Способ непрерывного погружного горячего нанесения покрытия на металлическую ленту и установка для осуществления способа
Номер патента: 4449
Опубликовано: 29.04.2004
Авторы: Прижан Ив, Дошелль Дидье, Гаше Лоран, Люка Патрис, Боден Юг
Формула / Реферат
1. Способ непрерывного погружного нанесения покрытия на металлическую ленту (1) в баке (11), содержащем ванну (12) жидкого металла, в котором металлическую ленту (1) пропускают в непрерывном режиме и в защитной среде через кожух (13), нижняя часть (13a) которого погружена в ванну (12) жидкого металла для определения вместе с поверхностью ванны внутри данного кожуха (13) жидкой герметичной прослойки (14), металлическую ленту (1) отклоняют на установленном в металлической ванне (12) отклоняющем валике (15) и на выходе из металлической ванны (12) металлическую ленту (1) с нанесенным покрытием подвергают сушке, отличающийся тем, что осуществляют естественное перетекание жидкого металла от поверхности жидкой прослойки (14) в два переливных отсека (25; 29), выполненных в кожухе (13), каждый из которых содержит внутреннюю стенку (20; 26), продолжающую кожух (13) в его нижней части и выполненную, по меньшей мере, напротив каждой стороны ленты (1), при этом верхний край (21; 27) каждого отсека (25; 29) расположен ниже поверхности, при этом высоту падения жидкого металла в отсеки (25; 29) определяют таким образом, чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава в обратном направлении относительно перетекания жидкого металла, и уровень жидкого металла в указанных отсеках (25; 29) поддерживают ниже поверхности жидкой прослойки (14).
2. Установка для непрерывного погружного горячего нанесения покрытия на металлическую ленту (1), содержащая
бак (1), снабженный ванной (12) жидкого металла;
кожух (13) для прохождения металлической ленты (1) в защитной среде, нижнюю часть (13a) которого погружают в ванну (12) жидкого металла таким образом, чтобы определять вместе с поверхностью указанной ванны (12) и внутри этого кожуха (13) жидкую герметичную прослойку (14);
валик (15), отклоняющий металлическую ленту (1) и установленный в металлической ванне (12); и
средства (16) сушки металлической ленты (1) с нанесенным покрытием на выходе из металлической ванны (12),
отличающаяся тем, что в своей нижней части (13a) и напротив каждой стороны ленты (1) кожух (13) продолжен внутренней стенкой (20; 26), которая направлена в сторону поверхности жидкой прослойки (14) и верхний край (21; 27) которой расположен ниже указанной поверхности, при этом указанные стенки (20; 26) образуют два отсека (25; 29) для перелива жидкого металла, оборудованные средствами (30) поддержания уровня жидкого металла ниже поверхности жидкой прослойки (14) для обеспечения естественного перетекания жидкого металла от этой поверхности к этим отсекам (25; 29), при этом высота падения жидкого металла в отсеки превышает 50 мм, чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава в направлении, обратном направлению перетекания жидкого металла.
3. Установка по п.2, отличающаяся тем, что высота падения жидкого металла в каждый отсек (25; 29) превышает 100 мм.
4. Установка по п.2, отличающаяся тем, что внутренняя стенка (20; 26) каждого отсека (25; 29) содержит нижнюю часть, расширяющуюся в направлении дна бака (11), и верхнюю часть, параллельную металлической ленте (1).
5. Установка по п.2 или 3, отличающаяся тем, что верхний край (21; 27) внутренней стенки (20; 26) каждого отсека (25; 29) выполнен прямолинейным.
6. Установка по п.2 или 3, отличающаяся тем, что верхний край (21; 27) внутренней стенки (20; 26) каждого отсека (25; 29) содержит в продольном направлении ряд чередующихся между собой впадин (22) и выступов (23).
7. Установка по п.6, отличающаяся тем, что впадины (22) и выступы (23) выполнены в виде дуги окружности.
8. Установка по п.6 или 7, отличающаяся тем, что амплитуда между впадинами (22) и выступами (23) составляет от 5 до 10 мм.
9. Установка по п.6 или 7, отличающаяся тем, что расстояние между впадинами (22) и выступами (23) составляет примерно 150 мм.
10. Установка по любому из предыдущих пунктов, отличающаяся тем, что верхний край (21; 27) внутренних стенок (20; 26) каждого отсека (25; 29) выполнен заостренным.
11. Установка по любому из предыдущих пп.2-10, отличающаяся тем, что внутренняя стенка (20; 26) каждого отсека (25; 29) выполнена из нержавеющей стали и имеет толщину, например, находящуюся в пределах от 10 до 20 мм.
12. Установка по п.2, отличающаяся тем, что средства поддержания уровня жидкого металла в отсеках (25; 29) содержат насос (30), соединенный с всасывающей стороны с каждым из указанных отсеков через соединительный трубопровод (31; 33) и с нагнетательной стороны - с трубопроводом (32) для удаления всасываемого жидкого металла в объем ванны (12).
13. Установка по любому из предыдущих пп.2-12, отличающаяся тем, что содержит средства (35) визуального контроля за уровнем жидкого металла в каждом отсеке (25; 29).
14. Установка по п.13, отличающаяся тем, что средства визуального контроля содержат емкость (35), установленную за пределами кожуха (13) и соединенную с основанием каждого отсека (25; 29) при помощи соединительного трубопровода (36; 37).
15. Установка по пп.12 и 14, отличающаяся тем, что точка соединения насоса с каждым отсеком (25; 29) расположена выше точки соединения емкости (35) с каждым отсеком (25; 29).
16. Установка по п.14, отличающаяся тем, что емкость (35) представляет собой буферную емкость жидкого металла для каждого отсека (25; 29).
17. Установка по п.14, отличающаяся тем, что емкость (35) снабжена датчиком уровня жидкого металла.
18. Установка по любому из предыдущих пп.2-17, отличающаяся тем, что в своей нижней части (13a) и напротив каждого бокового края металлической ленты (1) кожух (13) продолжен внутренней стенкой (40), которая направлена в сторону поверхности жидкой прослойки (14) и верхний край (41) которой расположен ниже указанной поверхности и которая образует отсек (42) для перелива жидкого металла.

Текст
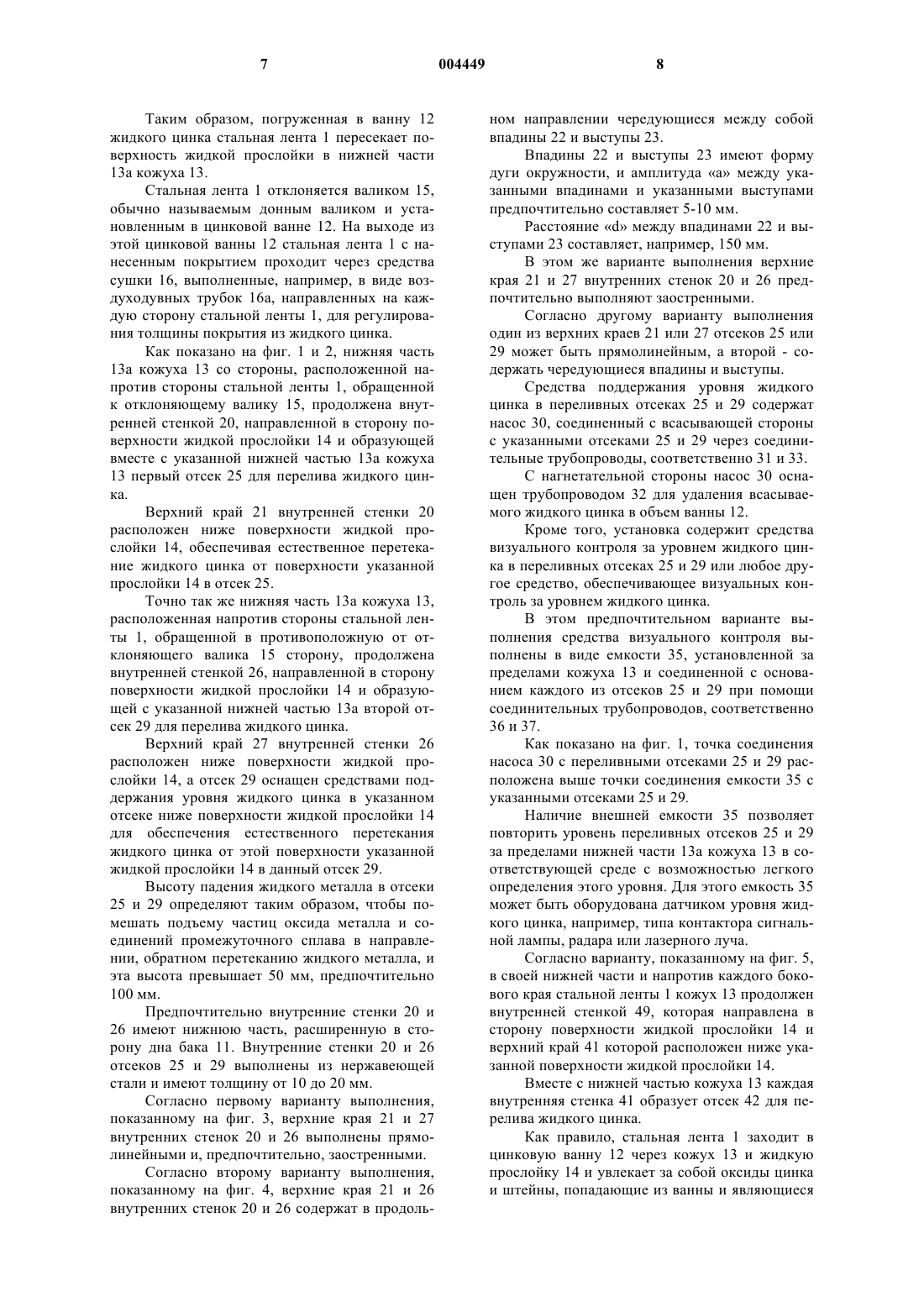
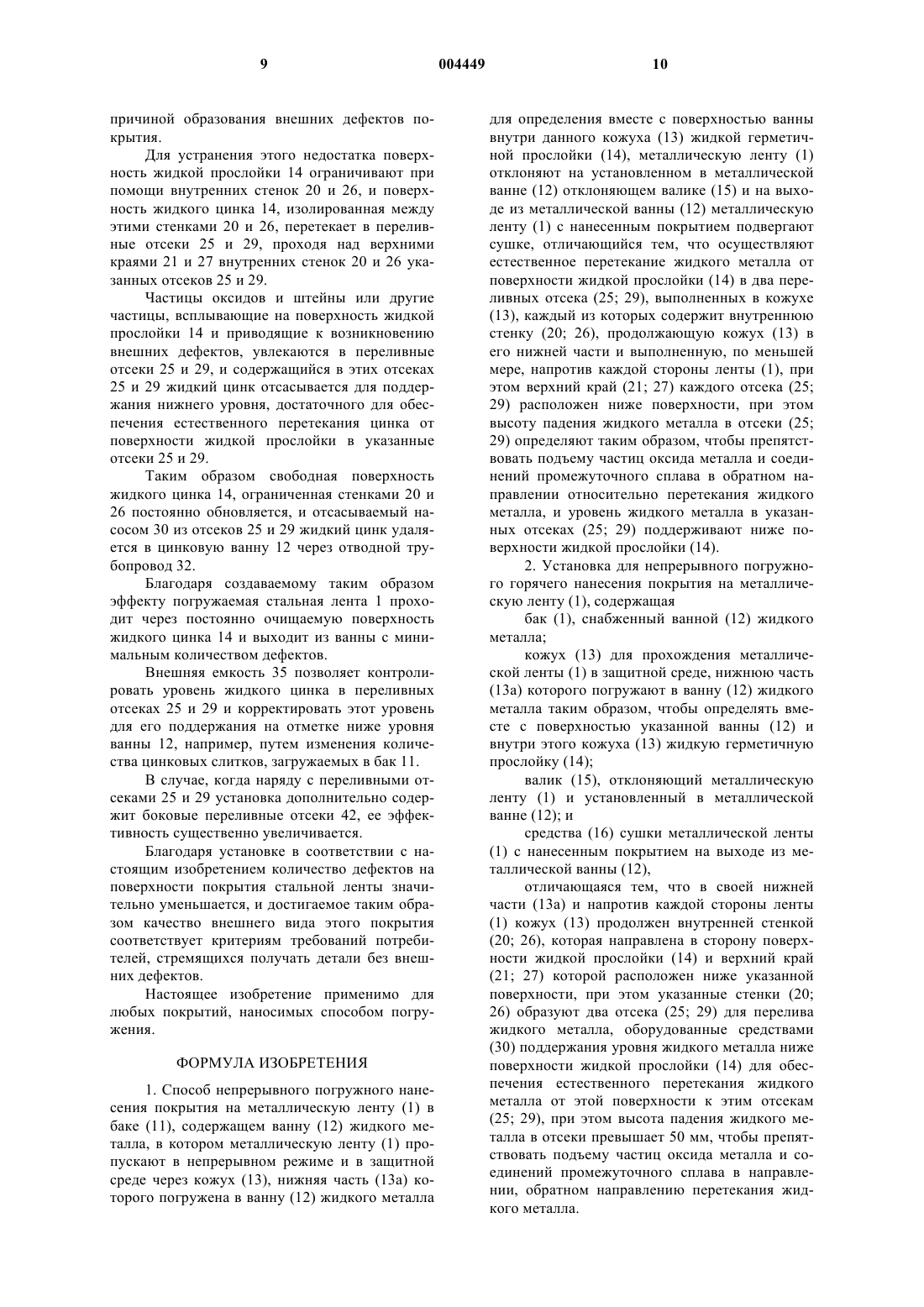
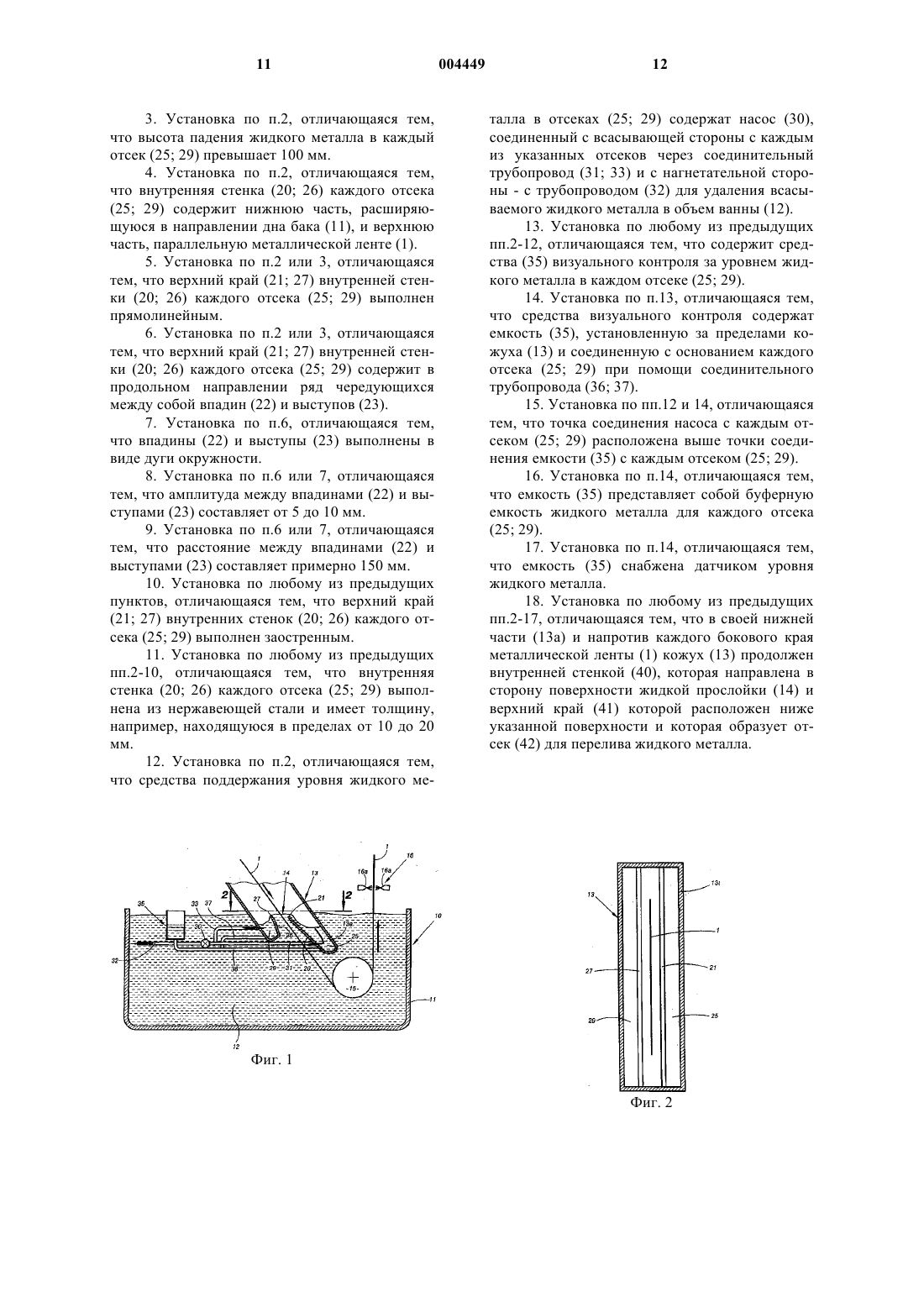
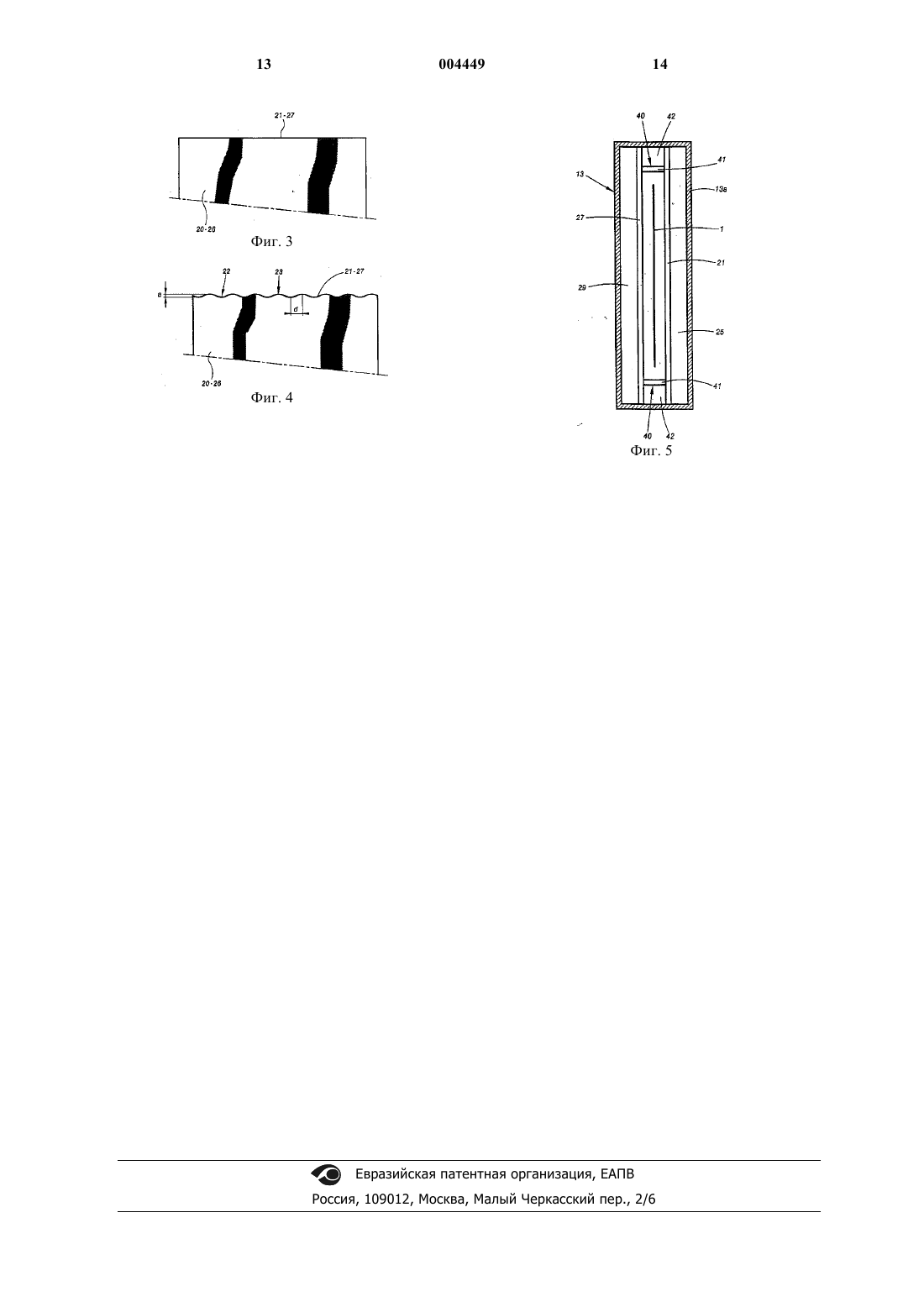
1 Настоящее изобретение касается способа и установки для погружного горячего нанесения покрытия в непрерывном режиме на металлическую ленту, в частности на стальную ленту. Во многих областях промышленности используют стальные листы, покрытые защитным слоем, например антикоррозионным слоем, чаще всего слоем цинка. Такой тип листового металла используют во многих отраслях промышленности для изготовления самых различных деталей, в частности корпусных деталей. Для получения такого листового металла используют установки для непрерывного погружного нанесения покрытия, в которых стальную ленту погружают в ванну расплавленного металла, например цинка, которая может также содержать другие химические элементы,такие как алюминий, железо и, возможно, элементы в качестве добавок, такие как свинец,сурьма и т.д. Температура ванны зависит от природы металла и в случае цинка составляет порядка 460 С. В частном случае горячей гальванизации во время прохождения стальной ленты через ванну расплавленного цинка на поверхности указанной ленты образуется промежуточный сплав Fe-Zn-Al толщиной в несколько десятков нанометров. Сопротивление коррозии покрытых таким образом деталей обеспечивается цинком, толщины которого чаще всего добиваются при помощи пневматической сушки. Сцепление цинка со стальной лентой обеспечивается слоем вышеупомянутого промежуточного сплава. Перед прохождением через ванну расплавленного металла стальную ленту сначала пропускают через отжигательную печь с восстановительной средой для перекристаллизации после значительной холодной деформации во время операции холодной прокатки и для подготовки химического состояния ее поверхности,чтобы облегчить химические реакции во время собственно погружного нанесения покрытия. Стальную полосу нагревают до 650-900 С в зависимости от марки стали в течение времени,необходимого для перекристаллизации и подготовки поверхности. После этого ее охлаждают при температуре, близкой к температуре ванны расплавленного металла, при помощи теплообменников. После прохождения через отжигательную печь стальная лента проходит через кожух, называемый также сводом колпака или воздушной трубой, в защитной по отношению к стали среде и погружается в ванну расплавленного металла. Нижнюю часть этого кожуха погружают в ванну металла, чтобы определить на поверхности этой ванны и внутри данного кожуха жидкую уплотнительную прослойку, пересекаемую 2 стальной лентой во время ее прохождения в указанном кожухе. Стальная лента отклоняется при помощи валика, погруженного в ванну расплавленного металла, и выходит из этой металлической ванны, затем проходит через средства сушки, обеспечивающие регулирование толщины жидкого металлического покрытия на этой стальной ленте. В частном случае горячей гальванизации поверхность жидкой прослойки внутри кожуха,как правило, покрывается оксидом цинка, образующимся при реакции между средой внутри данного кожуха и цинком жидкой прослойки, и твердыми штейнами, образующимися во время реакции растворения стальной ленты. Эти штейны или другие частицы при перенасыщении в цинковой ванне имеют объемную массу меньше объемной массы жидкого цинка и всплывают на поверхность ванны и, в частности, на поверхность жидкой прослойки. Проходя через поверхность жидкой прослойки, стальная лента увлекает за собой остаточные частицы. Эти частицы, увлекаемые движением жидкой прослойки, связанным со скоростью прохождения стальной ленты, не удаляются в объем ванны и выходят в зоне извлечения ленты, создавая дефекты внешнего вида. В результате этого покрытая стальная лента имеет внешние дефекты, которые усиливаются или обнаруживаются во время операции сушки цинка. Действительно, чужеродные частицы перед удалением или разрушением удерживаются струями пневматической сушки, оставляя в толще жидкого цинка следы длиной от нескольких миллиметров до нескольких сантиметров. Предлагались различные решения для устранения частиц цинка и штейнов с поверхности жидкой прослойки. Первое решение для устранения этих недостатков состоит в очистке поверхности жидкой прослойки путем отсасывания оксидов цинка и штейнов, попадающих из ванны. Однако эти операции отсасывания позволяют очищать поверхность жидкой прослойки только локально в точке отсасывания и характеризуются очень низкой эффективностью и радиусом действия, что не гарантирует полной очистки жидкой прослойки, пересекаемой стальной лентой. Второе решение состоит в ограничении площади жидкой прослойки в точке прохождения стальной ленты при помощи металлической или керамической пластины, устанавливаемой на уровне этой жидкой прослойки, чтобы препятствовать попаданию на полосу присутствующей на поверхности части частиц и способствовать автоматической очистке жидкой прослойки этой лентой. Такое расположение не обеспечивает полной изоляции частиц, присутствующих на по 3 верхности жидкой прослойки, а повышение эффективности автоматической очистки требует максимального сокращения поверхности жидкой прослойки, что несовместимо с условиями производства в промышленном масштабе. Кроме того, в ходе производственного процесса со временем частицы на внешней стороне пластины все больше накапливаются и в конечном итоге скопления частиц отрываются и опять попадают на стальную ленту. При установке пластины, выступающей на поверхности жидкой прослойки, образуется также ловушка для задержки мелких частиц цинка. Другое решение заключается в установке внутри кожуха и на поверхности жидкой прослойки рамки, обрамляющей стальную ленту. Такое расположение не позволяет полностью устранить дефекты, проявляющиеся в результате перемещения оксидов цинка и штейнов во время прохождения стальной ленты. Действительно, пары цинка на уровне жидкой прослойки конденсируются на стенках рамки, и при малейшем сотрясении, вызванном вибрациями или термическими сдвигами погруженной ленты, стенки рамки загрязняются и образуют зоны скопления чужеродных тел. Следовательно такое решение эффективно только в течение нескольких часов или даже нескольких дней, а после этого само становится причиной возникновения дефектов. Данное решение обеспечивает только частичную обработку жидкой прослойки и не может значительно снизить возникновение дефектов, чтобы удовлетворить запросы потребителей в получении поверхностей без внешних дефектов. Известно также решение, с помощью которого стремятся достичь чистоты жидкой прослойки путем обновления ванны жидкого металла. Обновление обеспечивают путем подачи жидкого цинка, отсасываемого в ванне, рядом с зоной погружения стальной ленты. Такое решение является чрезвычайно сложным в осуществлении. Действительно, оно требует большой мощности отсасывания для создания эффекта перелива, и отсасываемый и нагнетаемый на уровне жидкой прослойки цинк содержит штейны, образовавшиеся в цинковой ванне. Кроме того, используемые для обновления цинковой ванны трубопроводы могут оставлять царапины на стальной ленте перед ее погружением и сами служить источником дефектов по причине конденсации цинковых паров над жидкой прослойкой. Известен также способ, основанный на обновлении цинка на уровне жидкой прослойки, в котором это обновление осуществляют с использованием коробки из нержавеющей стали,окружающей стальную ленту и выходящей на 4 поверхность жидкой прослойки. Увлекаемые во время создаваемого перелива частицы отсасываются насосом, который выбрасывает их в объем ванны. Данный способ требует большой мощности отсасывания для поддержания эффекта постоянного перелива, поскольку коробка, окружающая ленту в объеме ванны над донным валиком, не может быть выполнена полностью герметичной. Задачей изобретения является создание способа и создание установки для непрерывной гальванизации металлической ленты, позволяющих устранить вышеуказанные недостатки и максимально снизить образование дефектов для удовлетворения запросов потребителей,желающих получать поверхности без внешних дефектов. Для достижения поставленной задачи в способе непрерывного погружного нанесения покрытия на металлическую ленту в баке, содержащем ванну жидкого металла, в котором металлическую ленту пропускают в непрерывном режиме и в защитной среде через кожух,нижняя часть которого погружена в ванну жидкого металла для определения вместе с поверхностью ванны внутри данного кожуха жидкой герметичной прослойки, металлическую ленту отклоняют на установленном в металлической ванне отклоняющем валике и на выходе из металлической ванны металлическую ленту с нанесенным покрытием подвергают сушке, при этом осуществляют естественное перетекание жидкого металла от поверхности жидкой прослойки в два переливных отсека, выполненных в кожухе, каждый из которых содержит внутреннюю стенку, продолжающую кожух в его нижней части и выполненную, по меньшей мере, напротив каждой стороны ленты, при этом верхний край каждого отсека расположен ниже поверхности, при этом высоту падения жидкого металла в отсеки определяют таким образом,чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава при противотоке относительно жидкого металла, и уровень жидкого металла в указанных отсеках поддерживают ниже поверхности жидкой прослойки. Для достижения поставленной задачи в установке для непрерывного погружного горячего нанесения покрытия на металлическую ленту,содержащей: бак, снабженный ванной жидкого металла; кожух для прохождения металлической ленты в защитной среде, нижнюю часть которого погружают в ванну жидкого металла таким образом, чтобы определять вместе с поверхностью указанной ванны и внутри этого кожуха жидкую герметичную прослойку; валик, отклоняющий металлическую ленту и установленный в металлической ванне; и 5 средства сушки металлической ленты с нанесенным покрытием на выходе из металлической ванны,при этом в своей нижней части и напротив каждой стороны ленты кожух продолжен внутренней стенкой, которая направлена в сторону поверхности жидкой прослойки и верхний край которой расположен ниже указанной поверхности, при этом указанные стенки образуют два отсека для перелива жидкого металла, оборудованные средствами поддержания уровня жидкого металла ниже поверхности жидкой прослойки для обеспечения естественного перетекания жидкого металла от этой поверхности к этим отсекам, при этом высота падения жидкого металла в указанные отсеки превышает 50 мм,чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава при противотоке относительно жидкого металла. Согласно другим отличительным признакам настоящего изобретения внутренняя стенка каждого отсека имеет нижнюю часть, расширяющуюся в сторону дна бака, и верхнюю часть, параллельную металлической ленте; высота падения металла в каждый отсек превышает 100 мм; средства поддержания уровня жидкого металла в отсеках состоят из насоса, соединенного с всасывающей стороны с каждым из указанных отсеков через соединительный трубопровод, и оснащенного с нагнетающей стороны трубопроводом для удаления всасываемого жидкого металла в объем ванны; установка содержит средства визуального контроля за уровнем жидкого металла в каждом отсеке; средства визуального контроля выполнены в виде емкости, установленной снаружи кожуха и соединенной с основанием каждого отсека через соединительный трубопровод; в своей нижней части и напротив каждого бокового края металлической ленты кожух продолжен внутренней стенкой, которая направлена в сторону поверхности жидкой прослойки и верхний край которой расположен ниже указанной поверхности и которая образует отсек для перелива жидкого металла. Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания, приведенного в качестве примера, со ссылками на прилагаемые чертежи, на которых фиг. 1 - схематическое изображение, вид спереди, установки для непрерывного погружного нанесения покрытия в соответствии с настоящим изобретением; фиг. 2 - изображение кожуха в разрезе по линии 2-2 фиг. 1; фиг. 3 - схематическое изображение, вид спереди, первого варианта выполнения верхнего 6 края переливных отсеков установки в соответствии с настоящим изобретением; фиг. 4 - схематическое изображение, вид спереди, второго варианта выполнения верхнего края переливных отсеков установки в соответствии с настоящим изобретением; фиг. 5 - схематическое изображение в поперечном разрезе варианта выполнения кожуха установки в соответствии с настоящим изобретением. Нижеследующее описание относится к установке непрерывной гальванизации металлической ленты. Однако настоящее изобретение может быть применено для любого способа, связанного с непрерывным погружением в ванну, в котором проявляется загрязнение поверхности и возникает проблема очистки жидкой прослойки. Прежде всего, после холодной прокатки стальная лента 1 проходит через отжигательную печь, не показанную на фигуре, в восстановительной среде для перекристаллизации после значительной холодной деформации в результате холодной прокатки и для подготовки ее химического состояния с целью обеспечения химических реакций, необходимых для операции гальванизации. В этой печи стальную ленту нагревают,например, до температуры 650-900 С. После выхода из отжигательной печи стальная лента 1 проходит через гальванизационную установку, обозначенную на фиг. 1 общей позицией 10. Эта установка 10 содержит бак 11 с ванной жидкого цинка, содержащей химические элементы, такие как алюминий, железо и, возможно, элементы в качестве добавок, в частности,такие как свинец, сурьма. Температура этой ванны жидкого цинка составляет примерно 460 С. После выхода из отжигательной печи стальную ленту 1 охлаждают до температуры,близкой к температуре ванны жидкого цинка,при помощи теплообменников и затем погружают в ванну 12 жидкого цинка. Во время этого погружения на поверхности стальной ленты 1 образуется промежуточный сплав Fe-Zn-Al, обеспечивающий соединение между стальной лентой и остающимся после сушки цинком. Как показано на фиг. 1, гальванизационная установка 10 содержит кожух 13, внутри которого проходит стальная лента 1 в защитной по отношению к стали среде. Этот кожух, называемый также сводом колпака или воздушной трубой, в показанных на фигурах вариантах имеет прямоугольное поперечное сечение. Нижняя часть 13 а кожуха 13 погружена в цинковую ванну 12 с возможностью определения вместе с поверхностью указанной ванны 12 и внутри этого кожуха 13 жидкой герметичной прослойки 14. 7 Таким образом, погруженная в ванну 12 жидкого цинка стальная лента 1 пересекает поверхность жидкой прослойки в нижней части 13 а кожуха 13. Стальная лента 1 отклоняется валиком 15,обычно называемым донным валиком и установленным в цинковой ванне 12. На выходе из этой цинковой ванны 12 стальная лента 1 с нанесенным покрытием проходит через средства сушки 16, выполненные, например, в виде воздуходувных трубок 16 а, направленных на каждую сторону стальной ленты 1, для регулирования толщины покрытия из жидкого цинка. Как показано на фиг. 1 и 2, нижняя часть 13 а кожуха 13 со стороны, расположенной напротив стороны стальной ленты 1, обращенной к отклоняющему валику 15, продолжена внутренней стенкой 20, направленной в сторону поверхности жидкой прослойки 14 и образующей вместе с указанной нижней частью 13 а кожуха 13 первый отсек 25 для перелива жидкого цинка. Верхний край 21 внутренней стенки 20 расположен ниже поверхности жидкой прослойки 14, обеспечивая естественное перетекание жидкого цинка от поверхности указанной прослойки 14 в отсек 25. Точно так же нижняя часть 13 а кожуха 13,расположенная напротив стороны стальной ленты 1, обращенной в противоположную от отклоняющего валика 15 сторону, продолжена внутренней стенкой 26, направленной в сторону поверхности жидкой прослойки 14 и образующей с указанной нижней частью 13 а второй отсек 29 для перелива жидкого цинка. Верхний край 27 внутренней стенки 26 расположен ниже поверхности жидкой прослойки 14, а отсек 29 оснащен средствами поддержания уровня жидкого цинка в указанном отсеке ниже поверхности жидкой прослойки 14 для обеспечения естественного перетекания жидкого цинка от этой поверхности указанной жидкой прослойки 14 в данный отсек 29. Высоту падения жидкого металла в отсеки 25 и 29 определяют таким образом, чтобы помешать подъему частиц оксида металла и соединений промежуточного сплава в направлении, обратном перетеканию жидкого металла, и эта высота превышает 50 мм, предпочтительно 100 мм. Предпочтительно внутренние стенки 20 и 26 имеют нижнюю часть, расширенную в сторону дна бака 11. Внутренние стенки 20 и 26 отсеков 25 и 29 выполнены из нержавеющей стали и имеют толщину от 10 до 20 мм. Согласно первому варианту выполнения,показанному на фиг. 3, верхние края 21 и 27 внутренних стенок 20 и 26 выполнены прямолинейными и, предпочтительно, заостренными. Согласно второму варианту выполнения,показанному на фиг. 4, верхние края 21 и 26 внутренних стенок 20 и 26 содержат в продоль 004449 8 ном направлении чередующиеся между собой впадины 22 и выступы 23. Впадины 22 и выступы 23 имеют форму дуги окружности, и амплитуда а между указанными впадинами и указанными выступами предпочтительно составляет 5-10 мм. Расстояние d между впадинами 22 и выступами 23 составляет, например, 150 мм. В этом же варианте выполнения верхние края 21 и 27 внутренних стенок 20 и 26 предпочтительно выполняют заостренными. Согласно другому варианту выполнения один из верхних краев 21 или 27 отсеков 25 или 29 может быть прямолинейным, а второй - содержать чередующиеся впадины и выступы. Средства поддержания уровня жидкого цинка в переливных отсеках 25 и 29 содержат насос 30, соединенный с всасывающей стороны с указанными отсеками 25 и 29 через соединительные трубопроводы, соответственно 31 и 33. С нагнетательной стороны насос 30 оснащен трубопроводом 32 для удаления всасываемого жидкого цинка в объем ванны 12. Кроме того, установка содержит средства визуального контроля за уровнем жидкого цинка в переливных отсеках 25 и 29 или любое другое средство, обеспечивающее визуальных контроль за уровнем жидкого цинка. В этом предпочтительном варианте выполнения средства визуального контроля выполнены в виде емкости 35, установленной за пределами кожуха 13 и соединенной с основанием каждого из отсеков 25 и 29 при помощи соединительных трубопроводов, соответственно 36 и 37. Как показано на фиг. 1, точка соединения насоса 30 с переливными отсеками 25 и 29 расположена выше точки соединения емкости 35 с указанными отсеками 25 и 29. Наличие внешней емкости 35 позволяет повторить уровень переливных отсеков 25 и 29 за пределами нижней части 13 а кожуха 13 в соответствующей среде с возможностью легкого определения этого уровня. Для этого емкость 35 может быть оборудована датчиком уровня жидкого цинка, например, типа контактора сигнальной лампы, радара или лазерного луча. Согласно варианту, показанному на фиг. 5,в своей нижней части и напротив каждого бокового края стальной ленты 1 кожух 13 продолжен внутренней стенкой 49, которая направлена в сторону поверхности жидкой прослойки 14 и верхний край 41 которой расположен ниже указанной поверхности жидкой прослойки 14. Вместе с нижней частью кожуха 13 каждая внутренняя стенка 41 образует отсек 42 для перелива жидкого цинка. Как правило, стальная лента 1 заходит в цинковую ванну 12 через кожух 13 и жидкую прослойку 14 и увлекает за собой оксиды цинка и штейны, попадающие из ванны и являющиеся 9 причиной образования внешних дефектов покрытия. Для устранения этого недостатка поверхность жидкой прослойки 14 ограничивают при помощи внутренних стенок 20 и 26, и поверхность жидкого цинка 14, изолированная между этими стенками 20 и 26, перетекает в переливные отсеки 25 и 29, проходя над верхними краями 21 и 27 внутренних стенок 20 и 26 указанных отсеков 25 и 29. Частицы оксидов и штейны или другие частицы, всплывающие на поверхность жидкой прослойки 14 и приводящие к возникновению внешних дефектов, увлекаются в переливные отсеки 25 и 29, и содержащийся в этих отсеках 25 и 29 жидкий цинк отсасывается для поддержания нижнего уровня, достаточного для обеспечения естественного перетекания цинка от поверхности жидкой прослойки в указанные отсеки 25 и 29. Таким образом свободная поверхность жидкого цинка 14, ограниченная стенками 20 и 26 постоянно обновляется, и отсасываемый насосом 30 из отсеков 25 и 29 жидкий цинк удаляется в цинковую ванну 12 через отводной трубопровод 32. Благодаря создаваемому таким образом эффекту погружаемая стальная лента 1 проходит через постоянно очищаемую поверхность жидкого цинка 14 и выходит из ванны с минимальным количеством дефектов. Внешняя емкость 35 позволяет контролировать уровень жидкого цинка в переливных отсеках 25 и 29 и корректировать этот уровень для его поддержания на отметке ниже уровня ванны 12, например, путем изменения количества цинковых слитков, загружаемых в бак 11. В случае, когда наряду с переливными отсеками 25 и 29 установка дополнительно содержит боковые переливные отсеки 42, ее эффективность существенно увеличивается. Благодаря установке в соответствии с настоящим изобретением количество дефектов на поверхности покрытия стальной ленты значительно уменьшается, и достигаемое таким образом качество внешнего вида этого покрытия соответствует критериям требований потребителей, стремящихся получать детали без внешних дефектов. Настоящее изобретение применимо для любых покрытий, наносимых способом погружения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного погружного нанесения покрытия на металлическую ленту (1) в баке (11), содержащем ванну (12) жидкого металла, в котором металлическую ленту (1) пропускают в непрерывном режиме и в защитной среде через кожух (13), нижняя часть (13 а) которого погружена в ванну (12) жидкого металла 10 для определения вместе с поверхностью ванны внутри данного кожуха (13) жидкой герметичной прослойки (14), металлическую ленту (1) отклоняют на установленном в металлической ванне (12) отклоняющем валике (15) и на выходе из металлической ванны (12) металлическую ленту (1) с нанесенным покрытием подвергают сушке, отличающийся тем, что осуществляют естественное перетекание жидкого металла от поверхности жидкой прослойки (14) в два переливных отсека (25; 29), выполненных в кожухе(13), каждый из которых содержит внутреннюю стенку (20; 26), продолжающую кожух (13) в его нижней части и выполненную, по меньшей мере, напротив каждой стороны ленты (1), при этом верхний край (21; 27) каждого отсека (25; 29) расположен ниже поверхности, при этом высоту падения жидкого металла в отсеки (25; 29) определяют таким образом, чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава в обратном направлении относительно перетекания жидкого металла, и уровень жидкого металла в указанных отсеках (25; 29) поддерживают ниже поверхности жидкой прослойки (14). 2. Установка для непрерывного погружного горячего нанесения покрытия на металлическую ленту (1), содержащая бак (1), снабженный ванной (12) жидкого металла; кожух (13) для прохождения металлической ленты (1) в защитной среде, нижнюю часть(13 а) которого погружают в ванну (12) жидкого металла таким образом, чтобы определять вместе с поверхностью указанной ванны (12) и внутри этого кожуха (13) жидкую герметичную прослойку (14); валик (15), отклоняющий металлическую ленту (1) и установленный в металлической ванне (12); и средства (16) сушки металлической ленты(1) с нанесенным покрытием на выходе из металлической ванны (12),отличающаяся тем, что в своей нижней части (13 а) и напротив каждой стороны ленты(20; 26), которая направлена в сторону поверхности жидкой прослойки (14) и верхний край(21; 27) которой расположен ниже указанной поверхности, при этом указанные стенки (20; 26) образуют два отсека (25; 29) для перелива жидкого металла, оборудованные средствами(30) поддержания уровня жидкого металла ниже поверхности жидкой прослойки (14) для обеспечения естественного перетекания жидкого металла от этой поверхности к этим отсекам(25; 29), при этом высота падения жидкого металла в отсеки превышает 50 мм, чтобы препятствовать подъему частиц оксида металла и соединений промежуточного сплава в направлении, обратном направлению перетекания жидкого металла. 11 3. Установка по п.2, отличающаяся тем,что высота падения жидкого металла в каждый отсек (25; 29) превышает 100 мм. 4. Установка по п.2, отличающаяся тем,что внутренняя стенка (20; 26) каждого отсека(25; 29) содержит нижнюю часть, расширяющуюся в направлении дна бака (11), и верхнюю часть, параллельную металлической ленте (1). 5. Установка по п.2 или 3, отличающаяся тем, что верхний край (21; 27) внутренней стенки (20; 26) каждого отсека (25; 29) выполнен прямолинейным. 6. Установка по п.2 или 3, отличающаяся тем, что верхний край (21; 27) внутренней стенки (20; 26) каждого отсека (25; 29) содержит в продольном направлении ряд чередующихся между собой впадин (22) и выступов (23). 7. Установка по п.6, отличающаяся тем,что впадины (22) и выступы (23) выполнены в виде дуги окружности. 8. Установка по п.6 или 7, отличающаяся тем, что амплитуда между впадинами (22) и выступами (23) составляет от 5 до 10 мм. 9. Установка по п.6 или 7, отличающаяся тем, что расстояние между впадинами (22) и выступами (23) составляет примерно 150 мм. 10. Установка по любому из предыдущих пунктов, отличающаяся тем, что верхний край(21; 27) внутренних стенок (20; 26) каждого отсека (25; 29) выполнен заостренным. 11. Установка по любому из предыдущих пп.2-10, отличающаяся тем, что внутренняя стенка (20; 26) каждого отсека (25; 29) выполнена из нержавеющей стали и имеет толщину,например, находящуюся в пределах от 10 до 20 мм. 12. Установка по п.2, отличающаяся тем,что средства поддержания уровня жидкого ме 004449 12 талла в отсеках (25; 29) содержат насос (30),соединенный с всасывающей стороны с каждым из указанных отсеков через соединительный трубопровод (31; 33) и с нагнетательной стороны - с трубопроводом (32) для удаления всасываемого жидкого металла в объем ванны (12). 13. Установка по любому из предыдущих пп.2-12, отличающаяся тем, что содержит средства (35) визуального контроля за уровнем жидкого металла в каждом отсеке (25; 29). 14. Установка по п.13, отличающаяся тем,что средства визуального контроля содержат емкость (35), установленную за пределами кожуха (13) и соединенную с основанием каждого отсека (25; 29) при помощи соединительного трубопровода (36; 37). 15. Установка по пп.12 и 14, отличающаяся тем, что точка соединения насоса с каждым отсеком (25; 29) расположена выше точки соединения емкости (35) с каждым отсеком (25; 29). 16. Установка по п.14, отличающаяся тем,что емкость (35) представляет собой буферную емкость жидкого металла для каждого отсека(25; 29). 17. Установка по п.14, отличающаяся тем,что емкость (35) снабжена датчиком уровня жидкого металла. 18. Установка по любому из предыдущих пп.2-17, отличающаяся тем, что в своей нижней части (13 а) и напротив каждого бокового края металлической ленты (1) кожух (13) продолжен внутренней стенкой (40), которая направлена в сторону поверхности жидкой прослойки (14) и верхний край (41) которой расположен ниже указанной поверхности и которая образует отсек (42) для перелива жидкого металла.
МПК / Метки
МПК: C23C 2/00
Метки: способ, металлическую, непрерывного, погружного, покрытия, осуществления, ленту, установка, горячего, способа, нанесения
Код ссылки
<a href="https://eas.patents.su/8-4449-sposob-nepreryvnogo-pogruzhnogo-goryachego-naneseniya-pokrytiya-na-metallicheskuyu-lentu-i-ustanovka-dlya-osushhestvleniya-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ непрерывного погружного горячего нанесения покрытия на металлическую ленту и установка для осуществления способа</a>
Способ нанесения покрытия на металлическую ленту, в частности на стальную ленту, путем погружения и установка для его осуществления
Номер патента: 4413
Опубликовано: 29.04.2004
Авторы: Дошелль Дидье, Прижан Ив, Люка Патрис, Гаше Лоран, Боден Юг
МПК: C23C 2/00
Метки: частности, стальную, погружения, нанесения, покрытия, путем, установка, ленту, осуществления, металлическую, способ
Формула / Реферат:
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной (12) жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) посредством...
Способ нанесения покрытия на металлическую ленту погружением и установка для его осуществления
Номер патента: 4448
Опубликовано: 29.04.2004
Авторы: Боден Юг, Гаше Лоран, Люка Патрис, Прижан Ив, Дошелль Дидье
МПК: C23C 2/00
Метки: способ, ленту, погружением, нанесения, покрытия, осуществления, металлическую, установка
Формула / Реферат:
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) с помощью...
Установка для непрерывного нанесения покрытия на металлическую полосу
Номер патента: 4334
Опубликовано: 29.04.2004
Авторы: Прижан Ив, Боден Юг, Дошелль Дидье, Люка Патрис, Гаше Лоран
МПК: C23C 2/00
Метки: нанесения, покрытия, непрерывного, полосу, металлическую, установка
Формула / Реферат:
1. Установка для непрерывного нанесения покрытия на металлическую полосу (1) методом погружения, содержащая чан (11), в котором расположена жидкометаллическая ванна (12); направляющий короб (13) для перемещения металлической полосы (1) в защитной атмосфере, нижний конец которой (13a) погружен в жидкометаллическую ванну (12), при этом поверхность ванны (12) и внутреннее пространство направляющего короба (13) образуют уплотнительный затвор из...
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Лерве Жан, Леза Клод, Маршал Поль, Кьенс Эмманюэль
МПК: D21F 5/18
Метки: горячего, вакууме, листа, устройство, воздуха, способ, высоком, сушки, целлюлозного, осуществления, этого, помощи, материала, перемещающегося, способа
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Пробка с нанесенным на нее многоцветным изображением, способ нанесения многоцветного изображения, устройство и картридж для осуществления способа
Номер патента: 3449
Опубликовано: 26.06.2003
Авторы: Гешев Здравко Асенов, Станимиров Иваило Емилов
МПК: B65D 51/24, B41F 17/22, B41M 1/40...
Метки: способа, осуществления, нанесения, многоцветным, картридж, пробка, нее, многоцветного, способ, изображением, нанесенным, изображения, устройство
Формула / Реферат:
1. Способ нанесения изображения на пробку посредством многоцветной печати, согласно которому после предварительного цветоделения наносимого цветного изображения на i основных цветов, образующих цветное изображение, где i=2... n, пробку подают в рабочую зону, а соответствующие чернила, согласно количеству основных цветов, посредством передаточных валков наносят на печатные валки, которые за счет осцилляции распределяют чернила по цилиндрической...