Способ экструзии непрерывной формовки
Формула / Реферат
1. Способ экструзии непрерывной формовки с использованием экструзионного раствора, в частности экструзионного раствора, содержащего целлюлозу, воду и третичный аминоксид, указанный способ включает следующие этапы:
подачу экструзионного раствора через экструзионный канал, имеющий определенную длину и определенный диаметр, к отверстию экструзионного канала;
экструзию экструзионного раствора через отверстие экструзионного канала для формирования экструзионной непрерывной формовки;
подачу экструзионной непрерывной формовки через воздушный промежуток, имеющий определенную высоту воздушного промежутка;
ускорение непрерывной формовки в воздушном промежутке;
отличающийся следующим этапом способа:
управлением ускорения непрерывной формовки (11), которое усредняется существенно по отношению к высоте (H) воздушного промежутка и выражается значением

где b является отношением длины (L) к диаметру (D) экструзионного канала (8) и где значение контрольного параметра d составляет по меньшей мере 0,3.
2. Способ в соответствии с п.1, отличающийся тем, что значение контрольного параметра d составляет по меньшей мере 0,6.
3. Способ в соответствии с п.2, отличающийся тем, что значение контрольного параметра d составляет по меньшей мере 1,5.
4. Способ в соответствии с п.3, отличающийся тем, что значение контрольного параметра d составляет по меньшей мере 2,2.
5. Способ в соответствии с одним из предшествующих пп.1-4, отличающийся следующим этапом: управлением скоростью vE экструзии непрерывной формовки (11) через отверстие (10) экструзионного канала в зависимости от среднего значения ускорения a.
6. Способ в соответствии с одним из предшествующих пп.1-5, отличающийся следующим этапом: перемещением экструзионной непрерывной формовки (11) при отсутствии напряжения на конвейерном средстве (25) к вытяжному блоку (15), указанное конвейерное средство (25) устанавливается после воздушного промежутка (12) или зоны (14) коагуляционной ванны.
7. Способ в соответствии с п.6, отличающийся следующим этапом: управлением скоростью конвейерного средства (25) в зависимости от указанного среднего ускорения a.
8. Способ в соответствии с одним из предшествующих пп.1-7, отличающийся следующим этапом: вытяжкой экструзионной непрерывной формовки (11), когда она уже прошла воздушный промежуток (12), при помощи вытяжного блока (15) со скоростью вытяжки vA.
9. Способ в соответствии с п.8, отличающийся следующим этапом: управлением скоростью вытяжки vA экструзионной непрерывной формовки (11) вытяжного блока (15) в зависимости от среднего ускорения a.
10. Способ в соответствии с одним из предшествующих пп.1-9, отличающийся следующим этапом: управлением скоростью экструзии vE экструзионной непрерывной формовки (11) через отверстие (10) экструзионного канала и/или скоростью вытяжки vA экструзионной непрерывной формовки (11) вытяжным блоком (15) в соответствии со следующей формулой:

где H - высота воздушного промежутка и
g - корректирующий коэффициент, имеющий значение от 7 до 7,4.
11. Способ в соответствии с п.10, отличающийся тем, что значение корректирующего коэффициента g равно приблизительно 7,2.
12. Способ в соответствии с одним из предшествующих пп.1-11, отличающийся следующим этапом: перемещением экструзионной непрерывной формовки (11) после выхода из отверстия экструзионного канала в воздушный промежуток (12) с помощью воздушного потока, протекающего вокруг непрерывной формовки в направлении экструзии, причем скорость воздуха (13) превышает скорость экструзии непрерывной формовки (11).
13. Способ в соответствии с п.12, отличающийся следующим этапом: управлением скоростью воздуха (13) в зависимости от среднего ускорения a в воздушном промежутке.
14. Способ в соответствии с одним из предшествующих пп.1-13, отличающийся следующим этапом: управлением плотностью теплового потока Q, который существенно усредняется по высоте воздушного промежутка до следующего значения:

где b - отношение длины к диаметру экструзионного канала и где значение контрольного параметра a составляет по меньшей мере 0,1.
15. Способ в соответствии с п.14, отличающийся тем, что значение контрольного параметра a составляет по меньшей мере 0,2.
16. Способ в соответствии с п.15, отличающийся тем, что значение контрольного параметра a составляет по меньшей мере 0,5.
17. Способ в соответствии с п.16, отличающийся тем, что значение контрольного параметра a составляет по меньшей мере 1,0.
18. Способ в соответствии с пп.14-17, отличающийся следующим этапом: управлением температурой TE экструзионного раствора в зависимости от плотности Q теплового потока.
19. Способ в соответствии с пп.14-18, отличающийся следующим этапом: управлением температурой TL воздуха, окружающего экструзионную формовку (11) в воздушном промежутке (12), в зависимости от плотности Q теплового потока.
20. Способ в соответствии с одним из предшествующих пп.1-19, отличающийся следующим этапом: управлением разностью температур DT = TE - TL между температурой TE экструзионного раствора и температурой TL воздуха, окружающего экструзионную формовку (11) в воздушном промежутке (12), до значения

где m - масса потока экструзионного раствора через отверстие экструзионного канала, г/с,
cE - удельная теплоемкость экструзионного раствора, Вт/мм3,
d - плотность отверстий на диске фильеры, количество отверстий на мм2 и
Н - длина воздушного промежутка, мм.
21. Способ в соответствии с одним из пп.14-20, отличающийся тем, что температура TL изменяется, в то время как температура TE поддерживается существенно постоянной.
22. Способ в соответствии с одним из пп.14-20, отличающийся тем, что температура TE изменяется, в то время как температура TL поддерживается существенно постоянной.
23. Способ в соответствии с одним из предшествующих пп.1-22, отличающийся тем, что значение b составляет по меньшей мере 2.
24. Способ в соответствии с п.21, отличающийся тем, что значение b не более 150.
25. Способ в соответствии с п.22, отличающийся тем, что значение b не более 100.
26. Способ в соответствии с одним из предшествующих пп.1-25, отличающийся тем, что удельная теплоемкость экструзионного раствора cE составляет не менее 2,1 Дж/гК.
27. Способ в соответствии с одним из предшествующих пп.1-25, отличающийся тем, что удельная теплоемкость экструзионного раствора cE составляет не менее 2,9 Дж/гК.

Текст
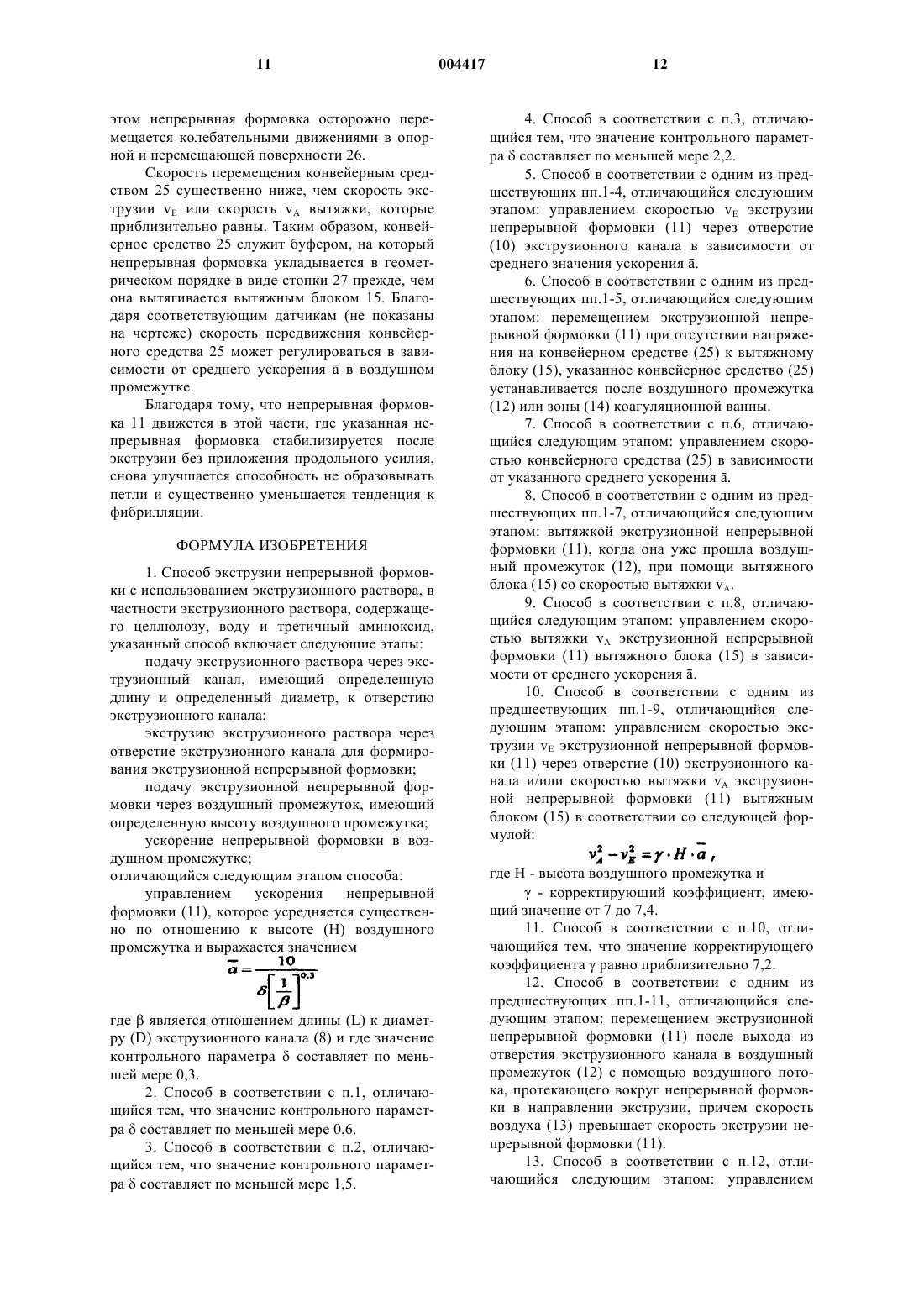
1 Данное изобретение относится к способу экструдирования непрерывной формовки с использованием экструзионного раствора, в частности экструзионного раствора, содержащего целлюлозу, воду, третичный аминоксид, а также добавки для стабилизации прядильной массы и/или добавки в виде органических или неорганических соединений, указанный способ включает следующие этапы: направление экструзионного раствора через экструзионный канал, который имеет определенную длину и определенный диаметр, до отверстия экструзионного канала; экструзию экструзионного раствора через отверстие экструзионного канала с тем, чтобы образовать экструзионную непрерывную формовку; пропускание экструзионной непрерывной формовки через воздушный промежуток,имеющий определенную высоту; ускорение непрерывной формовки в воздушном промежутке. Непрерывная формовка на основе вышеприведенного способа может иметь форму волокна, нити или пленки/фольги. Особенно в тех случаях, когда изготавливается непрерывная формовка в виде волокна, приведенный выше способ используется как способ прядения для получения прядильного волокна. Описанный выше способ известен из патента US-4,246,221. В нем описывается производство целлюлозной формовки с использованием прядильных фильер в качестве отверстий экструзионного канала. В этом способе волокно движется с помощью воздуха, когда оно выходит из прядильной фильеры. Прядильное волокно протягивается в воздухе. Для этого применяется механическое усилие, создаваемое вытяжным элементом, установленным после прядильного устройства. Патент АТ-395863 В описывает другой способ производства целлюлозной формовки. В этом способе высота воздушного промежутка выбирается короткой. Диаметр отверстий прядильных фильер находится в пределах между 70 и 150 мкм, а длина канала прядильной фильеры находится между 1000 и 1500 мкм. Уменьшая высоту воздушного промежутка и применяя специальную конфигурацию фильеры, уменьшают колебания концентрации раствора, обрывы волокна и слипание соседних волокон. Эти известные из уровня техники способы получения непрерывной формовки имеют недостатки, поскольку не обеспечивают возможности целенаправленно влиять на свойства непрерывной формовки, особенно на тенденцию к фибрилляции. Вот почему целью данного изобретения является совершенствование известного метода получения экструзией непрерывной формовки из экструзионного раствора таким образом, что 004417 2 бы улучшить способность не создавать петель и уменьшить тенденцию к фибрилляции. В соответствии с данным изобретением эта цель достигается с помощью способа, упомянутого вначале, путем осуществления следующих дополнительных этапов: контроль ускорениянепрерывной формовки, которое усредняется по высоте воздушного промежутка до значения гдеявляется отношением длины экструзионного канала к его диаметру, а значение контрольного параметрасоставляет по меньшей мере 0,3. Единица усредненного ускорения- 1 м/с 2. С помощью этого простого соотношения можно достичь хорошего основного уровня способности не создавать петель и уменьшения тенденции к фибрилляции. Формулировка того,что ускорение усредняется существенно по отношению к высоте воздушного зазора означает,что ускорение усредняется по отношению к существенной части расстояния, которое проходит экструзионная непрерывная формовка при движении через воздушный промежуток. Механические и текстильно-физические свойства непрерывной формовки можно улучшить, если значение контрольного параметрасоставляет по меньшей мере 0,6 в соответствии с другим преимущественным примером. Удивительно то, что текстильные свойства непрерывной формовки можно еще улучшить,если значение контрольного параметрасоставляет по меньшей мере 0,6 в соответствии с другим примером использования данного способа. Самая низкая тенденция к фибрилляции и максимальная способность не создавать петель была достигнута при применении данного способа, когда контрольный параметрсоставлял по меньшей мере 2,2. В соответствии с еще одним развитием данного способа конвейерное средство может устанавливаться после воздушного промежутка или после коагуляционной ванны, указанное конвейерное средство перемещает непрерывную формовку к вытяжному блоку существенно без натяжения. Существенно и то, что скорость передвижения на этом конвейерном средстве может регулироваться в зависимости от указанного среднего ускорения . В соответствии с другим преимущественным примером экструзионная непрерывная формовка может вытягиваться, когда она проходит через воздушный промежуток, с помощью вытяжного блока при применении метода по данному изобретению. С помощью вытяжного блока экструзионная непрерывная формовка перемещается благодаря продольному усилию и 3 таким образом может подвергаться дальнейшим этапам процесса. Когда используется вытяжной блок, улучшается способность не создавать петель и уменьшается тенденция к фибрилляции при применении дополнительного преимущественного развития способа по данному изобретению. В этом случае скорость vE экструзии непрерывной формовки, при которой указанная непрерывная формовка выходит из отверстия экструзионного канала, и/или скорость vA, с которой непрерывная формовка вытягивается вытяжным блоком, регулируется (регулируются) в зависимости от ускорения . Скорость экструзии и/или скорость вытягивания могут специально управляться (регулироваться) по следующей формуле: где Н является высотой воздушного промежутка, а- корректирующим коэффициентом,имеющим значение от 7 до 7,4, преимущественно 7,2. Единица для vA и vЕ - 1 м/мин, для Н - 1 мм и для- 1 м/с 2. Когда непрерывная формовка втягивается в воздушный промежуток воздухом, движущимся существенно параллельно направлению экструзии непрерывной формовки со скоростью, превышающей скорость экструзии, ускорениеможно регулировать, управляя скоростью потока воздуха. Ускорениеможно изменять, произвольно изменяя скорость экструзии, скорость отвода,скорость средств подачи и скорость воздуха. Параметр , т.е. отношение длины экструзионного канала к диаметру экструзионного канала, может принимать значение, по меньшей мере равное 2. Для получения лучших результатов способности не создавать петель и уменьшения тенденции к фибрилляции значениедолжно быть не более 150. Механические свойства можно улучшить, когда значениене более 100. Для стабилизации непрерывной формовки после экструзии и после ускорения, т.е. вытяжки, непрерывную формовку можно увлажнить в коагуляционной ванне после прохождения через воздушный промежуток. Увлажнение особенно может проводиться распылением жидкости на непрерывную формовку с помощью увлажняющего устройства или путем погружения непрерывной формовки в коагуляционную ванну. Способ, приведенный вначале, можно далее улучшить путем осуществления следующего дополнительного этапа: управлением плотностью теплового потока, который усредняется по высоте воздушного промежутка до значения гдеявляется отношением длины экструзионного канала к его диаметру, а контрольный па 004417 4 раметрравен по меньшей мере 0,1, и где значение Q выражается в Вт/мм 3. С помощью этой простой дополнительной меры также можно достичь хорошего основного уровня способности не образовывать петель и уменьшения тенденции к фибрилляции. Выражение "плотность теплового потока, усредненная существенно по отношению к высоте воздушного промежутка" означает, что это плотность теплового потока, которая усредняется по той существенной части расстояния, которое экструзионная непрерывная формовка проходит, когда движется через воздушный промежуток. Механические свойства непрерывной формовки можно улучшить, когда контрольный параметрравен по меньшей мере 0,2 в соответствии с другим преимущественным примером. Удивительно, что текстильные свойства непрерывной формовки можно улучшить, когда контрольный параметрравен по меньшей мере 0,5 в соответствии с другим примером применения данного способа. Самая низкая тенденция к фибрилляции и максимальная способность не создавать петель была достигнута при применении данного способа, когда контрольный параметрсоставлял по меньшей мере 1,0. Для того чтобы управлять плотностью теплового потока в воздушном промежутке, можно регулировать температуру непрерывной формовки, температуру воздуха, окружающего непрерывную формовку в воздушном промежутке, или скорость потока этого воздуха. Плотность теплового потока в воздушном промежутке повышается в случае снижения температуры воздуха и повышения скорости воздуха,а также при повышении температуры непрерывной формовки. В этом отношении необходимо принимать во внимание, что регулировка скорости воздуха будет влиять на степень вытяжки. В соответствии с другим преимущественным примером применения данного способа плотность теплового потока Q в воздушном промежутке можно устанавливать следующим методом: управлением разностью температурT = ТЕ - TL между температурой ТЕ экструзионного раствора и температурой TL воздуха по формуле где m - плотность потока экструзионного раствора через отверстие экструзионного канала,г/с,cE - удельная теплоемкость экструзионного раствора, Дж/гК,d - плотность отверстий, выполненных на диске фильеры, количество отверстий/мм 2 и 5 Н - длина воздушного промежутка, мм. Когда осуществляется такой контроль, либо температура ТЕ экструдата или температураTL воздуха, подаваемого в воздушный промежуток, может изменяться и подгоняться, или могут изменяться и подгоняться одновременно обе температуры. Кроме того, все другие факторы, входящие в формулу, могут использоваться для управления процессом прядения. Как показывает успешный пример, удельная теплоемкость экструзионного раствора cЕ может быть по меньшей мере 2,1 Дж/гК, но не более 2,9 Дж/гК. В соответствии с другим примером предлагаемый способ может включать следующий дополнительный этап: вытяжку экструзионной непрерывной формовки, когда она уже прошла через отверстие экструзионного канала в воздушном промежутке раствора посредством воздушного потока, направленного вокруг экструзионной непрерывной формовки в направлении экструзии,причем скорость потока превышает скорость экструзии непрерывной формовки. На этом этапе молекулы полимера непрерывной формовки выравниваются благодаря этому процессу вытяжки. Благодаря воздушному потоку усилие для вытяжки прилагается аккуратно от периферической поверхности непрерывной формовки. Воздушный поток одновременно охлаждает поверхность непрерывной формовки благодаря рассеянию тепла. Когда непрерывная формовка протягивается в воздушном промежутке посредством воздуха, движущегося существенно параллельно направлению экструзии непрерывной формовки со скоростью, превосходящей скорость экструзии, ускорениев воздушном промежутке может также регулироваться путем изменения скорости воздуха. Далее способ данного изобретения описывается с помощью примера со ссылками на прилагаемый чертеж. На чертеже показано устройство для осуществления предлагаемого в данном изобретении способа. Сначала опишем этапы способа данного изобретения со ссылками на чертеж. В реакционном сосуде 1 готовится экструзионный раствор 2. Экструзионный раствор содержит целлюлозу, воду и третичный аминоксид, т.е. N-метилморфолин-N-оксид (NMMO),и, при желании, стабилизаторы для термической стабилизации целлюлозы и растворителя. В качестве стабилизаторов могут использоваться следующие вещества: пропилгаллат, среда со щелочной реакцией или их смесь. При желании дополнительные добавки могут включаться в раствор, такие как оксид титана, сульфат бария,графит, карбоксицеллюлозы, полиэтиленгликоли, хитин, хитозан, альгиновая кислота, полиса 004417 6 хариды, красители, химикаты, имеющие антибактериальное действие, огнезащитные средства, содержащие фосфор, галогены или азот, активированный углерод, сажу или электропроводную сажу, кремниевую кислоту, а также органические растворители в качестве разбавителей и т.п. Насос 3 используется для подачи экструзионного раствора 2 через систему трубопроводов 4. В указанной системе трубопроводов 4 установлен компенсирующий давление сосуд 5,который компенсирует изменения давления и/или изменения объемной скорости потока в системе трубопроводов 4 так, что в экструзионную головку 6 экструзионный раствор 2 может поступать непрерывно и равномерно. Система трубопроводов 4 имеет дополнительно установленные средства защиты от разрыва, которые необходимы в связи с тем, что у экструзионного раствора есть тенденция к самопроизвольной экзотермической реакции. Средства защиты от разрыва предохраняют систему трубопроводов 4 и компенсирующий давление сосуд 5, а также следующую за ним экструзионную головку 6 от повреждения. Самопроизвольная экзотермическая реакция в экструзионном растворе 2 может начаться,если превышена определенная температура и если экструзионный раствор 2 выдерживается в отдельных участках без движения. Чтобы избежать этого, система трубопроводов 4 установлена таким образом, чтобы преобладали условия движения потока в участках, где идет поток экструзионного раствора 2, имеющего большую вязкость. В экструзионной головке 6 экструзионный раствор распределяется в фильерной камере 7 по большому количеству экструзионных каналов 8, имеющих форму прядильных капилляров. Прядильные капилляры 8 расположены в ряд, на фигуре они расположены под прямым углом к плоскости проекции. При таком устройстве большое количество непрерывных формовок производится одновременно при одной экструзионной головке 6. Возможно также установить несколько экструзионных головок 6, при этом будет использоваться множество рядов прядильных капилляров. Прядильные капилляры имеют внутренний диаметр D менее 500 мкм, преимущественно менее 250 мкм. В специальных случаях этот диаметр может быть менее 100 мкм, преимущественно приблизительно от 50 до 70 мкм. Длина L прядильного капилляра, по которой проходит экструзионный раствор, по меньшей мере в два раза больше указанного внутреннего диаметра D, но не более чем от 100 до 150 раз. Прядильный капилляр 8, по меньшей мере,в определенных секциях окружен нагревательным средством 9, с помощью которого темпера 7 тура стенок прядильного капилляра 8 может изменяться. Температура стенок прядильного капилляра 8 составляет приблизительно 150 С. Температура прядильной массы равна приблизительно 100 С. Прядильные капилляры 8 могут быть расположены произвольно в установочном элементе, температура которого поддерживается снаружи, таким образом достигается высокая плотность отверстий. Нагревательное средство 9 выполняется в направлении движения потока преимущественно до выходного отверстия 10 экструзионного канала. При этом прядильный капилляр 8 нагревается до самого отверстия 10 экструзионного канала. Благодаря нагреванию экструзионного канала нагретая пленка, имеющая меньшую вязкость по сравнению с основным потоком, образуется на внутренней стенке экструзионного канала в связи с тем, что вязкость экструзионного раствора зависит от температуры. Это приводит к позитивным изменениям скорости экструзионного раствора внутри экструзионного канала 8 и процесса экструзии таким образом, что достигается улучшение способности не образовывать петли и уменьшение тенденции к фибрилляции по сравнению с известными из уровня техники процессами. Экструзионный раствор экструдируется в экструзионном канале 8, откуда он выходит в форме прядильного волокна 11 в воздушный промежуток 12. Воздушный промежуток 12 имеет высоту Н в направлении движения S экструзионного раствора. В экструзионной головке 6 воздух 13 направляется с большой скоростью вдоль непрерывной формовки 11 соосно с экструзионным раствором. Скорость потока воздуха 13 может быть больше скорости vE экструзии прядильного волокна, с которой непрерывная формовка выходит из отверстия 10 экструзионного канала. Это приводит к тому, что продольное усилие, с помощью которого непрерывная формовка может протягиваться, действует на пограничную поверхность между непрерывной формовкой 11 и воздухом 13. После прохождения воздушного промежутка 12 непрерывная формовка входит в зону 14 коагуляционной ванны, где она смачивается коагуляционным раствором. Смачивание может осуществляться с помощью распыляющего или контактного устройства (не показано на чертеже) или, в альтернативном случае, непрерывная формовка 11 может погружаться в коагуляционную ванну. Экструзионный раствор стабилизируется с помощью коагуляционного раствора. После зоны 14 коагуляционной ванны непрерывная формовка 11 вытягивается вытяжным блоком 15 с вытяжной скоростью vA, после чего проходит через дальнейшие этапы процесса, которые здесь не показаны. Различные дополнительные средства могут устанавливаться 8 между зоной 14 коагуляционной ванны и вытяжным блоком 15. Например, непрерывная формовка 11 может промываться и прессоваться. Для экструзии экструзионного раствора указанный экструзионный раствор предварительно нагревается до температуры, при которой может подвергаться экструзии через экструзионный канал 8 и отверстие 10 экструзионного канала, сохраняя свою форму. После экструзии непрерывная формовка 11 должна охлаждаться в воздушном промежутке 12. Для этого должен создаваться тепловой поток, направленный от непрерывной формовки 11 в воздушный промежуток 12. Механические свойства непрерывной формовки 11 в решающей степени зависят от этапов способа, осуществляемых непосредственно перед или непосредственно после экструзии. Способность не образовывать петли может быть улучшена, а тенденция к фибрилляции уменьшена, когда плотность Q теплового потока регулируется по формуле гдеявляется отношением длины L экструзионного канала 8 к его диаметру D, а контрольный параметрравен по меньшей мере 0,1. Параметр= L/D может принимать значение от 2 до 150, преимущественно от 50 до 100. В приведенной выше формулеявляется контрольным параметром, значение которого по меньшей мере 0,1. В другом примере значение контрольного параметраможет быть по меньшей мере 0,2. Преимущественно контрольный параметрравен по меньшей мере 0,5, а в соответствии с особо преимущественным примером равен по меньшей мере 1. Плотность Q теплового потока представляет величину потока тепла в Вт/мм 3, отнесенного к единице объема пространства воздушного промежутка, значение которой существенно усредняется по высоте Н воздушного промежутка 12. Плотность теплового потока является количеством теплоты, вводимой прядильной массой в пространство воздушного промежутка в непосредственном окружении волокна. Пространство воздушного промежутка отсчитывается от отверстия 10 экструзионного канала и представляет собой балансный объем V вокруг непрерывной формовки 11 в воздушном промежутке 12. В пространстве V воздушного промежутка тепловой поток, приносимый непрерывной формовкой 11, балансируется теплотой,уходящей из пространства воздушного промежутка. В этом тепловом балансе теплота, рассеивающаяся от непрерывной формовки и уходящая из балансного объема и неподвижного 9 или движущегося воздуха 13, который окружает непрерывную формовку 11 в воздушном промежутке 12, а также излучаемое тепло должны приниматься в расчет как отрицательные тепловые потоки. В случае, когда экструзионные, или прядильные, головки 6 выполняются с большим числом экструзионных каналов 8, балансные объемы отдельных экструзионных каналов 8 граничат друг с другом, и потому тепловые потоки отдельных непрерывных формовок влияют друг на друга. Взаимное влияние близко соседствующих непрерывных формовок принимается в расчет в процессе управления в соответствии с данным изобретением. Плотность Q теплового потока существенно определяется температурой воздуха, а также температурой и количеством теплоты, привносимой непрерывной формовкой. В данном примере разность температур Т = ТЕ - TL между температурой ТЕ экструзионного раствора и температурой TL воздуха регулируется по формуле где m - плотность потока экструзионного раствора через отверстие экструзионного канала,г/с,cЕ - удельная теплоемкость экструзионного раствора, Дж/гК,d - плотность отверстий экструзионного канала, количество отверстий на мм 2 и Н - длина воздушного промежутка 12, мм. Регулироваться может либо температура ТЕ непрерывной формовки или температура TL воздуха 13, или могут регулироваться обе температуры одновременно. Кроме того, все другие факторы, входящие в формулу, могут использоваться для управления процессом прядения. В дополнение к изменению плотности теплового потока или взамен этого изменения может регулироваться среднее ускорениенепрерывной формовки 11 в м/с 2 в воздушном промежутке 12 таким образом, чтобы оно соответствовало формуле гдеявляется отношением длины экструзионного канала 8 к его диаметру (L/D). Значение контрольного параметрасоставляет по меньшей мере 0,3. В другом варианте значение контрольного параметраможет быть по меньшей мере 0,6. Преимущественно контрольный параметрравен по меньшей мере 1,5, а в соответствии с особо преимущественным примером он равен по меньшей мере 2,2. 10 Среднее ускорениенепрерывной формовки 11 в м/с 2 в воздушном промежутке 12 представляет собой ускорение, которое усредняется по существенной части высоты Н воздушного промежутка. Ускорениеможно регулировать изменением скорости потока воздуха 13, скорости vE экструзии экструзионного раствора 2 в отверстии 10 экструзионного канала или вытяжной скорости vA вытяжного блока 15. Возможно также осуществлять произвольные комбинации изменений этих скоростей. Для определения скорости воздуха 13 может использоваться датчик 16. Таким же образом датчик 17 может устанавливаться для определения скорости vE экструзии и датчик 18 - для определения скорости vA вытяжки. Выходные сигналы датчиков 16, 17 и 18 представляют скорости, определяемые этими датчиками. Эти сигналы в форме электрических сигналов поступают на контроллер 19, который обрабатывает эти сигналы и формирует управляющий сигнал 20. Этот управляющий сигнал 20 может направляться насосу 3 для регулировки скорости vE экструзии прядильного материала, подаваемого к экструзионной головке 6. Датчик 17 может также использоваться в комбинации с прецизионным прядильным насосом (не показан на чертеже), который интегрирован с экструзионной головкой 6. Управляющий сигнал 20 может также направляться двигателю 21, использующемуся для вытяжного блока 15, чтобы регулировать скорость vA вытяжки. Наконец,управляющий сигнал 20 может направляться средству подачи воздуха (не показано на чертеже) с тем, чтобы регулировать скорость воздуха 13. Таким способом может быть установлена цепь обратной связи для контроля ускорения . Скорость vE экструзии может регулироваться независимо или совместно со скоростьюvA. В случае примера, соответствующего чертежу, переход от одного режима регулирования скорости к другому, между регулированием одной скорости vE экструзии, одной скорости vA вытяжки или комбинированного регулирования обеих скоростей, может производиться таким образом, что выполняется соотношение где Н является высотой воздушного зазора, акорректирующим коэффициентом, имеющим значение от 7 до 7,4. Значение корректирующего коэффициента может, в частности, быть 7,2. В этом примере конвейерное средство 25 показано между воздушным промежутком 12 или, точнее, зоной 14 коагуляционной ванны и вытяжным блоком 15. Это необязательное конвейерное средство 25 перемещает непрерывную формовку к вытяжному блоку 15 существенно без приложения усилия. Для этой цели может использоваться конвейерное средство 25 вибрационного типа, при 11 этом непрерывная формовка осторожно перемещается колебательными движениями в опорной и перемещающей поверхности 26. Скорость перемещения конвейерным средством 25 существенно ниже, чем скорость экструзии vE или скорость vA вытяжки, которые приблизительно равны. Таким образом, конвейерное средство 25 служит буфером, на который непрерывная формовка укладывается в геометрическом порядке в виде стопки 27 прежде, чем она вытягивается вытяжным блоком 15. Благодаря соответствующим датчикам (не показаны на чертеже) скорость передвижения конвейерного средства 25 может регулироваться в зависимости от среднего ускоренияв воздушном промежутке. Благодаря тому, что непрерывная формовка 11 движется в этой части, где указанная непрерывная формовка стабилизируется после экструзии без приложения продольного усилия,снова улучшается способность не образовывать петли и существенно уменьшается тенденция к фибрилляции. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ экструзии непрерывной формовки с использованием экструзионного раствора, в частности экструзионного раствора, содержащего целлюлозу, воду и третичный аминоксид,указанный способ включает следующие этапы: подачу экструзионного раствора через экструзионный канал, имеющий определенную длину и определенный диаметр, к отверстию экструзионного канала; экструзию экструзионного раствора через отверстие экструзионного канала для формирования экструзионной непрерывной формовки; подачу экструзионной непрерывной формовки через воздушный промежуток, имеющий определенную высоту воздушного промежутка; ускорение непрерывной формовки в воздушном промежутке; отличающийся следующим этапом способа: управлением ускорения непрерывной формовки (11), которое усредняется существенно по отношению к высоте (Н) воздушного промежутка и выражается значением гдеявляется отношением длины (L) к диаметру (D) экструзионного канала (8) и где значение контрольного параметрасоставляет по меньшей мере 0,3. 2. Способ в соответствии с п.1, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 0,6. 3. Способ в соответствии с п.2, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 1,5. 12 4. Способ в соответствии с п.3, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 2,2. 5. Способ в соответствии с одним из предшествующих пп.1-4, отличающийся следующим этапом: управлением скоростью vE экструзии непрерывной формовки (11) через отверстие(10) экструзионного канала в зависимости от среднего значения ускорения . 6. Способ в соответствии с одним из предшествующих пп.1-5, отличающийся следующим этапом: перемещением экструзионной непрерывной формовки (11) при отсутствии напряжения на конвейерном средстве (25) к вытяжному блоку (15), указанное конвейерное средство (25) устанавливается после воздушного промежутка(12) или зоны (14) коагуляционной ванны. 7. Способ в соответствии с п.6, отличающийся следующим этапом: управлением скоростью конвейерного средства (25) в зависимости от указанного среднего ускорения . 8. Способ в соответствии с одним из предшествующих пп.1-7, отличающийся следующим этапом: вытяжкой экструзионной непрерывной формовки (11), когда она уже прошла воздушный промежуток (12), при помощи вытяжного блока (15) со скоростью вытяжки vA. 9. Способ в соответствии с п.8, отличающийся следующим этапом: управлением скоростью вытяжки vA экструзионной непрерывной формовки (11) вытяжного блока (15) в зависимости от среднего ускорения . 10. Способ в соответствии с одним из предшествующих пп.1-9, отличающийся следующим этапом: управлением скоростью экструзии vE экструзионной непрерывной формовки (11) через отверстие (10) экструзионного канала и/или скоростью вытяжки vA экструзионной непрерывной формовки (11) вытяжным блоком (15) в соответствии со следующей формулой: где Н - высота воздушного промежутка и- корректирующий коэффициент, имеющий значение от 7 до 7,4. 11. Способ в соответствии с п.10, отличающийся тем, что значение корректирующего коэффициентаравно приблизительно 7,2. 12. Способ в соответствии с одним из предшествующих пп.1-11, отличающийся следующим этапом: перемещением экструзионной непрерывной формовки (11) после выхода из отверстия экструзионного канала в воздушный промежуток (12) с помощью воздушного потока, протекающего вокруг непрерывной формовки в направлении экструзии, причем скорость воздуха (13) превышает скорость экструзии непрерывной формовки (11). 13. Способ в соответствии с п.12, отличающийся следующим этапом: управлением скоростью воздуха (13) в зависимости от среднего ускоренияв воздушном промежутке. 14. Способ в соответствии с одним из предшествующих пп.1-13, отличающийся следующим этапом: управлением плотностью теплового потока Q, который существенно усредняется по высоте воздушного промежутка до следующего значения: где- отношение длины к диаметру экструзионного канала и где значение контрольного параметрасоставляет по меньшей мере 0,1. 15. Способ в соответствии с п.14, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 0,2. 16. Способ в соответствии с п.15, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 0,5. 17. Способ в соответствии с п.16, отличающийся тем, что значение контрольного параметрасоставляет по меньшей мере 1,0. 18. Способ в соответствии с пп.14-17, отличающийся следующим этапом: управлением температурой ТЕ экструзионного раствора в зависимости от плотности Q теплового потока. 19. Способ в соответствии с пп.14-18, отличающийся следующим этапом: управлением температурой TL воздуха, окружающего экструзионную формовку (11) в воздушном промежутке (12), в зависимости от плотности Q теплового потока. 20. Способ в соответствии с одним из предшествующих пп.1-19, отличающийся следующим этапом: управлением разностью температур Т = ТЕ - TL между температурой ТЕ экструзионного раствора и температурой TL воздуха, окружающего экструзионную формовку (11) в воздушном промежутке (12), до значения 14 где m - масса потока экструзионного раствора через отверстие экструзионного канала, г/с,cЕ - удельная теплоемкость экструзионного раствора, Вт/мм 3,d - плотность отверстий на диске фильеры,количество отверстий на мм 2 и Н - длина воздушного промежутка, мм. 21. Способ в соответствии с одним из пп.14-20, отличающийся тем, что температураTL изменяется, в то время как температура ТЕ поддерживается существенно постоянной. 22. Способ в соответствии с одним из пп.14-20, отличающийся тем, что температура ТЕ изменяется, в то время как температура TL поддерживается существенно постоянной. 23. Способ в соответствии с одним из предшествующих пп.1-22, отличающийся тем,что значениесоставляет по меньшей мере 2. 24. Способ в соответствии с п.21, отличающийся тем, что значениене более 150. 25. Способ в соответствии с п.22, отличающийся тем, что значениене более 100. 26. Способ в соответствии с одним из предшествующих пп.1-25, отличающийся тем,что удельная теплоемкость экструзионного раствора cЕ составляет не менее 2,1 Дж/гК. 27. Способ в соответствии с одним из предшествующих пп.1-25, отличающийся тем,что удельная теплоемкость экструзионного раствора cЕ составляет не менее 2,9 Дж/гК.
МПК / Метки
Метки: формовки, экструзии, способ, непрерывной
Код ссылки
<a href="https://eas.patents.su/8-4417-sposob-ekstruzii-nepreryvnojj-formovki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ экструзии непрерывной формовки</a>
Способ инжекционной формовки выдуванием.
Номер патента: 579
Опубликовано: 29.12.1999
Авторы: Такеути Сецуюки, Ибе Нобукуни
МПК: B29C 49/02
Метки: способ, формовки, выдуванием, инжекционной
Формула / Реферат:
1. Способ инжекционной формовки выдуванием, включающий инжекцию расплавленной смолы в инжекционную полость, образованную инжекционной формой, вырезной формой и инжекционным сердечником, для формирования заданной заготовки, формирование жесткого поверхностного слоя на внешней поверхности заготовки с сохранением внутреннего слоя заготовки в высокотемпературном состоянии, извлечение заготовки за горловую часть из инжекционной формы, перенесение...
Алюминиевый сплав с высокой коррозионной стойкостью, способностью к протяжке и экструзии
Номер патента: 3950
Опубликовано: 30.10.2003
Авторы: Доланн Оле, Фуру Тронн, Эуран Ларс
МПК: C22C 21/10
Метки: стойкостью, коррозионной, экструзии, высокой, сплав, алюминиевый, способностью, протяжке
Формула / Реферат:
1. Сплав на основе алюминия, стойкий к коррозии, содержащий, мас.%: кремний от 0,05 до 0,15, железо 0,06-0,35, марганец 0,01-1,00, магний 0,15-0,30, цинк 0,05-0,70, хром 0-0,25, цирконий 0-0,20, титан 0-0,25, медь 0-0,10, другие примеси до 0,15, каждая из которых не превышает 0,03 мас.%, остальное - алюминий. 2. Сплав по п.1, который содержит 0,50-0,70 мас.% марганца. 3. Сплав по п.2, который содержит 0,62-0,70 мас.% марганца. 4. Сплав по любому...
Твердые смеси циклодекстринов, полученные путем экструзии в расплаве
Номер патента: 1456
Опубликовано: 23.04.2001
Авторы: Петерс Жозеф, Веррек Гер, Бар Льевен Эльвир Колетт
МПК: A61K 47/48
Метки: путем, расплаве, циклодекстринов, твердые, экструзии, смеси, полученные
Формула / Реферат:
1. Способ получения твердой смеси, содержащей один или несколько циклодекстринов и один или несколько активных ингредиентов, отличающийся тем, что указанный способ включает стадию экструзии в расплаве, включающую следующие подстадии: а) смешивание одного или нескольких циклодекстринов с одним или несколькими активными ингредиентами, не проявляющими значительного разложения при температурах, требуемых для того, чтобы расплавить и экструдировать...
Способ получения лимонной кислоты и ее солей путем периодической и непрерывной ферментации гриба aspergillus niger
Номер патента: 3211
Опубликовано: 27.02.2003
Авторы: Буторова Ирина Анатольевна, Авчиева Пенкер Бабаевна
МПК: C12R 1/685, C12P 7/48
Метки: ферментации, niger, непрерывной, кислоты, aspergillus, лимонной, путем, периодической, способ, солей, получения, гриба
Формула / Реферат:
1. Способ производства лимонной кислоты и ее солей путем ферментации гриба Aspergillus niger ВКПМ F-718, включающий стадию подготовки посевного материала, последующее культивирование указанного гриба в питательной среде, содержащей источник углерода, азота, фосфора и микроэлементы, и выделение целевого продукта, отличающийся тем, что на стадии подготовки посевного материала в качестве наполнителя конидий используют композицию, включающую...
Регенерационное устройство (варианты) и способ непрерывной регенерации твердого гранулированного материала из бурового раствора
Номер патента: 3226
Опубликовано: 27.02.2003
Автор: Соутолл Рики
Метки: варианты, бурового, твердого, материала, гранулированного, непрерывной, способ, раствора, регенерации, устройство, регенерационное
Формула / Реферат:
1. Регенерационное устройство, отличающееся тем, что оно содержит регенерационную установку, снабженную регенерационным баком, имеющим полость, основание с наклонными поверхностями, расположенными обращенными к полости, по крайней мере, одно впускное отверстие и, по крайней мере, одно выпускное отверстие, по крайней мере, одним средством возбуждения внутри упомянутой полости регенерационного бака силы содействия разделению компонентов смеси...
Предыдущий патент: Способ деформации емкости, предназначенной для вторичной переработки
Следующий патент: Автоматическое создание штрихового кода для передачи и поиска данных
Случайный патент: Подвижный, самоподъемный искусственный рабочий остров с модульным корпусом