Контейнер и способ его изготовления
Формула / Реферат
1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, имеющее упор для жесткой фиксации закрывающего элемента внутри указанного отверстия, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что на первой стадии изготавливают заготовку контейнера в виде трубы с закрытым концом, имеющей наружный, как правило, радиальный фланец у горловины, часть верхней поверхности которого предназначена для образования внутреннего отверстия, причем одновременно формируют упор в виде выступа или углубления в указанной поверхности, на второй стадии внешнюю периферийную часть фланца удерживают неподвижно, при этом трубу при повышенной температуре вытягивают под действием перепада давлений, перемещающего вниз и наружу внутреннюю часть фланца и превращающего упомянутую верхнюю поверхность из поверхности, направленной вверх, в канал, образующий входное отверстие с упором.
2. Способ изготовления контейнера по п.1, отличающийся тем, что формование заготовки контейнера на первой стадии осуществляют с помощью пресс-формы, состоящей из двух частей, одна из которых снабжена стержнем, впоследствии извлекаемым через указанное отверстие.
3. Способ изготовления контейнера по п.2, отличающийся тем, что формование заготовки контейнера осуществляют путем литья под давлением методом впрыска.
4. Способ изготовления контейнера по пп.1, 2, или 3, отличающийся тем, что преобразование заготовки контейнера в готовый контейнер осуществляют на второй стадии формованием раздувом через входное отверстие.
5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что упор в заготовке контейнера выполняют в виде спирали или частичной спирали, образующей в готовом контейнере винтовую резьбу.
6. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде, по крайней мере, одного углубления L-образной формы, образующего часть байонетного замка.
7. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде, по крайней мере, одного выступа, образующего часть байонетного замка.
8. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде круглого кольца для фиксации шарика.
9. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что заготовку контейнера выполняют, как правило, с цилиндрическим фланцем на радиальном фланце, выступающим вниз и охватывающим открытый конец трубы.
10. Способ изготовления контейнера по п.9, отличающийся тем, что нижняя поверхность внутренней части радиального фланца при его деформировании по направлению вниз и наружу под действием расширения трубы взаимодействует с внутренней частью цилиндрического фланца.
11. Способ изготовления контейнера по п.10, отличающийся тем, что в готовом контейнере упомянутая нижняя поверхность скреплена с цилиндрическим фланцем.
12. Способ изготовления контейнера по п.10 или 11, отличающийся тем, что при изготовлении используют прозрачный материал, при этом полоску с информацией, предусмотренную на внутренней стороне цилиндрического фланца заготовки контейнера и читаемую сквозь него, крепят посредством деформации части радиального фланца.
13. Способ изготовления контейнера по любому из пп.10-12 с подчинением п.4, отличающийся тем, что внешнюю периферийную часть фланца выполняют в виде обода, выступающего уступом поверх цилиндрического фланца, нижняя поверхность которого образует средство для размещения заготовки контейнера во время процесса формования раздувом, а внутренняя часть образует опору иглы для раздувки.
14. Контейнер, отличающийся тем, что он изготовлен способом по любому из предыдущих пунктов.

Текст
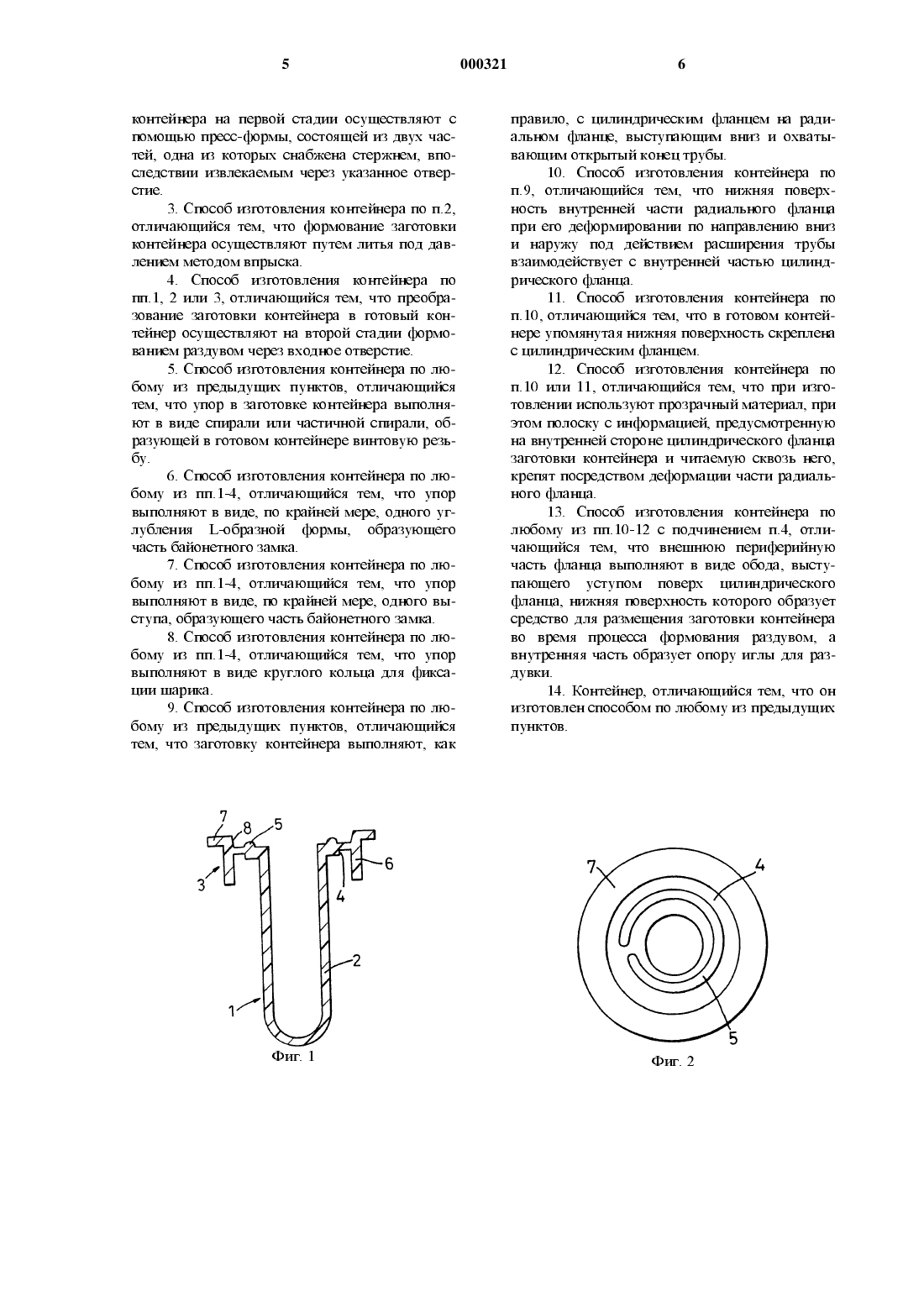
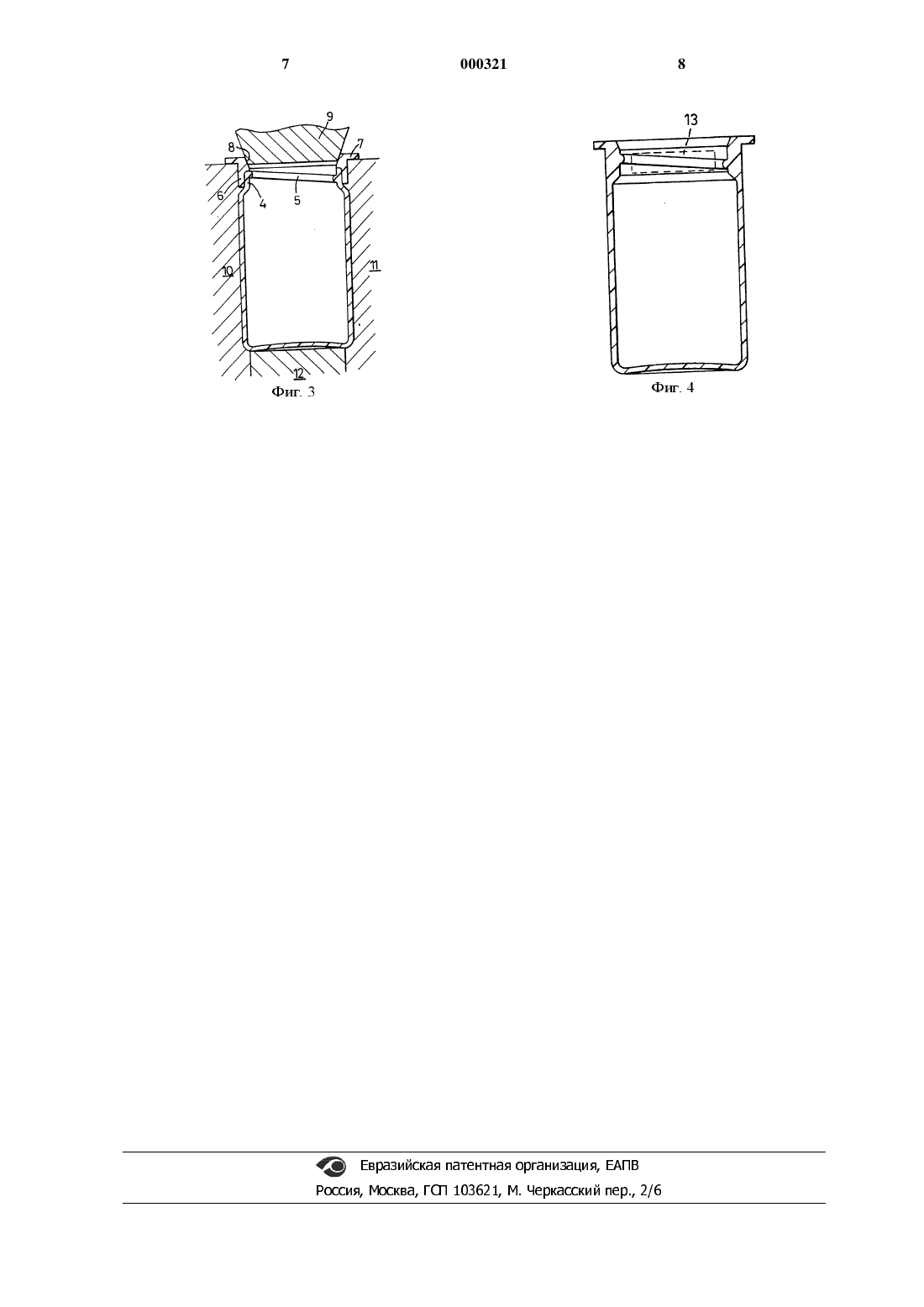
(54) КОНТЕЙНЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ Ф Приоритетныеданные: (56) ЕрА 0329383Настоящее изобретегше относится к контейнерам И В ОСНОВНОМ К ТСМ, КОТОрЫС ИМСЮТ ЗЛСМСНТЫ типа КрЫШКИ, ВСТЗВЛЯСМОЙ ВНУТрЬ отверстия и способной поворачиваться, осуществляя запирание в нужном месте.Это требует наличия внутренней резьбы или некоего подреза, а наряду с необходимостью конструирования пресс-формы, впоследствии возникают проблемы изготовления, которые сложно и дорого решаются. В некоторых случаях решение таких проблем считается невозможНЬ 1 М. ИНСТрУМСНТЫ СТОЯТ СЛИШКОМ ДОрОГО, И поэтому необходимо для отвинчивания либо приспособить стержень, имеющий указанную резьбу, либо подрез или еще что-нибудь, позволяющее вытащить указанный стержень. Были попытки просто непосредственно вытаскивать стержень, надавливая на пластик сбоку, но это часто приводило к повреждению пластика.Задачей настоящего изобретения является создание такого контейнера, который можно изготовить гораздо проще.В СООТВСТСТВИИ С ОДНИМ ИЗ вариантов настоящего изобретения предлагается способ изготовления контейнера, доступ в который осуществляется через отверстие, имеющее упор для жесткого фиксирования элемента трша крышки внутри упомянутого отверстия, причем материал, из которого выполнен контейнер, должен быть склонен к деформации при нагревании, на первом этапе которого заготовка контейнера формируется с поверхностью, которая должна создать внутреннюю часть отверстия, направленной наружу, причем одновременно на или в этой поверхности формируется упор, а на втором этапе которого происходит деформация материала, из которого выполняется отверстие при повышенной температуре, в результате чего упомянутая поверхность превращается из обращенной наружу в канал, обеспечивающий отверстие с упором.Здесь и далее по тексту следует сделать допущение, что как заготовка контейнера, так и готовый контейнер направлены вверх, при этом В НЗИВЫСШСЙ ТОЧКС НЗХОДИТСЯ ОТВСрСТИС.Формировать заготовку контейнера на первом этапе удобно путем литья под ДЗВЛСНИем методом впрыска с помощью внутреннего стержня пресс-формы, который впоследствии можно извлечь через отверстие, в то время как преобразование из заготовки контейнера в готовый контейнер на втором этапе желательно осуществлять путем формования раздувом через указанное отверстие, хотя, по крайней мере,некоторые из деформаций или растяжений, характерных для этого процесса, можно достичь МСХЗНИЧССКИМ ПУТСМ.Упор в заготовке контейнера может быть ВЫПОЛНСН В ВИДС спирали ИЛИ В ВИДС ЧЗСТИЧНОЙ спирали для того, чтобы образовывать винтовую резьбу в готовом контейшере. В альтернативном варианте может быть, по крайней мере, 000321одно Ь-образное углубление, образующее охватывающую деталь байонетного замка, или, по крайней мере, один выступ, образующий охватываемую деталь байонетного замка. В другом варианте упором является кольцо, в которое упирается шар, как, например, в шариковых дезодорантах.В предпочтительном варианте материал, из которого образуется отверстие, обычно изначально шиеет радиальный фланец в области горловины с закрытого края трубы, а указанная поверхность является верхней поверхностью этого фланца. Может быть предусмотрен также цилиндрический фланец по периферии радиального фланца, направленный вниз и охватЬ 1 вающий трубу с открытой стороны. На втором этапе радиальный фланец деформируется по направлению вниз и приобретает, как правило, цилиндрическую конфигурацию, так, что его нижняя поверхность обращена наружу и взаимодействует с внутренней частью цилиндрического фланца. В готовом контейнере они склеиваются вместе. Спираль (если речь идет об упоре) превращается в винтовую резьбу на внутренней стороне отверстия.При такой компоновке и при условии, что материал, из которого изготовлен контейнер,является прозрачным, полоска с информацией может быть расположена на внутренней стороне цилиндрического фланца заготовки контейнера так, чтобы ее можно было прочесть через него,причем эту полоску можно удерживать радиальным деформированным фланцем.Обычно имеется обод, выступающий за радиальный и цилиндрический фланцы, причем его нижняя сторона создает возможность расположения заготовки контейнера во время формования раздувом, в то время как его внутренняя сторона служит опорой для иглы для раздува.В соответствии с другим вариантом изобретения предлагается контейнер, изготавливаемый способом, описанным выше.Для лучшего понимания данного изобреТСНИЯ ШБКС ОПИСЗН ОДИН ИЗ вариантов В КЗЧССТВС примера со ссылками на сопроводительные черТСЯСИ, на КОТОРЫХ:фиг. 1 представляет собой осевое сечение заготовки контейнера с иглой для раздувки для формования раздувом;фиг. 3 - осевое сечение контейнера в прессформе, вытянутого с помощью формования раздувом из заготовки, соответствующей фиг. 1; ифиг. 4 - осевое сечение готового контейнера, извлекаемого из пресс-формы.Заготовка 1 или контейнер в его первонаЧЗЛЬНОМ ВИДС ВЫПОЛНСН ИЗ ПЛЗСТИКОВОГО МЗТСриала ПУТСМ ЛИТЬЯ ПОД ДЗВЛСНИСМ МСТОДОМ впрыска. Его форма такова, что для извлечения заготовки после разъема пресс-формы требуется всего лишь раздвинуть все ее детали вдоль оси.Здесь нет никаких подрезов, усложняющих конструкцию пресс-формы.Для более подробной информации следует указать, что заготовка имеет корпус 2 в виде пробирки и у горловины этой пробирки вЬ 1 ступающее наружу кольцо 3. Это кольцо состоит из радиального фланца 4, по нижней его части,утолщая ее относительно радиальной внутренней части кольца, и снабжено спиральным буртиком 5 по внешней поверхности. По внешней периферии фланца 4 имеется следующий цилиндрический фланец 6, выступающий вниз,образуя юбку вокруг верхней части корпуса 2. Над ним выступает вверх и наружу обод 7,внутренняя поверхность которого имеет небольшую конусность. Это создает опору для иглы для раздувки 9 пресс-формы.После литья под давлением методом впрыска заготовка, будучи все еще горячей, переносится к пресс-форме. Пресс-форма состоит из двух половин 10 и 11 и нижнего вкладыша 12. Обод 7 опирается на край полости, образуемой половинами 10 и 11, и фланец 6 плотно садится в зев указанной полости. Эти детали остывают быстрее, чем остальные и поэтому отверждаются достаточно для того, чтобы создать жесткую опору и базирование. Игла для раздувки 9 наглухо закрывает (герметизирует) поверхность 8,причем ее торцевая поверхность находится непосредственно над спиральным буртиком 5 так,что эта верхняя поверхность фланца будет подвергаться воздействию сжатого воздуха, вводимого во время процесса формования раздувом. Непосредственный контакт иглы для раздувки с пластиковым материалом помогает процессу местного охлаждения и отверждения. При таком захвате заготовки вводится воздух под давлениСМ ДЛЯ ВЬТТЯЖСНИЯ ВССХ ОСТЗЮЩИХСЯ МЯГКИМИ деталей корпуса 2. Во время этою вытяжения фланец 4 перемещается вниз вокруг его соединения с фланцем 6 и ободом 7 так, что становится в основном цилиндрическим, будучи прижатым к внутренней части фланца 6. Затем он распространяется вблизи нижней части фланца 6 и упирается в стенку полости прессформЬ 1. Остальная часть корпуса 2 вЬ 1 тягивается, как показано на фиг. 3, а когда материал остынет, детали пресс-формы раздвигаются и готовый контейнер, как показано на фиг. 4, извлекается. Степень нагрева такова, что в местах,где две поверхности пластического материала были прижаты друг к другу, они становятся практически однородными (монолитными).Во время этою процесса спиральный буртик 5 становится винтовой резьбой, идущей в горловину контейнера.Преобразование фланца 4 от его первоначальной формы в цилиндрическую могло бы выполняться механическим способом, особенно,если упором является не выступающий буртик или выступ, а внутренний паз. Например, вклаДЫШ МОЖСТ ОКЗЗЬТВЗТЬ ДЗВЛСНИС ВНИЗ ВНУТРИкорпуса 2, или даже игла для раздувки 9 могла бЫ ВЬЩВИНУТЬСЯ И оказать ДЗВЛСНИС ВНИЗ на фланец, когда она уже установлена. Такой вкладыш можно было бы затем вынуть, а окончательную форму получить путем формования раздувом.Место спайки вместе фланцев 4 и 6 служит средством обнаружения соединения, если пластический материал является прозрачным. Полоска 13, показанная прерывистой линией на фиг. 4, может быть расположена по внутренней поверхности фланца 6, на ней должна быть информация с названием фирмы, подробные данные об изделии или кодовая полоска, которая должна быть читаема через фланец 6. После формования раздувом эта полоска должна быть наглухо запаяна в пластиковый материал, так,что ее невозможно было бы удалить без разрушения контейнера.К СООТВСТСТВУЮЩШИ ПЛЗСТИКОВЬТМ материалам относятся поливинилхлорид, полиэтиЛСН ВЫСОКОЙ ПЛОТНОСТИ, ПОЛИПрОПИЛСН ИЛИ ТСрефталат полиэтилена (Р.Е.Т.) либо в кристаллической, либо в аморфной форме. Можно также применить этот способ при изготовлении стеклянных контейнеров, а также он, вероятно,МОЖСТ бЫТЬ ИСПОЛЬЗОВЗН ПрИ ИЗГОТОВЛСНИИ КОНтейнеров из определенных металлов, например,ИЗ ЗШОМИНИЯ.Хотя предполагается, что способ формования раздувом является предпочтительным при ИСПОЛЬЗОВЗНРШ МСХЗНИЧССКОГО ВЫТЯЖСНИЯ ДЛЯ изготовления контейнеров большого размера,того же эффекта можно достичь способом формования ОТСЗСЫВЗНИСМ.1. Способ изготовления контейнера, доступ в который осуществляется через входное отверстие, имеющее упор для жесткой фиксации закрывающего элемента внутри указанного отверстия, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что на первой стадии изготавливают заготовку контейнера в виде трубы с закрытым концом, имеющей наружный, как правило, радиальный фланец у горловины, часть верхней поверхности которого предназначена для образования внутреннего отверстия, причем одновременно формируют упор в виде выступа или углубления в указанной поверхности, на второй стадии внешнюю периферийную часть фланца удерживают неподвижно, при этом трубу при повышенной температуре вытягивают под действием перепада давлений, перемещающего вниз и наружу внутреннюю часть фланца и превращающего упомянутую верхнюю поверхность из поверхности, направленной вверх, в канал,образующий входное отверстие с упором.2. Способ изготовления контейнера по п.1,отличающийся тем, что формование заготовкиконтейнера на первой стадии осуществляют с помощью пресс-формы, состоящей из двух частей, одна из которых снабжена стержнем, впоследствии извлекаемым через указанное отверстие.3. Способ изготовления контейнера по п.2,отличающийся тем, что формование заготовки контейнера осуществляют путем литья под давлением методом впрыска.4. Способ изготовления контейнера по пп.1, 2 или 3, отличающийся тем, что преобразование заготовки контейнера в готовый контейнер осуществляют на второй стадии формованием раздувом через входное отверстие.5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что упор в заготовке контейнера вЬ 1 полняют в виде спирали или частичной спирали, образующей в готовом контейнере винтовую резьбу.6. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде, по крайней мере, одного углубления Ь-образной формы, образующего часть байонетного замка.7. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде, по крайней мере, одного вЬ 1 ступа, образующего часть байонетного замка.8. Способ изготовления контейнера по любому из пп.1-4, отличающийся тем, что упор выполняют в виде круглого кольца для фиксации Шарика.9. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что заготовку контейнера выполняют, какправило, с цилиндрическим фланцем на радиальном фланце, выступающим вьшз и охватЬ 1 вающим открытый конец трубы.10. Способ изготовления контейнера по п.9, отличающийся тем, что нижняя поверхность внутренней части радиального фланца при его деформировании по направлению вниз и наружу под действием расширения трубы взаимодействует с внутренней частью цилиндрического фланца.11. Способ изготовления контейнера по п.10, отличающийся тем, что в готовом контейнере упомянутая шшшяя поверхность скреплена с цилиндрическим фланцем.12. Способ изготовления контейнера по п.10 или 11, отличающийся тем, что при изготовлении используют прозрачный материал, при этом полоску с информацией, предусмотренную на внутренней стороне цилиндрического фланца заготовки контейнера и читаемую сквозь него,крепят посредством деформации части радиального фланца.13. Способ изготовления контейнера по любому из гш.10-12 с подчинением п.4, отличающийся тем, что внешнюю периферийную часть фланца выполняют в виде обода, выступающего уступом поверх цилиндрического фланца, нижняя поверхность которого образует средство для размещения заготовки контейнера во время процесса формования раздувом, а внутренняя часть образует опору иглы для раздувки.14. Контейнер, отличающийся тем, что он изготовлен способом по любому из предыдущих пунктов.
МПК / Метки
МПК: B29C 57/00, B29D 1/00
Метки: способ, контейнер, изготовления
Код ссылки
<a href="https://eas.patents.su/5-321-kontejjner-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Контейнер и способ его изготовления</a>
Герметичный контейнер и способ упаковки жидкости в этом контейнере
Номер патента: 263
Опубликовано: 25.02.1999
Авторы: Сан-Совеэр Ксавье, Рисгалла Эрик
МПК: B65D 75/58
Метки: контейнер, герметичный, упаковки, этом, контейнере, способ, жидкости
Формула / Реферат:
1. Герметичный контейнер, оснащенный клапаном, расположенным внутри контейнера и сформированным между двумя эластичными листами (2, 3), направленными от одного края контейнера к другому и соединенными между собой вдоль двух несходящихся линий (7, 8) соединения с возможностью образования прохода (1а) между эластичными листами (2, 3) при их отделении друг от друга, отличающийся тем, что две несходящиеся линии (7, 8) соединения направлены от одного...
Способ изготовления контейнера
Номер патента: 320
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/54
Метки: контейнера, изготовления, способ
Формула / Реферат:
1. Способ изготовления контейнера с основанием с направленным внутрь углублением, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что основание заготовки контейнера при повышенной температуре расширяют относительно многосекционной пресс-формы, состоящей, по крайней мере, из трех сегментов, охватывающих сужающийся стержень, установленный с возможностью перемещения и запирающий сегменты в разных положениях,...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Кода Хидеаки, Накадзима Хисаси
МПК: B29C 45/00
Метки: формовочной, способ, заготовки, изготовления
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Контейнер для жидкости и крепление для него.
Номер патента: 138
Опубликовано: 29.10.1998
Автор: Мак-Джи Джон В.
МПК: B62J 11/00
Метки: жидкости, него, контейнер, крепление
Формула / Реферат:
1. Комбинация контейнера и кронштейна для крепления указанного контейнера к объекту, включающая: контейнер с донной частью и боковыми стенками, соединенными с донной частью, при этом донная часть и боковые стенки определяют внутреннее пространство, и указанная донная часть включает первую полость, вогнутую по отношению к внутреннему пространству и соединенную с боковыми стенками, и вторую полость, представляющую из себя канал и расположенную по...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: изделий, материалов, гипсосодержащих, форма, способ, интерьерно-облицовочных, изготовления
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Предыдущий патент: Способ изготовления контейнера
Следующий патент: Контейнер и способ его изготовления
Случайный патент: Устройство для термомеханического соединения труб