Способ инжекционной формовки выдуванием.
Формула / Реферат
1. Способ инжекционной формовки выдуванием, включающий инжекцию расплавленной смолы в инжекционную полость, образованную инжекционной формой, вырезной формой и инжекционным сердечником, для формирования заданной заготовки, формирование жесткого поверхностного слоя на внешней поверхности заготовки с сохранением внутреннего слоя заготовки в высокотемпературном состоянии, извлечение заготовки за горловую часть из инжекционной формы, перенесение заготовки в форму для формовки выдуванием и выдувание в пустотелое формованное изделие, корпусная часть которого является сверхтонкой, отличающийся тем, что формирование жесткого поверхностного слоя на внешней поверхности заготовки осуществляют без увеличения его толщины путем существенного сокращения времени охлаждения заготовки, а формовку заготовки выдуванием осуществляют в момент, когда температура поверхности заготовки повышается из-за ее собственной внутренней теплоты и достигает пика температуры, которая является более высокой, чем температура стеклования.
2. Способ по п.1, отличающийся тем, что после инжекции расплавленной смолы в инжекционную полость в зазор между заготовкой в расплавленном состоянии и инжекционным сердечником нагнетают при заданном давлении газ для отделения внутренней поверхности заготовки от поверхности сердечника прижатия заготовки к поверхности инжекционной формы для существенно быстрого охлаждения наружной поверхности заготовки.
3. Способ по п.1 или 2, отличающийся тем, что формовку заготовки из полиэтилентерефталата осуществляют выдуванием в пустотелое формованное изделие, у которого корпусная часть является сверхтонкой с толщиной 0,07-0,15 мм, в момент, когда температура поверхности заготовки, которая растет из-за ее собственной внутренней теплоты, находится в области высоких температур и составляет примерно 105шС и выше, а выемку заготовки осуществляют, когда температура поверхности заготовки непосредственно после выемки из формы составляет около 70шС.
Текст
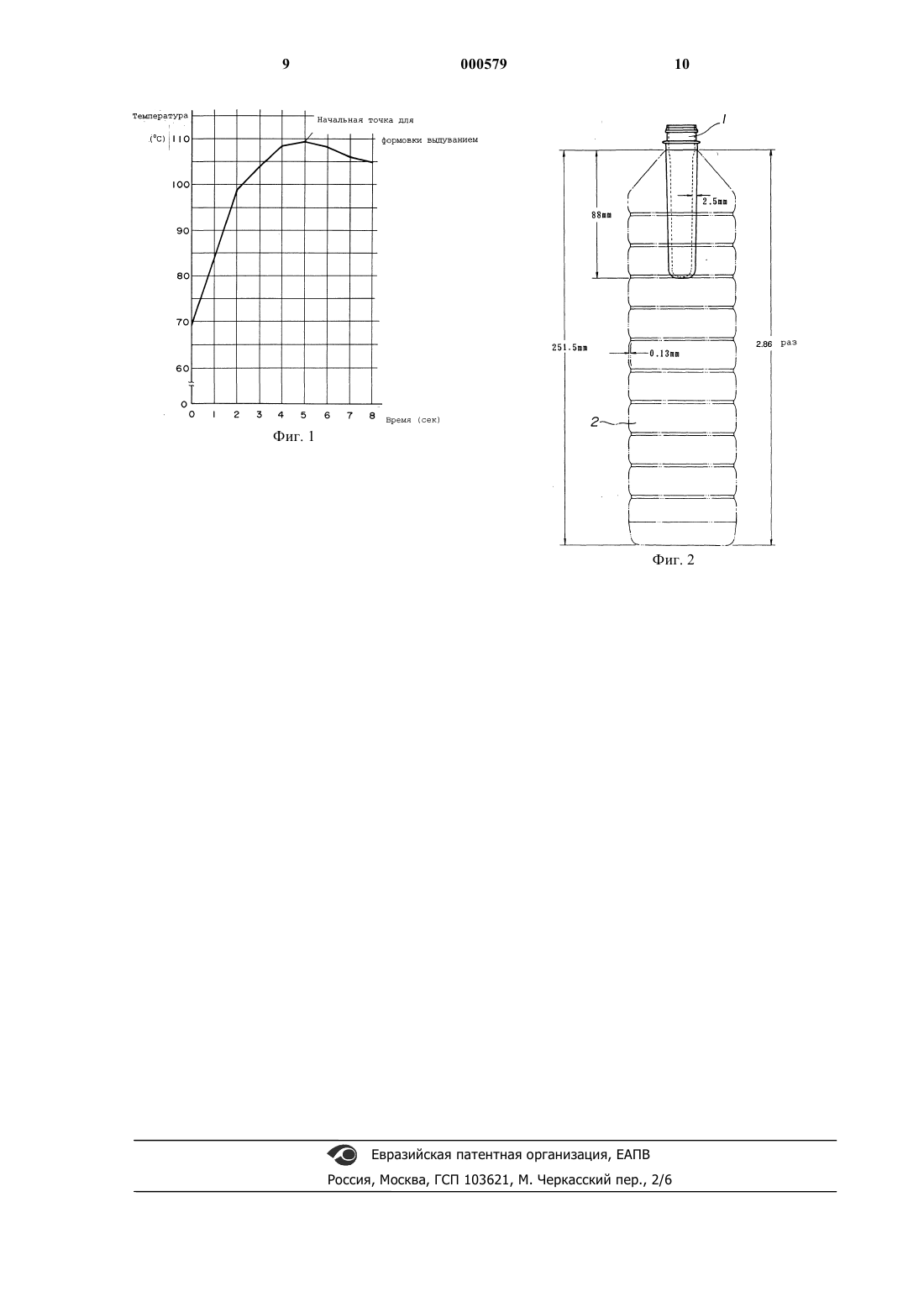
1 Изобретение относится к способу непрерывно осуществляемой инжекционной формовки заготовки, формируемой из синтетической смолы, и формовки выдуванием пустотелого формованного изделия, у которого наибольшая часть, такая как корпусная часть, является сверхтонкой. Известен способ инжекционной формовки выдуванием, при котором инжекционно формованную заготовку поддерживают за ее горловую часть посредством вырезной формы и переносят ее непосредственно в пустотелую форму для осуществления формовки выдуванием. Известен трехстадийный способ инжекционной формовки выдуванием, включающий инжекцию расплавленной смолы в инжекционную полость, образованную инжекционной формой,вырезной формой и инжекционным сердечником, для формирования заданной заготовки,формирование жесткого поверхностного слоя на внешней поверхности заготовки, с сохранением внутреннего слоя заготовки в высокотемпературном состоянии, извлечение заготовки за горловую часть из инжекционной формы, перенесение заготовки в форму для формовки выдуванием и выдувание в пустотелое формованное изделие, корпусная часть которого является сверхтонкой (патент JP4-214322 или ЕР 454997 А 1). Этот способ формовки является очень эффективным для формовки выдуванием формованных изделий, таких как бутылка, включающих корпусную часть, имеющую среднюю толщину 0,2-0,35 мм. Однако возникают трудности при выдувании сверхтонкого формованного изделия, имеющего корпусную часть в 0,15 мм или тоньше, при более высокой степени растяжения. Для формовки выдуванием формованного изделия используется толстая и короткая заготовка, что требует высокой степени растяжения. Однако, для полиэтилентерефталата или ему подобного материала необходимо время для того, чтобы охладить заготовку в инжекционной форме, когда заготовка имеет повышенную толщину, и кристаллизация заготовки вызывает помутнение. В случаях способа формовки заготовок с охлаждением, при котором заготовку охлаждают до комнатной температуры, а затем повторно нагревают для формовки выдуванием,или способа с контролем температуры, при котором заготовку при высокой температуре далее нагревают для контроля ее температуры перед выдуванием, эта кристаллизация не вызывает особых проблем, поскольку заготовку обрабатывают посредством нагрева непосредственно перед выдуванием, так что толщина может быть заданной до 4,0 мм. Однако, в способе, где заготовку вынимают из формы при высокой температуре и непосредственно подвергают выдуванию, толщина является ограниченной до 3,0 мм из-за сильного влияния кристаллизации. Поэто 000579 2 му для толстой короткой заготовки является исключительно важным увеличение степени растяжения. Следовательно, в способе, где заготовку вынимают из формы при высокой температуре и непосредственно подвергают выдуванию, температура формовки ниже, чем температура при способах формовки, использующих способ формовки заготовок с охлаждением или способ с контролем температуры, поскольку выдувание осуществляют при поверхностной температуре заготовки, которая повышается из-за ее собственного внутреннего тепла до температуры,превышающей температуру стеклования (Тg), и именно тогда, когда заготовку выдувают, температура заготовки быстро уменьшается из-за увеличения площади поверхности в результате расширения при растяжении. Соответственно,имеется тенденция к тому, что отклонение по толщине или образование трещин вызывает формирование плохой формы, когда степень растяжения является такой, что температура в последней фазе расширения при растяжении значительно более низкая, чем температура стеклования. Такая температура формовки может достигать 95 С или выше благодаря сокращению времени охлаждения для контроля температуры поверхности непосредственно после выемки из формы до 70 С или выше. Тем не менее, пик температуры не достигает 100 С. Количество внутренней теплоты является недостаточным при 100 С или ниже, и его не хватает для растяжения и расширения заготовки в 13 и более раз. При формовке выдуванием подразумевается, что толщина основной части, например бутылки, может быть уменьшена посредством увеличения степени растяжения, в зависимости от толщины и температуры заготовки, полученной с помощью инжекционной формовки. Это уменьшение толщины является в высшей степени полезным для экономии материала и уменьшения отходов, а их последствия являются значительными как экономически, так и социально. Уменьшение толщины в высшей степени ухудшает прочность на изгиб и, следовательно, существует ограничение в использовании в качестве единого корпуса, однако, может существовать решение нового контейнера для упаковки,когда используется комбинация с картонным контейнером или ему подобным. С другой стороны, является сложным в процессе формовки,при котором инжекционно сформированная заготовка непосредственно подвергается формовке выдуванием, увеличить степень растяжения для формовки бутылки, чтобы иметь сверхтонкую основную часть, из-за комбинации упомянутого выше ограничения по толщине заготовки и по температуре формовки. Задачей настоящего изобретения является создание такого способа формовки выдуванием,который делает возможным производство пус 3 тотелого формованного изделия, имеющего толщину настолько сверхмалую, что оно может складываться, без увеличения толщины заготовки по сравнению с обычными, даже в способе, в котором заготовка, вынимаемая из формы при высокой температуре, непосредственно подвергается формовке выдуванием. Установлено, что толщина для возможно легкого изгиба вручную составляет 0,15 мм или меньше для пустотелых формованных изделий,таких как бутылки, у которых материалом для формовки является полиэтилентерефталат, и формовка упомянутой выше сверхтонкой бутылки может быть произведена, когда температура поверхности заготовки во время формовки выдуванием составляет 105 С или выше для полиэтилентерефталата, даже для заготовки,которая вынимается из формы при высокой температуре, и у которой толщина ограничена. Однако, было обнаружено, что не все возможно в области высоких температур порядка 105 С или выше, и что это возможно только в определенных условиях. В настоящем изобретении сверхтонкой считается толщина 0,15 мм или тоньше в сравнении с толщиной (около 0,25-0,35 мм) основной части коммерчески доступных бутылок из ПЭТ. Эта задача достигается тем, что в способе инжекционной формовки вдуванием, включающем инжекцию расплавленной смолы в инжекционную полость, образованную инжекционной формой, вырезной формой и инжекционным сердечником, для формирования заданной заготовки, формирование жесткого поверхностного слоя на внешней поверхности заготовки, с сохранением внутреннего слоя заготовки в высокотемпературном состоянии, извлечение заготовки за горловую часть из инжекционной формы, перенесение заготовки в форму для формовки выдуванием и выдувание в пустотелое формованное изделие, корпусная часть которого является сверхтонкой, формирование жесткого поверхностного слоя на внешней поверхности заготовки осуществляют без увеличения его толщины путем существенного сокращения времени охлаждения заготовки, а формовку заготовки выдуванием осуществляют в момент,когда температура поверхности заготовки повышается из-за ее собственной внутренней теплоты и достигает пика температуры, которая является более высокой, чем температура стеклования. В частности, формовка выдуванием проводится в момент когда температура поверхности заготовки растет из-за ее собственной внутренней теплоты и составляет, по крайней мере, на 20 С или более выше, чем ее температура стеклования. Кроме того, после инжекции расплавленной смолы в инжекционную полость в зазор между заготовкой в расплавленном состоянии и 4 инжекционным сердечником возможно нагнетание при заданном давлении газа для отделения внутренней поверхности заготовки от поверхности сердечника и прижатия заготовки к поверхности инжекционной формы для существенно быстрого охлаждения наружной поверхности заготовки. Далее, формовка заготовки из полиэтилентерефталата может быть осуществлена выдуванием в пустотелое формованное изделие, у которого корпусная часть является сверхтонкой с толщиной 0,07-0,15 мм, в момент, когда температура поверхности заготовки, которая растет из-за ее собственной внутренней теплоты, находится в области высоких температур и составляет примерно 105 С и выше, при этом выемку заготовки осуществляют, когда температура поверхности заготовки непосредственно после выемки из формы составляет около 70 С. Сущность изобретения поясняется чертежами, где на фиг. 1 показана диаграмма изменения во времени температуры внешней поверхности после выемки из формы при высокой температуре заготовки, сформованной инжекционно с использованием полиэтилентерефталата; на фиг. 2 - заготовка и бутылка, формируемая выдуванием. Сначала температура инжекционной формы поддерживается такой, что температура ее верхней части является наиболее низкой, а температура ее нижней части является более низкой, чем таковая у ее средней части. Инжекционная форма в этом контролируемом и фиксированном состоянии и вырезная форма являются закрытыми. Далее, инжекционный сердечник,температура которого поддерживается такой,чтобы быть несколько выше, чем таковая у инжекционной формы, вставляется в инжекционную форму поверх вырезной формы для образования инжекционной полости. После закрытия формы полиэтилентерефталат в расплавленном состоянии инжектируется в рассмотренную выше инжекционную полость, охлажденную до 13 - 17 С, через ее дно из сопла для формирования заготовки, имеющей форму цилиндра с дном и с частью, подлежащей выдуванию, имеющей толщину 2,5 - 3,0 мм в среднем, за исключением горловой части и донной части, и с частью, подлежащей выдуванию,имеющей высоту около 90 мм. Сжатый воздух нагнетают инжекционно (около 8 кг/см 2) через верхушку или со стороны горла инжекционного сердечника непосредственно после того, как инжекция - наполнение завершается и начинается выдерживание, или во время выдерживания. Для заготовки в инжекционной форме непосредственно после начала выдерживания, охлаждение тонкой горловой части и донной части является опережающим из-за сочетания с толщиной. Внутренняя и внешняя поверхности,находящиеся в контакте с поверхностью инжек 5 ционной формы и с поверхностью инжекционного сердечника, уже начинают образовывать поверхностный слой из-за охлаждения. Внутренняя часть все еще находится в состоянии с высокой температурой, и находится в расплавленном или полурасплавленном состоянии. Соответственно, заготовка полностью находится в мягком состоянии и не завершена. чтобы выдерживать внешнее давление. Воздух, таким образом, входит в зазор между заготовкой и инжекционным сердечником, раздвигая заготовку в стороны. В результате, внутренняя поверхность, от горловой части до донной части заготовки, которая охлаждается и твердеет, отделяется от поверхности инжекционного сердечника, где производится разделение. Кроме того, заготовка отжимается от поверхности инжекционной формы из-за давления воздуха, нагнетаемого в зазор между инжекционным сердечником и заготовкой. Воздух в зазоре находится в разделяющем слое до тех пор, пока его подача не прекращается. Это делает внутреннюю поверхность заготовки отделенной от поверхности инжекционного сердечника и поддерживает внешнюю поверхность заготовки в плотном контакте с поверхностью инжекционной формы, в отличие от обычной инжекционной формовки. Следовательно, охлаждение наружной поверхности происходит положительно, и образуется желаемый поверхностный слой за время охлаждения в течение 3 с благодаря зависимости от толщины. Слой, формирующийся на наружной поверхности заготовки, становится жестким благодаря этому положительному охлаждению. При непрерывном охлаждении поверхностный слой распространяется на внутреннюю часть заготовки, увеличивая толщину и уменьшая количество внутренней теплоты. В этот момент, нагнетание воздуха прекращается, и заготовка вынимается из формы, когда поверхностный слой на наружной поверхности становится способным сохранять форму заготовки. Выемка из формы проводится в то время, когда прекращается охлаждение. Кроме того, выемка из формы предваряется удалением инжекционного сердечника. Впоследствии это делается с помощью удаления заготовки из инжекционной формы посредством рассмотренной выше вырезной формы, используемой для формирования горловой части заготовки. Хотя температура поверхности заготовки непосредственно после выемки из формы является равной или ниже, чем температура стеклования (около 70 С), из-за того, что она формируется в жесткую оболочку с помощью быстрого охлаждения, температура поверхности растет через короткое время, как показано на фиг. 1, поскольку ее внутренняя температура является высокой. Заготовка переносится в форму для формовки выдуванием с горловой частью,удерживаемой в вырезной форме, до того, как 6 достигается пик температуры. Заготовка растягивается в осевом направлении с помощью использования растягивающего стержня, и выдувающий воздух вводится для растяжения и расширения в 14 раз или более во время, когда ожидается достижение пика температуры(109 С) поверхности заготовки. Начало этого расширения с растяжением проводится в состоянии, при котором внутренняя часть при высокой температуре инкапсулирована с помощью поверхностных слоев внутренней и наружной поверхностей, и на этой стадии не ожидается никакой молекулярной ориентации. Площадь поверхности возрастает, а толщина уменьшается, сопровождаясь расширением при растяжении, так что температура заготовки становится близкой к температуре стеклования, поскольку она быстро охлаждается в процессе расширения при растяжении, как указывалось выше. В результате расширение при растяжении на последней стадии производится в области вблизи температуры стеклования, и,таким образом, оно является полностью молекулярно ориентированным, даже если температура в начале формовки составляет 105 С или выше. Кроме того, растяжение производится от состояния, где температура является низкой до состояния, где она является высокой для полиэтилентерефталата, даже если разница температур мала. Следовательно, он растягивается и расширяется, не вызывая отклонения толщины даже при высокой степени увеличения расширения при растяжении. Заготовка 1 таким образом формируется в прочную и сверхтонкую бутылку 2, имеющую толщину около 0,13 мм, как показано на фиг. 2. Эта бутылка 2 формируется так, что толщина донной части является тонкой, хотя и не такой тонкой, как корпусная часть, так что она может легко быть деформирована в плоскую, за исключением горловой части, и легко может быть возвращена в исходную форму, когда в нее вдувают воздух. Далее она легко может быть сложена или свернута, так что она может быть компактно уложена для транспортировки. Пример выполнения изобретения Материал для формовки: полиэтилентерефталат (продукт 9921W, Eastman KodakCompany). Размер заготовки: Высота (мм): Горловая часть 10,8 Растягиваемая часть 88,0 Наружный диаметр поперечного плоского сечения (мм): Горловая часть 19,0 Растягиваемая часть 18,9 Толщина (мм): Горловая часть 1,0 Растягиваемая часть 2,5 Диапазон толщины растягиваемых чacтей 7 Размер продукта: Объем 1028 см 3 Форма Прямоугольная бутылка Высота (мм): Горловая часть 16,0 Корпусная часть 251,5 Наружный диаметр поперечного плоского сечения (мм): Горловая часть 19,0 Корпусная часть 70(угол) Толщина (мм): Горловая часть 1,0 Корпусная часть 0,13 Отношение растяжения (осевое направление): 2,86 раза. Отношение площадей: 19,2 раза. Условия формирования заготовки Температура корпуса (средняя): 280 С. Температура формовки (измер. значение): Полость 16,8 С Сердечник 17,5 С Время инжекционного наполнения: 3,3 с. Давление воздуха при выемке из формы: 8 кг/см 2. Время охлаждения (после перемешивания): 2,4 с. Условия формовки выдуванием. Температура заготовки при выемке из формы: 68 С. Пиковая температура: 109 С. Время пика (после выемки из формы): 5 с. Температура заготовки при растяжении: 109 С. Время от выемки из формы до формовки растяжением: 5 с. Давление воздуха при выдувании (кг/см 2): Первичное давление 5 Вторичное давление 26 Температура формовки выдуванием: обычная температура. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ инжекционной формовки выдуванием, включающий инжекцию расплавленной смолы в инжекционную полость, образованную инжекционной формой, вырезной формой и ин 000579 8 жекционным сердечником, для формирования заданной заготовки, формирование жесткого поверхностного слоя на внешней поверхности заготовки с сохранением внутреннего слоя заготовки в высокотемпературном состоянии, извлечение заготовки за горловую часть из инжекционной формы, перенесение заготовки в форму для формовки выдуванием и выдувание в пустотелое формованное изделие, корпусная часть которого является сверхтонкой, отличающийся тем, что формирование жесткого поверхностного слоя на внешней поверхности заготовки осуществляют без увеличения его толщины путем существенного сокращения времени охлаждения заготовки, а формовку заготовки выдуванием осуществляют в момент, когда температура поверхности заготовки повышается из-за ее собственной внутренней теплоты и достигает пика температуры, которая является более высокой, чем температура стеклования. 2. Способ по п.1, отличающийся тем, что после инжекции расплавленной смолы в инжекционную полость в зазор между заготовкой в расплавленном состоянии и инжекционным сердечником нагнетают при заданном давлении газ для отделения внутренней поверхности заготовки от поверхности сердечника прижатия заготовки к поверхности инжекционной формы для существенно быстрого охлаждения наружной поверхности заготовки. 3. Способ по п.1 или 2, отличающийся тем,что формовку заготовки из полиэтилентерефталата осуществляют выдуванием в пустотелое формованное изделие, у которого корпусная часть является сверхтонкой с толщиной 0,070,15 мм, в момент, когда температура поверхности заготовки, которая растет из-за ее собственной внутренней теплоты, находится в области высоких температур и составляет примерно 105 С и выше, а выемку заготовки осуществляют, когда температура поверхности заготовки непосредственно после выемки из формы составляет около 70 С.
МПК / Метки
МПК: B29C 49/02
Метки: способ, выдуванием, инжекционной, формовки
Код ссылки
<a href="https://eas.patents.su/6-579-sposob-inzhekcionnojj-formovki-vyduvaniem.html" rel="bookmark" title="База патентов Евразийского Союза">Способ инжекционной формовки выдуванием.</a>
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Кода Хидеаки, Накадзима Хисаси
МПК: B29C 45/00
Метки: формовочной, изготовления, заготовки, способ
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.