Способ нанесения покрытия на металлическую ленту погружением и установка для его осуществления
Номер патента: 4448
Опубликовано: 29.04.2004
Авторы: Боден Юг, Дошелль Дидье, Прижан Ив, Люка Патрис, Гаше Лоран
Формула / Реферат
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) с помощью отклоняющего валика, расположенного в ванне (12) жидкого металла, и сушат покрытую металлическую ленту (1) на выходе из ванны (12) жидкого металла, отличающийся тем, что обеспечивают естественное истечение жидкого металла с поверхности жидкостного затвора (14) в сливное отделение (25), выполненное в кожухе (13) и содержащее внутреннюю стенку, продолжающую кожух (13) в его нижней части, по меньшей мере, напротив поверхности ленты (1), расположенной со стороны отклоняющего валика (15), причем верхняя кромка (21) отделения (25) расположена под указанной поверхностью, а высота падения жидкого металла в это отделение (25) выбирается такой, чтобы предупреждалось всплытие частиц окислов цинка и интерметаллических соединений противоточно истечению жидкого металла, и поддерживают уровень жидкого металла в отделении (25) ниже уровня поверхности жидкостного затвора (14).
2. Установка для непрерывного нанесения покрытия на металлическую ленту (1) путем погружения, содержащая
емкость (11) с ванной (12) жидкого металла,
кожух (13) для протягивания металлической ленты (1) в защитной атмосфере, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны (12) жидкого герметичного затвора (14) внутри кожуха (13),
валик (15) для отклонения металлической ленты (1), расположенный в ванне (12) жидкого металла,
средства (16) для сушки покрытой металлической ленты (1) на выходе из ванны (12) жидкого металла,
отличающаяся тем, что кожух (13) продолжен в своей нижней части (13a) напротив поверхности ленты (1), расположенной со стороны отклоняющего валика (15), внутренней стенкой (20), ориентированной в сторону поверхности жидкостного затвора (14), верхняя кромка (21) которой расположена под указанной поверхностью, и образующей сливное отделение (25) для жидкого металла, снабженное средствами (30) для поддержания уровня жидкого металла в этом отделении (25) ниже уровня поверхности жидкостного затвора (14) для обеспечения естественного истечения жидкого металла с указанной поверхности в сливное отделение (25), при этом высота падения жидкого металла в это отделение превышает 50 мм для предупреждения всплытия частиц оксида металла и интерметаллических соединений противоточно истечению жидкого металла.
3. Установка по п.2, отличающаяся тем, что кожух (13) продолжен в своей нижней части (13a) напротив поверхности ленты, расположенной напротив отклоняющего валика (15), внутренней стенкой (26), ориентированной в сторону поверхности жидкостного затвора (14), верхняя кромка (27) которой расположена над указанной поверхностью, и образующей герметичное отделение (29) для скопления частиц оксидов металла.
4. Установка по п.1 или 2, отличающаяся тем, что внутренняя стенка (20; 26) каждого отделения (25; 29) имеет нижнюю часть с расширением в сторону днища емкости (11) и верхнюю часть, параллельную металлической ленте (1).
5. Установка по п.2 или 4, отличающаяся тем, что высота падения жидкого металла в сливное отделение (25) превышает 100 мм.
6. Установка по п.2 или 4, отличающаяся тем, что верхняя кромка (21) внутренней стенки (20) сливного отделения (25) выполнена прямоугольной.
7. Установка по п.2 или 4, отличающаяся тем, что верхняя кромка (21) внутренней стенки (20) сливного отделения (25) имеет в продольном направлении последовательность выемок (22) и выступов (23).
8. Установка по п.7, отличающаяся тем, что выемки (22) и выступы (23) имеют вид дуги окружности.
9. Установка по п.7 или 8, отличающаяся тем, что амплитуда между выемками (22) и выступами (23) составляет 5-10 мм.
10. Установка по п.7 или 8, отличающаяся тем, что расстояние между углублениями (22) и выступами (23) составляет порядка 150 мм.
11. Установка по п.6 или 7, отличающаяся тем, что верхняя кромка (21) внутренней стенки (20) сливного отделения (25) выполнена заостренной.
12. Установка по любому из предыдущих пунктов, отличающаяся тем, что внутренняя стенка (20; 26) каждого отделения (25; 29) выполнена из нержавеющей стали и имеет толщину, например, 10-20 мм.
13. Установка по п.2, отличающаяся тем, что средства для поддержания уровня жидкого металла в сливном отделении (25) состоят из насоса (30), подключенного по всасывающей стороне к отделению (25) через соединительный трубопровод (31) и снабженного по нагнетательной стороне отводящим трубопроводом (32) для отвода отобранного металла в толщу ванны (12).
14. Установка по любому из предыдущих пунктов, отличающаяся тем, что она содержит средства визуализации уровня жидкого металла в сливном отделении (25).
15. Установка по п.14, отличающаяся тем, что средства визуализации состоят из резервуара (35), расположенного снаружи кожуха (13) и соединенного с основанием сливного отделения (25) соединительным трубопроводом (36).
16. Установка по пп.13 и 15, отличающаяся тем, что точка подключения насоса (30) к сливному отделению (25) расположена выше точки сообщения резервуара (35) с этим отделением (25).
17. Установка по п.15, отличающаяся тем, что резервуар (35) образует буферный объем жидкого металла для сливного отделения (25).
18. Установка по п.15, отличающаяся тем, что резервуар (35) оборудован датчиком уровня жидкого металла.
19. Установка по любому из предыдущих пп.2-18, отличающаяся тем, что кожух (13) продолжен в своей нижней части (13a) напротив каждого бокового края металлической ленты (1) внутренней стенкой (40), ориентированной в сторону поверхности жидкостного затвора (14), верхняя кромка (41) которой расположена ниже указанной поверхности, и образующей сливное отделение (42) для жидкого металла.

Текст
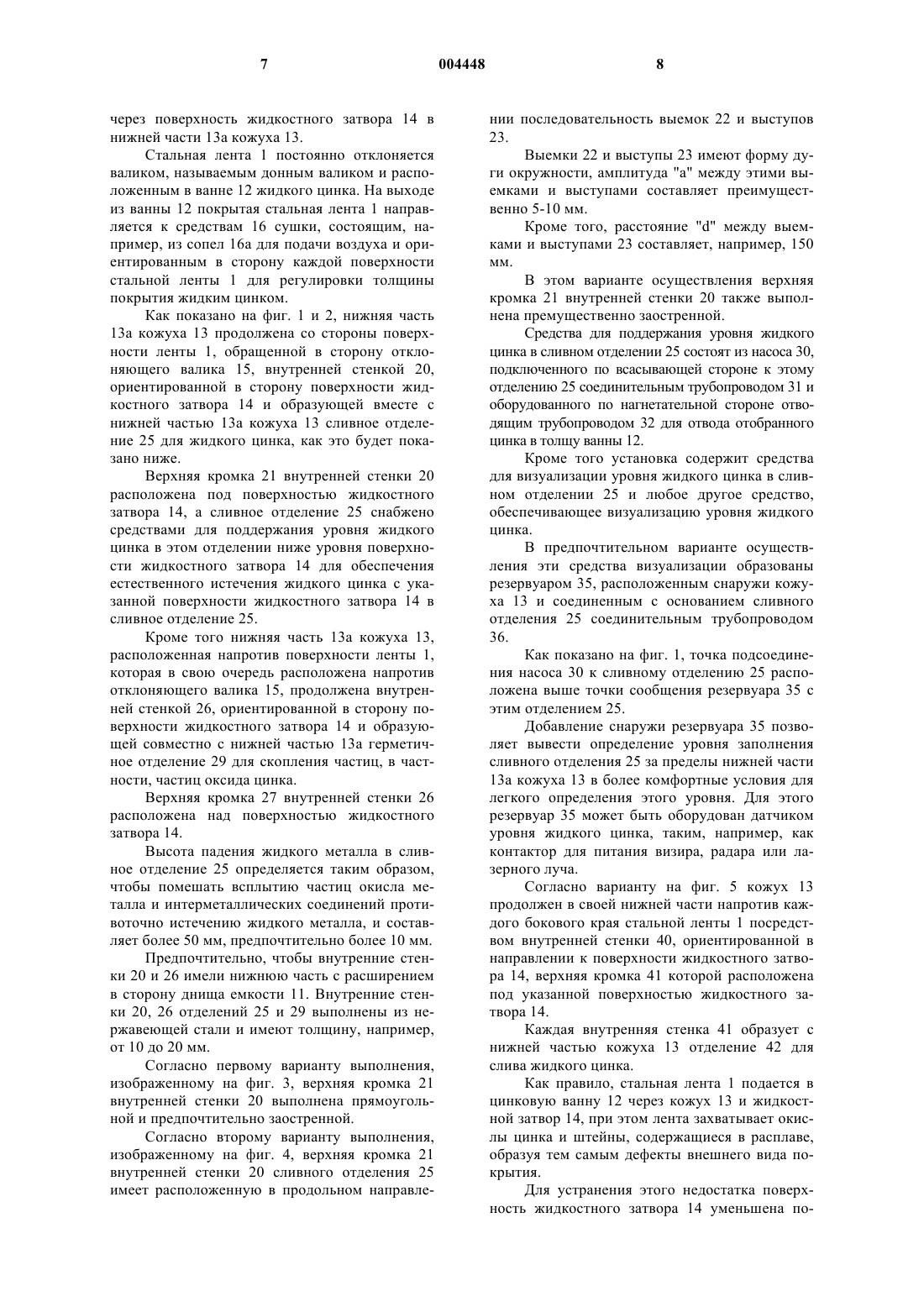
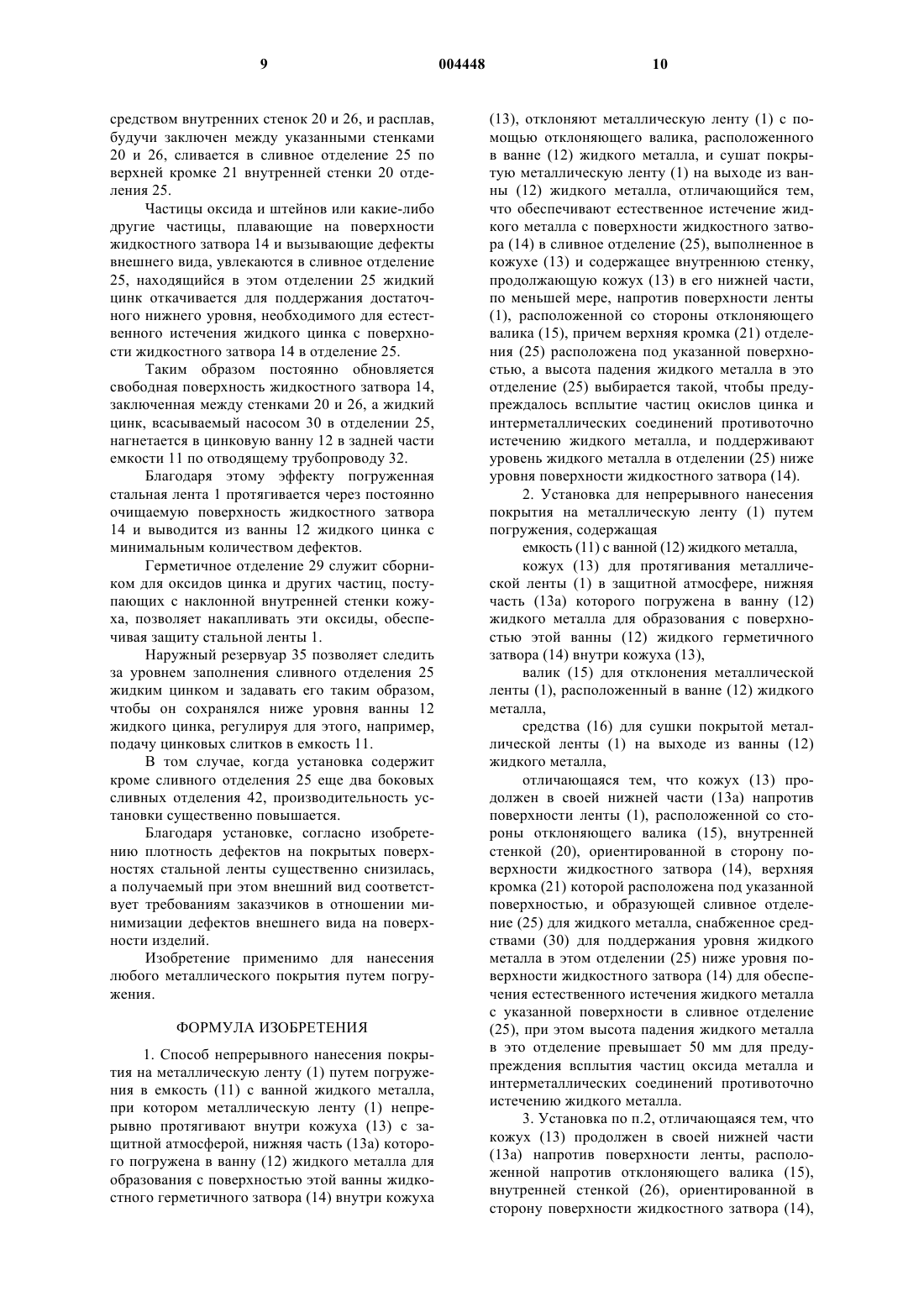
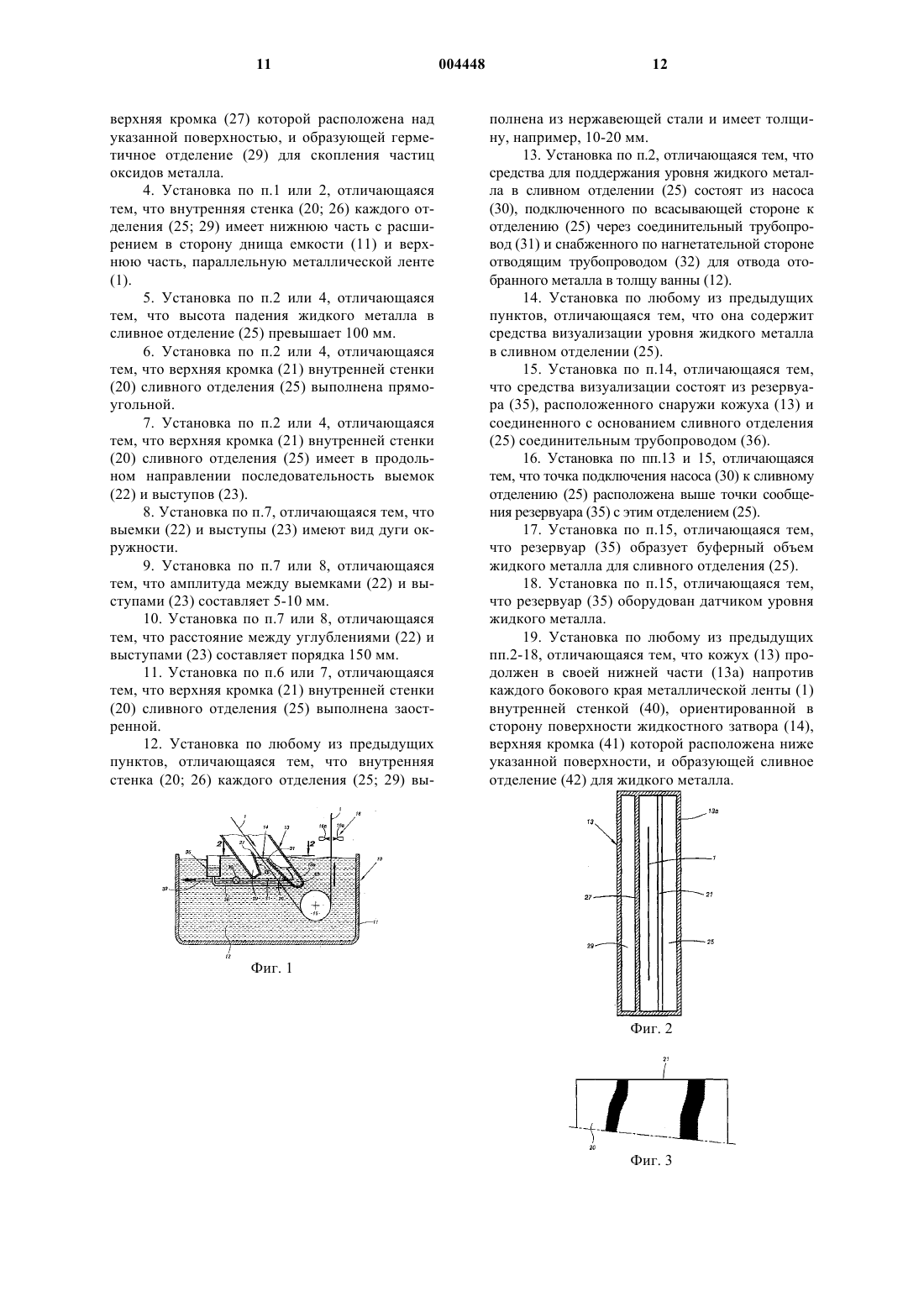
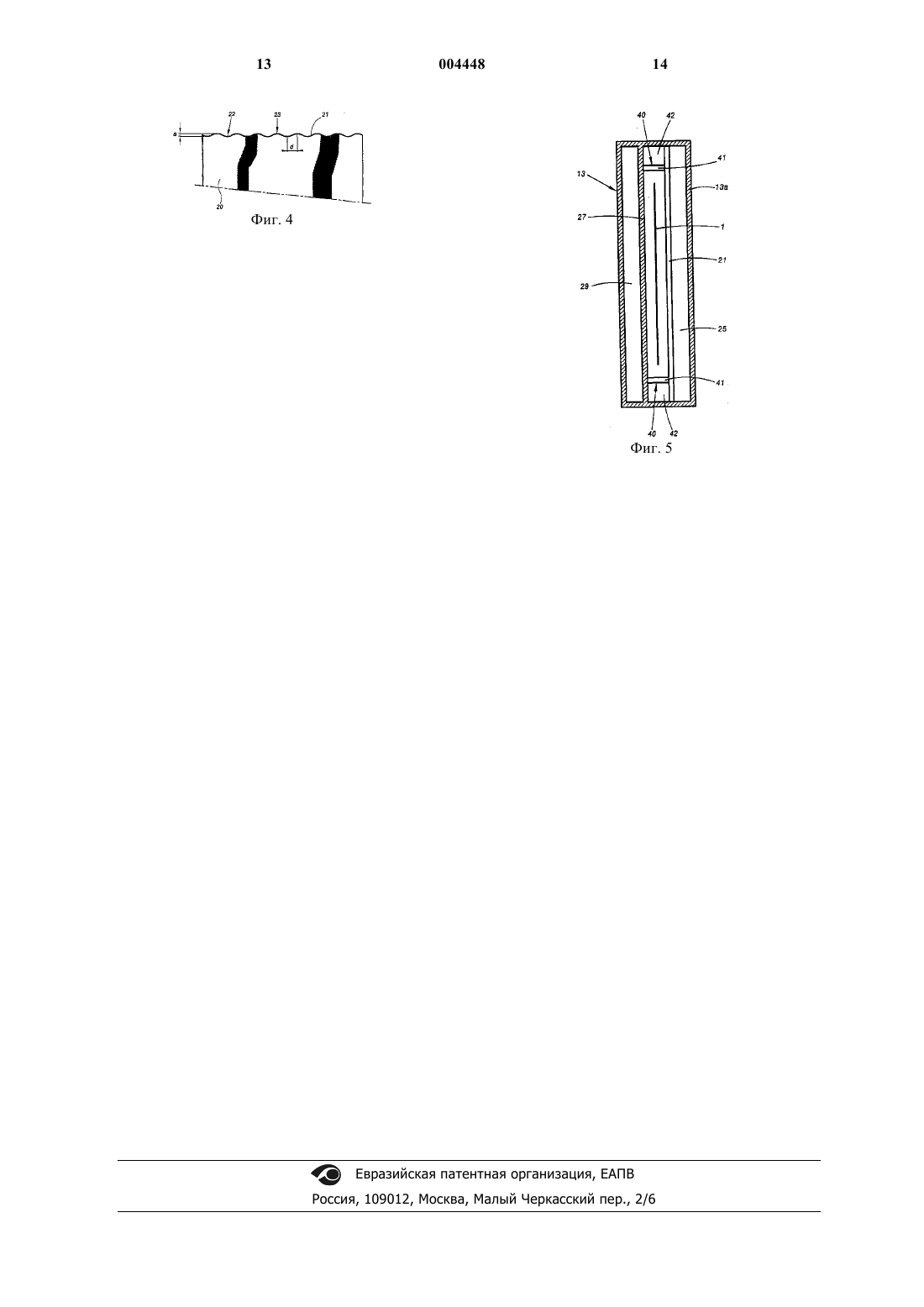
1 Настоящее изобретение относится к способу и установке для непрерывного нанесения горячего покрытия на металлическую ленту, в частности, на стальную ленту, путем погружения. Во многих случаях промышленного применения используются стальные листы с защитным покрытием, например, от коррозии, наиболее часто это покрытие представляет собой цинковый слой. Такой тип листов находит применение в различных отраслях промышленности для получения изделий любого вида, в частности, декоративных изделий. Для получения такого типа листов применяются установки для непрерывного нанесения покрытия путем погружения, в которых стальная лента погружается в ванну жидкого металла, например цинка, в которой могут содержаться и другие химические элементы, такие как алюминий, железо и возможные добавки, такие как, например, свинец, сурьма и др. Температура ванны зависит от вида металла, в цинковой ванне она достигает порядка 460 С. В отдельном случае горячего цинкования во время протягивания стальной ленты через ванну расплавленного цинка на поверхности этой ленты образуется слой интерметаллического сплава Fe-Zn-Al толщиной в несколько десятков нанометров. Коррозионная стойкость изделий с таким покрытием обеспечивается цинком, толщина покрытия которого наиболее часто определяется пневматической сушкой. Сцепление цинка с поверхностью стальной ленты обеспечивается упомянутым выше слоем интерметаллического сплава. Перед проходом стальной ленты через ванну жидкого металла ленту сначала пропускают через отжиговую печь с восстановительной атмосферой для ее рекристаллизации после значительной нагартовки во время холодной прокатки и для подготовки химического состояния ее поверхности для благоприятного протекания химических реакций во время погружения. Стальную ленту нагревают до температуры 650-900 С в зависимости от марки стали в течение времени, которое необходимо для рекристаллизации и подготовки поверхности. После этого ее охлаждают с помощью теплообменников до температуры, близкой к температуре ванны жидкого металла. После прохода через отжиговую печь стальная лента перемещается в кожухе, называемом также "спускным колпаком" или "хоботом", в защитной по отношению к стали атмосфере, и погружается в ванну с жидким металлом. Нижняя часть кожуха погружена в жидкую ванну для образования с поверхностью этой ванны жидкого герметичного затвора внутри 2 кожуха, через который проходит стальная лента при своем перемещении в этом кожухе. Стальная лента отклоняется валиком, погруженным в ванну жидкого металла, выходит из этой ванны и проходит через средства сушки для регулировки толщины покрытия стальной ленты жидким металлом. В отдельном случае проведения горячего цинкования поверхность жидкого затвора внутри кожуха, как правило, покрыта оксидом цинка, образующимся в результате реакции между атмосферой внутри этого кожуха и цинком жидкого затвора, а также твердыми штейнами,образующимися при реакции растворения стальной ленты. Эти штейны и другие частицы, перенасыщающие цинковую ванну, имеют объемную массу, которая меньше объемной массы жидкого цинка, и поднимаются на поверхность ванны,в частности, на поверхность жидкого затвора. При таком протягивании стальной ленты через поверхность жидкого затвора происходит захват ею скопившихся частиц. Эти частицы,увлеченные движением жидкого затвора, связанным со скоростью перемещения стальной ленты, не отводятся в толщу ванны, а поступают в зону вытягивания ленты, образуя дефекты внешнего вида. Поэтому покрытая стальная лента имеет дефекты внешнего вида, которые проявляются,даже усиливаются, в процессе сушки цинка. Действительно, внедрившиеся частицы удерживаются при воздействии струй при пневматической сушке до того, как они будут оторваны или раздроблены, и образуют таким образом следы на ленте под толщей жидкого цинка длиной от нескольких миллиметров до нескольких сантиметров. Для удаления цинковых частиц и штейнов с поверхности жидкого затвора предложены разные решения. Первое решение для устранения отмеченных недостатков состоит в очистке поверхности жидкого затвора путем откачки оксидов цинка и образующихся в ванне штейнов. Операции по откачке позволяют очистить поверхность жидкого затвора только очень локально, на участке откачки, и характеризуются очень низкими эффективностью и радиусом действия, что не гарантирует полной очистки жидкого затвора, через который проходит стальная лента. Второе решение заключается в уменьшении поверхности жидкого затвора в месте прохождения стальной ленты за счет размещения пластины из листового материала или керамики на уровне жидкого затвора для сохранения в месте отклонения ленты части находящихся на поверхности частиц и обеспечения самоочистки жидкого затвора этой лентой. Такое устройство не позволяет полностью удалять частицы с поверхности жидкого затво 3 ра, а самоочистка происходит тем интенсивнее,чем меньше поверхность жидкого затвора, что несовместимо с промышленными условиями эксплуатации. Кроме того, через определенное время эксплуатации частицы на наружной части пластины скапливаются настолько, что отделяются и снова попадают на стальную ленту. Добавление пластины, примыкающей к поверхности жидкого затвора, создает кроме того удобное место для захвата цинковой пыли. Еще одно решение состоит в расположении рамы на поверхности жидкого затвора внутри кожуха, охватывающей стальную ленту. Такое устройство не позволяет полностью устранить недостатки, вызываемые захватом оксидов цинка и штейнов при протягивании стальной ленты. Действительно, на уровне жидкого затвора пары цинка конденсируются на стенках рамы и при малейшем завихрении, вызванном вибрациями или термическими складками ленты при погружении, стенки рамы загрязняются и образуются зоны скопления посторонних веществ. Следовательно, такое устройство может функционировать только несколько часов или дней до того, как стать самому дополнительным источником дефектов. Таким образом, данное решение лишь частично затрагивает жидкий затвор и не минимизирует плотность дефектов, удовлетворяющую требованиям заказчиков относительно отсутствия дефектов внешнего вида на поверхности. Известно также решение, направленное на обеспечение чистоты жидкого затвора путем обновления ванны жидкого металла. Обновление достигается введением жидкого цинка, подаваемого насосом в ванну вблизи зоны погружения стальной ленты. Это решение характеризуется большими трудностями реализации. Действительно, оно требует огромной производительности при перекачке для достижения эффекта обновления, а перекачиваемый и подаваемый на уровень жидкого затвора цинк содержит в себе штейны, образовавшиеся в цинковой ванне. Кроме того трубопроводы для обновления жидкого цинка могут вызывать царапины на поверхности стальной ленты перед ее погружением, и она сама становится источником дефектов вследствие скопления паров цинка, конденсирующихся над жидким затвором. Известен также способ, основанный на обновлении цинка на уровне жидкого затвора, в котором такое обновление проводится с помощью короба из нержавеющей стали, охватывающего стальную ленту и примыкающего к поверхности жидкого затвора. Насос отсасывает частицы, увлекаемые при сливе, и подает их снова в толщу расплава. 4 При этом способе также требуется очень высокая производительность перекачки для поддержания постоянного эффекта слива вследствие того, что короб, охватывающий ленту в толще ванны над донным валиком, не может быть выполнен герметичным. Целью изобретения является создание способа и устройства для непрерывного цинкования металлической ленты, которые позволяют устранить приведенные выше недостатки и обеспечить очень низкую плотность дефектов,удовлетворяющую требования заказчиков относительно отсутствия дефектов внешнего вида на поверхности ленты. Объектом изобретения является способ непрерывного нанесения покрытия на металлическую ленту путем погружения в емкость с ванной жидкого металла, при котором металлическую ленту непрерывно протягивают внутри кожуха с защитной атмосферой, нижняя часть которого погружена в ванну жидкого металла для образования с поверхностью этой ванны герметичного жидкого затвора внутри кожуха,отклоняют металлическую ленту с помощью отклоняющего валика, расположенного в ванне жидкого металла, и сушат покрытую металлическую ленту на выходе из ванны жидкого металла, отличающийся тем, что создают естественное истечение жидкого металла с поверхности жидкого затвора в сливное отделение, выполненное в указанном кожухе и содержащее внутреннюю стенку, продолжающую кожух в его, по меньшей мере, нижней части напротив поверхности ленты, расположенной со стороны отклоняющего валика, причем верхняя кромка сливного отделения расположена под указанной поверхностью, а высота падения жидкого металла в это отделение задана такой, чтобы исключить всплывание частиц оксида металла и интерметаллических соединений противоточно истечению жидкого металла, и поддерживают уровень жидкого металла в указанном отделении ниже уровня поверхности жидкого затвора. Объектом изобретения является также установка для непрерывного нанесения покрытия на металлическую ленту путем погружения,содержащая: емкость с ванной жидкого металла,кожух для протягивания металлической ленты в защитной атмосфере, нижняя часть которого погружена в ванну жидкого металла для образования с поверхностью этой ванны жидкого герметичного затвора внутри кожуха,валик для отклонения металлической ленты, расположенный в ванне жидкого металла,средства для сушки покрытой металлической ленты на выходе из ванны жидкого металла, отличающаяся тем, что кожух продолжен в своей нижней части напротив поверхности ленты, расположенной со стороны отклоняющего валика, внутренней стенкой, ориентированной в сторону поверхности жидкого затвора, верхняя 5 кромка которой расположена под указанной поверхностью, и образующей сливное отделение для жидкого металла, снабженное средствами для поддержания уровня жидкого металла в этом отделении ниже уровня поверхности жидкого затвора для обеспечения естественного истечения жидкого металла с указанной поверхности в сливное отделение, при этом высота падения жидкого металла в это отделение превышает 50 мм для предупреждения всплытия частиц оксида металла и интерметаллических соединений противоточно истечению жидкого металла. Согласно другим признакам изобретения кожух продолжен в своей нижней части напротив поверхности ленты, расположенной с противоположенной стороны отклоняющего валика, внутренней стенкой ориентированной в сторону поверхности жидкого затвора, верхняя кромка которой расположен над указанной поверхностью, и образующей герметичное отделение для скопления частиц оксида металла,высота падения жидкого металла в сливное отделение составляет более 100 мм,внутренняя стенка каждого отделения имеет нижнюю часть с расширением в сторону днища емкости и верхнюю часть, параллельную металлической ленте,средства для поддержания уровня жидкого металла в сливном отделении состоят из насоса,подключенного по всасывающей стороне к указанному сливному отделению соединительным трубопроводом и снабженного по нагнетаемой стороне трубопроводом для отвода отобранного жидкого металла в толщу ванны,установка содержит средства для визуализации уровня жидкого металла в сливном отделении,средства для визуализации состоят из резервуара, расположенного снаружи кожуха и связанного с основанием сливного отделения соединительным трубопроводом,кожух продолжен в своей нижней части напротив каждой боковой кромки металлической ленты внутренней стенкой, ориентированной в сторону поверхности жидкого затвора,верхняя кромка которой расположена ниже указанной поверхности, и образующей сливное отделение для жидкого металла. Другие признаки и преимущества изобретения содержатся в описании, приводимом ниже в качестве примера со ссылками на приложенные чертежи, на которых изображено на фиг. 1 - схематичный вид в вертикальной проекции на установку для непрерывного нанесения покрытия путем погружения, согласно изобретению; фиг. 2 - вид в разрезе по 2-2 на фиг. 1 на кожух; фиг. 3 - схематичный вид в вертикальной проекции на первый вариант выполнения верх 004448 6 ней кромки сливного отделения установки, согласно изобретению; фиг. 4 - схематичный вид в вертикальной проекции на второй вариант выполнения верхней кромки сливного отделения установки, согласно изобретению; фиг. 5 - схематичный вид в поперечном разрезе на вариант выполнения кожуха установки, согласно изобретению. Ниже описываются способ и установка для непрерывного цинкования металлической ленты. Однако изобретение применимо для каждого способа непрерывной обработки путем погружения, при котором происходит загрязнение поверхности и при котором необходимо обеспечивать чистоту жидкого затвора. Сразу после выхода из стана холодной прокатки стальная лента 1 направляется в отжиговую печь (не показана) с восстановительной атмосферой для рекристаллизации после значительного упрочнения, вызванного холодной прокаткой, и для подготовки химического состояния поверхности для благоприятного протекания химических реакций во время цинкования. В указанной печи стальная лента нагревается до температуры от около 650 до около 900 С. На выходе из отжиговой печи стальная лента 1 направляется в установку для цинкования, изображенную на фиг. 1 и обозначенную позицией 10. Установка 10 включает в себя емкость 11 с ванной 12 жидкого цинка, содержащей химические элементы, такие, как алюминий, железо и возможные добавки, такие как свинец, сурьма. Температура ванны жидкого цинка составляет порядка 460 С. На выходе из отжиговой печи стальная лента 1 охлаждается до температуры, близкой к температуре ванны жидкого цинка посредством теплообменников, после чего она погружается в ванну 12 жидкого цинка. В процессе погружения на поверхности стальной ленты 1 образуется интерметаллический сплав Fe-Zn-Al, обеспечивающий связь между стальной лентой и цинком, присутствующим на этой ленте 1 после сушки. Как показано на фиг. 1, установка 10 для цинкования содержит кожух 13, внутри которого протягивается стальная лента 1 в защитной для стали атмосфере. Кожух 13, называемый также "спускным колпаком" или "хоботом", имеет в примере осуществления, изображенном на фигурах, прямоугольное поперечное сечение. Нижняя часть 13 а кожуха 13 погружена в ванну 12 жидкого цинка таким образом, чтобы поверхность ванны 12 образовывала внутри кожуха 13 жидкостной герметичный затвор 14. Таким образом стальная лента 1 при своем погружении в ванну 12 жидкого цинка проходит 7 через поверхность жидкостного затвора 14 в нижней части 13 а кожуха 13. Стальная лента 1 постоянно отклоняется валиком, называемым донным валиком и расположенным в ванне 12 жидкого цинка. На выходе из ванны 12 покрытая стальная лента 1 направляется к средствам 16 сушки, состоящим, например, из сопел 16 а для подачи воздуха и ориентированным в сторону каждой поверхности стальной ленты 1 для регулировки толщины покрытия жидким цинком. Как показано на фиг. 1 и 2, нижняя часть 13 а кожуха 13 продолжена со стороны поверхности ленты 1, обращенной в сторону отклоняющего валика 15, внутренней стенкой 20,ориентированной в сторону поверхности жидкостного затвора 14 и образующей вместе с нижней частью 13 а кожуха 13 сливное отделение 25 для жидкого цинка, как это будет показано ниже. Верхняя кромка 21 внутренней стенки 20 расположена под поверхностью жидкостного затвора 14, а сливное отделение 25 снабжено средствами для поддержания уровня жидкого цинка в этом отделении ниже уровня поверхности жидкостного затвора 14 для обеспечения естественного истечения жидкого цинка с указанной поверхности жидкостного затвора 14 в сливное отделение 25. Кроме того нижняя часть 13 а кожуха 13,расположенная напротив поверхности ленты 1,которая в свою очередь расположена напротив отклоняющего валика 15, продолжена внутренней стенкой 26, ориентированной в сторону поверхности жидкостного затвора 14 и образующей совместно с нижней частью 13 а герметичное отделение 29 для скопления частиц, в частности, частиц оксида цинка. Верхняя кромка 27 внутренней стенки 26 расположена над поверхностью жидкостного затвора 14. Высота падения жидкого металла в сливное отделение 25 определяется таким образом,чтобы помешать всплытию частиц окисла металла и интерметаллических соединений противоточно истечению жидкого металла, и составляет более 50 мм, предпочтительно более 10 мм. Предпочтительно, чтобы внутренние стенки 20 и 26 имели нижнюю часть с расширением в сторону днища емкости 11. Внутренние стенки 20, 26 отделений 25 и 29 выполнены из нержавеющей стали и имеют толщину, например,от 10 до 20 мм. Согласно первому варианту выполнения,изображенному на фиг. 3, верхняя кромка 21 внутренней стенки 20 выполнена прямоугольной и предпочтительно заостренной. Согласно второму варианту выполнения,изображенному на фиг. 4, верхняя кромка 21 внутренней стенки 20 сливного отделения 25 имеет расположенную в продольном направле 004448 8 нии последовательность выемок 22 и выступов 23. Выемки 22 и выступы 23 имеют форму дуги окружности, амплитуда "а" между этими выемками и выступами составляет преимущественно 5-10 мм. Кроме того, расстояние "d" между выемками и выступами 23 составляет, например, 150 мм. В этом варианте осуществления верхняя кромка 21 внутренней стенки 20 также выполнена премущественно заостренной. Средства для поддержания уровня жидкого цинка в сливном отделении 25 состоят из насоса 30,подключенного по всасывающей стороне к этому отделению 25 соединительным трубопроводом 31 и оборудованного по нагнетательной стороне отводящим трубопроводом 32 для отвода отобранного цинка в толщу ванны 12. Кроме того установка содержит средства для визуализации уровня жидкого цинка в сливном отделении 25 и любое другое средство,обеспечивающее визуализацию уровня жидкого цинка. В предпочтительном варианте осуществления эти средства визуализации образованы резервуаром 35, расположенным снаружи кожуха 13 и соединенным с основанием сливного отделения 25 соединительным трубопроводом 36. Как показано на фиг. 1, точка подсоединения насоса 30 к сливному отделению 25 расположена выше точки сообщения резервуара 35 с этим отделением 25. Добавление снаружи резервуара 35 позволяет вывести определение уровня заполнения сливного отделения 25 за пределы нижней части 13 а кожуха 13 в более комфортные условия для легкого определения этого уровня. Для этого резервуар 35 может быть оборудован датчиком уровня жидкого цинка, таким, например, как контактор для питания визира, радара или лазерного луча. Согласно варианту на фиг. 5 кожух 13 продолжен в своей нижней части напротив каждого бокового края стальной ленты 1 посредством внутренней стенки 40, ориентированной в направлении к поверхности жидкостного затвора 14, верхняя кромка 41 которой расположена под указанной поверхностью жидкостного затвора 14. Каждая внутренняя стенка 41 образует с нижней частью кожуха 13 отделение 42 для слива жидкого цинка. Как правило, стальная лента 1 подается в цинковую ванну 12 через кожух 13 и жидкостной затвор 14, при этом лента захватывает окислы цинка и штейны, содержащиеся в расплаве,образуя тем самым дефекты внешнего вида покрытия. Для устранения этого недостатка поверхность жидкостного затвора 14 уменьшена по 9 средством внутренних стенок 20 и 26, и расплав,будучи заключен между указанными стенками 20 и 26, сливается в сливное отделение 25 по верхней кромке 21 внутренней стенки 20 отделения 25. Частицы оксида и штейнов или какие-либо другие частицы, плавающие на поверхности жидкостного затвора 14 и вызывающие дефекты внешнего вида, увлекаются в сливное отделение 25, находящийся в этом отделении 25 жидкий цинк откачивается для поддержания достаточного нижнего уровня, необходимого для естественного истечения жидкого цинка с поверхности жидкостного затвора 14 в отделение 25. Таким образом постоянно обновляется свободная поверхность жидкостного затвора 14,заключенная между стенками 20 и 26, а жидкий цинк, всасываемый насосом 30 в отделении 25,нагнетается в цинковую ванну 12 в задней части емкости 11 по отводящему трубопроводу 32. Благодаря этому эффекту погруженная стальная лента 1 протягивается через постоянно очищаемую поверхность жидкостного затвора 14 и выводится из ванны 12 жидкого цинка с минимальным количеством дефектов. Герметичное отделение 29 служит сборником для оксидов цинка и других частиц, поступающих с наклонной внутренней стенки кожуха, позволяет накапливать эти оксиды, обеспечивая защиту стальной ленты 1. Наружный резервуар 35 позволяет следить за уровнем заполнения сливного отделения 25 жидким цинком и задавать его таким образом,чтобы он сохранялся ниже уровня ванны 12 жидкого цинка, регулируя для этого, например,подачу цинковых слитков в емкость 11. В том случае, когда установка содержит кроме сливного отделения 25 еще два боковых сливных отделения 42, производительность установки существенно повышается. Благодаря установке, согласно изобретению плотность дефектов на покрытых поверхностях стальной ленты существенно снизилась,а получаемый при этом внешний вид соответствует требованиям заказчиков в отношении минимизации дефектов внешнего вида на поверхности изделий. Изобретение применимо для нанесения любого металлического покрытия путем погружения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной жидкого металла,при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13 а) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха(13), отклоняют металлическую ленту (1) с помощью отклоняющего валика, расположенного в ванне (12) жидкого металла, и сушат покрытую металлическую ленту (1) на выходе из ванны (12) жидкого металла, отличающийся тем,что обеспечивают естественное истечение жидкого металла с поверхности жидкостного затвора (14) в сливное отделение (25), выполненное в кожухе (13) и содержащее внутреннюю стенку,продолжающую кожух (13) в его нижней части,по меньшей мере, напротив поверхности ленты(1), расположенной со стороны отклоняющего валика (15), причем верхняя кромка (21) отделения (25) расположена под указанной поверхностью, а высота падения жидкого металла в это отделение (25) выбирается такой, чтобы предупреждалось всплытие частиц окислов цинка и интерметаллических соединений противоточно истечению жидкого металла, и поддерживают уровень жидкого металла в отделении (25) ниже уровня поверхности жидкостного затвора (14). 2. Установка для непрерывного нанесения покрытия на металлическую ленту (1) путем погружения, содержащая емкость (11) с ванной (12) жидкого металла,кожух (13) для протягивания металлической ленты (1) в защитной атмосфере, нижняя часть (13 а) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны (12) жидкого герметичного затвора (14) внутри кожуха (13),валик (15) для отклонения металлической ленты (1), расположенный в ванне (12) жидкого металла,средства (16) для сушки покрытой металлической ленты (1) на выходе из ванны (12) жидкого металла,отличающаяся тем, что кожух (13) продолжен в своей нижней части (13 а) напротив поверхности ленты (1), расположенной со стороны отклоняющего валика (15), внутренней стенкой (20), ориентированной в сторону поверхности жидкостного затвора (14), верхняя кромка (21) которой расположена под указанной поверхностью, и образующей сливное отделение (25) для жидкого металла, снабженное средствами (30) для поддержания уровня жидкого металла в этом отделении (25) ниже уровня поверхности жидкостного затвора (14) для обеспечения естественного истечения жидкого металла с указанной поверхности в сливное отделение(25), при этом высота падения жидкого металла в это отделение превышает 50 мм для предупреждения всплытия частиц оксида металла и интерметаллических соединений противоточно истечению жидкого металла. 3. Установка по п.2, отличающаяся тем, что кожух (13) продолжен в своей нижней части(13 а) напротив поверхности ленты, расположенной напротив отклоняющего валика (15),внутренней стенкой (26), ориентированной в сторону поверхности жидкостного затвора (14), 11 верхняя кромка (27) которой расположена над указанной поверхностью, и образующей герметичное отделение (29) для скопления частиц оксидов металла. 4. Установка по п.1 или 2, отличающаяся тем, что внутренняя стенка (20; 26) каждого отделения (25; 29) имеет нижнюю часть с расширением в сторону днища емкости (11) и верхнюю часть, параллельную металлической ленте(1). 5. Установка по п.2 или 4, отличающаяся тем, что высота падения жидкого металла в сливное отделение (25) превышает 100 мм. 6. Установка по п.2 или 4, отличающаяся тем, что верхняя кромка (21) внутренней стенки(20) сливного отделения (25) выполнена прямоугольной. 7. Установка по п.2 или 4, отличающаяся тем, что верхняя кромка (21) внутренней стенки(20) сливного отделения (25) имеет в продольном направлении последовательность выемок(22) и выступов (23). 8. Установка по п.7, отличающаяся тем, что выемки (22) и выступы (23) имеют вид дуги окружности. 9. Установка по п.7 или 8, отличающаяся тем, что амплитуда между выемками (22) и выступами (23) составляет 5-10 мм. 10. Установка по п.7 или 8, отличающаяся тем, что расстояние между углублениями (22) и выступами (23) составляет порядка 150 мм. 11. Установка по п.6 или 7, отличающаяся тем, что верхняя кромка (21) внутренней стенки(20) сливного отделения (25) выполнена заостренной. 12. Установка по любому из предыдущих пунктов, отличающаяся тем, что внутренняя стенка (20; 26) каждого отделения (25; 29) вы 004448 12 полнена из нержавеющей стали и имеет толщину, например, 10-20 мм. 13. Установка по п.2, отличающаяся тем, что средства для поддержания уровня жидкого металла в сливном отделении (25) состоят из насоса(30), подключенного по всасывающей стороне к отделению (25) через соединительный трубопровод (31) и снабженного по нагнетательной стороне отводящим трубопроводом (32) для отвода отобранного металла в толщу ванны (12). 14. Установка по любому из предыдущих пунктов, отличающаяся тем, что она содержит средства визуализации уровня жидкого металла в сливном отделении (25). 15. Установка по п.14, отличающаяся тем,что средства визуализации состоят из резервуара (35), расположенного снаружи кожуха (13) и соединенного с основанием сливного отделения(25) соединительным трубопроводом (36). 16. Установка по пп.13 и 15, отличающаяся тем, что точка подключения насоса (30) к сливному отделению (25) расположена выше точки сообщения резервуара (35) с этим отделением (25). 17. Установка по п.15, отличающаяся тем,что резервуар (35) образует буферный объем жидкого металла для сливного отделения (25). 18. Установка по п.15, отличающаяся тем,что резервуар (35) оборудован датчиком уровня жидкого металла. 19. Установка по любому из предыдущих пп.2-18, отличающаяся тем, что кожух (13) продолжен в своей нижней части (13 а) напротив каждого бокового края металлической ленты (1) внутренней стенкой (40), ориентированной в сторону поверхности жидкостного затвора (14),верхняя кромка (41) которой расположена ниже указанной поверхности, и образующей сливное отделение (42) для жидкого металла.
МПК / Метки
МПК: C23C 2/00
Метки: нанесения, погружением, покрытия, осуществления, металлическую, способ, ленту, установка
Код ссылки
<a href="https://eas.patents.su/8-4448-sposob-naneseniya-pokrytiya-na-metallicheskuyu-lentu-pogruzheniem-i-ustanovka-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нанесения покрытия на металлическую ленту погружением и установка для его осуществления</a>
Способ нанесения покрытия на металлическую ленту, в частности на стальную ленту, путем погружения и установка для его осуществления
Номер патента: 4413
Опубликовано: 29.04.2004
Авторы: Гаше Лоран, Прижан Ив, Люка Патрис, Боден Юг, Дошелль Дидье
МПК: C23C 2/00
Метки: путем, нанесения, частности, установка, осуществления, ленту, покрытия, стальную, погружения, способ, металлическую
Формула / Реферат:
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной (12) жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) посредством...
Установка для непрерывного нанесения покрытия на металлическую полосу
Номер патента: 4334
Опубликовано: 29.04.2004
Авторы: Боден Юг, Люка Патрис, Прижан Ив, Дошелль Дидье, Гаше Лоран
МПК: C23C 2/00
Метки: непрерывного, металлическую, нанесения, установка, полосу, покрытия
Формула / Реферат:
1. Установка для непрерывного нанесения покрытия на металлическую полосу (1) методом погружения, содержащая чан (11), в котором расположена жидкометаллическая ванна (12); направляющий короб (13) для перемещения металлической полосы (1) в защитной атмосфере, нижний конец которой (13a) погружен в жидкометаллическую ванну (12), при этом поверхность ванны (12) и внутреннее пространство направляющего короба (13) образуют уплотнительный затвор из...
Способ нанесения покрытия на копченые колбасы и твердые сыры
Номер патента: 957
Опубликовано: 28.08.2000
Авторы: Штеммлер Андреас, Штеммлер Хейнц
МПК: A22C 13/00
Метки: нанесения, покрытия, колбасы, твердые, способ, копченые, сыры
Формула / Реферат:
1. Способ нанесения на продукты питания, выбранные из группы, включающей копченые колбасы, имеющие оболочку из натуральных кишок или из синтетического материала, и твердые сыры, устойчивого, равномерного покрытия с помощью композиции, содержащей а) 1-99 мас.% шеллака и б) 99-1 мас.% полиамида, путем обработки поверхности колбас или сыров композицией, содержащей в водно-этанольном растворе а) 1-99 мас.% шеллака и б) 99-1 мас.%, по меньшей...
Способ переработки полимерных материалов, например резины, и установка для его осуществления
Номер патента: 3036
Опубликовано: 26.12.2002
Автор: Ефремов Владимир Сергеевич
МПК: B29B 17/00
Метки: резины, установка, способ, переработки, материалов, полимерных, например, осуществления
Формула / Реферат:
1. Способ переработки полимерных материалов, например резины, включающий стадии измельчения перерабатываемого материала на мелкие куски, подачи мелких кусков материала в охлаждающую камеру, охлаждения кусков материала до низких температур посредством подачи охлажденного воздуха из устройства для охлаждения воздуха в охлаждающую камеру, пульверизации охлажденных кусков материала для получения пульверизированного материала, отделения текстильного...
Способ переработки смешанных нефтяных отходов и установка для его осуществления

Номер патента: 3083
Опубликовано: 26.12.2002
Авторы: Мамедов Намик Нияз Оглы, Мирзоев Гамлет Алиевич
МПК: C10G 33/06, B01D 17/04
Метки: смешанных, осуществления, нефтяных, отходов, установка, способ, переработки
Формула / Реферат:
1. Способ переработки смешанных нефтяных отходов, включающий обезвоживание исходного сырья, его дистилляцию при нагревании с отделением парообразных продуктов от тяжелой фракции, конденсацию парообразных продуктов, разделение конденсата на легко- и высококипящую фракции, отличающийся тем, что обезвоживание и обессоливание смешанных нефтяных отходов осуществляют вибрационно-кавитационными колебаниями вращающегося вибрационного аппарата, под...
Предыдущий патент: Стерильное, стабильное молоко и способ его получения
Следующий патент: Способ непрерывного погружного горячего нанесения покрытия на металлическую ленту и установка для осуществления способа
Случайный патент: Удаление кремнезема из бокситов