Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Формула / Реферат
1. Способ изготовления литого изделия, включающий следующие операции:
формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует форме первого стержня, и отверстия, которые проходят сквозь тело от его полости до его наружной поверхности и которые по форме и положению по существу соответствуют указанному элементу (элементам),
отделение сформированного тела от первой литейной полости и удаление первого стержня из полости тела,
помещение сформированного тела во вторую литейную форму и введение второго внутреннего стержня в полость тела, причем, когда второй стержень расположен в полости тела, между вторым стержнем и внутренней поверхностью полости тела имеется один канал или большее количество каналов, сообщающихся с указанными отверстиями,
впрыскивание в указанные каналы жидкого, годного для литья и способного к затвердеванию материала так, что он течет по каналам в отверстия и затвердевает, и
отделение сформированного таким образом изделия от второй литейной полости и отделение второго стержня от полости тела.
2. Способ по п.1, отличающийся тем, что литое изделие, изготовленное указанным способом, представляет собой тело зубной щетки, содержащее ручку и головку, расположенные вдоль продольной оси зубной щетки, а внутри ручки имеется полость тела.
3. Способ по п.1 или 2, отличающийся тем, что первая литейная полость и вторая литейная полость выполнены в литейной форме, состоящей из нескольких частей, каждая из которых определяет соответствующую часть литейной полости, таким образом обеспечивая возможность открытия литейной полости для отделения тела от литейной формы.
4. Способ по любому из пп.1, 2 или 3, отличающийся тем, что на поверхности внутренней стенки первой литейной полости расположены один внутренний элемент или большее количество внутренних элементов.
5. Способ по любому из пп.1-4, отличающийся тем, что элементы сужаются в направлении от их наружного конца к внутреннему концу.
6. Способ по любому из пп.1-5, отличающийся тем, что между внутренней стенкой второй литейной полости и телом имеются пустоты, сообщающиеся с указанными отверстиями и каналами, позволяя второму материалу затекать в эти пустоты и создавать на поверхности сформированного изделия открытые участки из второго материала.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что после удаления второго стержня из полости тела ее закрывают крышкой.
8. Первая литейная полость, приспособленная для использования в способе любому из предыдущих пунктов.
9. Первая литейная форма для использования в способе по любому из пп.1-7, содержащая первую литейную полость.
10. Первый внутренний стержень, приспособленный для использования в способе по любому из пп.1-7.
11. Вторая литейная полость, приспособленная для использования в способе по любому из пп.1-7.
12. Вторая литейная форма, приспособленная для использования в способе по любому из пп.1-7, содержащая вторую литейную полость.
13. Второй внутренний стержень, приспособленный для использования в способе по любому из пп.1-7.
14. Способ, в котором используется литейная форма, выполненная по п.9 или 12.
15. Литое изделие, в частности тело зубной щетки, выполненное способом по любому из пп.1-7.
16. Тело зубной щетки, включающее головку со щетиной и пустотелую литую ручку, имеющую пластмассовую стенку тела с отверстиями, проходящими через нее от внутренней полости тела к наружной поверхности и заполненные залитым вторым материалом, причем второй материал в полостях соединен остаточным вторым материалом в литейных каналах на внутренней поверхности полости тела или остаточным вторым материалом на внутренней поверхности полости тела.

Текст
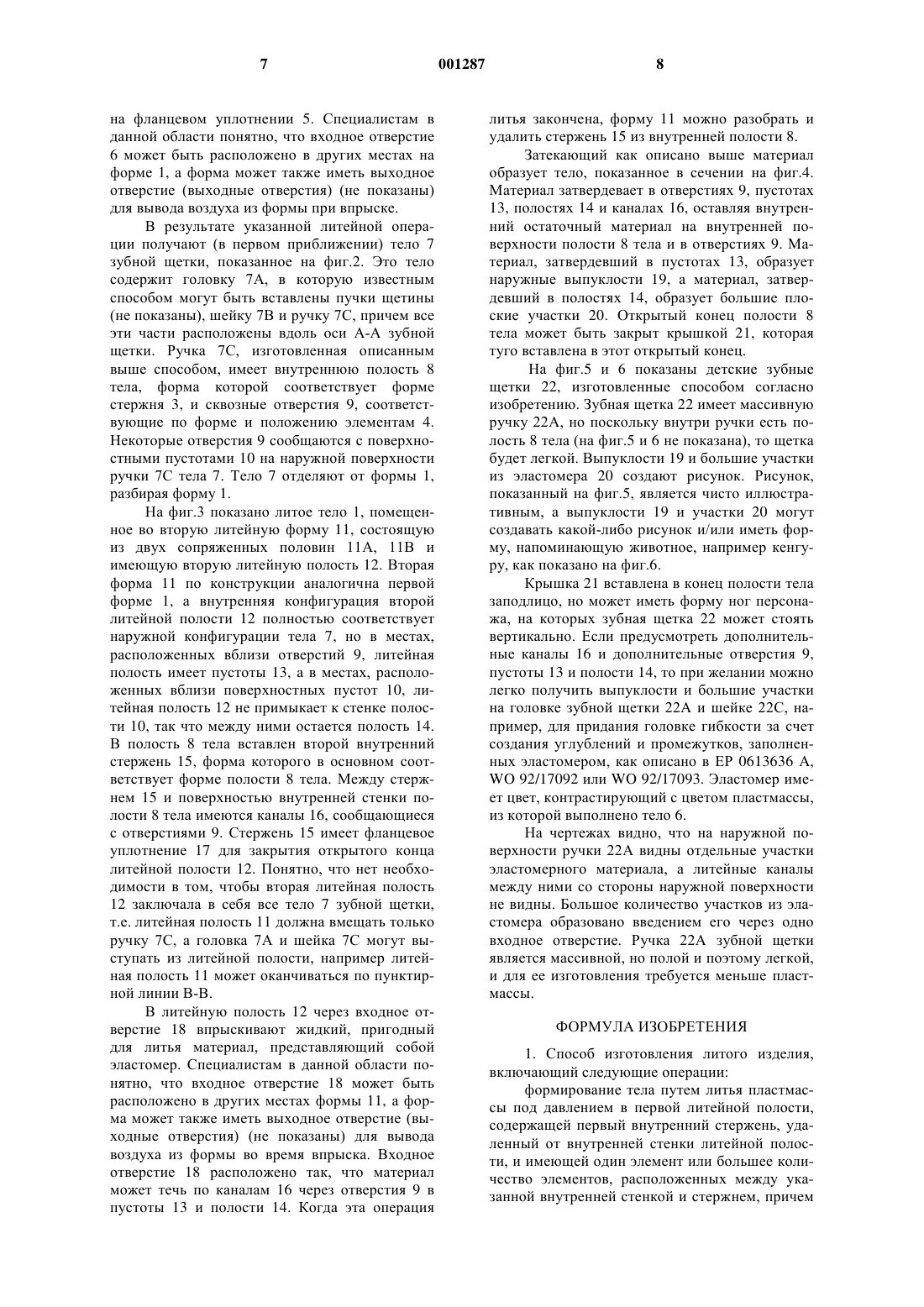
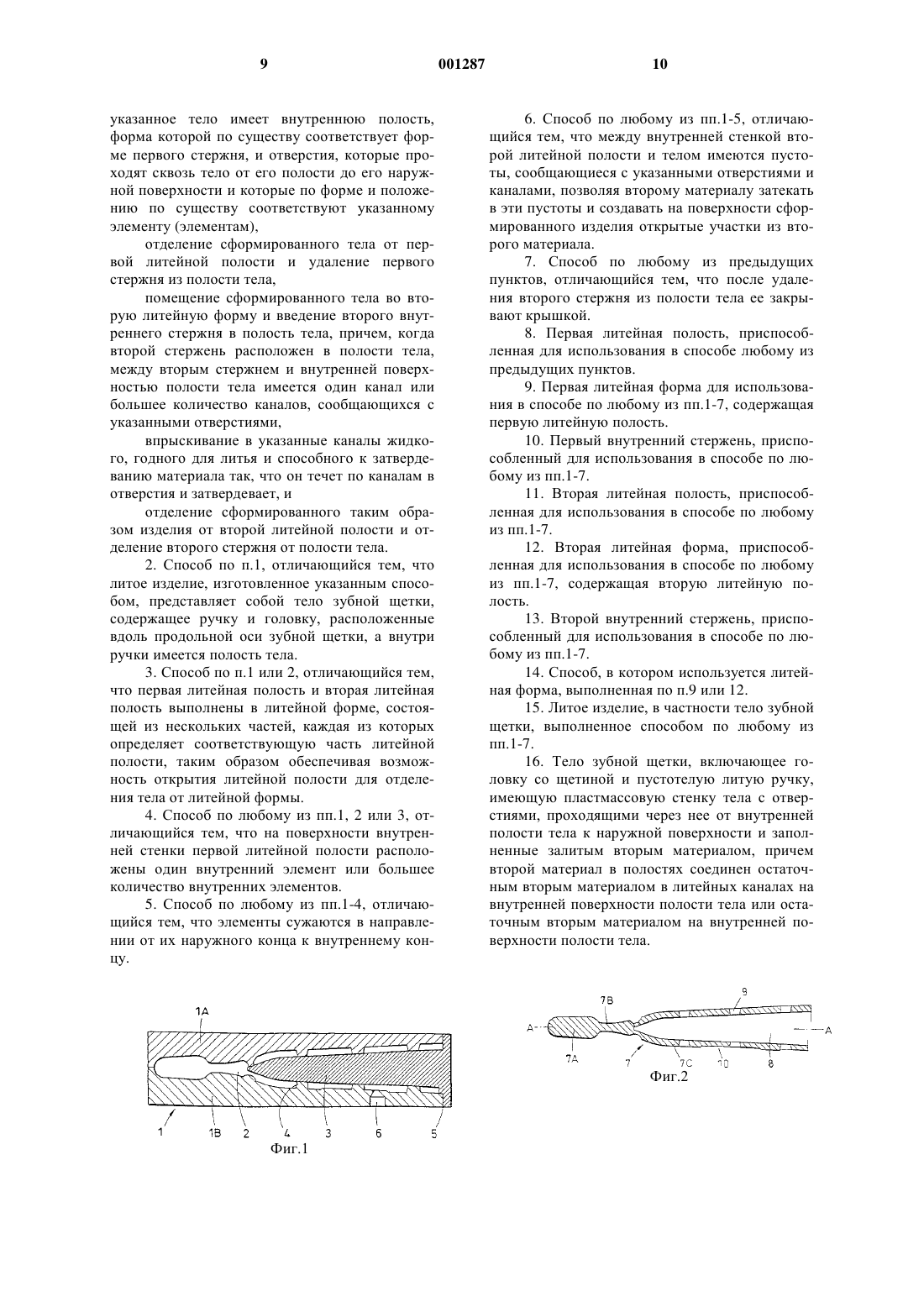
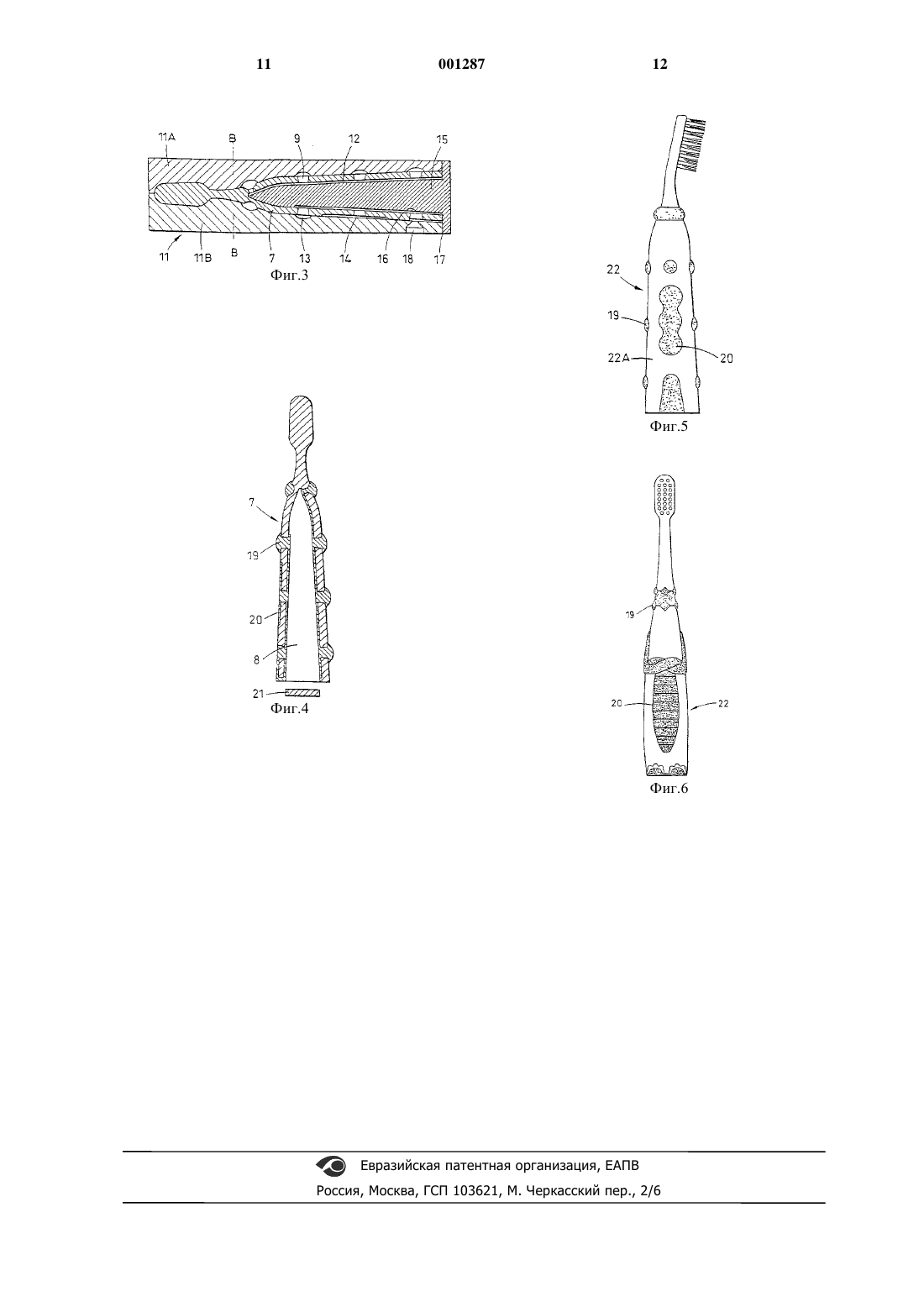
1 Изобретение относится к способу литья под давлением для изготовления изделий из двух впрыскиваемых компонентов, в особенности пластмассы и эластомерного полимера. В частности, изобретение относится к способу литья под давлением для изготовления тел зубных щеток, в которых первым компонентом является пластмасса, а вторым - эластомерный полимер. Кроме того, изобретение касается зубной щетки, изготовленной согласно указанному способу, и относится к литейным формам и машинам для осуществления этого способа. Известны тела зубных щеток, т.е. те их части, которые включают расположенные вдоль продольной оси зубной щетки ручку, головку и,как правило, шейку между ними, выполненные из двух компонентов, одним из которых является жесткая пластмасса, а другим - более мягкий эластомер (см., например, ЕР 0336641 А, WO 92/17092, WO 92/17093, US 5054154 и др.). Часто в таких зубных щетках эластомер находится в двух местах или большем количестве мест на теле зубной щетки, например на ручке, чтобы щетку было удобнее держать, и в области шейки для изменения ее гибкости. Эластомер может присутствовать также в других местах для улучшения внешнего вида щетки. Чтобы изготовить зубную щетку, обычно сперва отливают под давлением ее пластмассовые части и затем впрыскивают жидкий эластомер в условиях, при которых пластмасса и эластомер соединяются. Когда эластомер должен присутствовать в двух или нескольких местах на теле зубной щетки, эти места соединяют литейным каналом, чтобы при введении жидкого эластомера только в одной точке в изготовленных предварительно пластмассовых частях тела он мог течь по литейным каналам от одного места к другому. Когда эластомер присутствует в нескольких местах, удаленных друг от друга,создание соответствующего количества литейных каналов для соединения этих мест является неудачным решением и может привести к ослаблению структуры. Очевидное альтернативное решение проблемы описано в WO 94/05183,где используется множество отдельных точек ввода, соответствующее количеству мест, где должен быть эластомер. Если эластомер должен находиться во многих удаленных друг от друга местах, то возникают сложности с расположением каналов и соответственно усложняется изготовление литейных форм и вспомогательного оборудования для литья под давлением. Еще одна проблема заключается в том, что если зубная щетка должна иметь крупную ручку, например в виде животного, как в детских зубных щетках, где благодаря большому объему ручки ребенку легче держать ее своей маленькой кистью, то для изготовления щетки может потребоваться много пластмассы. Это увеличивает вес, стоимость и количество используемого материала. 2 Целью изобретения является создание альтернативного способа литья под давлением, который, по меньшей мере, частично решает эти проблемы. Другие цели и преимущества изобретения будут понятны из дальнейшего описания. Согласно настоящему изобретению, способ изготовления литого изделия включает следующие операции:- формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень,удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем,причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует форме первого стержня, и отверстия, которые проходят сквозь тело от его полости до его наружной поверхности и которые по форме и положению по существу соответствуют указанному элементу (элементам),- отделение сформированного тела от первой литейной полости и удаление первого стержня из полости тела,- помещение сформированного тела во вторую литейную форму и введение второго внутреннего стержня в полость тела, причем когда второй стержень расположен в полости тела, между вторым стержнем и внутренней поверхностью полости тела имеется один канал или большее количество каналов, сообщающихся с указанными отверстиями,- впрыскивание в указанные каналы жидкого, годного для литья и способного к затвердеванию материала так, что он течет по каналам в отверстия и затвердевает, и- отделение сформированного таким способом изделия от второй литейной полости и отделение второго стержня от полости тела. Предпочтительные варианты выполнения способа согласно изобретению описаны ниже. Литое изделие, изготовленное этим способом, предпочтительно представляет собой тело зубной щетки, т.е. содержит расположенные вдоль ее продольной оси ручку, головку и, как правило, шейку между ними, а внутри ручки имеется полость тела. Согласно изобретению,способ позволяет изготовить ручку массивной,но полой и поэтому легкой. Например, ручка может иметь форму, которая нравится детям и предпочтительно также взрослым, например,ручка может быть похожа на животное или персонаж мультфильма. Если литое изделие представляет собой тело зубной щетки, то ручка обычно имеет форму,вытянутую вдоль оси зубной щетки. В этом случае полость тела предпочтительно также является в основном удлиненной полостью, соответствующей удлиненной форме тела, и соответственно внутренние стержни будут иметь вытянутую вдоль оси зубной щетки форму. 3 Первая и вторая литейные полости выполнены в первой и второй литейных формах, которые могут быть изготовлены известными способами. Формы для литья под давлением зубных щеток (способ годится как для экспериментальных, так и для серийных форм) содержат несколько частей, обычно две сопрягаемые половины, изготовленные из обработанного закаленного металла, обычно стали, причем эти части должны сопрягаться с большой точностью и при сопряжении создавать внутреннюю полость с точными размерами, которая определяет форму готовой зубной щетки и в которую впрыскивают материал для ее изготовления. Критичной частью таких форм является их внутренняя полость, параметры которой диктуются тем, что эта полость должна определять форму зубной щетки в окончательном виде. Литейные полости в таких формах обычно создают электроэрозионной обработкой, известной также как обработка электрическим разрядом, которую используют европейские изготовители форм для литья зубных щеток, например фирма AntonNV (BE). Кроме того, такие литейные формы обязательно имеют дополнительные эксплуатационные и конструктивные особенности, например имеют опоку, т.е. имеют места для впрыскивания пластмассы и эластомерных материалов, чтобы форма подходила для стандартной литейной машины, используемой изготовителями зубных щеток. Первая литейная полость и вторая литейная полость предпочтительно выполнены в литейной форме, состоящей из нескольких частей,например из двух частей, каждая из которых определяет соответствующую часть литейной полости, таким образом позволяя открывать литейную полость для удаления из нее тела. Такие состоящие из нескольких частей формы для литья под давлением, используемые при изготовлении зубных щеток и подобных литых изделий, хорошо известны. Обычно каждая из двух частей такой формы может включать металлический брусок, в котором вырезана часть литейной полости, и когда эти два бруска приложены друг к другу, две части полости образуют целую литейную полость. Литейные формы для зубных щеток обычно состоят из двух таких частей, в каждой из которых образована часть литейной полости,которая соответствует разделению целой литейной полости вдоль оси зубной щетки. В такой форме первая и вторая литейные полости могут быть открыты на удаленном от головки зубной щетки конце, через который могут вставляться стержни литейной формы. При этом стержни могут сужаться вдоль длины ручки зубной щетки, причем более широкая часть расположена дальше от головки щетки. Это позволяет легко извлекать стержень из полости тела. 4 Один элемент или большее количество элементов расположены предпочтительно на поверхности внутренней стенки первой литейной полости и предпочтительно составляют одно целое с литейной формой для облегчения их удаления из полученных отверстий, например,при открывании литейной формы. Возможны альтернативные конструкции, например элементы могут выступать из первого стержня или составлять с ним одно целое. Отверстия и соответственно элементы могут суживаться от наружного конца к внутреннему концу, что также облегчает отделение изделия от формы. Когда отверстия заполнены вторым материалом, их открытые наружные кромки образуют открытые участки второго материала, которые видны на наружной поверхности тела изделия. Между внутренней стенкой второй литейной полости и телом могут иметься выемки,например пустоты, сообщающиеся с указанными отверстиями и каналами, позволяя второму материалу затекать в эти выемки и создавать на поверхности готового изделия открытые участки, образованные вторым материалом. Эти участки открытого второго материала улучшают внешний вид изделия и, в частности, если они являются выпуклыми, то могут облегчить захват изделия. Если зубная щетка детская, то эти участки могут, например, создавать характерные черты известного персонажа. В альтернативном варианте участки открытого второго материала в контрасте с первым материалом могут отображать текст, например товарный знак изделия. Методы получения такого изображения хорошо известны в области изготовления зубных щеток. Пластмасса и эластомер являются известными материалами, используемыми при изготовлении двухкомпонентных зубных щеток, и имеют контрастные или дополнительные цвета,чтобы подчеркнуть конструктивные особенности изделия, например зубной щетки, создавая визуальный эффект. Например, если ручка имеет вид животного, открытые участки из эластомера могут представлять собой его характерные черты, например цветные пятна или полосы. Условия литья под давлением таких материалов хорошо известны. Согласно необязательной дополнительной операции предлагаемого способа, когда второй стержень удален из полости тела, эта полость может быть закрыта крышкой, например, в виде пробки или колпачка, которые зафиксированы в открытом конце полости тела известным образом, например с помощью защелки или на трении и т.д. Эта крышка может иметь форму, дополнительно улучшающую внешний вид изделия. Например, в случае детской зубной щетки крышка может иметь вид ног изображаемого персонажа. В альтернативном варианте крышка может быть относительно незаметной. В случае детской зубной щетки с массивной ручкой 5 крышка или само тело могут иметь плоский торец, перпендикулярный к оси зубной щетки, или присоски и т.д., позволяющие ставить зубную щетку вертикально. Предлагаемый способ может быть автоматизирован, обеспечивая массовое производство изделий, например зубных щеток. Машины для литья под давлением, в которых могут быть использованы указанные выше литейные формы и которые могут быть использованы для осуществления предлагаемого способа, имеются на рынке, например поставляются фирмой AntonZahoransky GmbH и Machines Boucherie NV. Если тело зубной щетки изготовлено вышеописанным способом литья под давлением, за процессом литья может следовать процесс прикрепления к зубной щетке щетины, который осуществляется хорошо известными способами. Например, головка зубной щетки может быть отлита с гнездами, в которые впоследствии известным способом может быть вставлена щетина. Альтернативно щетина может быть вставлена в материал головки в процессе литья, например как описано в ЕР 0293665 или WO 95/30350. В еще одном альтернативном решении головка и ручка зубной щетки могут быть изготовлены по отдельности, например способом, описанным в заявке РСТ/ЕР 96/02978, содержание которой включено в настоящее описание в качестве ссылки. Кроме того, изобретение касается первой литейной полости для использования в предлагаемом способе. Кроме того, изобретение касается первой литейной формы для использования в предлагаемом способе, например содержащей первую литейную полость, описанную выше. Изобретение касается также первого внутреннего стержня для использования в предлагаемом способе. Изобретение касается также второй литейной полости для использования в предлагаемом способе. Изобретение касается также второй литейной формы для использования в предлагаемом способе, например содержащей вторую литейную полость, описанную выше. Изобретение также касается второго внутреннего стержня для использования в предлагаемом способе. Изобретение также касается способа, в котором указанные выше литейные формы выполнены, например, посредством электроэрозионной обработки или обработки электрическим разрядом. Кроме того, изобретение касается литого изделия, в частности тела зубной щетки, изготовленного предлагаемым способом. Например, такая зубная щетка содержит головку со щетиной и полое литое тело ручки,включающее пластмассовую стенку с отверстиями, проходящими через нее от внутренней 6 полости тела к наружной поверхности и заполненными залитым вторым материалом, который соединен в полостях остаточным вторым материалом в литейных каналах на внутренней поверхности полости тела или остаточным вторым материалом на внутренней поверхности полости тела. Внутренняя полость тела зубной щетки может быть закрыта крышкой на конце, удаленном от головки. Указанная зубная щетка может иметь известные признаки, например иметь ручку с изогнутой областью, описанную в ЕР 0336641 А,или может быть изготовлена предлагаемым способом или другим способом; кроме того, в ручке, шейке или головке могут быть выполнены вырезы, заполненные эластомерным материалом для изменения гибкости щетки, как описано в US 5054154. Ниже описаны примеры осуществления изобретения со ссылками на сопровождающие чертежи, где: на фиг.1-4 схематично показаны последовательные стадии осуществления способа изготовления зубной щетки согласно изобретению,на фиг.5 и 6 показаны зубные щетки, которые могут быть изготовлены способом согласно изобретению. На фиг.1 показана первая литейная форма 1, состоящая из двух сопряженных половин 1 А,1 В. Каждая половина 1 А, 1 В выполнена из закаленной стали и обработана с высокой точностью. Форма включает первую литейную полость 2, определяющую форму тела зубной щетки, причем каждая из двух половин 1 А, 1 В образует часть полости так, что, когда они приложены друг к другу, образуется целая полость 2. В литейной полости 2 находится первый внутренний стержень 3, расположенный на расстоянии от ее внутренней стенки в той части полости 2, которая в конечном счете определяет ручку зубной щетки. Литейная полость 2 имеет открытый конец, удаленный от головки будущей зубной щетки, через который вставляют стержень 3. Стержень 3 также изготовлен из закаленной стали. От внутренней стенки литейной полости 2 выступают внутренние элементы 4, выполненные из того же металла, что и литейная форма 1 за одно целое с ней. Эти элементы 4 проходят между внутренней стенкой и поверхностью стержня 3, а внутренние концы элементов 4 прилегают к поверхности стержня. Элементы 4 имеют суженную форму с большей толщиной на конце, ближайшем к форме 1, и меньшей толщиной на конце, ближайшем к стержню 3. Стержень 3 имеет фланцевое уплотнение 5 для закрытия литейной полости 2, хотя полость может быть закрыта другим образом. Жидкую расплавленную пластмассу (на фиг.1 не показана) известным способом впрыскивают в полость 2 через входное отверстие 6,расположенное в удобной точке на форме 1 или 7 на фланцевом уплотнении 5. Специалистам в данной области понятно, что входное отверстие 6 может быть расположено в других местах на форме 1, а форма может также иметь выходное отверстие (выходные отверстия) (не показаны) для вывода воздуха из формы при впрыске. В результате указанной литейной операции получают (в первом приближении) тело 7 зубной щетки, показанное на фиг.2. Это тело содержит головку 7 А, в которую известным способом могут быть вставлены пучки щетины(не показаны), шейку 7 В и ручку 7 С, причем все эти части расположены вдоль оси А-А зубной щетки. Ручка 7 С, изготовленная описанным выше способом, имеет внутреннюю полость 8 тела, форма которой соответствует форме стержня 3, и сквозные отверстия 9, соответствующие по форме и положению элементам 4. Некоторые отверстия 9 сообщаются с поверхностными пустотами 10 на наружной поверхности ручки 7 С тела 7. Тело 7 отделяют от формы 1,разбирая форму 1. На фиг.3 показано литое тело 1, помещенное во вторую литейную форму 11, состоящую из двух сопряженных половин 11 А, 11 В и имеющую вторую литейную полость 12. Вторая форма 11 по конструкции аналогична первой форме 1, а внутренняя конфигурация второй литейной полости 12 полностью соответствует наружной конфигурации тела 7, но в местах,расположенных вблизи отверстий 9, литейная полость имеет пустоты 13, а в местах, расположенных вблизи поверхностных пустот 10, литейная полость 12 не примыкает к стенке полости 10, так что между ними остается полость 14. В полость 8 тела вставлен второй внутренний стержень 15, форма которого в основном соответствует форме полости 8 тела. Между стержнем 15 и поверхностью внутренней стенки полости 8 тела имеются каналы 16, сообщающиеся с отверстиями 9. Стержень 15 имеет фланцевое уплотнение 17 для закрытия открытого конца литейной полости 12. Понятно, что нет необходимости в том, чтобы вторая литейная полость 12 заключала в себя все тело 7 зубной щетки,т.е. литейная полость 11 должна вмещать только ручку 7 С, а головка 7 А и шейка 7 С могут выступать из литейной полости, например литейная полость 11 может оканчиваться по пунктирной линии В-В. В литейную полость 12 через входное отверстие 18 впрыскивают жидкий, пригодный для литья материал, представляющий собой эластомер. Специалистам в данной области понятно, что входное отверстие 18 может быть расположено в других местах формы 11, а форма может также иметь выходное отверстие (выходные отверстия) (не показаны) для вывода воздуха из формы во время впрыска. Входное отверстие 18 расположено так, что материал может течь по каналам 16 через отверстия 9 в пустоты 13 и полости 14. Когда эта операция 8 литья закончена, форму 11 можно разобрать и удалить стержень 15 из внутренней полости 8. Затекающий как описано выше материал образует тело, показанное в сечении на фиг.4. Материал затвердевает в отверстиях 9, пустотах 13, полостях 14 и каналах 16, оставляя внутренний остаточный материал на внутренней поверхности полости 8 тела и в отверстиях 9. Материал, затвердевший в пустотах 13, образует наружные выпуклости 19, а материал, затвердевший в полостях 14, образует большие плоские участки 20. Открытый конец полости 8 тела может быть закрыт крышкой 21, которая туго вставлена в этот открытый конец. На фиг.5 и 6 показаны детские зубные щетки 22, изготовленные способом согласно изобретению. Зубная щетка 22 имеет массивную ручку 22 А, но поскольку внутри ручки есть полость 8 тела (на фиг.5 и 6 не показана), то щетка будет легкой. Выпуклости 19 и большие участки из эластомера 20 создают рисунок. Рисунок,показанный на фиг.5, является чисто иллюстративным, а выпуклости 19 и участки 20 могут создавать какой-либо рисунок и/или иметь форму, напоминающую животное, например кенгуру, как показано на фиг.6. Крышка 21 вставлена в конец полости тела заподлицо, но может иметь форму ног персонажа, на которых зубная щетка 22 может стоять вертикально. Если предусмотреть дополнительные каналы 16 и дополнительные отверстия 9,пустоты 13 и полости 14, то при желании можно легко получить выпуклости и большие участки на головке зубной щетки 22 А и шейке 22 С, например, для придания головке гибкости за счет создания углублений и промежутков, заполненных эластомером, как описано в ЕР 0613636 A,WO 92/17092 или WO 92/17093. Эластомер имеет цвет, контрастирующий с цветом пластмассы,из которой выполнено тело 6. На чертежах видно, что на наружной поверхности ручки 22 А видны отдельные участки эластомерного материала, а литейные каналы между ними со стороны наружной поверхности не видны. Большое количество участков из эластомера образовано введением его через одно входное отверстие. Ручка 22 А зубной щетки является массивной, но полой и поэтому легкой,и для ее изготовления требуется меньше пластмассы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления литого изделия,включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости,содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость,форма которой по существу соответствует форме первого стержня, и отверстия, которые проходят сквозь тело от его полости до его наружной поверхности и которые по форме и положению по существу соответствуют указанному элементу (элементам),отделение сформированного тела от первой литейной полости и удаление первого стержня из полости тела,помещение сформированного тела во вторую литейную форму и введение второго внутреннего стержня в полость тела, причем, когда второй стержень расположен в полости тела,между вторым стержнем и внутренней поверхностью полости тела имеется один канал или большее количество каналов, сообщающихся с указанными отверстиями,впрыскивание в указанные каналы жидкого, годного для литья и способного к затвердеванию материала так, что он течет по каналам в отверстия и затвердевает, и отделение сформированного таким образом изделия от второй литейной полости и отделение второго стержня от полости тела. 2. Способ по п.1, отличающийся тем, что литое изделие, изготовленное указанным способом, представляет собой тело зубной щетки,содержащее ручку и головку, расположенные вдоль продольной оси зубной щетки, а внутри ручки имеется полость тела. 3. Способ по п.1 или 2, отличающийся тем,что первая литейная полость и вторая литейная полость выполнены в литейной форме, состоящей из нескольких частей, каждая из которых определяет соответствующую часть литейной полости, таким образом обеспечивая возможность открытия литейной полости для отделения тела от литейной формы. 4. Способ по любому из пп.1, 2 или 3, отличающийся тем, что на поверхности внутренней стенки первой литейной полости расположены один внутренний элемент или большее количество внутренних элементов. 5. Способ по любому из пп.1-4, отличающийся тем, что элементы сужаются в направлении от их наружного конца к внутреннему концу. 10 6. Способ по любому из пп.1-5, отличающийся тем, что между внутренней стенкой второй литейной полости и телом имеются пустоты, сообщающиеся с указанными отверстиями и каналами, позволяя второму материалу затекать в эти пустоты и создавать на поверхности сформированного изделия открытые участки из второго материала. 7. Способ по любому из предыдущих пунктов, отличающийся тем, что после удаления второго стержня из полости тела ее закрывают крышкой. 8. Первая литейная полость, приспособленная для использования в способе любому из предыдущих пунктов. 9. Первая литейная форма для использования в способе по любому из пп.1-7, содержащая первую литейную полость. 10. Первый внутренний стержень, приспособленный для использования в способе по любому из пп.1-7. 11. Вторая литейная полость, приспособленная для использования в способе по любому из пп.1-7. 12. Вторая литейная форма, приспособленная для использования в способе по любому из пп.1-7, содержащая вторую литейную полость. 13. Второй внутренний стержень, приспособленный для использования в способе по любому из пп.1-7. 14. Способ, в котором используется литейная форма, выполненная по п.9 или 12. 15. Литое изделие, в частности тело зубной щетки, выполненное способом по любому из пп.1-7. 16. Тело зубной щетки, включающее головку со щетиной и пустотелую литую ручку,имеющую пластмассовую стенку тела с отверстиями, проходящими через нее от внутренней полости тела к наружной поверхности и заполненные залитым вторым материалом, причем второй материал в полостях соединен остаточным вторым материалом в литейных каналах на внутренней поверхности полости тела или остаточным вторым материалом на внутренней поверхности полости тела.
МПК / Метки
МПК: B29C 45/16
Метки: давлением, устройство, изготовления, способ, изделий, компонентов, двух, литья
Код ссылки
<a href="https://eas.patents.su/7-1287-sposob-litya-pod-davleniem-i-ustrojjstvo-dlya-izgotovleniya-izdelijj-iz-dvuh-komponentov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ литья под давлением и устройство для изготовления изделий из двух компонентов</a>
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Йовичин Альберт Джеймс, Руни Тимоти Майкл, Вольфе Дэвид Лоуэлл, Лаурих Томас Эндрю, Хентош Дэниэл Патрик, Члебина Лоренс Эдвард, Макезих Вальтер Джордж, Джэкобс Бернард Байрон, Тайер Ронда Рени Бейер, Рекс Вилльям Аллен, Мэджерус Норберт, Рамбахер Джон Сильвестер, Бенедикт Роберт Леон, Зобхани Мохаммад Эгбал
МПК: B29C 45/27
Метки: детали, варианты, устройство, литья, способ, кольцевой, шины, давлением
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: изготовленное, изготовления, изделие, устройство, способом, щетинное, способ, изделий, щетинных, данным, варианты
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: изделий, изготовления, материалов, способ, форма, интерьерно-облицовочных, гипсосодержащих
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Устройство и способ отбора и определения летучих или растворимых компонентов в жидкостях и газах
Номер патента: 473
Опубликовано: 26.08.1999
Автор: Тамм Дирк
МПК: G01N 1/22, B01D 63/06
Метки: способ, отбора, жидкостях, компонентов, газах, растворимых, летучих, устройство, определения
Формула / Реферат:
1. Устройство для определения летучих или растворимых компонентов в жидкостях или газах, состоящее из цилиндрического основного тела с соединительными каналами на его внешней поверхности для приема среды-носителя, расположенной над соединительными каналами проницаемой мембраны, каналов подвода и отвода для среды-носителя и измерительных приспособлений, отличающееся тем, что соединительные каналы расположены в нескольких сегментах на поверхности...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Кац Эдуард Лейбович, Реслер Йоахим, Контер Максим Лианович, Лубенец Владимир Платонович
МПК: B22D 27/04
Метки: изготовления, заготовки, осуществления, литьевой, устройство, камере, способ, вакуумной, способа, этого
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...