Тисненый материал
Формула / Реферат
1. Тисненый ворсовый материал, полученный из нетисненого ворсового материала путем тиснения с помощью цилиндра или валика (50) для тиснения с использованием тепла и давления и образования выступающей части и текстурированной фоновой части, отличающийся тем, что текстурированная фоновая часть (12) образована с помощью рисунка (12А), гравированного фрезерованием или кислотным травлением, а рисунок (10) выступающей части образован с помощью рисунка (рельефа) (16А), гравированного фасонным фрезерованием, на общем цилиндре или валике (50) для тиснения.
2. Материал по п.1, в котором ворсовый материал образован путем флокирования и содержит основу (6) и ворс (2), выступающий от нее.
3. Материал по п.1 или 2, в котором указанные рисунки выступающей части (10) и текстурированной фоновой части (12) образованы на нейлоновом ворсе (2), который путем флокирования присоединен к указанной основе (6).
4. Материал по любому из предшествующих пунктов, в котором указанный рисунок (10) выступающей части имеет высоту ворса, приблизительно в 1,5/2,0-100 раз превышающую высоту ворса текстурированной фоновой части (12).
5. Материал по любому из предшествующих пунктов, при котором глубина указанного рисунка (16А), гравированного фасонным фрезерованием и образующего рисунок (10) выступающей части, по меньшей мере, примерно на 20% больше высоты ворса.
6. Материал по любому из предшествующих пунктов, имеющий общий вес порядка 6,5-9 унций на квадратный ярд (220-305 г/м2) и весовой номер элементарного волокна ворса порядка 1,0-3,5 денье.
7. Способ тиснения ворсового материала на станке для тиснения с помощью цилиндра или валика (50) для тиснения при использовании тепла и давления, отличающийся тем, что образуют текстурированную фоновую часть (12) на указанном материале, используя гравированный участок (12А) цилиндра или валика (50) для тиснения, образованный с помощью способа, выбранного из группы, состоящей из способа гравирования фрезерованием или способа гравирования кислотным травлением, и образуют рисунок (10) выступающей части на указанном материале, используя гравированный фасонным фрезерованием участок (16А) указанного цилиндра или валика (50) для тиснения.
8. Способ тиснения по п.7, при котором гравированный цилиндр или валик (50) для тиснения выполнен из латуни.
9. Способ тиснения по п.7, при котором гравированный цилиндр или валик (50) для тиснения выполнен из стали.
10. Способ тиснения по любому из пп.7-9, при котором тиснение указанного рисунка (10) выступающей части выполняют с глубиной (высотой), в 1,5/2,0-100 раз превышающей глубину тиснения указанной текстурированной фоновой части (12).
11. Способ тиснения по любому из пп.7-10, при котором тиснение указанной текстурированной фоновой части (12) выполняют с неповторяющимся рисунком по всей поверхности.
12. Цилиндр или валик (50) для тиснения, предназначенный для использования при тиснении ворсового материала, отличающийся тем, что имеет участок поверхности, образующий рисунок (12) фоновой части, гравированный посредством технологии гравирования, определяемой способом, выбранным из группы, состоящей из способа гравирования фрезерованием или способа гравирования кислотой, и участок, образующий рисунок (10) выступающей части и гравированный с помощью способа гравирования фасонным фрезерованием.
13. Цилиндр (50) для тиснения по п.12, в котором отношение глубины (участка для образования) рисунка (10) выступающей части к глубине рисунка (12) фоновой части составляет порядка 1,5/2,0-100.

Текст
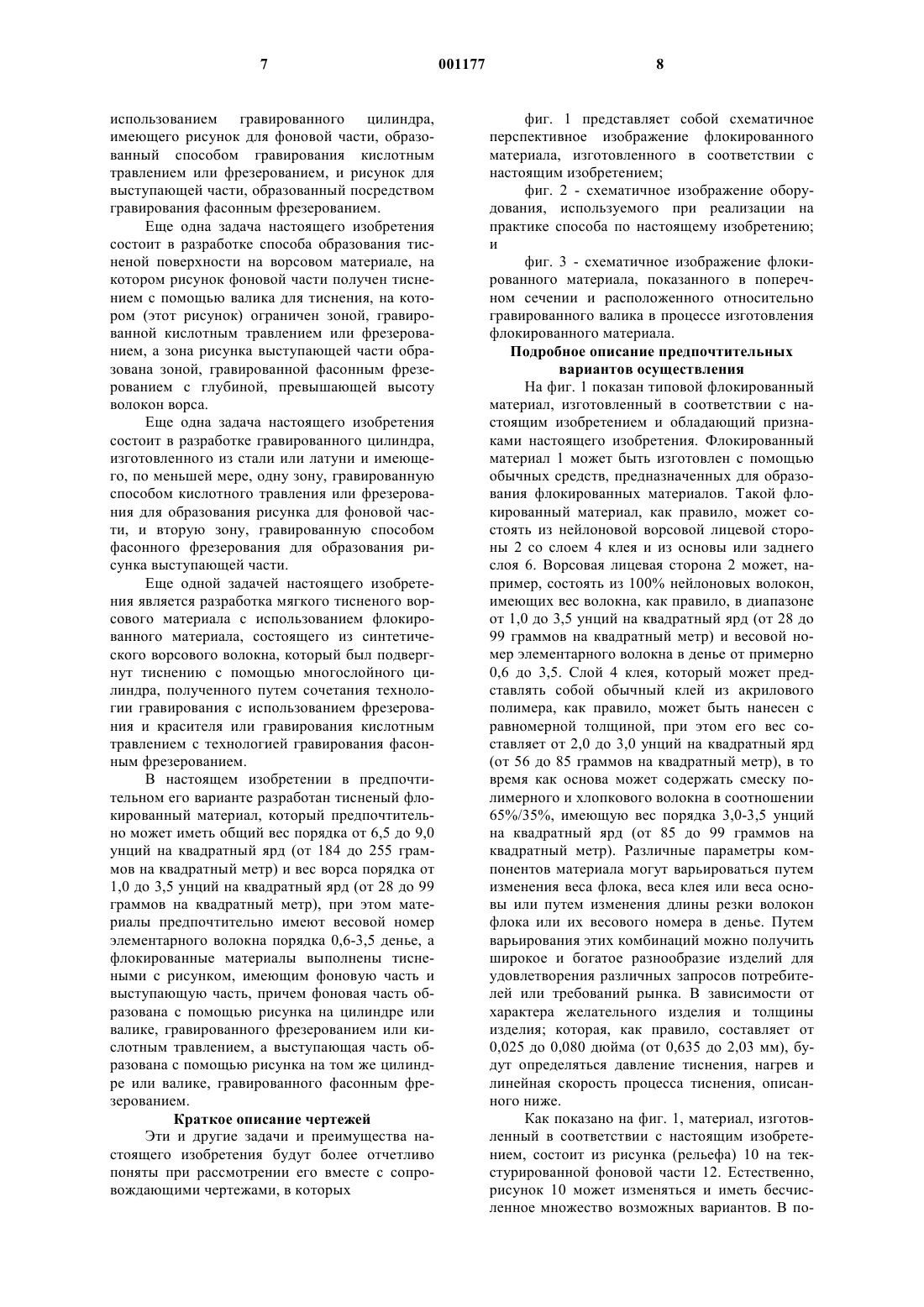
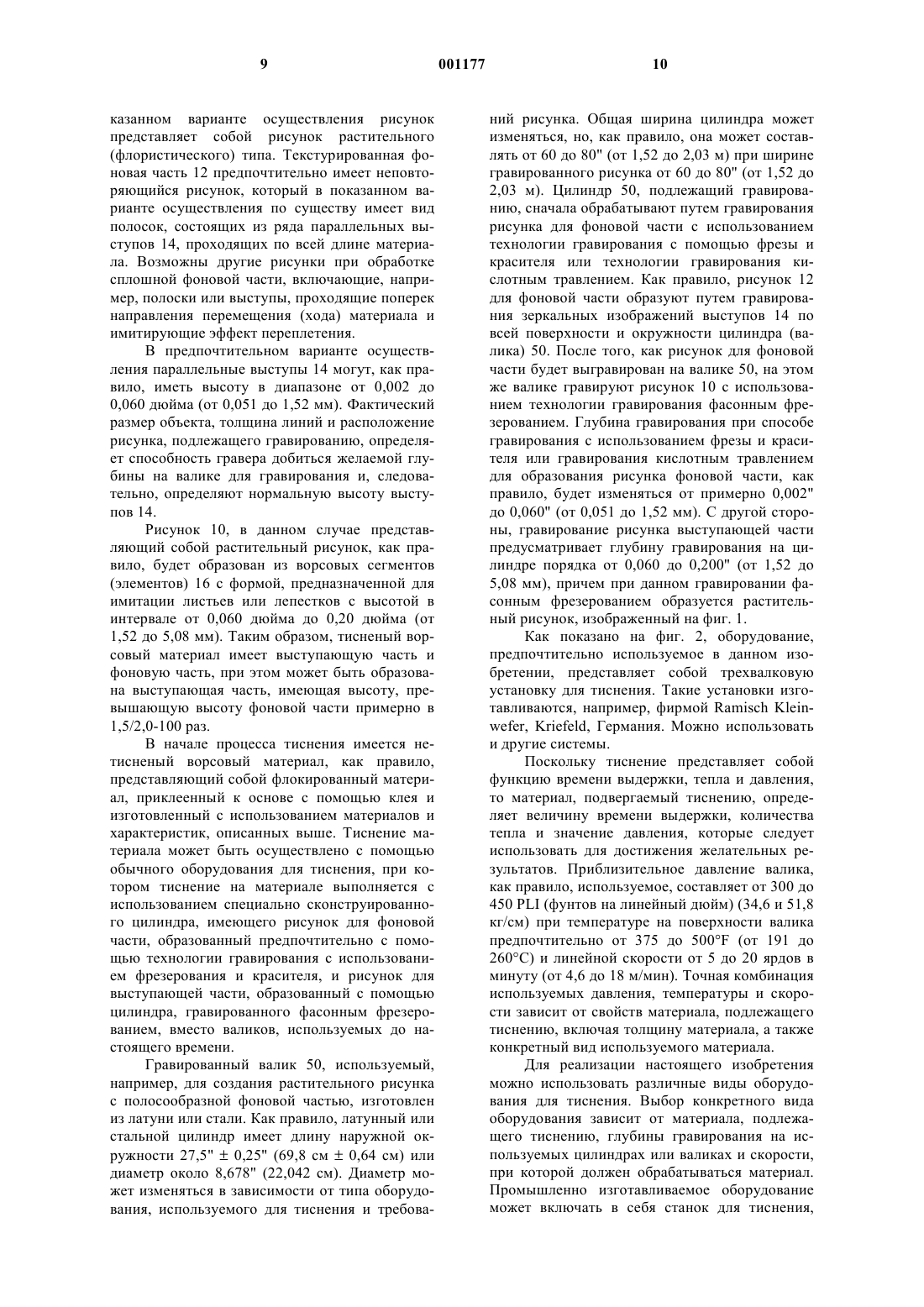
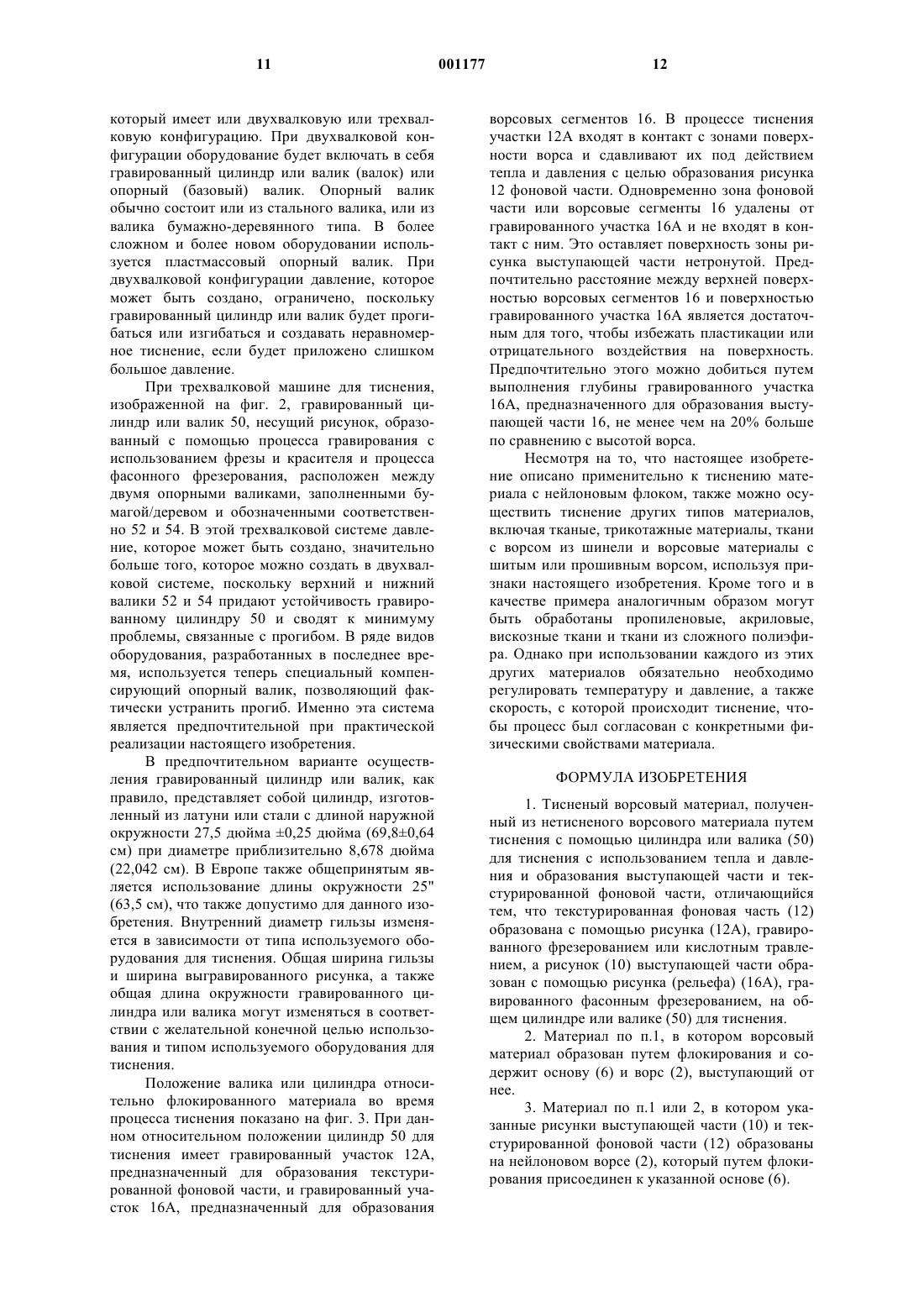
1 Область изобретения Настоящее изобретение относится к тисненому материалу и способу его изготовления. Предпосылки изобретения Ворсовые материалы, полученные путем флокирования (ворсопечати) или другими способами, часто подвергают тиснению для получения широкого ряда поверхностных рисунков и текстур. Обычно тиснение ворсового материала осуществляют путем пропускания материала через один цилиндр, несущий выгравированный рисунок и подвергающий ворсовую поверхность воздействию избирательных количеств тепла,давления в течение выбранного времени тиснения, при этом различные параметры частично определяются типом обрабатываемого ворсового материала. Особую важность имеет цилиндр для гравирования, на котором образуют рисунок, подлежащий тиснению. В основном существуют три вида технологии гравирования для образования рисунков (рельефов) на этих цилиндрах для гравирования. К ним относятся (а) фотогравирование с использованием пленки,при котором применяется кислотное травление;(b) ручное гравирование с использованием фрезы и красителя и (с) гравирование с использованием фасонного фрезерования, которое включает в себя как механические операции, так и операции с применением ручных инструментов. Выбор каждого способа приводит к получению гравированного цилиндра со свойствами, отличающимися от свойств цилиндров, полученных другими способами. При фотографировании с использованием пленки, которое преимущественно используется для изготовления отделочных покрытий стен и оберток из фольги, в которых применяется виниловая или покрытая винилом бумага, получается цилиндр, способный осуществлять очень неглубокое тиснение при небольшом количестве тепла и низком давлении. Цилиндр, способный осуществлять неглубокое тиснение, известное на рынке как "поцелуйное" тиснение, обычно получают путем кислотного травления рисунка на стальном или медном цилиндре. Рисунок гравируют путем избирательного обертывания стального или медного цилиндра для тиснения специальной пленкой и после этого подвергают обернутый цилиндр воздействию кислотной ванны, которая обеспечивает травление стали или меди только в зонах, где металл открыт для воздействия, чтобы продублировать желательный рисунок. Хотя обычно для фотогравирования с использованием кислотного травления пленки применяют сталь или медь, иногда для изготовления небольших цилиндров или валиков для специализированных случаев применения используют латунь. Как правило, избегают применения латунных цилиндров или валиков, поскольку издержки являются непомерно высокими. Диапазон глубины гравирования,достигаемой на цилиндре или валике на сталь 001177 2 ной основе, варьируется от примерно 0,003 до 0,035 дюйма (от 0,076 до 0,889 мм), в то время как на цилиндрах или валиках на медной основе можно получить немного большую глубину гравирования, составляющую до 0,050 дюйма(1,27 мм). В некоторой степени достигаемая глубина гравирования зависит от параметров конкретного рисунка, подлежащего гравированию. В целом этот способ гравирования за счет фототравления пленки редко выбирают для использования при изготовлении цилиндров или валиков, предназначенных для тиснения ворсового материала, поскольку глубина гравирования слишком мала для долговременного тисненого рисунка. Второй тип гравирования предусматривает применение способа ручного гравирования с использованием фрезы и красителя. Обычное гравирование фрезой выполняют главным образом на стальных цилиндрах, хотя его также можно использовать на медных или латунных цилиндрах. Сталь является предпочтительной,поскольку медь не выдерживает достаточно хорошо воздействия высокой температуры и давлений, обычно используемых во время процесса тиснения мебельной ткани, в то время как применение латуни связано с непомерно высокими издержками для данного случая. При ручном способе гравирования с использованием фрезы и красителя для получения фактического рисунка, подлежащего гравированию, используется ручной режущий инструмент. Глубина гравирования на цилиндре зависит от конфигурации рисунка. Реальный размер объекта, толщина линий и расположение рисунка, подлежащего гравированию, определяет или ограничивает способность граверов добиться желаемой глубины. Обычно достигаемая глубина составляет от 0,002 до 0,060 дюйма (0,0511,52 мм). Одним ограничением при использовании гравированных фрезой цилиндров для тиснения является глубина гравирования, в то время как другим является размер раппорта рисунка. В случае изготовления мебельной обивочной ткани это вполне уместно, поскольку размер раппорта связан с пригодностью конкретного рисунка, используемого для мебельных обивочных материалов. Раппорт размером 54 дюйма(1,37 м) рассматривается как полностью повторяющийся рисунок. Раппорт размером 27 дюймов (0,69 м) рассматривается как наполовину повторяющийся рисунок. При данном типе гравирования, за несколькими исключениями, наибольший рисунок, как правило используемый,значительно меньше по размерам и обычно представляет собой используемую по всей поверхности текстуру. Во многих случаях данный способ используется для покрывающих всю поверхность текстур, которые не имеют раппортов рисунка и, таким образом, могут быть применены для мебельных тканей любым способом или в любом требуемом направлении. Напри 3 мер, возможен рисунок, при котором фон выполнен с полосками. Третий тип технологии гравирования, а именно гравирование посредством фасонного фрезерования, используется для гравирования рисунков с большими размерами раппортов или рисунков, которые требуют больших глубин гравирования. Полный раппорт размером 54 дюйма (1,37 м) может быть выгравирован и, в зависимости от конфигурации рисунка, можно обеспечить гравирование с глубиной порядка от 0,060 дюйма (1,52 мм) до 0,200 дюйма (5,08 мм) на цилиндре. При данном способе гравирования посредством фасонного фрезерования цилиндр для тиснения обычно представляет собой цилиндр на основе латуни, а не цилиндр на стальной основе. Можно использовать цилиндры на стальной основе, но фасонное фрезерование с использованием ручных инструментов занимает очень много времени и является дорогостоящим. В зависимости от конкретного рисунка и желательного конечного результата дополнительные затраты, связанные с гравированием путем фасонного фрезерования с использованием ручных инструментов, могут быть оправданы. Цилиндры на стальной основе обычно не применяются в случае выполнения машинного фасонного фрезерования, поскольку сталь является слишком твердой и хрупкой и имеет тенденцию ломаться и растрескиваться, если требуется глубокое гравирование. При процессе машинного фасонного фрезерования пленку обертывают вокруг латунного цилиндра или валика для тиснения, несущего точный рисунок,подлежащий гравированию. Цилиндр или валик обрабатывают резанием с помощью подвесного фрезерного станка, которым обычно управляют вручную для гравирования рисунка, начерченного на пленке. Поскольку гравирование на цилиндре выполняется вручную на латуни, можно добиться существенно большей глубины резания на цилиндре. Ручное гравирование фасонной фрезой, как правило, предусматривает использование или стального, или латунного цилиндра или валика. И в данном случае пленку обертывают вокруг цилиндра или валика, подлежащего гравированию, но в этом случае специалист использует исключительно ручные инструменты для вырезания и гравирования рисунка. Гравирование фасонной фрезой, как правило, используется для гравирования рисунков с большим размером раппорта и большой глубиной гравирования. Полный раппорт размером 54 дюйма (1,37 м), как правило, может быть выгравирован на цилиндре или валике, в зависимости от конфигурации рисунка с глубиной, составляющей везде от примерно 0,060 дюйма (1,52 мм) до 0,200 дюйма (5,08 мм). Преимущество технологии фасонного фрезерования заключается в том, что благодаря глубине гравирования,которую можно обеспечить, нетисненые зоны на ворсовой поверхности никогда не подверга 001177 4 ются воздействию высокой температуры и давления; сопутствующим процессу тиснения. Таким образом, свободные концы ворса под зоной глубокого тиснения цилиндра не касаются поверхности цилиндра. Конечным результатом является то, что готовый материал имеет существенно лучшие общие характеристики на ощупь по сравнению с теми случаями, когда используются другие способы гравирования. До настоящего времени использовались цилиндры для тиснения, которые были гравированы посредством кислотного травления, гравирования с помощью фрезы или гравирования посредством фасонного фрезерования с целью образования рисунков на флокированном или ворсовом материале. Кроме того, в данной области техники имело место применение сочетания на одном цилиндре или валике для тиснения рисунка,образованного частично кислотным травлением и частично - гравированием с помощью фрезы. Насколько известно, этот способ не был использован для тиснения материалов ворсового типа. Кроме того, насколько известно, цилиндры для тиснения до настоящего времени не изготавливались путем сочетания или фрезерования или кислотного травления в комбинации со способом гравирования посредством фасонного фрезерования (ручного или машинного) на одномцилиндре для тиснения ворсовых материалов. Примеры способов изготовления тисненых ворсовых материалов по предшествующему техническому уровню представлены в описании патента Великобритании 1122026, выданном на имя Haughton ('026), в патенте США 2723937,выданном на имя Rice ('937), и в патенте США 2756669, выданном на имя Hoffman ('669). Описание патента, выданного на имя Haughton('026), направлено на способ изготовления флокированного материала с рисунком с использованием одного или более валиков для тиснения,каждый из которых несет на себе простой рисунок, такой как ряд параллельных выступов. В патенте на имя Rice ('937) раскрывается способ изготовления ворсового материала, пригодного для использования при покрытии полов, на котором ворс имеет зоны, сравнительно глубоко опущенные или вдавленные, которые удерживаются на месте термоактивированным порошковым термопластом после образования их с помощью валика для тиснения, имеющего выступы или ножи для тиснения. Патент на имяHoffman ('669) направлен на машину для тиснения с валиком для тиснения, имеющим сравнительно тонкую периферийную стенку и заметную гибкость, причем эта машина используется для получения рисунка на текстильном материале, при этом к признакам рисунка (рельефа) относится сравнительно постоянная и однородная глубина на всей длине и ширине материала. При изготовлении мебельной тисненой ткани одной общей проблемой, которая существует в данной отрасли, являются блестящие, 5 глянцевые плоские зоны, которые образуются при тиснении ворсовой поверхности. Эти блестящие, глянцевые, плоские поверхностные зоны придают ткани дешевый вид и уменьшают общую стоимость материала. Обычно пытались избежать этих блестящих, глянцевых, плоских зон с помощью дополнительной обработки тисненых изделий посредством влажной или сухой обработки или, в альтернативном варианте, путем использования рисунков, которые имеют только небольшие зоны тиснения. Однако процессы стирки являются сравнительно дорогими и часто делают ткань ограниченно конкурентоспособной из-за затрат, связанных с ее изготовлением. С другой стороны, использование рисунков с ограниченными зонами тиснения для небольших тисненых рисунков ограничивает емкость рынка для продукта. Эти проблемы возникали главным образом при использовании только цилиндров, которые были гравированы путем фасонного фрезерования. Проблемы материалов с этими глянцевыми плоскими зонами являются особенно острыми для флокированных материалов, в которых используются синтетические волокна, поскольку при воздействии высокой температуры и давления, используемых в процессе тиснения, происходит пластикация синтетических волокон, что приводит к образованию блестящей зоны. Кроме того, при тиснении тканого, трикотажного ворсового материала или ворсового материала с шитым или прошивным ворсом материал может быть исходно изготовлен с непостоянной ворсовой поверхностной зоной или текстурой, что при тиснении позволяет уменьшить нежелательный блестящий эффект. Следовательно, целью настоящего изобретения является разработка усовершенствованного ворсового материала, который может быть изготовлен с широким разнообразием рисунков с большим размером раппорта и без дорогостоящей обработки после тиснения материала. Дополнительной целью настоящего изобретения является разработка усовершенствованного тисненого ворсового материала, который сравнительно прост в изготовлении и у которого меньше вероятность подвергнуться отбраковке в процессе изготовления. Кроме того, целью данного изобретения является получение очень мягкой на ощупь фактуры на фоновых участках,что позволяет устранить нежелательные блестящие зоны на тисненом рисунке. Краткое описание изобретения В соответствии с настоящим изобретением ворсовый материал подвергают тиснению с использованием сплошного не повторяющегося или повторяющегося рисунка фактуры, выгравированного на гравированном стальном или латунном цилиндре или валике, с использованием ручного гравирования с применением ручного фрезерования и красителя или, при очень неглубоком тиснении, способа кислотного трав 001177 6 ления для создания фона для тисненого рисунка,а выступающую часть или рисунок (рельеф), в свою очередь, образуют с помощью способа гравирования фасонным фрезерованием. При используемом способе достигается уникальное сочетание двух или более отдельных и различных рисунков, имеющих различные уровни глубины гравирования, для получения фактуры и отделки, которые являются необычными для флокированных бархатов или других ворсовых материалов и в особенности для флокированных тканей. В настоящем изобретении более тонкие детали элементов, получаемые за счет использования фрезы или, в некоторых случаях, за счет гравирования кислотным травлением на цилиндре или валике, сочетаются с преимуществами более глубокого гравирования, обеспечиваемого за счет гравирования фасонным фрезерованием на том же цилиндре или валике с целью получения рельефного,четкого или четко вырезанного рисунка при мягком на ощупь туше материала на всей поверхности. Таким образом, задачей настоящего изобретения является разработка способа изготовления ворсового мебельного обивочного материала, имеющего широкое разнообразие наносимых рисунков, при этом рисунки получаются четкими, и материал является мягким на ощупь по всей поверхности. Следующей задачей настоящего изобретения является разработка усовершенствованного средства и способа получения ворсового тисненого материала с использованием цилиндра или валика для тиснения, имеющего рисунок для фоновой части, образованный способами гравирования фрезерованием или гравирования кислотным травлением, и рисунок для выступающей части, образованный за счет использования технологии гравирования фасонным фрезерованием или механизированным или ручным способом, или с использованием комбинации обоих способов. Еще одной задачей настоящего изобретения является разработка цилиндра или валика для тиснения, имеющего поверхность, образованную частично посредством способов гравирования фрезерованием или кислотным травлением и частично - с помощью технологии гравирования фасонным фрезерованием или механизированным или ручным способом, или с использованием комбинации обоих способов фасонного фрезерования. Еще одной задачей настоящего изобретения является создание ворсового материала с очень мягким на ощупь туше, который имеет текстурированную фоновую часть и в котором устранены нежелательные блестящие зоны на тисненом рисунке. Еще одной задачей настоящего изобретения является разработка усовершенствованного способа тиснения флокированного материала с 7 использованием гравированного цилиндра,имеющего рисунок для фоновой части, образованный способом гравирования кислотным травлением или фрезерованием, и рисунок для выступающей части, образованный посредством гравирования фасонным фрезерованием. Еще одна задача настоящего изобретения состоит в разработке способа образования тисненой поверхности на ворсовом материале, на котором рисунок фоновой части получен тиснением с помощью валика для тиснения, на котором (этот рисунок) ограничен зоной, гравированной кислотным травлением или фрезерованием, а зона рисунка выступающей части образована зоной, гравированной фасонным фрезерованием с глубиной, превышающей высоту волокон ворса. Еще одна задача настоящего изобретения состоит в разработке гравированного цилиндра,изготовленного из стали или латуни и имеющего, по меньшей мере, одну зону, гравированную способом кислотного травления или фрезерования для образования рисунка для фоновой части, и вторую зону, гравированную способом фасонного фрезерования для образования рисунка выступающей части. Еще одной задачей настоящего изобретения является разработка мягкого тисненого ворсового материала с использованием флокированного материала, состоящего из синтетического ворсового волокна, который был подвергнут тиснению с помощью многослойного цилиндра, полученного путем сочетания технологии гравирования с использованием фрезерования и красителя или гравирования кислотным травлением с технологией гравирования фасонным фрезерованием. В настоящем изобретении в предпочтительном его варианте разработан тисненый флокированный материал, который предпочтительно может иметь общий вес порядка от 6,5 до 9,0 унций на квадратный ярд (от 184 до 255 граммов на квадратный метр) и вес ворса порядка от 1,0 до 3,5 унций на квадратный ярд (от 28 до 99 граммов на квадратный метр), при этом материалы предпочтительно имеют весовой номер элементарного волокна порядка 0,6-3,5 денье, а флокированные материалы выполнены тиснеными с рисунком, имеющим фоновую часть и выступающую часть, причем фоновая часть образована с помощью рисунка на цилиндре или валике, гравированного фрезерованием или кислотным травлением, а выступающая часть образована с помощью рисунка на том же цилиндре или валике, гравированного фасонным фрезерованием. Краткое описание чертежей Эти и другие задачи и преимущества настоящего изобретения будут более отчетливо поняты при рассмотрении его вместе с сопровождающими чертежами, в которых 8 фиг. 1 представляет собой схематичное перспективное изображение флокированного материала, изготовленного в соответствии с настоящим изобретением; фиг. 2 - схематичное изображение оборудования, используемого при реализации на практике способа по настоящему изобретению; и фиг. 3 - схематичное изображение флокированного материала, показанного в поперечном сечении и расположенного относительно гравированного валика в процессе изготовления флокированного материала. Подробное описание предпочтительных вариантов осуществления На фиг. 1 показан типовой флокированный материал, изготовленный в соответствии с настоящим изобретением и обладающий признаками настоящего изобретения. Флокированный материал 1 может быть изготовлен с помощью обычных средств, предназначенных для образования флокированных материалов. Такой флокированный материал, как правило, может состоять из нейлоновой ворсовой лицевой стороны 2 со слоем 4 клея и из основы или заднего слоя 6. Ворсовая лицевая сторона 2 может, например, состоять из 100% нейлоновых волокон,имеющих вес волокна, как правило, в диапазоне от 1,0 до 3,5 унций на квадратный ярд (от 28 до 99 граммов на квадратный метр) и весовой номер элементарного волокна в денье от примерно 0,6 до 3,5. Слой 4 клея, который может представлять собой обычный клей из акрилового полимера, как правило, может быть нанесен с равномерной толщиной, при этом его вес составляет от 2,0 до 3,0 унций на квадратный ярд(от 56 до 85 граммов на квадратный метр), в то время как основа может содержать смеску полимерного и хлопкового волокна в соотношении 65%/35%, имеющую вес порядка 3,0-3,5 унций на квадратный ярд (от 85 до 99 граммов на квадратный метр). Различные параметры компонентов материала могут варьироваться путем изменения веса флока, веса клея или веса основы или путем изменения длины резки волокон флока или их весового номера в денье. Путем варьирования этих комбинаций можно получить широкое и богатое разнообразие изделий для удовлетворения различных запросов потребителей или требований рынка. В зависимости от характера желательного изделия и толщины изделия; которая, как правило, составляет от 0,025 до 0,080 дюйма (от 0,635 до 2,03 мм), будут определяться давление тиснения, нагрев и линейная скорость процесса тиснения, описанного ниже. Как показано на фиг. 1, материал, изготовленный в соответствии с настоящим изобретением, состоит из рисунка (рельефа) 10 на текстурированной фоновой части 12. Естественно,рисунок 10 может изменяться и иметь бесчисленное множество возможных вариантов. В по 9 казанном варианте осуществления рисунок представляет собой рисунок растительного(флористического) типа. Текстурированная фоновая часть 12 предпочтительно имеет неповторяющийся рисунок, который в показанном варианте осуществления по существу имеет вид полосок, состоящих из ряда параллельных выступов 14, проходящих по всей длине материала. Возможны другие рисунки при обработке сплошной фоновой части, включающие, например, полоски или выступы, проходящие поперек направления перемещения (хода) материала и имитирующие эффект переплетения. В предпочтительном варианте осуществления параллельные выступы 14 могут, как правило, иметь высоту в диапазоне от 0,002 до 0,060 дюйма (от 0,051 до 1,52 мм). Фактический размер объекта, толщина линий и расположение рисунка, подлежащего гравированию, определяет способность гравера добиться желаемой глубины на валике для гравирования и, следовательно, определяют нормальную высоту выступов 14. Рисунок 10, в данном случае представляющий собой растительный рисунок, как правило, будет образован из ворсовых сегментов(элементов) 16 с формой, предназначенной для имитации листьев или лепестков с высотой в интервале от 0,060 дюйма до 0,20 дюйма (от 1,52 до 5,08 мм). Таким образом, тисненый ворсовый материал имеет выступающую часть и фоновую часть, при этом может быть образована выступающая часть, имеющая высоту, превышающую высоту фоновой части примерно в 1,5/2,0-100 раз. В начале процесса тиснения имеется нетисненый ворсовый материал, как правило,представляющий собой флокированный материал, приклеенный к основе с помощью клея и изготовленный с использованием материалов и характеристик, описанных выше. Тиснение материала может быть осуществлено с помощью обычного оборудования для тиснения, при котором тиснение на материале выполняется с использованием специально сконструированного цилиндра, имеющего рисунок для фоновой части, образованный предпочтительно с помощью технологии гравирования с использованием фрезерования и красителя, и рисунок для выступающей части, образованный с помощью цилиндра, гравированного фасонным фрезерованием, вместо валиков, используемых до настоящего времени. Гравированный валик 50, используемый,например, для создания растительного рисунка с полосообразной фоновой частью, изготовлен из латуни или стали. Как правило, латунный или стальной цилиндр имеет длину наружной окружности 27,5"0,25" (69,8 см 0,64 см) или диаметр около 8,678" (22,042 см). Диаметр может изменяться в зависимости от типа оборудования, используемого для тиснения и требова 001177 10 ний рисунка. Общая ширина цилиндра может изменяться, но, как правило, она может составлять от 60 до 80" (от 1,52 до 2,03 м) при ширине гравированного рисунка от 60 до 80" (от 1,52 до 2,03 м). Цилиндр 50, подлежащий гравированию, сначала обрабатывают путем гравирования рисунка для фоновой части с использованием технологии гравирования с помощью фрезы и красителя или технологии гравирования кислотным травлением. Как правило, рисунок 12 для фоновой части образуют путем гравирования зеркальных изображений выступов 14 по всей поверхности и окружности цилиндра (валика) 50. После того, как рисунок для фоновой части будет выгравирован на валике 50, на этом же валике гравируют рисунок 10 с использованием технологии гравирования фасонным фрезерованием. Глубина гравирования при способе гравирования с использованием фрезы и красителя или гравирования кислотным травлением для образования рисунка фоновой части, как правило, будет изменяться от примерно 0,002" до 0,060" (от 0,051 до 1,52 мм). С другой стороны, гравирование рисунка выступающей части предусматривает глубину гравирования на цилиндре порядка от 0,060 до 0,200" (от 1,52 до 5,08 мм), причем при данном гравировании фасонным фрезерованием образуется растительный рисунок, изображенный на фиг. 1. Как показано на фиг. 2, оборудование,предпочтительно используемое в данном изобретении, представляет собой трехвалковую установку для тиснения. Такие установки изготавливаются, например, фирмой Ramisch Kleinwefer, Kriefeld, Германия. Можно использовать и другие системы. Поскольку тиснение представляет собой функцию времени выдержки, тепла и давления,то материал, подвергаемый тиснению, определяет величину времени выдержки, количества тепла и значение давления, которые следует использовать для достижения желательных результатов. Приблизительное давление валика,как правило, используемое, составляет от 300 до 450 PLI (фунтов на линейный дюйм) (34,6 и 51,8 кг/см) при температуре на поверхности валика предпочтительно от 375 до 500F (от 191 до 260 С) и линейной скорости от 5 до 20 ярдов в минуту (от 4,6 до 18 м/мин). Точная комбинация используемых давления, температуры и скорости зависит от свойств материала, подлежащего тиснению, включая толщину материала, а также конкретный вид используемого материала. Для реализации настоящего изобретения можно использовать различные виды оборудования для тиснения. Выбор конкретного вида оборудования зависит от материала, подлежащего тиснению, глубины гравирования на используемых цилиндрах или валиках и скорости,при которой должен обрабатываться материал. Промышленно изготавливаемое оборудование может включать в себя станок для тиснения, 11 который имеет или двухвалковую или трехвалковую конфигурацию. При двухвалковой конфигурации оборудование будет включать в себя гравированный цилиндр или валик (валок) или опорный (базовый) валик. Опорный валик обычно состоит или из стального валика, или из валика бумажно-деревянного типа. В более сложном и более новом оборудовании используется пластмассовый опорный валик. При двухвалковой конфигурации давление, которое может быть создано, ограничено, поскольку гравированный цилиндр или валик будет прогибаться или изгибаться и создавать неравномерное тиснение, если будет приложено слишком большое давление. При трехвалковой машине для тиснения,изображенной на фиг. 2, гравированный цилиндр или валик 50, несущий рисунок, образованный с помощью процесса гравирования с использованием фрезы и красителя и процесса фасонного фрезерования, расположен между двумя опорными валиками, заполненными бумагой/деревом и обозначенными соответственно 52 и 54. В этой трехвалковой системе давление, которое может быть создано, значительно больше того, которое можно создать в двухвалковой системе, поскольку верхний и нижний валики 52 и 54 придают устойчивость гравированному цилиндру 50 и сводят к минимуму проблемы, связанные с прогибом. В ряде видов оборудования, разработанных в последнее время, используется теперь специальный компенсирующий опорный валик, позволяющий фактически устранить прогиб. Именно эта система является предпочтительной при практической реализации настоящего изобретения. В предпочтительном варианте осуществления гравированный цилиндр или валик, как правило, представляет собой цилиндр, изготовленный из латуни или стали с длиной наружной окружности 27,5 дюйма 0,25 дюйма (69,80,64 см) при диаметре приблизительно 8,678 дюйма(22,042 см). В Европе также общепринятым является использование длины окружности 25"(63,5 см), что также допустимо для данного изобретения. Внутренний диаметр гильзы изменяется в зависимости от типа используемого оборудования для тиснения. Общая ширина гильзы и ширина выгравированного рисунка, а также общая длина окружности гравированного цилиндра или валика могут изменяться в соответствии с желательной конечной целью использования и типом используемого оборудования для тиснения. Положение валика или цилиндра относительно флокированного материала во время процесса тиснения показано на фиг. 3. При данном относительном положении цилиндр 50 для тиснения имеет гравированный участок 12 А,предназначенный для образования текстурированной фоновой части, и гравированный участок 16 А, предназначенный для образования 12 ворсовых сегментов 16. В процессе тиснения участки 12 А входят в контакт с зонами поверхности ворса и сдавливают их под действием тепла и давления с целью образования рисунка 12 фоновой части. Одновременно зона фоновой части или ворсовые сегменты 16 удалены от гравированного участка 16 А и не входят в контакт с ним. Это оставляет поверхность зоны рисунка выступающей части нетронутой. Предпочтительно расстояние между верхней поверхностью ворсовых сегментов 16 и поверхностью гравированного участка 16 А является достаточным для того, чтобы избежать пластикации или отрицательного воздействия на поверхность. Предпочтительно этого можно добиться путем выполнения глубины гравированного участка 16 А, предназначенного для образования выступающей части 16, не менее чем на 20% больше по сравнению с высотой ворса. Несмотря на то, что настоящее изобретение описано применительно к тиснению материала с нейлоновым флоком, также можно осуществить тиснение других типов материалов,включая тканые, трикотажные материалы, ткани с ворсом из шинели и ворсовые материалы с шитым или прошивным ворсом, используя признаки настоящего изобретения. Кроме того и в качестве примера аналогичным образом могут быть обработаны пропиленовые, акриловые,вискозные ткани и ткани из сложного полиэфира. Однако при использовании каждого из этих других материалов обязательно необходимо регулировать температуру и давление, а также скорость, с которой происходит тиснение, чтобы процесс был согласован с конкретными физическими свойствами материала. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Тисненый ворсовый материал, полученный из нетисненого ворсового материала путем тиснения с помощью цилиндра или валика (50) для тиснения с использованием тепла и давления и образования выступающей части и текстурированной фоновой части, отличающийся тем, что текстурированная фоновая часть (12) образована с помощью рисунка (12 А), гравированного фрезерованием или кислотным травлением, а рисунок (10) выступающей части образован с помощью рисунка (рельефа) (16 А), гравированного фасонным фрезерованием, на общем цилиндре или валике (50) для тиснения. 2. Материал по п.1, в котором ворсовый материал образован путем флокирования и содержит основу (6) и ворс (2), выступающий от нее. 3. Материал по п.1 или 2, в котором указанные рисунки выступающей части (10) и текстурированной фоновой части (12) образованы на нейлоновом ворсе (2), который путем флокирования присоединен к указанной основе (6). 4. Материал по любому из предшествующих пунктов, в котором указанный рисунок (10) выступающей части имеет высоту ворса, приблизительно в 1,5/2,0-100 раз превышающую высоту ворса текстурированной фоновой части(12). 5. Материал по любому из предшествующих пунктов, при котором глубина указанного рисунка (16 А), гравированного фасонным фрезерованием и образующего рисунок (10) выступающей части, по меньшей мере, примерно на 20% больше высоты ворса. 6. Материал по любому из предшествующих пунктов, имеющий общий вес порядка 6,59 унций на квадратный ярд (220-305 г/м 2) и весовой номер элементарного волокна ворса порядка 1,0-3,5 денье. 7. Способ тиснения ворсового материала на станке для тиснения с помощью цилиндра или валика (50) для тиснения при использовании тепла и давления, отличающийся тем, что образуют текстурированную фоновую часть (12) на указанном материале, используя гравированный участок (12 А) цилиндра или валика (50) для тиснения, образованный с помощью способа,выбранного из группы, состоящей из способа гравирования фрезерованием или способа гравирования кислотным травлением, и образуют рисунок (10) выступающей части на указанном материале, используя гравированный фасонным фрезерованием участок (16 А) указанного цилиндра или валика (50) для тиснения. 8. Способ тиснения по п.7, при котором гравированный цилиндр или валик (50) для тиснения выполнен из латуни. 9. Способ тиснения по п.7, при котором гравированный цилиндр или валик (50) для тиснения выполнен из стали. 10. Способ тиснения по любому из пп.7-9,при котором тиснение указанного рисунка (10) выступающей части выполняют с глубиной (высотой), в 1,5/2,0-100 раз превышающей глубину тиснения указанной текстурированной фоновой части (12). 11. Способ тиснения по любому из пп.7-10,при котором тиснение указанной текстурированной фоновой части (12) выполняют с неповторяющимся рисунком по всей поверхности. 12. Цилиндр или валик (50) для тиснения,предназначенный для использования при тиснении ворсового материала, отличающийся тем,что имеет участок поверхности, образующий рисунок (12) фоновой части, гравированный посредством технологии гравирования, опреде 14 ляемой способом, выбранным из группы, состоящей из способа гравирования фрезерованием или способа гравирования кислотой, и участок, образующий рисунок (10) выступающей части и гравированный с помощью способа гравирования фасонным фрезерованием. 13. Цилиндр (50) для тиснения по п.12, в котором отношение глубины (участка для образования) рисунка (10) выступающей части к глубине рисунка (12) фоновой части составляет порядка 1,5/2,0-100.
МПК / Метки
МПК: D06C 23/04, B44C 1/24, B44B 5/02
Код ссылки
<a href="https://eas.patents.su/8-1177-tisnenyjj-material.html" rel="bookmark" title="База патентов Евразийского Союза">Тисненый материал</a>
Плиточный декоративно-отделочный материал и способ его получения
Номер патента: 39
Опубликовано: 26.02.1998
Авторы: Лингарт Юрий Карлович, Клабачка Антонин
МПК: C03B 31/00
Метки: декоративно-отделочный, получения, способ, плиточный, материал
Формула / Реферат:
1. Плиточный декоративно-отделочный материал, содержащий бесцветное и/или окрашенное стекло, простые и /или сложные силикаты, отличающийся тем, что верхний слой материала, составляющий 0,15-0,35 его толщины, является частично стабилизированным и содержит в объеме маточной аморфной стеклофазы частицы стеклогранулята иного химического состава размером 0,1-15 мм, создающие заданные декоративные свойства поверхности, и хаотически ориентированные...
Cлоистый комбинированный полимерно-волокнистый материал.
Номер патента: 110
Опубликовано: 27.08.1998
Автор: Кузнецов Юрий
МПК: E04B 1/66, B32B 27/12
Метки: полимерно-волокнистый, комбинированный, материал, cлоистый
Формула / Реферат:
Слоистый комбинированный полимерно-волокнистый материал, состоящий из одного слоя термопластической полимерной пленки и двух наружных слоев волокнистого тканого материала, отличающийся тем, что, с целью улучшения его эксплуатационных свойств путем стабилизации температурных параметров, соотношение размеров исходных веществ удовлетворяет условию 2Hv ? Hp ? Hv, где материал выполнен из М = 2n+1 слоев, причем толщина материала и исходных...
Фрикционный композиционный материал
Номер патента: 750
Опубликовано: 28.02.2000
Авторы: Хайлов Сергей Иванович, Гимадутдинова Галина Анатольевна
МПК: C08J 5/14, C08K 13/02, C08L 61/10...
Метки: фрикционный, материал, композиционный
Формула / Реферат:
1. Фрикционный композиционный материал, содержащий связующее на основе фенольной смолы и наполнитель, отличающийся тем, что он содержит в качестве наполнителя силикатное и полиоксадиазольное волокна, барит и порошок цветных металлов при следующем соотношении компонентов, мас. %: Связующее на основе фенольной смолы 8-20 Полиоксадиазольное волокно 15-80 Силикатное волокно 1-30 Порошок ...
Монокристаллический ювелирный материал и способ его получения
Номер патента: 27
Опубликовано: 26.02.1998
Авторы: Бакунов Олег Валерьевич, Лингарт Юрий Карлович
МПК: C30B 29/16, C30B 11/04
Метки: монокристаллический, способ, материал, получения, ювелирный
Формула / Реферат:
1. Монокристаллический ювелирный материал, содержащий диоксид циркония или гафния, стабилизирующий оксид металла из ряда кальций, магний, иттрий, и окрашивающую добавку, отличающийся тем, что в качестве окрашивающей добавки он содержит металлическую медь при следующем соотношении компонентов, мас. %: Оксид кальция, магния или иттрия 16-30 Металлическая медь 0,1-0,5 Оксид циркония или ...
Газопроницаемый материал
Номер патента: 496
Опубликовано: 26.08.1999
Автор: Висс Курт Ханс
МПК: D03D 3/00, B32B 7/00, B01D 50/00...
Метки: газопроницаемый, материал
Формула / Реферат:
1. Газопроницаемый материал, включающий пористый субстрат, обработанный составом, включающим фторополимер и отвердитель поверхности. 2. Газопроницаемый материал по п.1, где отвердителем поверхности является полиамидимид. 3. Газопроницаемый материал по п.1 или 2, где состав для обработки также включает слюдяные чешуйки; слюдяные чешуйки, покрытые пигментом металлической стружки, и их возможные смеси. 4. Газопроницаемый материал по любому из...
Предыдущий патент: Способ изготовления арамидных волокон высокой прочности на разрыв
Случайный патент: Батарея топливных элементов