Установка для непрерывного нанесения покрытия на металлическую полосу
Номер патента: 4334
Опубликовано: 29.04.2004
Авторы: Прижан Ив, Гаше Лоран, Боден Юг, Люка Патрис, Дошелль Дидье
Формула / Реферат
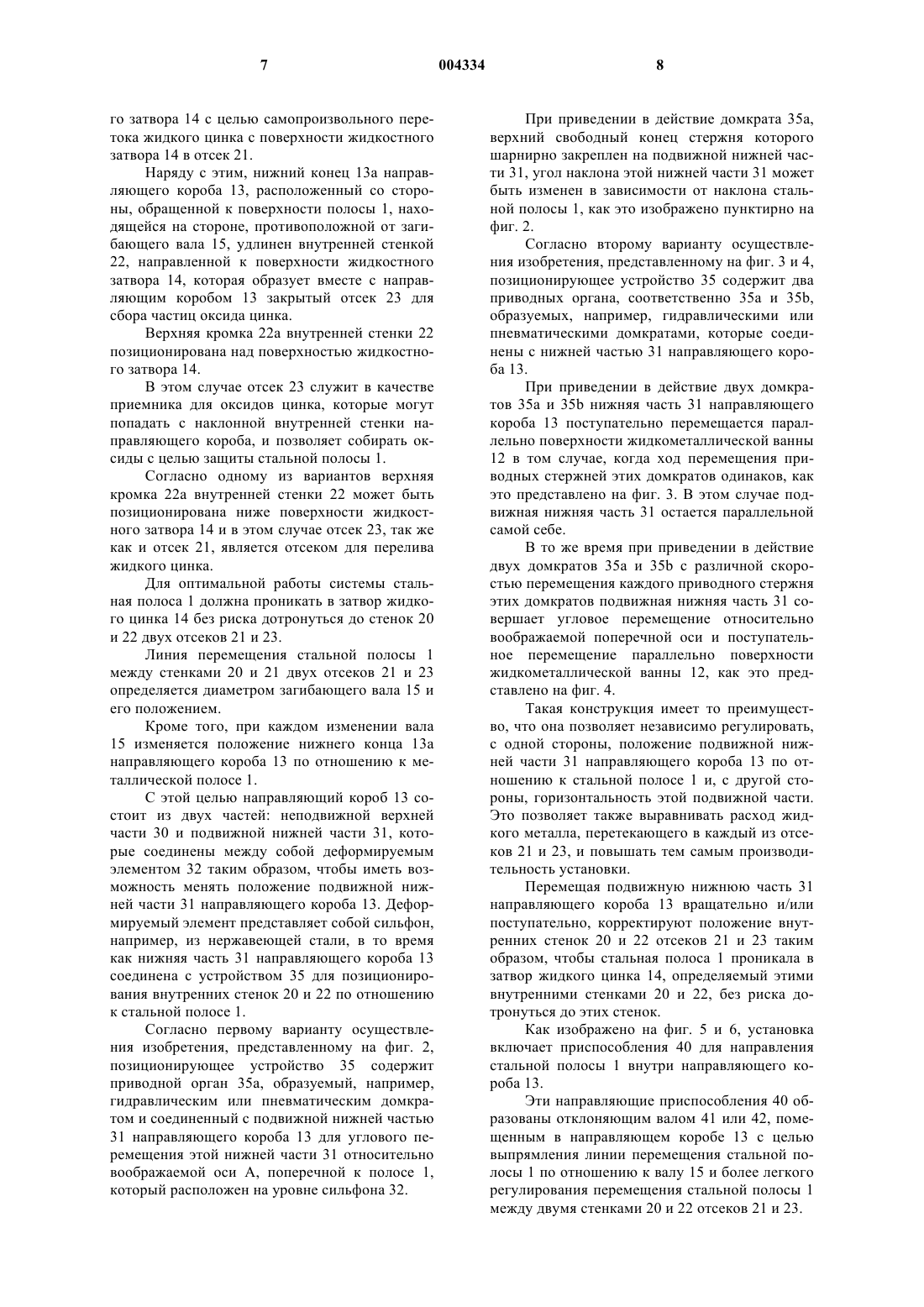
1. Установка для непрерывного нанесения покрытия на металлическую полосу (1) методом погружения, содержащая
чан (11), в котором расположена жидкометаллическая ванна (12);
направляющий короб (13) для перемещения металлической полосы (1) в защитной атмосфере, нижний конец которой (13a) погружен в жидкометаллическую ванну (12), при этом поверхность ванны (12) и внутреннее пространство направляющего короба (13) образуют уплотнительный затвор из жидкого металла (14);
вал (15), загибающий металлическую полосу, расположенный в ванне (12); и
отжимное устройство для металлической полосы с покрытием на выходе из ванны металла,
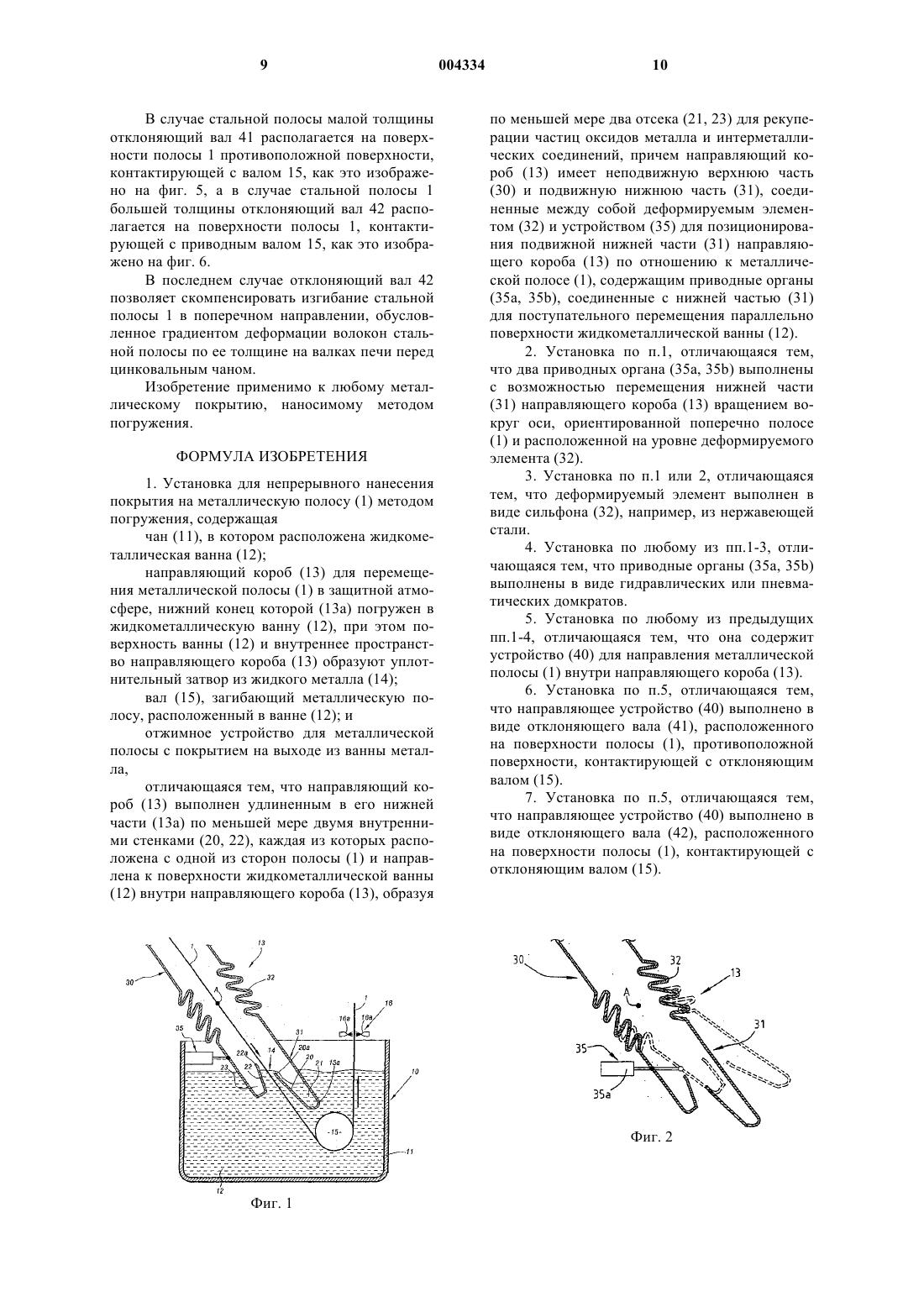
отличающаяся тем, что направляющий короб (13) выполнен удлиненным в его нижней части (13a) по меньшей мере двумя внутренними стенками (20, 22), каждая из которых расположена с одной из сторон полосы (1) и направлена к поверхности жидкометаллической ванны (12) внутри направляющего короба (13), образуя по меньшей мере два отсека (21, 23) для рекуперации частиц оксидов металла и интерметаллических соединений, причем направляющий короб (13) имеет неподвижную верхнюю часть (30) и подвижную нижнюю часть (31), соединенные между собой деформируемым элементом (32) и устройством (35) для позиционирования подвижной нижней части (31) направляющего короба (13) по отношению к металлической полосе (1), содержащим приводные органы (35a, 35b), соединенные с нижней частью (31) для поступательного перемещения параллельно поверхности жидкометаллической ванны (12).
2. Установка по п.1, отличающаяся тем, что два приводных органа (35a, 35b) выполнены с возможностью перемещения нижней части (31) направляющего короба (13) вращением вокруг оси, ориентированной поперечно полосе (1) и расположенной на уровне деформируемого элемента (32).
3. Установка по п.1 или 2, отличающаяся тем, что деформируемый элемент выполнен в виде сильфона (32), например, из нержавеющей стали.
4. Установка по любому из пп.1-3, отличающаяся тем, что приводные органы (35a, 35b) выполнены в виде гидравлических или пневматических домкратов.
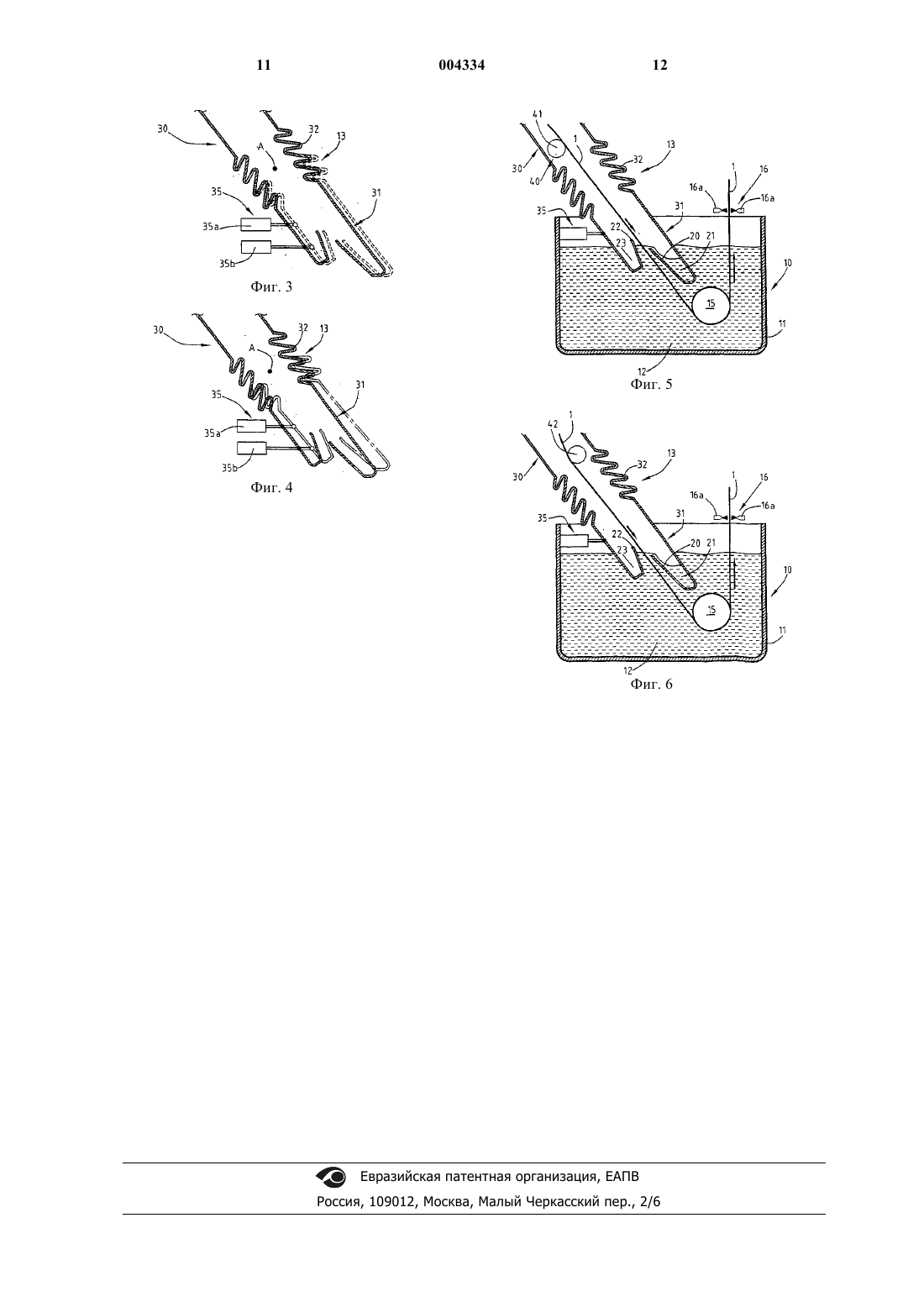
5. Установка по любому из предыдущих пп.1-4, отличающаяся тем, что она содержит устройство (40) для направления металлической полосы (1) внутри направляющего короба (13).
6. Установка по п.5, отличающаяся тем, что направляющее устройство (40) выполнено в виде отклоняющего вала (41), расположенного на поверхности полосы (1), противоположной поверхности, контактирующей с отклоняющим валом (15).
7. Установка по п.5, отличающаяся тем, что направляющее устройство (40) выполнено в виде отклоняющего вала (42), расположенного на поверхности полосы (1), контактирующей с отклоняющим валом (15).

Текст
1 Изобретение относится к установке для непрерывного нанесения покрытия на металлическую полосу методом горячего погружения. Во многих промышленных процессах используют листовую сталь, покрытую защитным слоем, например противокоррозионным слоем,и чаще всего покрытую слоем цинка. Такого типа полосу используют в разных отраслях промышленности для изготовления всякого рода деталей, и в частности декоративных деталей. С целью получения такого рода полос используются установки непрерывного покрытия методом погружения, на которых стальную полосу погружают в ванну расплавленного металла, например цинка, который может содержать другие химические элементы, такие как алюминий, железо, и возможные легирующие элементы, такие, например, как свинец, сурьма и т.п. Температура ванны зависит от природы металла и, в случае цинка, температура ванны имеет порядок 460 С. В конкретном случае цинкования горячим способом при продвижении стальной полосы в ванне расплавленного цинка на поверхности этой полосы образуется интерметаллический сплав Fe-Zn-Al толщиной в несколько десятков нанометров. Стойкость к коррозии покрытых таким образом деталей обеспечивается цинком, толщина которого чаще всего регулируется с помощью пневматической отжимки. Сцепление цинка с металлической полосой обеспечивается слоем интерметаллического сплава. Перед пропусканием стальной полосы через ванну расплавленного металла эту полосу пропускают вначале через отжигательную печь с восстановительной атмосферой для перекристаллизации полосы после того, как она претерпела значительное деформирование во время операции холодной прокатки, и подготовки химического состояния ее поверхности для облегчения химических реакций, необходимых для операции собственно погружения. Стальную полосу нагревают до температуры приблизительно от 650 до 900 С в зависимости от марки стали в течение времени, необходимого для перекристаллизации и подготовки поверхности. После этого, используя теплообменники, полосу охлаждают до температуры, близкой к температуре ванны расплавленного металла. После прохождения через отжигательную печь стальная полоса перемещается в направляющем коробе, называемом также конусным спуском или хоботом, в защитной для стали атмосфере и погружается в ванну расплавленного металла. Нижний конец направляющего короба погружен в металлическую ванну, создавая вместе с поверхностью этой ванны и внутренним пространством короба жидкостной уплотнительный 2 затвор, который стальная полоса пересекает при своем перемещении в направляющем коробе. Стальная полоса загибается с помощью вала, погруженного в металлическую ванну, и выходит из этой металлической ванны, проходя далее через отжимное устройство, служащее для регулировки толщины жидкого металлического покрытия на стальной полосе. В конкретном случае цинкования горячим способом поверхность жидкостного затвора внутри направляющего короба обычно покрыта оксидом цинка, образующимся при взаимодействии атмосферы внутри короба с цинком жидкостного затвора, и интерметаллическими соединениями, или твердыми штейнами, образующимися при реакции растворения стальной полосы. Эти штейны или другие частицы, выделяющиеся в результате перенасыщения в цинковой ванне, имеют объемную массу ниже объемной массы жидкого цинка и поднимаются на поверхность ванны, в частности на поверхность жидкостного затвора. Прохождение стальной полосы через поверхность жидкостного затвора приводит к захвату неподвижных частиц. Эти частицы, захваченные движением жидкостного затвора,обусловленным скоростью перемещения стальной полосы, не уходят в объем ванны и выходят в зоне вывода полосы, создавая наружные дефекты. По этой причине на стальной полосе с покрытием имеются наружные дефекты, которые усиливаются или, в некоторых случаях, проявляются при операции отжимки цинка. Действительно,внедренные частицы удерживаются струями пневматической отжимки и затем выталкиваются или растираются, в результате чего в жидком цинке образуются следы или же толщина его уменьшается на протяжении от нескольких миллиметров до нескольких сантиметров. Для удаления частиц цинка и штейнов с поверхности жидкостного затвора предлагались различные решения. Первое решение устранения названных недостатков состоит в очистке поверхности жидкостного затвора откачкой оксидов цинка и штейнов из ванны с помощью насоса. Откачка насосом позволяет очищать поверхность жидкостного затвора лишь на небольших участках и характеризуется низкой эффективностью и ограниченным радиусом действия, что не обеспечивает полной очистки жидкостного затвора, пересекаемого стальной полосой. Второе решение состоит в уменьшении поверхности жидкостного затвора в точке прохождения стальной полосы помещением тонкой металлической или керамической пластины на уровне этого жидкостного затвора, чтобы отдалять от полосы часть находящихся на поверхно 3 сти частиц, обеспечивая тем самым самоочистку жидкостного затвора с помощью этой же полосы. Такое устройство не позволяет удалить все количество находящихся на поверхности жидкостного затвора частиц, причем в этом случае эффективность самоочистки возрастает с уменьшением поверхности жидкостного затвора, что не совместимо с условиями промышленной эксплуатации. Более того, по истечении определенного времени работы накопление частиц за пределами пластины все более и более возрастает, и в конце концов скопления частиц отделяются и возвращаются к стальной полосе. Введение пластины, выходящей на поверхность жидкостного затвора, создает также благоприятное место для сбора цинковой пыли. Еще одно решение состоит в помещении на поверхность жидкостного затвора охватывающей стальную полосу рамки с покрытием. Такое устройство не позволяет устранить все количество дефектов, обусловленных захватом оксида цинка и штейнов проходящей стальной полосой. Действительно, пары цинка на уровне жидкостного затвора будут конденсироваться на стенках рамки и при малейшем вихревом движении, вызванном вибрациями или тепловыми складками полосы при погружении, стенки рамки будут покрываться коркой и становиться зонами накопления чужеродных тел. Таким образом, такое решение может иметь эффект только в течение нескольких часов или, в некоторых случаях, в течение нескольких дней, после чего оно само становится дополнительным источником дефектов. В результате этого названное решение лишь частично улучшает жидкостной затвор и не позволяет достигать очень низкой частоты появления дефектов, которая бы удовлетворила требованиям клиентов, желающих иметь наружные поверхности без дефектов. Известно также решение, в котором чистоты жидкостного затвора стремятся достичь путем обновления ванны расплавленного металла. Такое обновление осуществляют введением жидкого цинка с помощью его закачки в ванну вблизи зоны погружения стальной полосы. Реализация этого решения представляет большие трудности. Действительно, для того чтобы обеспечить эффект переливания цинка, необходим очень большой объем перекачки, причем перекачиваемый и выводимый на уровень жидкостного затвора цинк содержит образующиеся в цинковой ванне штейны. Кроме того, система труб, обеспечивающая обновление жидкого цинка, может создавать на стальной полосе царапины перед ее погружением и сама по себе является источником дефектов, возникающих в результате накопле 004334 4 ния паров цинка, конденсирующихся над жидкостным затвором. Известен также способ, основанный на обновлении цинка на уровне жидкостного затвора,в котором обновление осуществляется с помощью кожуха из нержавеющей стали, который охватывает стальную полосу и открывается у поверхности жидкостного затвора. Насос засасывает частицы, захватываемые создаваемым таким образом переливанием, и выбрасывает их в объем ванны. Такой способ также требует большого объема перекачки для обеспечения эффекта постоянного переливания, поскольку кожух, охватывающий полосу в объеме ванны над придонным валом, не может быть герметизирован. Задачей изобретения является создание установки непрерывного нанесения покрытия на металлическую полосу, которая позволяет избежать названных выше недостатков и достичь очень низкой частоты появления дефектов,удовлетворяющей требованиям клиентов, желающих иметь наружные поверхности без дефектов. Для достижения этой задачи установка для непрерывного нанесения покрытия на металлическую полосу методом погружения, содержит чан, в котором находится жидкометаллическая ванна; направляющий короб для перемещения металлической полосы в защитной атмосфере,нижний конец которого погружен в жидкометаллическую ванну, в результате чего поверхность этой ванны и внутреннее пространство направляющего короба образуют уплотнительный затвор из жидкого металла; вал, загибающий металлическую полосу,расположенный в ванне металла; и отжимное устройство для металлической полосы (1) с покрытием на выходе из ванны металла (12), при этом направляющий короб(13) выполнен удлиненным в его нижней части по меньшей мере двумя внутренними стенками,каждая из которых расположена с одной из сторон полосы и направлена к поверхности жидкометаллической ванны внутри направляющего короба, образуя тем самым по меньшей мере два отсека для рекуперации частиц оксидов металла и интерметаллических соединений, причем направляющий короб имеет неподвижную верхнюю часть и подвижную нижнюю часть,соединенные между собой деформируемым элементом и устройством для позиционирования нижней части этого короба по отношению к металлической полосе. Согласно другим предпочтительным вариантам изобретения деформируемый элемент выполнен в виде сильфона из нержавеющей стали; позиционирующее устройство включает приводной орган, соединенный с подвижной нижней частью направляющего короба, служа 5 щий для углового перемещения этой нижней части относительно поперечной оси полосы и расположенный на уровне сильфона; позиционирующее устройство имеет два приводных органа, соединенных с подвижной нижней частью направляющего короба, служащих для углового перемещения этой нижней части вокруг оси, ориентированной в поперечном направлении к полосе и расположенной на уровне сильфона, и/или для перемещения параллельно поверхности жидкометаллической ванны; приводные органы выполнены в виде гидравлических или пневматических домкратов. Другие признаки и преимущества изобретения будут выявлены в процессе последующего описания, данного в виде примера и в качестве описательного материала для приложенных чертежей, где фиг. 1 представляет схематический вид спереди установки для непрерывного нанесения покрытия методом погружения в соответствии с изобретением; фиг. 2 представляет схематический вид в увеличенном масштабе первого варианта выполнения устройства для позиционирования направляющего короба установки по изобретению; фиг. 3 и 4 представляют два схематических вида в увеличенном масштабе второго варианта выполнения устройства для позиционирования направляющего короба установки по изобретению; фиг. 5 и 6 представляют два схематических вида, демонстрирующих два варианта выполнения устройства для направления полосы внутри направляющего короба установки по изобретению. В дальнейшем изложении будет описана установка для непрерывного цинкования металлической полосы. Однако изобретение применимо к любому процессу непрерывного погружения, в котором возникает поверхностное загрязнение и для которого необходимо соблюдение чистоты жидкостного затвора. Стальная полоса 1 по выходе со стана холодной прокатки прежде всего поступает в отжигательную печь (не показана) с восстановительной атмосферой с целью перекристаллизации полосы, подвергшейся значительному деформированию во время холодной прокатки, и подготовки химического состояния ее поверхности, способствующего химическим реакциям,необходимым для операции цинкования. Стальная полоса поступает в эту печь при температуре в пределах, например, от 650 до 900 С. По выходе из отжигательной печи стальная полоса 1 поступает в цинковальную установку, изображенную на фиг. 1 и в целом обозначаемую 10. 6 Эта установка 10 включает чан 11, в котором находится ванна 12 жидкого цинка, содержащая химические элементы, такие как алюминий, железо и возможные легирующие элементы, такие, в частности, как свинец, сурьма. Температура этой ванны жидкого цинка имеет порядок 460 С. По выходе из отжигательной печи стальную полосу охлаждают до температуры, близкой к температуре ванны жидкого цинка, с помощью теплообменников, после чего погружают в ванну 12 жидкого цинка. В процессе этого погружения на поверхности стальной полосы 1 образуется интерметаллический сплав Fe-Zn-Al, с помощью которого формируется цинковое покрытие, толщина которого зависит от времени пребывания стальной полосы 1 в ванне жидкого цинка 12. Как изображено на фиг. 1, цинковальная установка 10 имеет направляющий короб 13,внутри которого перемещается стальная полоса 1 в защитной для стали атмосфере. Этот направляющий короб 13, называемый также конусным спуском или хоботом, обладает в примере осуществления изобретения,представленном на фигурах, поперечным сечением прямоугольной формы. Нижний конец направляющего короба 13 а погружен в цинковую ванну 12 таким образом,чтобы вместе с поверхностью названной ванны 12 и нижней частью этого направляющего короба 13 образовать жидкостной уплотнительный затвор 14. Таким образом, стальная полоса 1 при погружении в ванну жидкого цинка 12 пересекает поверхность жидкостного затвора 14. Стальная полоса 1 загибается с помощью вала 15, обычно называемого придонным валом,расположенным в цинковой ванне 12. По выходе из этой цинковой ванны 12 стальная полоса 1 с покрытием проходит через отжимноe устройство 16, которое состоит, например, из воздухоподающих сопел 16 а, направленных к каждой из сторон стальной полосы 1 с целью регулирования толщины покрытия из жидкого цинка. Как изображено на фиг. 1, нижний конец 13 а направляющего короба 13 удлинен со стороны, обращенной к поверхности полосы 1, находящейся на стороне загибающего вала 15,внутренней стенкой 20, направленной к поверхности жидкостного затвора 14, которая образует вместе с направляющим коробом 13 отсек 21 для переливания жидкого цинка для сбора частиц оксида цинка и интерметаллических соединений, плавающих на поверхности жидкостного затвора 14. Это достигается позиционированием верхней кромки 20 а внутренней стенки 20 над поверхностью жидкостного затвора 14 и оборудования отсека 21 устройством (не изображенным) для поддержания уровня жидкого цинка в названном отсеке над поверхностью жидкостно 7 го затвора 14 с целью самопроизвольного перетока жидкого цинка с поверхности жидкостного затвора 14 в отсек 21. Наряду с этим, нижний конец 13 а направляющего короба 13, расположенный со стороны, обращенной к поверхности полосы 1, находящейся на стороне, противоположной от загибающего вала 15, удлинен внутренней стенкой 22, направленной к поверхности жидкостного затвора 14, которая образует вместе с направляющим коробом 13 закрытый отсек 23 для сбора частиц оксида цинка. Верхняя кромка 22 а внутренней стенки 22 позиционирована над поверхностью жидкостного затвора 14. В этом случае отсек 23 служит в качестве приемника для оксидов цинка, которые могут попадать с наклонной внутренней стенки направляющего короба, и позволяет собирать оксиды с целью защиты стальной полосы 1. Согласно одному из вариантов верхняя кромка 22 а внутренней стенки 22 может быть позиционирована ниже поверхности жидкостного затвора 14 и в этом случае отсек 23, так же как и отсек 21, является отсеком для перелива жидкого цинка. Для оптимальной работы системы стальная полоса 1 должна проникать в затвор жидкого цинка 14 без риска дотронуться до стенок 20 и 22 двух отсеков 21 и 23. Линия перемещения стальной полосы 1 между стенками 20 и 21 двух отсеков 21 и 23 определяется диаметром загибающего вала 15 и его положением. Кроме того, при каждом изменении вала 15 изменяется положение нижнего конца 13 а направляющего короба 13 по отношению к металлической полосе 1. С этой целью направляющий короб 13 состоит из двух частей: неподвижной верхней части 30 и подвижной нижней части 31, которые соединены между собой деформируемым элементом 32 таким образом, чтобы иметь возможность менять положение подвижной нижней части 31 направляющего короба 13. Деформируемый элемент представляет собой сильфон,например, из нержавеющей стали, в то время как нижняя часть 31 направляющего короба 13 соединена с устройством 35 для позиционирования внутренних стенок 20 и 22 по отношению к стальной полосе 1. Согласно первому варианту осуществления изобретения, представленному на фиг. 2,позиционирующее устройство 35 содержит приводной орган 35 а, образуемый, например,гидравлическим или пневматическим домкратом и соединенный с подвижной нижней частью 31 направляющего короба 13 для углового перемещения этой нижней части 31 относительно воображаемой оси А, поперечной к полосе 1,который расположен на уровне сильфона 32. 8 При приведении в действие домкрата 35 а,верхний свободный конец стержня которого шарнирно закреплен на подвижной нижней части 31, угол наклона этой нижней части 31 может быть изменен в зависимости от наклона стальной полосы 1, как это изображено пунктирно на фиг. 2. Согласно второму варианту осуществления изобретения, представленному на фиг. 3 и 4,позиционирующее устройство 35 содержит два приводных органа, соответственно 35 а и 35b,образуемых, например, гидравлическими или пневматическими домкратами, которые соединены с нижней частью 31 направляющего короба 13. При приведении в действие двух домкратов 35 а и 35b нижняя часть 31 направляющего короба 13 поступательно перемещается параллельно поверхности жидкометаллической ванны 12 в том случае, когда ход перемещения приводных стержней этих домкратов одинаков, как это представлено на фиг. 3. В этом случае подвижная нижняя часть 31 остается параллельной самой себе. В то же время при приведении в действие двух домкратов 35 а и 35b с различной скоростью перемещения каждого приводного стержня этих домкратов подвижная нижняя часть 31 совершает угловое перемещение относительно воображаемой поперечной оси и поступательное перемещение параллельно поверхности жидкометаллической ванны 12, как это представлено на фиг. 4. Такая конструкция имеет то преимущество, что она позволяет независимо регулировать,с одной стороны, положение подвижной нижней части 31 направляющего короба 13 по отношению к стальной полосе 1 и, с другой стороны, горизонтальность этой подвижной части. Это позволяет также выравнивать расход жидкого металла, перетекающего в каждый из отсеков 21 и 23, и повышать тем самым производительность установки. Перемещая подвижную нижнюю часть 31 направляющего короба 13 вращательно и/или поступательно, корректируют положение внутренних стенок 20 и 22 отсеков 21 и 23 таким образом, чтобы стальная полоса 1 проникала в затвор жидкого цинка 14, определяемый этими внутренними стенками 20 и 22, без риска дотронуться до этих стенок. Как изображено на фиг. 5 и 6, установка включает приспособления 40 для направления стальной полосы 1 внутри направляющего короба 13. Эти направляющие приспособления 40 образованы отклоняющим валом 41 или 42, помещенным в направляющем коробе 13 с целью выпрямления линии перемещения стальной полосы 1 по отношению к валу 15 и более легкого регулирования перемещения стальной полосы 1 между двумя стенками 20 и 22 отсеков 21 и 23. 9 В случае стальной полосы малой толщины отклоняющий вал 41 располагается на поверхности полосы 1 противоположной поверхности,контактирующей с валом 15, как это изображено на фиг. 5, а в случае стальной полосы 1 большей толщины отклоняющий вал 42 располагается на поверхности полосы 1, контактирующей с приводным валом 15, как это изображено на фиг. 6. В последнем случае отклоняющий вал 42 позволяет скомпенсировать изгибание стальной полосы 1 в поперечном направлении, обусловленное градиентом деформации волокон стальной полосы по ее толщине на валках печи перед цинковальным чаном. Изобретение применимо к любому металлическому покрытию, наносимому методом погружения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Установка для непрерывного нанесения покрытия на металлическую полосу (1) методом погружения, содержащая чан (11), в котором расположена жидкометаллическая ванна (12); направляющий короб (13) для перемещения металлической полосы (1) в защитной атмосфере, нижний конец которой (13 а) погружен в жидкометаллическую ванну (12), при этом поверхность ванны (12) и внутреннее пространство направляющего короба (13) образуют уплотнительный затвор из жидкого металла (14); вал (15), загибающий металлическую полосу, расположенный в ванне (12); и отжимное устройство для металлической полосы с покрытием на выходе из ванны металла,отличающаяся тем, что направляющий короб (13) выполнен удлиненным в его нижней части (13 а) по меньшей мере двумя внутренними стенками (20, 22), каждая из которых расположена с одной из сторон полосы (1) и направлена к поверхности жидкометаллической ванны(12) внутри направляющего короба (13), образуя 10 по меньшей мере два отсека (21, 23) для рекуперации частиц оксидов металла и интерметаллических соединений, причем направляющий короб (13) имеет неподвижную верхнюю часть(30) и подвижную нижнюю часть (31), соединенные между собой деформируемым элементом (32) и устройством (35) для позиционирования подвижной нижней части (31) направляющего короба (13) по отношению к металлической полосе (1), содержащим приводные органы(35 а, 35b), соединенные с нижней частью (31) для поступательного перемещения параллельно поверхности жидкометаллической ванны (12). 2. Установка по п.1, отличающаяся тем,что два приводных органа (35 а, 35b) выполнены с возможностью перемещения нижней части(1) и расположенной на уровне деформируемого элемента (32). 3. Установка по п.1 или 2, отличающаяся тем, что деформируемый элемент выполнен в виде сильфона (32), например, из нержавеющей стали. 4. Установка по любому из пп.1-3, отличающаяся тем, что приводные органы (35 а, 35b) выполнены в виде гидравлических или пневматических домкратов. 5. Установка по любому из предыдущих пп.1-4, отличающаяся тем, что она содержит устройство (40) для направления металлической полосы (1) внутри направляющего короба (13). 6. Установка по п.5, отличающаяся тем,что направляющее устройство (40) выполнено в виде отклоняющего вала (41), расположенного на поверхности полосы (1), противоположной поверхности, контактирующей с отклоняющим валом (15). 7. Установка по п.5, отличающаяся тем,что направляющее устройство (40) выполнено в виде отклоняющего вала (42), расположенного на поверхности полосы (1), контактирующей с отклоняющим валом (15).
МПК / Метки
МПК: C23C 2/00
Метки: непрерывного, нанесения, установка, покрытия, полосу, металлическую
Код ссылки
<a href="https://eas.patents.su/7-4334-ustanovka-dlya-nepreryvnogo-naneseniya-pokrytiya-na-metallicheskuyu-polosu.html" rel="bookmark" title="База патентов Евразийского Союза">Установка для непрерывного нанесения покрытия на металлическую полосу</a>
Способ нанесения покрытия на копченые колбасы и твердые сыры
Номер патента: 957
Опубликовано: 28.08.2000
Авторы: Штеммлер Андреас, Штеммлер Хейнц
МПК: A22C 13/00
Метки: сыры, покрытия, копченые, способ, колбасы, нанесения, твердые
Формула / Реферат:
1. Способ нанесения на продукты питания, выбранные из группы, включающей копченые колбасы, имеющие оболочку из натуральных кишок или из синтетического материала, и твердые сыры, устойчивого, равномерного покрытия с помощью композиции, содержащей а) 1-99 мас.% шеллака и б) 99-1 мас.% полиамида, путем обработки поверхности колбас или сыров композицией, содержащей в водно-этанольном растворе а) 1-99 мас.% шеллака и б) 99-1 мас.%, по меньшей...
Способ и установка для непрерывного приготовления целлюлозной пульпы
Номер патента: 264
Опубликовано: 25.02.1999
Авторы: Комбетт Филип, Шуден Кристиан
МПК: D21C 5/00
Метки: приготовления, установка, целлюлозной, пульпы, способ, непрерывного
Формула / Реферат:
1. Способ непрерывного приготовления целлюлозной пульпы, предназначенной, в частности, для использования в химической или целлюлозно-бумажной промышленности, из сырья, представляющего собой текстильные волокна, отличающийся тем, что:- отделяют текстильные волокна от посторонних частиц, таких как растительные остатки, металлические или минеральные частицы;- осуществляют уплотнение текстильных волокон;- непрерывным образом осуществляют отбеливание...
Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Грищенко Сергей Евгеньевич, Шитуева Ирина Владимировна, Мелешко Виктор Михайлович, Ахапкин Константин Викторович, Резник Валентин Юрьевич
МПК: C03B 19/09
Метки: плит, изготовления, материал, декоративно-облицовочных, способ, непрерывного, осуществления, установка, декоративно-облицовочный
Формула / Реферат:
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при...
Способ формирования покрытия на электопроводной поверхности и состав для формирования покрытия
Номер патента: 67
Опубликовано: 30.04.1998
Авторы: Джэнссон Роберт Ф.В., Кинлен Патрик Дж.
МПК: C25D 13/00, C09D 5/44
Метки: формирования, электопроводной, состав, покрытия, поверхности, способ
Формула / Реферат:
1. Способ формирования покрытия на электропроводной поверхности с использованием электроосаждаемого полимера, отличающийся тем, что он включает: (а) погружение электропроводной поверхности в водную ванну, содержащую электроосаждаемую на катоде смесь ионного от природы изолирующего полимера и соли органической кислоты от природы проводящего полимера, (b) приложение напряжения между электродом и поверхностью, действующей как катод в ванне для...
Устройство, предназначенное для нанесения маркировки на тару
Номер патента: 2396
Опубликовано: 25.04.2002
Автор: Ван Гейлсвейк Петрус Йоханнус
МПК: B65C 9/18
Метки: маркировки, предназначенное, устройство, тару, нанесения
Формула / Реферат:
1. Устройство (1), предназначенное для нанесения маркировки на контейнеры, включающее в себя - конвейер (3) для подачи контейнеров в направлении транспортировки (Т), - устройство (6, 7, 13) для подачи на участок (4) наложения несущей полосы (5), при этом несущая полоса (5) снабжена со стороны (10) наложения, обращенной к конвейеру (3), переводной этикеткой (11) с изображением, которая должна быть перенесена на контейнер, - участок (4) нанесения...
Предыдущий патент: Способы и устройство для перемешивания текучих сред
Следующий патент: Способ стабилизации сыпучих материалов
Случайный патент: Укупорочное средство с внешней петелькой