Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой
Формула / Реферат
1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем устанавливают направляющую втулку, которую располагают в отверстии, выполненном в пресс-форме, устанавливают упругий силовой орган, например пружину, для воздействия на каждую направляющую втулку так, чтобы усилие пружины действовало на направляющую втулку, штырь и палец по направлению к стержню, начинают процесс литья под давлением путем введения формовочного состава в пространство формовки вокруг стержня известным методом, посредством чего, когда формовочный состав доходит до каждого пальца, давление пластмассы поднимает пальцы, штыри и направляющие втулки над стержнем в направлении против направления усилия упругого силового органа, например пружины, а после литья под давлением стержень удаляют из оболочки, содержащую направляющие втулки оболочку раскрывают, а полученный фитинг удаляют из пресс-формы.
2. Способ по п.1, отличающийся тем, что углубление для каждого пальца выполняют в стержне сквозным.
3. Способ по п.1 или 2, отличающийся тем, что палец и направляющую втулку располагают с возможностью их подъема под действием давления пластмассы на заданный уровень над стержнем.
4. Способ по п.1, или 2, или 3, отличающийся тем, что проволоку сопротивления навивают на штырь в контакте с ним.
5. Устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, содержащее стержень и оболочку литейной пресс-формы с полостью формования между ними, предназначенную для электронагрева проволоку сопротивления, навитую на стержень, штыри, к которым прикреплены концы проволоки сопротивления, а также пальцы для поддерживания штырей, помещенные в углубления, выполненные в стержне, отличающееся тем, что оно снабжено направляющими втулками для пальцев, размещенными в отверстиях, выполненных в оболочке литейной пресс-формы для каждой направляющей втулки, и упругим силовым органом, например пружиной, установленным в каждом отверстии за направляющей втулкой и предназначенным для удерживания направляющей втулки с соответствующим пальцем в позиции расположения пальца в углублении и обеспечения возможности поднятия направляющей втулки и пальца из своего углубления под действием давления пластмассы в направлении против направления усилия упругого силового органа в течение процесса литься под давлением.
6. Устройство по п.5, отличающееся тем, что углубление для каждого пальца выполнено в стержне сквозным.
7. Устройство по п.5 или 6, отличающееся тем, что оно снабжено стопором для обеспечения возможности подъема каждого пальца и направляющей втулки под действием давления пластмассы на заданный уровень над стержнем.

Текст
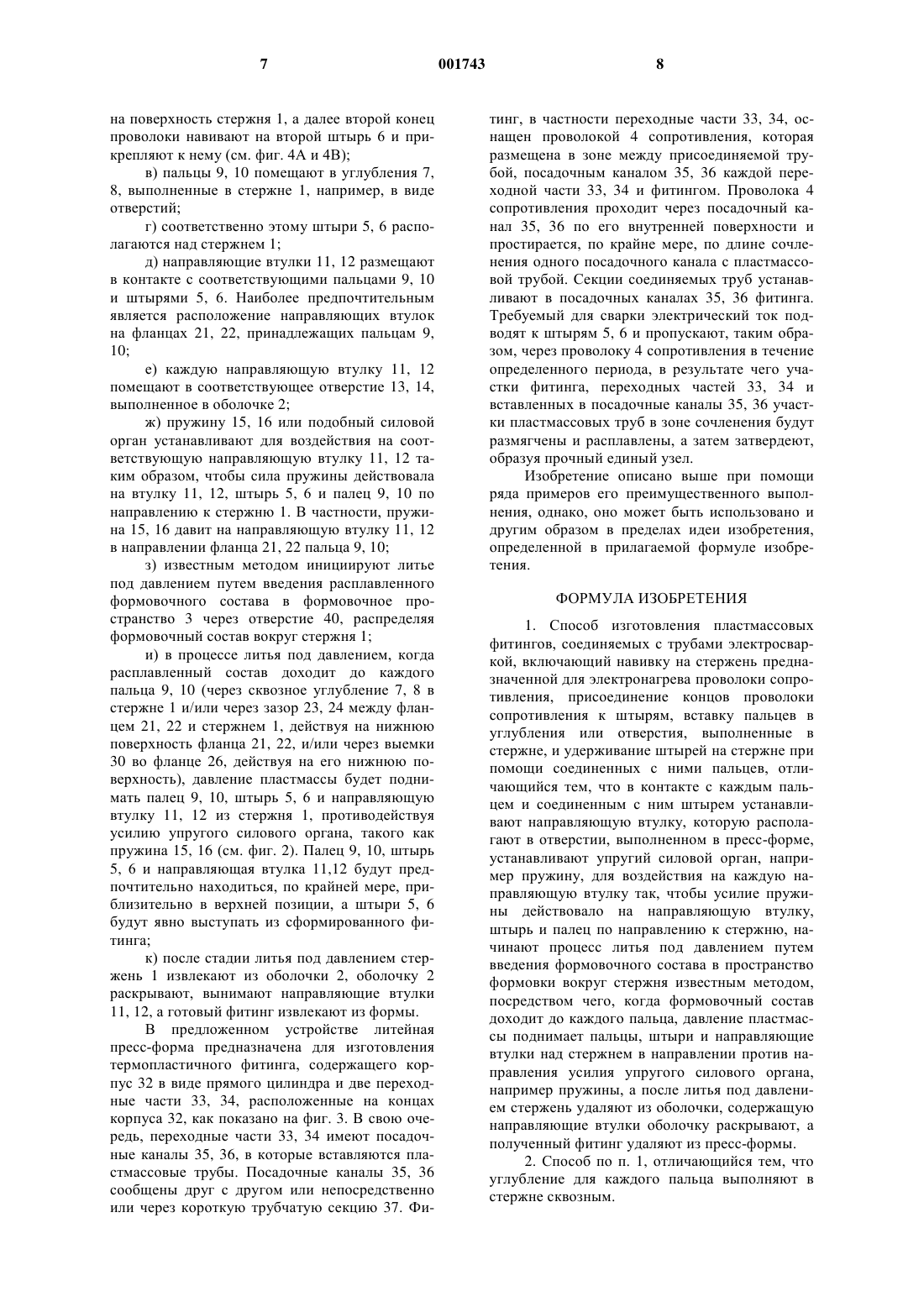
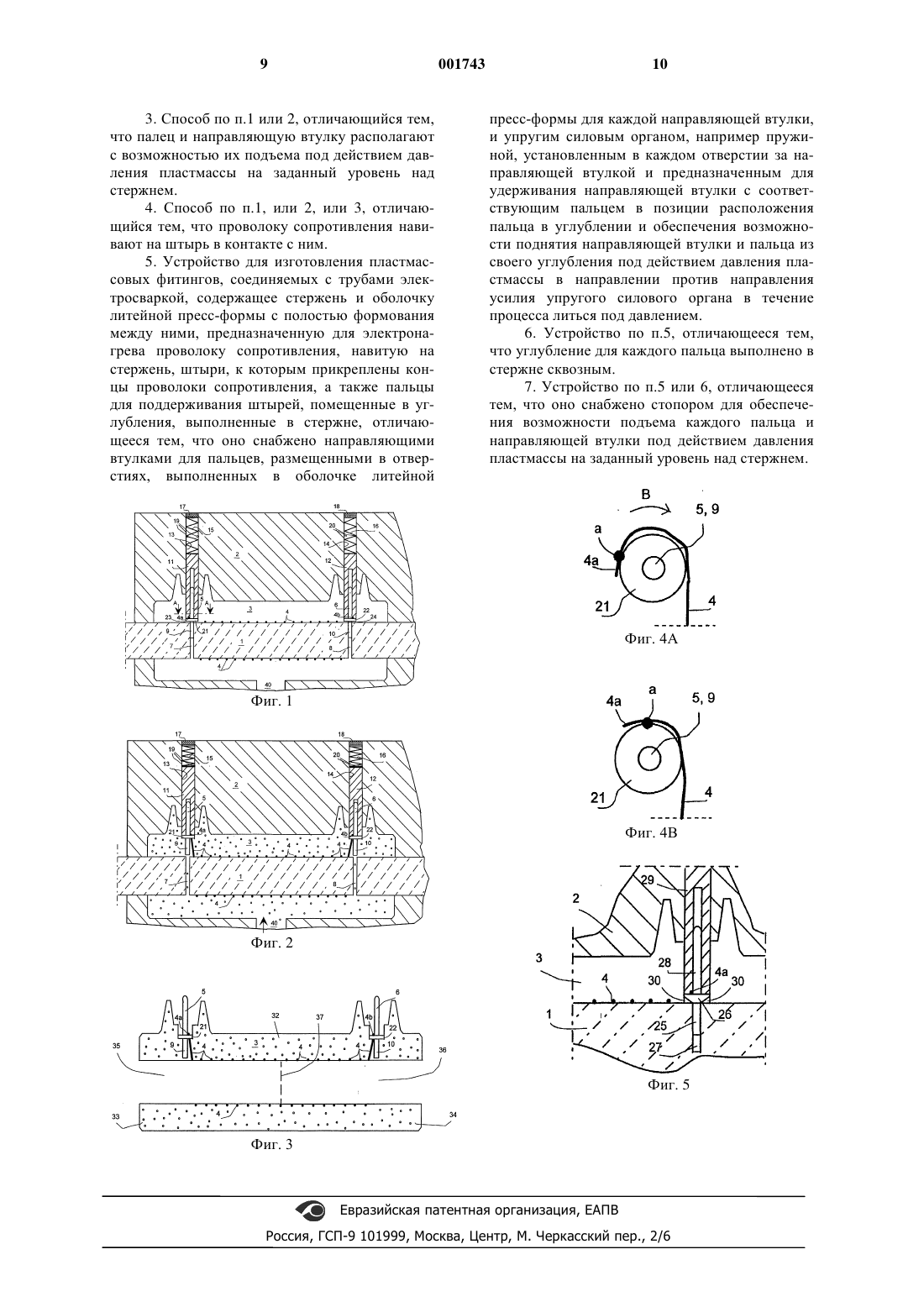
1 Изобретение относится к способу, определенному в ограничительной части первого независимого пункта формулы изобретения, и предназначенному для поддерживания концов проволоки сопротивления при изготовлении в литейной пресс-форме пластмассовых фитингов,соединяемых с трубами электросваркой. Изобретение также относится к устройству, предназначенному для осуществления предложенного способа и определенному во втором независимом пункте формулы изобретения. Свариваемые термопластичные фитинги,то есть муфты, предназначены для точной подгонки друг к другу пластмассовых труб, выполненных из подобного материала. Такие трубопроводы, сделанные из пластмассовых труб,используются, например, в качестве газовых труб в обрабатывающей промышленности. Фитинг имеет корпус с одним или несколькими переходными частями для соединяемых пластмассовых труб. Переходные части в свою очередь выполнены с посадочными каналами, в которые вставляются пластмассовые трубы. Посадочные каналы объединены секциями труб. Фитинг, в частности переходные части, оснащен проволокой сопротивления. Проволока сопротивления расположена в посадочном канале каждой переходной части, будучи пропущенной по ее внутренней поверхности и простирается, по крайней мере, по длине сочленения одного посадочного канала с пластмассовой трубой. Соединяемые секции трубы располагают в посадочных каналах фитинга. Требуемый для сварки электрический ток пропускают через проволоку сопротивления в течение определенного периода времени, в результате чего фитинг, переходная часть и установленная в посадочном канале пластмассовая труба будут размягчены и подплавлены в зоне сочленения, а затем затвердеют, образуя прочный единый узел. Фитинги пластмассовых труб производят по технологии литья под давлением. Перед стадией литья внутри пресс-формы размещают проволоку сопротивления. Проволока сопротивления удерживается на формовочном стержне либо посредством предварительно отлитого сборочного кожуха, либо при помощи поддерживающих пальцев. В первом случае сначала в какой-либо пресс-форме вокруг формовочного стержня отливают тонкий сборочный кожух, который затем охлаждают и на него навивают проволоку сопротивления. В сборочном кожухе предпочтительно выполняют углубления для соединительных штырей, к которым прикрепляют концы проволоки сопротивления. После того, как проволоку сопротивления с соединительными штырями устанавливают на сборочном кожухе,данное приспособление переносят в другую пресс-форму, в которой проводят литье фитинга, получая его в завершенной форме. Соеди 001743 2 няющие штыри выступают из отлитого фитинга,и через них на стадии сварки электрический ток подводят к проволоке сопротивления. Недостатком указанного способа является наличие двух стадий литья, что снижает производительность и вызывает увеличение издержек производства. Во втором случае проволоку сопротивления навивают непосредственно на формовочный стержень, как представлено, например, в описании к патентной заявке ЕР 260014. Здесь в формовочном стержне выполняют углубления, в которых в течение литья посредством поддерживающих пальцев установлены соединительные штыри. После литья поддерживающие пальцы удаляют из углублений целиком или частично. Часть пальца, расположенную в углублении стрежня, удаляют отрезанием. Для этого палец выполняют с сужением, например, в виде канавки. Отрезание выполняют при помощи формовочного стержня: при извлечении стержня из готового охлажденного фитинга пальцы отрезаются в местах их сужений. Верхняя часть пальца остается с соединительным штырем, а отрезанная часть - в углублении формовочного стержня, откуда ее удаляют перед очередной операцией литья. В связи с этим,удаляемый из формовочного стержня остаток пальца вызывает проблему, так как для того,чтобы не препятствовать последующему процессу литья, оставшиеся в стержне части пальцев должны быть тщательно извлечены. Дополнительная технологическая стадия, заключающаяся в удалении остатка пальца, усложняет способ. Палец может быть целиком извлечен из углубления стержня с помощью подходящего инструмента. Кроме того, палец и углубление могут быть выполнены с резьбой, а затем после литья палец вывинчивают из углубления. Такой прием устраняет проблему, связанную с необходимостью дополнительной стадии удаления пальца из углубления с помощью инструмента после стадии литья. Задача изобретения заключается в получении новых, разрешающих выше описанные проблемы, способа и устройства для поддерживания концов проволоки сопротивления в литейной пресс-форме при изготовлении пластмассовых фитингов, способных электрически свариваться с трубами. Для решения этой задачи предложенный в соответствии с изобретением способ характеризуется признаками, определенными в отличительной части пункта 1 формулы изобретения. В свою очередь, выполненное согласно изобретению устройство охарактеризовано признаками отличительной части соответствующего независимого пункта формулы изобретения. В зависимых пунктах формулы изобретения раскрыты предпочтительные варианту выполнения изобретения. Более подробно изобретение описано ниже со ссылками на приложенные чертежи. 3 На фиг. 1 представлен вертикальный разрез предложенного устройства для поддерживания проволоки сопротивления при изготовлении в литейной пресс-форме электрически свариваемых пластмассовых фитингов, перед проведением процесса литья; на фиг. 2 - то же, после проведения процесса литья; на фиг. 3 - продольный разрез изготовленного термопластичного фитинга; на фиг.4 А в виде сверху показан конец проволоки сопротивления, присоединенный к штырю, поворачивающемуся в процессе литья; на фиг. 4 В в виде сверху показан конец проволоки сопротивления, присоединенный к штырю, в положении по окончанию процесса литья; на фиг. 5 изображен второй вариант выполнения предложенного устройства. Устройство для поддерживания концов проволоки сопротивления при производстве электрически свариваемых пластмассовых фитингов в литейной пресс-форме проиллюстрировано на фиг. 1 и 2. Литейная пресс-форма включает в себя стержень 1 и оболочку 2 с пространством 3 формовки между ними. Предназначенная для электронагрева проволока 4 сопротивления навита на стержень 1, причем ее оба конца 4 а, 4b прикреплены к соответствующим штырям 5, 6. В стержне 1 выполнены два углубления 7, 8 предпочтительно в виде отверстий или каналов. Штыри 5, 6 соединены с соответствующими пальцами 9, 10, установленными в углублениях 7, 8. При помощи пальцев 9, 10 и штырей 5, 6 проволока 4 сопротивления в процессе формовки удерживается в положении навивки вокруг стержня 1. Кроме того, проволока 4 сопротивления плотно облегает стержень 1 в области, где на стадии литья образуются переходные части фитинга для тех труб, которые будут соединены. Концы обоих штырей 5, 6 будут выступать из полученного фитинга(см. фиг. 3) для обеспечения присоединения источника энергии в процессе соединения труб,как описано ниже. Устройство для поддерживания концов 4 а,4b проволоки 4 сопротивления содержит также две направляющие втулки 11, 12, установленные для поддерживания пальцев 9, 10 соответственно. Для направляющих втулок 11, 12 в оболочке 2 литейной пресс-формы выполнены выходящие в пространство 3 формовки отверстия 13, 14 соответственно. Направляющие втулки 11, 12 расположены в этих отверстиях 13, 14 по существу вертикально над поверхностью стержня 1 с возможностью перемещения по направлению к углублениям 7, 8. Данное устройство содержит также упругие силовые органы в виде пружин 15, 16 (в частности, спиральных пружин), размещенных в отверстиях 13, 14 соответственно. Пружины расположены позади направляющих втулок 11, 12 таким обра 001743 4 зом, что с одной стороны они упираются в торцы отверстий, образованные, например, пробками 17, 18, а с другой стороны - в задние поверхности направляющих втулок 11, 12. Давление пружин 15, 16 передается через направляющие втулки 11, 12 и штыри 5, 6 пальцам 9,10, удерживая их в углублениях 7, 8. Пальцы 9,10 и направляющие втулки 11, 12 размещены с возможностью передвижения вверх против направления действия пружин 15, 16 под давлением формовочной смеси на стадии литья под давлением с выходом пальцев 9, 10 из углублений 7, 8. В начале стадии литья под давлением пружины 15, 16 предотвращают попадание формовочной смеси между пальцами 9, 10 и направляющими втулками 11, 12. Назначение упругих силовых органов заключается в том, чтобы, с одной стороны, удерживать пальцы 9, 10 в углублениях 7, 8 перед началом стадии литья под давлением, а с другой стороны позволить этим пальцам перемещаться в процессе литья под давлением под направленным против силы действия пружин давлением вводимой в зону формования расплавленной пластмассы. Следует далее отметить, что сила упругости, с которой упругие силовые органы действуют через направляющие втулки 11, 12 на штыри 5, 6 и пальцы 9, 10, должна иметь такую величину, при которой не происходит выдавливание указанных элементов 11, 12, 9, 10, 5, 6 назад в расплавленную формовочную смесь,когда пространство 3 формовки заполняется расплавленной пластмассой и когда давление подачи пластмассы спадает в конце стадии литья под давлением. Упругие силовые органы могут быть выполнены иным образом, чем в виде описанных выше спиральных пружин 15, 16. Так, силовой орган может быть выполнен, например, в виде гидро- или пневмоцилиндра, благодаря которому через направляющие втулки 11, 12 и штыри 5, 6 пальцы 9, 10 удерживаются в углублениях 7, 8 в начале стадии литья под давлением, когда давление расплавленного пластмассового состава действует против давления цилиндра. Цилиндр управляется преимущественно механически так, что он подтягивается вверх вместе с направляющей втулкой 11, 12, пальцем 9, 10 и штырем 5, 6 на стадии литья и находится в верхней позиции в конце этой стадии, за счет чего предотвращается выдавливание указанных элементов в расплавленную пластмассу и их фиксирование в формовочном составе в точно требуемой позиции. В предпочтительном варианте осуществления изобретения углубления 7, 8 для пальцев 9, 10 выполнены в стержне 1 литейной формы сквозными. За счет этого в процессе литья давление пластмассы будет действовать на пальцы 9, 10 непосредственно через отверстия углублений 7, 8 на противоположной стороне стержня 1. 5 В предпочтительном варианте выполнения изобретения пальцы 9, 10 и направляющие втулки 11, 12 установлены с возможностью подъема на требуемый уровень над поверхностью стержня 1 под действием давления пластмассы. Для этой цели в отверстиях 13, 14 направляющих втулок 11, 12 расположены стопоры 19, 20, соответственно выполненные, например, в виде штифта или кольцевой конструкции. Стопор 19, 20 установлен на расстоянии от поверхности стержня 1, а также от задней поверхности направляющей втулки 11, 12, прижатой к пальцу 9, 10 под действием пружины 15, 16,поэтому направляющая втулка 11, 12 может подниматься на требуемую высоту, по крайней мере, на высоту, достаточную для того, чтобы позволить пальцу 9, 10 полностью выйти из углубления 7, 8 в процессе литья под давлением. Таким образом, по завершении стадии литья стержень 1 может быть сразу извлечен из оболочки 2 и полученного фитинга. В предпочтительном варианте осуществления изобретения каждый палец 9, 10 выполнен с фланцем 21, 22 или подобным кольцевым выступом, расположенным в верхней части пальца вне углубления 7, 8, т.е. на поверхности стержня 1 или над ней. Штырь 5, 6 соединен с пальцем 9, 10 с внешней стороны фланца 21, 22,составляя таким образом единый коаксиальный элемент. Направляющая втулка 11, 12 покоится на фланце 21, 22. Когда между фланцами 21, 22 и стержнем 1 имеются зазоры 23, 24 соответственно, как показано на фиг.1, то в процессе литья под давлением формовочный состав будет действовать на фланцы 21, 22 через зазоры 23,24 и поднимать пальцы 9, 10, даже если углубления 7, 8 в стержне не будут выполнены сквозными. Следует отметить, что площадь поперечного сечения конца направляющей втулки 11, 12 по существу равна площади фланца 21, 22, поэтому давление заливаемой пластмассы не будет действовать непосредственно на конец направляющей втулки 11, 12; это давление действует на фланец 21, 22 через его нижнюю поверхность и далее на направляющую втулку 11,12 и контактирующую с ней пружину 15, 16 против направления силы ее упругости. Предпочтительное присоединение конца 4 а проволоки 4 сопротивления к штырю 5, а тем самым - к соответствующему пальцу 9, показано на фиг. 4 А и 4 В, на которых представлен разрез А-А фиг. 1. Конец 4 а проволоки сопротивления прикреплен к штырю 5 и пальцу 9 так, что проволока 4 навита вокруг штыря 5 и пальца 9. Когда на стадии литья под давлением штырь 5 и палец 9 поднимаются под воздействием давления расплавленной пластмассы в направлении против удерживающей силы направляющей втулки 11 (фиг. 1 и 2), такой как сила упругости пружины 15, проволока 4 сопротивления разматывается со штыря 5 и пальца 9 и таким образом высвобождает свою дополнительную длину до 6 величины, необходимой для поднятия штыря 5 и пальца 9. Как показано на фиг. 4 А, конец 4 а проволоки 4 приварен в точке "а" к пальцу 9, в частности к кромке фланца 21, принадлежащему пальцу 9, и проволока 4 навита на фланец 21,например, с неполным оборотом, в частности с половиной оборота. Когда штырь 5 и палец 9 поднимаются из углубления 7 в процессе литья(фиг. 1 и 2), они также поворачиваются в этом углублении по направлению стрелки В, позволяя проволоке 4 сматываться с фланца 21, благодаря чему, с одной стороны, сохраняется прикрепление конца 4 а проволоки 4, а с другой,обеспечивается еще достаточное высвобождение проволоки 4, чтобы позволить пальцу 9 подняться из углубления 7. Длина пальца 9 и минимальная глубина углубления 7 составляет,например, 5 мм, диаметр фланца 21 может быть 10 мм. Если проволока 4 сопротивления навита на 1/4 оборота вокруг фланца 21, то при повороте пальца 9 и фланца 21 на 90 в направлении стрелки В освобождается более чем 7 мм длины проволоки 4. Во втором предпочтительном варианте выполнения изобретения, показанном на фиг. 5,каждый палец, обозначенный позицией 25, имеет фланец 26 или подобный кольцевой выступ. Палец 25 расположен в углублении 27 в стержне 1 так, что фланец 26 находится на поверхности стержня 1 или над ней, как в предыдущем примере выполнения. Направляющая втулка 29 покоится на фланце 26. В данном исполнении на нижней поверхности фланца 26 выполнена одна или несколько канавок или выемок 30. На стадии литья под давлением давление пластмассы будет, таким образом, передаваться через выемку 30 к нижней поверхности фланца 26 и далее к направляющей втулке 29 и к соответствующей пружине (на фиг. 5 не показана), поднимая палец 25 со штырем 28 из углубления 27. За исключением конструкции фланца 26 описанный пример в принципе соответствует изображенному на фиг. 1, 2, однако, углубление 27 для пальца 25 не является сквозным в стержне 1(даже если это возможно). Согласно изобретению, в способе для поддерживания концов проволоки сопротивления при изготовлении пластмассовых фитингов,соединяемых с трубами электросваркой, выполняют следующие стадии (см. фиг. 1, 2 и 3): а) предназначенную для электронагрева проволоку 4 сопротивления навивают на стержень 1, в зоне расположения которого в процессе литья будут сформированы переходные части 33, 34 фитинга (см. фиг. 3) для соединяемых труб; б) концы 4 а, 4b проволоки 4 сопротивления соединяют со штырями 5, 6, например, точечной сваркой. Как правило, один конец проволоки 4 сопротивления вначале прикрепляют к первому штырю 5, проволоку предпочтительно огибают вокруг него, затем проволоку навивают 7 на поверхность стержня 1, а далее второй конец проволоки навивают на второй штырь 6 и прикрепляют к нему (см. фиг. 4 А и 4 В); в) пальцы 9, 10 помещают в углубления 7,8, выполненные в стержне 1, например, в виде отверстий; г) соответственно этому штыри 5, 6 располагаются над стержнем 1; д) направляющие втулки 11, 12 размещают в контакте с соответствующими пальцами 9, 10 и штырями 5, 6. Наиболее предпочтительным является расположение направляющих втулок на фланцах 21, 22, принадлежащих пальцам 9,10; е) каждую направляющую втулку 11, 12 помещают в соответствующее отверстие 13, 14,выполненное в оболочке 2; ж) пружину 15, 16 или подобный силовой орган устанавливают для воздействия на соответствующую направляющую втулку 11, 12 таким образом, чтобы сила пружины действовала на втулку 11, 12, штырь 5, 6 и палец 9, 10 по направлению к стержню 1. В частности, пружина 15, 16 давит на направляющую втулку 11, 12 в направлении фланца 21, 22 пальца 9, 10; з) известным методом инициируют литье под давлением путем введения расплавленного формовочного состава в формовочное пространство 3 через отверстие 40, распределяя формовочный состав вокруг стержня 1; и) в процессе литья под давлением, когда расплавленный состав доходит до каждого пальца 9, 10 (через сквозное углубление 7, 8 в стержне 1 и/или через зазор 23, 24 между фланцем 21, 22 и стержнем 1, действуя на нижнюю поверхность фланца 21, 22, и/или через выемки 30 во фланце 26, действуя на его нижнюю поверхность), давление пластмассы будет поднимать палец 9, 10, штырь 5, 6 и направляющую втулку 11, 12 из стержня 1, противодействуя усилию упругого силового органа, такого как пружина 15, 16 (см. фиг. 2). Палец 9, 10, штырь 5, 6 и направляющая втулка 11,12 будут предпочтительно находиться, по крайней мере, приблизительно в верхней позиции, а штыри 5, 6 будут явно выступать из сформированного фитинга; к) после стадии литья под давлением стержень 1 извлекают из оболочки 2, оболочку 2 раскрывают, вынимают направляющие втулки 11, 12, а готовый фитинг извлекают из формы. В предложенном устройстве литейная пресс-форма предназначена для изготовления термопластичного фитинга, содержащего корпус 32 в виде прямого цилиндра и две переходные части 33, 34, расположенные на концах корпуса 32, как показано на фиг. 3. В свою очередь, переходные части 33, 34 имеют посадочные каналы 35, 36, в которые вставляются пластмассовые трубы. Посадочные каналы 35, 36 сообщены друг с другом или непосредственно или через короткую трубчатую секцию 37. Фи 001743 8 тинг, в частности переходные части 33, 34, оснащен проволокой 4 сопротивления, которая размещена в зоне между присоединяемой трубой, посадочным каналом 35, 36 каждой переходной части 33, 34 и фитингом. Проволока 4 сопротивления проходит через посадочный канал 35, 36 по его внутренней поверхности и простирается, по крайне мере, по длине сочленения одного посадочного канала с пластмассовой трубой. Секции соединяемых труб устанавливают в посадочных каналах 35, 36 фитинга. Требуемый для сварки электрический ток подводят к штырям 5, 6 и пропускают, таким образом, через проволоку 4 сопротивления в течение определенного периода, в результате чего участки фитинга, переходных частей 33, 34 и вставленных в посадочные каналы 35, 36 участки пластмассовых труб в зоне сочленения будут размягчены и расплавлены, а затем затвердеют,образуя прочный единый узел. Изобретение описано выше при помощи ряда примеров его преимущественного выполнения, однако, оно может быть использовано и другим образом в пределах идеи изобретения,определенной в прилагаемой формуле изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем устанавливают направляющую втулку, которую располагают в отверстии, выполненном в пресс-форме,устанавливают упругий силовой орган, например пружину, для воздействия на каждую направляющую втулку так, чтобы усилие пружины действовало на направляющую втулку,штырь и палец по направлению к стержню, начинают процесс литья под давлением путем введения формовочного состава в пространство формовки вокруг стержня известным методом,посредством чего, когда формовочный состав доходит до каждого пальца, давление пластмассы поднимает пальцы, штыри и направляющие втулки над стержнем в направлении против направления усилия упругого силового органа,например пружины, а после литья под давлением стержень удаляют из оболочки, содержащую направляющие втулки оболочку раскрывают, а полученный фитинг удаляют из пресс-формы. 2. Способ по п. 1, отличающийся тем, что углубление для каждого пальца выполняют в стержне сквозным. 3. Способ по п.1 или 2, отличающийся тем,что палец и направляющую втулку располагают с возможностью их подъема под действием давления пластмассы на заданный уровень над стержнем. 4. Способ по п.1, или 2, или 3, отличающийся тем, что проволоку сопротивления навивают на штырь в контакте с ним. 5. Устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, содержащее стержень и оболочку литейной пресс-формы с полостью формования между ними, предназначенную для электронагрева проволоку сопротивления, навитую на стержень, штыри, к которым прикреплены концы проволоки сопротивления, а также пальцы для поддерживания штырей, помещенные в углубления, выполненные в стержне, отличающееся тем, что оно снабжено направляющими втулками для пальцев, размещенными в отверстиях, выполненных в оболочке литейной 10 пресс-формы для каждой направляющей втулки,и упругим силовым органом, например пружиной, установленным в каждом отверстии за направляющей втулкой и предназначенным для удерживания направляющей втулки с соответствующим пальцем в позиции расположения пальца в углублении и обеспечения возможности поднятия направляющей втулки и пальца из своего углубления под действием давления пластмассы в направлении против направления усилия упругого силового органа в течение процесса литься под давлением. 6. Устройство по п.5, отличающееся тем,что углубление для каждого пальца выполнено в стержне сквозным. 7. Устройство по п.5 или 6, отличающееся тем, что оно снабжено стопором для обеспечения возможности подъема каждого пальца и направляющей втулки под действием давления пластмассы на заданный уровень над стержнем.
МПК / Метки
МПК: B29C 45/14, F16L 47/02, B29D 23/00
Метки: соединяемых, способ, изготовления, трубами, пластмассовых, устройство, фитингов, электросваркой
Код ссылки
<a href="https://eas.patents.su/6-1743-sposob-i-ustrojjstvo-dlya-izgotovleniya-plastmassovyh-fitingov-soedinyaemyh-s-trubami-elektrosvarkojj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой</a>
Способ и устройство для работы с гибкими трубами
Номер патента: 1685
Опубликовано: 25.06.2001
Автор: Сола Кьелл Инге
МПК: E21B 19/08
Метки: работы, трубами, гибкими, устройство, способ
Формула / Реферат:
1. Способ работы с гибкими трубами при выполнении операций в процессе разработки скважин, например, при бурении на суше или морском бурении для добычи нефти, при котором гибкую трубу (34) разматывают с барабана (36) для гибкой трубы или наматывают на него с помощью приданного барабану (36) механизма (32) подачи гибкой трубы таким образом, что гибкая труба (34) может подаваться в скважину и, соответственно, выводиться из нее, причем введенной в...
Способ и устройство для работы с гибкими трубами
Номер патента: 199
Опубликовано: 24.12.1998
Автор: Сола Кьелл Инге
МПК: E21B 19/22
Метки: устройство, гибкими, работы, способ, трубами
Формула / Реферат:
1. Способ работы с гибкими трубами, такой, например, как бурение для добычи нефти/газа на суше или в море, в котором используется гибкая труба (12, 12'), разматываемая с вращающегося барабана (10) и наматываемая на него с помощью привода (14) подачи, отличающийся тем, что барабан (10, 38) для гибкой трубы сопрягают с приводом (14, 16, 42, 44) подачи без промежуточных направляющих поверхностей, которые могут отклонять направление движения гибкой...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: заготовки, цельной, ковкой, кованой, способ, изготовления, шестерни(варианты, устройство
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: компонентов, двух, изготовления, изделий, давлением, литья, способ, устройство
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Устройство для приема соска и способ его изготовления
Номер патента: 136
Опубликовано: 29.10.1998
Авторы: Петтерсон Торбьерн, Флодин Ханс
МПК: A01J 5/08
Метки: соска, устройство, изготовления, способ, приема
Формула / Реферат:
1. Устройство для приема соска, содержащее тонкую гибкую стенку, образующую канал для приема указанного соска, причем внутренняя сторона указанной стенки обращена к каналу, а наружная сторона указанной стенки обращена от канала, отличающееся тем, что, по меньшей мере, часть наружной стороны стенки выполнена с множеством увеличенных участков поверхности с формой, размерами и распределением, обеспечивающими препятствия для развития трещин на...
Следующий патент: Новые эритромицины и способы их получения
Случайный патент: Способ и система управления скоростью двигателя для улучшения переключения передач