выпорный участок, который был отвержден в выпорной пустоте, будет таким толстым, что имелась бы опасность того, что от отливки будет отломана ее часть, если выпорный участок должен быть отломан. Также может произойти деформация формы отливки в угловых областях отливки W, где расплавленный металл окончательно располагается в процессе запрессовки, так как сила запрессовки не может быть приложена в достаточной мере к расплавленному металлу. Отношение веса избыточного расплавленного металла, который входит в выпорную пустоту 18, к весу расплавленного металла, требуемого для получения отливки, предпочтительно составляет от 1 до 20% на каждую выпорную пустоту 18. Если отношение весов будет больше 20%, к расплавленному металлу в процессе запрессовки было бы приложено избыточное давление и возникла бы проблема продавливания на участке отливки, где расплавленный металл окончательно располагается. Далее будет описан другой вариант настоящего изобретения. В вышеприведенном варианте конструкция А, которая предотвращает любую утечку расплавленного металла, содержит выступающий запрессовываемый участок 6 и участок 16 канавки. Однако в настоящем варианте воплощения, как показано на фиг. 8, конструкция В сформирована таким образом, чтобы предотвращать утечку расплавленного металла за счет наличия ступеньки Н размером в диапазоне от 5 до 50 мм между поверхностью 33 а разъема отливки W на запрессовываемом участке 33, располагающемся рядом с окружностью выступающего участка 32 верхней части 31 литейной формы, и плоскостью раздела Р 2b верхней части 31 литейной формы, которая является внешней окружностью поверхности 33 а разъема. Согласно данному варианту воплощения конструкция В проще, чем конструкция А. Таким образом, она может предотвращать любую утечку на плоскость сопряжения, когда заливка выполняется аккуратно и количество расплавленного металла предварительно задано. Ступенька Н выбирается таким образом, чтобы быть в диапазоне от 5 до 50 мм. Если Н меньше 5 мм, расплавленный металл может вытечь на плоскость сопряжения, так как высота слишком мала, чтобы кинетическая энергия расплавленного металла была уменьшена. Если Н больше 50 мм, при формировании отливки может возникнуть проблема низкой прочности выгнутного участка и угловых областей литейной формы, в зависимости от сложности формы вогнутого участка или выгнутого участка отливки, так что, когда отливка имеет более высокий выступающий и более глубокий вогнутый участок, расплавленный металл может при формировании отливки недостаточно заполнить литейную форму. Также в данном варианте воплощения, как и в предыдущем, зазор между запрессовываемым участком F3 нижней части 21 литейной формы и запрессовываемым участком F4 верхней части 31 литейной формы выбирается таким образом, чтобы быть в диапазоне от 0,1 до 4,0 мм. Запрессовываемый участокF3 нижней части 21 литейной формы в настоящем варианте воплощения является верхним концевым(верхним) участком 22, который формирует плоскость Р 1 раздела нижней части 21 литейной формы. Запрессовываемый участок F4 верхней части 31 литейной формы является запрессовываемым участком 33 верхней части 31 литейной формы. Зазор (щель) идет в горизонтальном направлении между внутренней боковой поверхностью 22 а верхнего концевого участка 22 и запрессовываемой боковой поверхностью 33b запрессовываемого участка 33 верхней части 31 литейной формы. В данном варианте воплощения настоящего изобретения, как и в случае предыдущего варианта воплощения и как показано на фиг. 9, по меньшей мере одна выпорная пустота 34 может быть сформирована на запрессовываемом участке 33 верхней части 31 литейной формы. Соотношение площадей открытого участка 34 а выпорной пустоты 34, сформированной на запрессовываемом участке 33, к поверхности 33 а разъема отливки W на запрессовываемом участке 33 верхней части 31 литейной формы составляет предпочтительно от 1 до 20%. Отношение веса избыточного расплавленного металла, который входит в выпорную пустоту 34, к весу расплавленного металла, требуемого для получения отливки, составляет предпочтительно от 1 до 20%. Краткое описание чертежей Фиг. 1 показывает вертикальный поперечный разрез нижней и верхней частей литейной формы в одном варианте настоящего изобретения. Фиг. 2 показывает вертикальный поперечный разрез отливки в одном варианте настоящего изобретения. Фиг. 3 показывает вид в плане отливки в одном варианте настоящего изобретения. Фиг. 4 показывает вертикальный поперечный разрез литейной формы, содержащей нижнюю и верхнюю части литейной формы, которая сопряжена с нижней частью литейной формы, как показано на фиг. 1. Фиг. 5 иллюстрирует металл, который был отвержден в зазоре.-4 014212 Фиг. 6 показывает вертикальный поперечный разрез литейной формы, содержащей нижнюю часть литейной формы и верхнюю часть литейной формы, имеющую выпорную пустоту, сформированную в ней и которая сопряжена с нижней частью литейной формы. Фиг. 7 иллюстрирует условия избыточного металла, когда он собран в выпорной пустоте, показанной на фиг. 6. Фиг. 8 показывает вертикальный поперечный разрез литейной формы, содержащей нижнюю часть литейной формы и верхнюю часть литейной формы, которая сопряжена с нижней частью литейной формы, в другом варианте воплощения настоящего изобретения. Фиг. 9 показывает вертикальный поперечный разрез литейной формы, содержащей нижнюю часть литейной формы и верхнюю часть литейной формы, имеющую выпорную пустоту, сформированную в ней и которая сопряжена с нижней частью литейной формы, показанной на фиг. 8. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Литейная форма, включающая в себя нижнюю часть литейной формы, содержащую вогнутый участок, имеющий форму отливки и предназначенный для заливки расплавленного металла в количестве,требуемом для получения отливок, и верхнюю часть литейной формы, содержащую выпуклый участок,имеющий форму отформованного изделия и формирующий полость, требуемую для получения отливок,когда верхняя часть литейной формы сопрягается с нижней частью литейной формы, при этом конструкция образована таким образом, чтобы имелись определенные зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы для предотвращения утечки расплавленного металла на плоскость сопряжения, сформированную в месте сопряжения верхней части литейной формы и нижней части литейной формы при получении отливки, при этом в конструкции для предотвращения утечки расплавленного металла предусмотрен запрессовываемый участок, выступающий от плоскости сопряжения и сформированный вдоль внешней окружности вогнутого участка нижней части литейной формы, и участок канавки, сформированный на верхней части литейной формы таким образом, что он соответствует выступающему запрессовываемому участку. 2. Литейная форма по п.1, в которой по меньшей мере одна выпорная пустота для расплавленного металла сформирована на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы. 3. Литейная форма по п.1, в которой зазоры между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы выбираются таким образом, чтобы находиться в диапазоне от 0,1 до 4,0 мм. 4. Литейная форма по п.1, в которой формы выступающего запрессовываемого участка и канавочного участка выполнены почти прямоугольными в поперечном сечении, перпендикулярном плоскости раздела нижней части литейной формы и плоскости раздела верхней части литейной формы. 5. Литейная форма по п.1, в которой высота выступающего запрессовываемого участка, измеренная от соответствующей плоскости раздела, и глубина участка канавки, измеренная от соответствующей плоскости раздела, выбираются таким образом, чтобы находиться в диапазоне от 5 до 50 мм, при этом зазоры фиксируются между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы. 6. Литейная форма по п.1, в которой ширина выступающего запрессовываемого участка и канавочного участка выбирается таким образом, чтобы находиться в диапазоне от 10 до 50 мм, при этом зазоры фиксируются между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы. 7. Литейная форма по п.2, в которой отношение площадей открытого участка выпорной пустоты к поверхности разъема отливки на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы, выбирается таким образом, чтобы составлять от 1 до 20%. 8. Литейная форма по пп.2 и 7, в которой отношение веса избыточного расплавленного металла, который заходит в выпорную пустоту, к весу расплавленного металла, требуемого для получения отливки,составляет от 1 до 20%. 9. Литейная форма по п.1, в которой конструкция формируется таким образом, чтобы иметь ступеньку в диапазоне от 5 до 50 мм между поверхностью разъема на запрессовываемом участке, которая располагается рядом с внешней окружностью выступающего участка верхней части литейной формы, и плоскостью раздела верхней части литейной формы, которая располагается на внешней окружности поверхности разъема. 10. Литейная форма по п.9, в которой зазор между запрессовываемым участком нижней части литейной формы и запрессовываемым участком верхней части литейной формы выбирается таким образом,чтобы находиться в диапазоне от 0,1 до 4,0 мм. 11. Литейная форма по п.9, в которой по меньшей мере одна выпорная пустота сформирована на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней-5 014212 части литейной формы. 12. Литейная форма по п.11, в которой отношение площадей открытого участка выпорной пустоты к поверхности разъема отформованного изделия на запрессовываемом участке, располагающемся рядом с внешней окружностью выгнутого участка верхней части литейной формы, выбирается таким образом,чтобы составлять от 1 до 20%. 13. Литейная форма по любому из пп.11, 12, в которой отношение веса избыточного расплавленного металла, который заходит в выпорную пустоту, к весу расплавленного металла, требуемого для получения отливки, составляет от 1 до 20%.
МПК / Метки
МПК: B22C 9/06, B22C 9/08, B21J 5/02, B22D 18/02, B22C 9/02
Код ссылки
<a href="https://eas.patents.su/9-14212-litejjnaya-forma.html" rel="bookmark" title="База патентов Евразийского Союза">Литейная форма</a>
Литейная форма для производства охлаждающего элемента и охлаждающий элемент, изготовленный в указанной форме
Номер патента: 3117
Опубликовано: 27.02.2003
Авторы: Салминен Матти, Леппянен Ире, Мякинен Пертти
МПК: B22D 27/04, B22C 9/24
Метки: производства, элемента, элемент, указанной, форма, форме, литейная, охлаждающий, охлаждающего, изготовленный
Формула / Реферат:
1. Литейная форма, состоящая из основания (2), стенок (4, 5) и концевых пластин (6), предназначенная для производства охлаждающего элемента пирометаллургического реактора, отличающаяся тем, что литейная форма (1), изготовленная из медных пластин, по меньшей мере, частично снабжена охлаждающими трубами (3), и тем, что форма облицована изнутри пластинами (7), устойчивыми к воздействию высоких температур. 2. Литейная форма по п.1, отличающаяся тем,...
Литейная форма для сварки двух деталей заливкой промежуточного металла
Номер патента: 180
Опубликовано: 24.12.1998
Авторы: Штайнхорст Михаэль, Скреба Герхард, Кустер Франк
МПК: B23K 23/00
Метки: промежуточного, литейная, двух, деталей, металла, сварки, заливкой, форма
Формула / Реферат:
1. Литейная форма для сварки концов (1, 2) двух рельсов заливкой промежуточного металла, состоящая из стенок, которые по форме соответствуют профилю рельса, между которым заключен сварной стык и которые выполнены из жаропрочного материала, причем литейная полость в остальном ограничена торцами концов (1, 2) рельсов, в стенки формы встроена система прибылей (9), площадь поперечного сечения которых соответственно равна А, и воздушных каналов (10),...
Литейная форма для непрерывного литья металлических полос
Номер патента: 5756
Опубликовано: 30.06.2005
Авторы: Вестман Бертил, Эстлунд Стуре
МПК: B22D 11/055
Метки: форма, полос, литья, непрерывного, металлических, литейная
Формула / Реферат:
1. Литейная форма для непрерывного литья металлических полос, содержащая две боковые стенки (11), которые расположены на противоположных сторонах сквозной полости (C) литейной формы, имеющей входной конец (E) для непрерывного приема жидкого металла и выходной конец (D) для непрерывного выпуска движущейся затвердевшей полосы (D), отформованной из указанного жидкого металла, и каждая из которых содержит графитовый блок (13), и охлаждающую систему,...
Перфорируемое закупоривающее устройство для ёмкости, форма и способ для его изготовления
Номер патента: 11001
Опубликовано: 30.12.2008
Авторы: Консоларо Анджело, Консоларо Роберто
МПК: B65D 1/02, B65D 47/36
Метки: способ, устройство, закупоривающее, изготовления, форма, ёмкости, перфорируемое
Формула / Реферат:
1. Перфорируемое закупоривающее устройство для емкости, снабженное, по меньшей мере, кольцевой частью (2), приспособленной для присоединения закупоривающего устройства к емкости и соединенной с концевой частью (3), перфорируемой посредством перфоратора (P) выпускной линии или подобным средством, причем, по меньшей мере, кольцевая (2) и концевая (3) части составляют единое целое, отличающееся тем, что кольцевая (2) и концевая (3) части взаимно...
Фармацевтическая дозируемая форма аморфного мезилата нелфинавира
Номер патента: 6627
Опубликовано: 24.02.2006
Авторы: Инфелд Мартин Хауард, Пхуапрадит Вантани, Шах Навнит Харговиндас, Чжан Линь
МПК: A61K 9/20, A61K 38/55, A61P 31/12...
Метки: фармацевтическая, дозируемая, форма, аморфного, нелфинавира, мезилата
Формула / Реферат:
1. Твердая стандартная фармацевтическая пероральная дозируемая форма аморфного мезилата нелфинавира, содержащая аморфный мезилат нелфинавира и фармацевтически приемлемый водорастворимый неионный синтетический блок-сополимер этиленоксида и пропиленоксида, где сополимер имеет температуру плавления по меньшей мере 40шC. 2. Дозируемая форма по п.1, где сополимер присутствует в количестве 40-65% в пересчете на массу мезилата нелфинавира. 3....
Предыдущий патент: Способ функционирования системы условного доступа для применения в компьютерных сетях и система для его осуществления
Следующий патент: Дозирующий ингалятор
Случайный патент: Эктопаразитицидные водные суспензионные препараты спинозинов