Способ нанесения термопластических красок на печатную форму и контейнеры для красок, используемые в этом способе
Формула / Реферат
1. Способ нанесения термопластической краски на закрепленную в держателе печатную форму, используемый при тампопечати, согласно которому обеспечивают относительное перемещение держателя и красочного резервуара с краской, отличающийся тем, что термопластическую краску при нанесении нагревают до температуры около 80шC путем нагрева держателя, или красочного резервуара, или обоих указанных компонентов.
2. Способ по п.1, отличающийся тем, что в качестве красочного резервуара используют нагреваемый красочный резервуар с круглым или овальным ракельным ножом из твердого материала, такого как твердый сплав или твердый пластмассовый материал, выполненный в виде единой детали из недеформируемого материала, к которой ракельный нож прикреплен посредством фиксации с защелкиванием в круговом или овальном пазе, выполненном по периметру указанной детали, или приклеивания.
3. Способ по п.1, отличающийся тем, что в качестве красочного резервуара используют устройство, состоящее из нагреваемой красочной емкости и, по меньшей мере, одного ракельного ножа, нижний край которого, находящийся в контакте с печатной формой, установлен под отрицательным углом к той части печатной формы, с которой должна быть удалена нанесенная краска, причем ракельный нож без изменения его расстояния от печатной формы последовательно приводят в движение относительно печатной формы в направлении, обеспечивающем нанесение краски на печатную форму, и в обратном направлении, обеспечивающем снятие краски с печатной формы.
4. Красочный резервуар, используемый при осуществлении способа, заявленного в п.2, отличающийся тем, что он выполнен нагреваемым и оснащен круглым или овальным ракельным ножом из твердого материала, такого как твердый сплав или твердый пластмассовый материал, и выполнен в виде единой детали из недеформируемого материала, к которой посредством фиксации с защелкиванием в круговом или овальном пазе, выполненном по периметру указанной детали, или приклеивания прикреплен ракельный нож.
5. Красочный резервуар по п.4, отличающийся тем, что твердый материал является синтетическим материалом.
6. Красочный резервуар по п.5, отличающийся тем, что синтетический материал является полиацетатом.
7. Красочный резервуар по п.5 или 6, отличающийся тем, что ракельный нож прикреплен при помощи клеящего вещества.
8. Красочный резервуар по п.4, отличающийся тем, что ракельный нож прикреплен к указанной единой детали посредством фиксации с защелкиванием.
9. Красочный резервуар по п.4 или 5, отличающийся тем, что ракельный нож присоединен к красочному резервуару посредством напыления или заливки синтетического материала, из которого изготовлен резервуар.
10. Нагреваемый красочный резервуар для осуществления способа, заявленного в п.3, отличающийся тем, что состоит из
а) красочной емкости и
б) по меньшей мере, одного ракельного ножа, нижний край которого, находящийся в контакте с печатной формой, установлен под отрицательным углом к той части печатной формы, в которой должна быть удалена нанесенная краска.
11. Красочный резервуар по п.10, отличающийся тем, что ракельный нож установлен под отрицательным углом, величина которого находится в интервале, по существу, от 90 до 180ш.
12. Красочный резервуар по п.10 или 11, отличающийся тем, что его длина не менее чем в 1,5 раза превышает любой другой размер и образует с ракельным ножом удлиненный зазор для подачи краски.
13. Красочный резервуар по п.12, отличающийся тем, что ракельный нож и красочный резервуар установлены в общем корпусе, длина которого не менее чем в 1,5 раза превышает любой другой размер.
14. Красочный резервуар по п.13, отличающийся тем, что ракельный нож и удлиненный корпус образуют единое целое.
15. Красочный резервуар по любому из пп.10-14, отличающийся тем, что содержит два ракельных ножа, обращенных друг к другу.
16. Красочный резервуар по любому из пп.10-15, отличающийся тем, что ракельный нож образует замкнутую фигуру с круглым сечением, причем часть ракельного ножа расположена под указанным отрицательным углом.
17. Красочный резервуар по любому из пп.13-16, отличающийся тем, что в указанном корпусе установлен электронагревательный элемент.

Текст
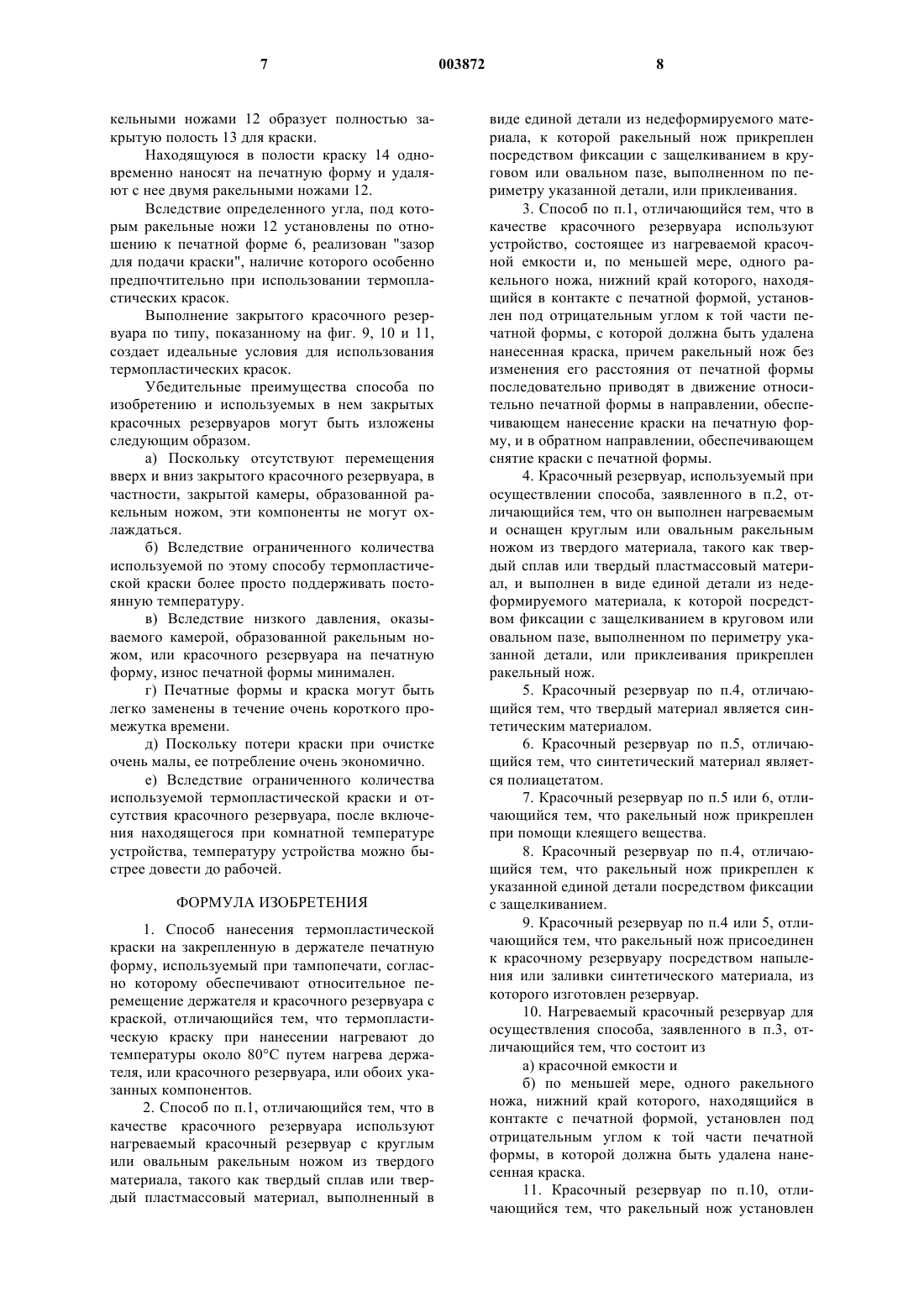
1 Область техники, к которой относится изобретение Настоящее изобретение относится к способу нанесения термопластической краски, используемому в тампопечати, на закрепленную в держателе печатную форму, который предусматривает относительное перемещение держателя и резервуара, заполненного термопластической краской. Уровень техники Для печатания на изделиях из таких материалов, как стекло, керамика или фарфор, преимущественно используется так называемая термопластическая краска. При комнатной температуре такая краска имеет вязкость густой пасты. Для печати краска должна быть нагрета примерно до 80 С, при этом она становится в достаточной степени жидкой. После выполнения печати нанесенная на запечатываемое изделие жидкая краска охлаждается до комнатной температуры, в результате чего снова сгущается. Фиксация отпечатка на материале осуществляется путем обжига изделия в течение определенного времени при высокой температуре (порядка 800 С). При этом краска превращается в стекловидное вещество и сплавляется с материалом изделия. В результате образуется прочно связанный с основой отпечаток, который не подвержен обесцвечиванию или износу, даже при частом мытье в посудомоечной машине. В настоящее время для печати на стекло термопластическими красками применяется способ шелкотрафаретной печати, при котором достигается приемлемое качество. В существующей технологии шелкотрафаретной печати применяется трафаретная печатная форма из пластмассы или металла, которая,однако, должна выдерживать максимальную температуру 100 С и которая закрепляется в деревянной или металлической раме. Трафаретная печатная форма покрывается непроницаемым слоем, за исключением мест, где краска должна проходить через форму для образования изображения, наносимого на материал изделия. Вязкие термопластические краски наносятся на трафаретную печатную форму. Форма нагревается, и термопластическая краска становится жидкой. Термопластическая краска продавливается через форму при помощи ракельного ножа из пластмассы или металла только в непокрытых местах, которые обеспечивают формирование изображения непосредственно на изделии: стекле, керамике или фарфоре. Этот способ имеет следующие ограничения: ограничена разрешающая способность вследствие использования трафаретной печатной формы, образованной нитями, плотность которых физически ограничена; он может быть использован только для нанесения печати на плоские и цилиндрические объекты; 2 в случае изгиба наружу или внутрь поверхности объекта, на которую наносится печать, имеет место резкое снижение качества. Кроме шелкотрафаретной печати, может быть использована также технология, известная как тампонная печать, или тампопечать. До настоящего времени тампопечать с применением термопластических красок не имела большого успеха вследствие недостаточной надежности и отсутствия постоянства качества. В технологии, известной как "тампопечать", используется печатная форма, полученная гравированием. На начальной стадии процесса всю поверхность формы покрывают краской,затем избыток краски удаляется ракельным ножом и собирается в поддоне для краски или в подобной емкости. Таким образом, краска остается лишь на гравированных участках. Осуществляемые при этом действия могут быть описаны следующим образом. 1) Держатель ракельного ножа со скобой для нанесения краски отводят от печатной формы и во время нанесения краски удерживают его на расстоянии от формы. 2) На стадии нанесения краски держатель ракельного ножа со скобой для нанесения краски перемещают относительно печатной формы по длине печатной формы. 3) По завершении стадии нанесения краски ракельный нож приводят в соприкосновение с печатной формой. 4) Ракельный нож перемещают относительно печатной формы, в результате краска удаляется с негравированных участков и собирается в поддоне. Ясно, что движение держателя ракельного ножа со скобой для нанесения краски относительно печатной формы является результатом движения ножа со скобой по направлению к неподвижной печатной форме и в обратном направлении, а также последующего относительного перемещения печатной формы и ракельного ножа со скобой для нанесения краски в противоположных направлениях. Ракельный нож всегда устанавливают таким образом, что он образует острый угол с печатной формой, а именно, с той частью формы,с которой должна быть удалена нанесенная краска. Такая, обычно применяемая технология,кратко описанная выше, имеет ряд недостатков,которые могут быть просуммированы следующим образом. а) Печатная форма подвержена сильному износу вследствие давления, оказываемого на нее ракельным ножом. Высокая степень удаления краски, действительно, является безусловным требованием, а для этого необходимо при вышеописанной установке ракельного ножа,чтобы он оказывал на печатную форму значительное давление. 3 б) В каждом цикле печати необходимо осуществление двух видов движений: движения ракельного ножа вверх-вниз в сочетании с его перемещением относительно печатной формы. Применительно к использованию термопластических красок, которые должны находиться при постоянной контролируемой температуре, такой системе присущи следующие недостатки: интенсивный износ печатной формы и ракельного ножа в связи с необходимым высоким давлением, которое нож должен оказывать на форму, что неблагоприятно отражается на качестве печати; трудности, связанные с поддержанием температуры на определенном уровне при движении ракельного ножа вверх-вниз, которое сопровождается постоянным нагревом и охлаждением ножа, в результате чего он быстро "загрязняется" затвердевшей краской. Совокупность этих недостатков является причиной, по которой практически невозможно достижение постоянного качества печати. В издании Патентные рефераты Японии,том 15,491 (М-1190), 12 декабря 1991 г., документ JP 03 213341 A (THINK LAB KK), 18 сентября 1991 г., раскрыт способ нанесения краски УФ-отверждения на травленый печатный цилиндр. В соответствии с этим способом вязкость краски понижают нагреванием. Более конкретно, в процессе относительного перемещения травленой поверхности и заполненного краской резервуара, резервуар нагревают до температуры, необходимой для этой краски. Нагрев краски в известном способе имеет основной целью ускорение процесса сушки при том же количестве источников УФ излучения или упрощение оборудования за счет снижения количества таких источников. Однако такая технология не может быть непосредственно применима в случае термопластической краски. Сущность изобретения Задачей изобретения является устранение недостатков известной технологии и создание способа и устройства, обеспечивающих при применении технически надежных средств увеличенный срок службы печатной формы и позволяющих с надежностью использовать термопластические краски. Для осуществления этого в изобретении предлагается нагревать держатель или красочный резервуар, либо оба этих компонента до температуры, необходимой для термопластической краски. В первом альтернативном варианте осуществления в качестве красочного резервуара используют нагреваемый электричеством красочный резервуар с круглым или овальным ракельным ножом из твердого материала, такого как твердый сплав или твердый пластмассовый ма 003872 4 териал, выполненный в виде единой детали из недеформируемого материала, по периметру которого выполнен круговой или овальный паз для крепления ракельного ножа посредством фиксатора с защелкой или приклеивания ракельного ножа к указанной детали. В соответствии с другим возможным вариантом осуществления используют устройство,состоящее из нагреваемой красочной емкости и,по меньшей мере, одного ракельного ножа,нижний край которого, находящийся в контакте с печатной формой, устанавливают под отрицательным углом к той части печатной формы, с которой должна быть удалена нанесенная краска. Ракельный нож, без изменения его расстояния от печатной формы, последовательно приводят в движение относительно печатной формы в направлении, обеспечивающем нанесение краски на печатную форму, и в обратном направлении, обеспечивающем снятие краски с печатной формы. Изобретение также относится к закрытым красочным резервуарам, используемым при осуществлении способа по изобретению. В соответствии с одним из предпочтительных вариантов выполнения красочный резервуар по изобретению состоит из красочной емкости и, по меньшей мере, одного ракельного ножа, нижний край которого, находящийся в контакте с печатной формой, установлен под отрицательным углом к той части печатной формы, с которой должна быть удалена нанесенная краска. При этом красочный резервуар предпочтительно выполнен удлиненным и образует с ракельным ножом удлиненный зазор для подачи краски. Кроме того, ракельный нож и красочный резервуар могут быть установлены в общем удлиненном корпусе (под удлиненным в контексте изобретения понимается объект, такой,например, как красочный резервуар или корпус этого резервуара, один из размеров которого(длина) существенно (не менее чем в 1,5 раза) превышает любой другой его размер). Прочие детали и преимущества изобретения будут видны из описания способа нанесения фаски на закрепленную в держателе печатную форму с использованием термопластической краски и красочного резервуара по изобретению. Номера ссылок соответствуют номерам на прилагаемых чертежах. Перечень фигур чертежей Фиг. 1-4 схематично иллюстрируют классический способ тампопечати. На фиг. 5 схематично представлен закрытый красочный резервуар с нагреваемым держателем печатной формы. На фиг. 6 схематично представлен закрытый красочный резервуар с нагреваемой печатной формой. На фиг. 7 схематично представлен закрытый красочный резервуар с нагреваемым держателем. 5 На фиг. 8 схематично представлен закрытый красочный резервуар с нагреваемым красочным резервуаром. Фиг. 9 схематично иллюстрирует закрытый отсек ракельного ножа с нагреваемым держателем печатной формы. Фиг. 10 схематично иллюстрирует закрытую камеру, образованную ракельным ножом, и нагреваемую печатную форму. Фиг. 11 схематично иллюстрирует закрытую нагреваемую камеру, образованную ракельным ножом, и печатную форму. Сведения, подтверждающие возможность осуществления изобретения Несмотря на схематичность фиг. 1-4, они ясно иллюстрируют различные стадии нанесения краски в известном способе, соответствующем технологии тампопечати. Цифрой 1 обозначена печатная форма, которая закреплена в держателе 2, углубленная часть которого образует емкость 3, где собирается краска после ее соскабливания с печатной формы 1. В принципе, устройство для нанесения краски на печатную форму всегда содержит скобу 4 для нанесения краски и ракельный нож 5. Эти компоненты поочередно перемещают вверх и вниз при помощи средств, которые здесь подробно не описаны. Понятно, что относительное движение держателя ракельного ножа со скобой для нанесения краски и печатной формы является результатом движения ножа со скобой по направлению к неподвижной печатной форме и в обратном направлении, а также последующего относительного перемещения в противоположных направлениях печатной формы и ракельного ножа со скобой для нанесения краски. Такая обычно применяемая технология,кратко описанная выше, имеет ряд недостатков,которые могут быть просуммированы следующим образом. а) Ракельный нож всегда установлен по отношению к печатной форме таким образом,что он образует острый угол, с формой, точнее,с той ее частью, с которой должна быть удалена нанесенная краска. б) Печатная форма подвергается сильному износу вследствие давления, оказываемого на нее ракельным ножом. Действительно, высокая степень удаления краски является безусловным требованием, а для этого при установке ракельного ножа, описанного в п. а), необходимо, чтобы он оказывал на печатную форму большое давление. в) В каждом цикле необходимо осуществление двух видов движений: движение ракельного ножа вверх-вниз относительно печатной формы и его движение вдоль формы. Описанному способу присущи следующие многие недостатки, обусловленные использованием термопластических красок, которые долж 003872 6 ны находиться при постоянной контролируемой температуре: интенсивный износ печатной формы и ракельного ножа в связи с необходимым высоким давлением, которое нож должен оказывать на форму, и которое в значительной степени отрицательно влияет на качество печати; трудности, связанные с поддержанием температуры на определенном уровне при движении ракельного ножа вверх-вниз, которое сопровождается постоянным нагревом и охлаждением ножа, в результате чего он быстро "загрязняется" затвердевшей краской. Совокупность этих недостатков является причиной, по которой практически невозможно достижение постоянного качества печати. В соответствии с изобретением предлагается, применительно к использованию термопластических красок, введение нагреваемого держателя печатной формы или закрытого нагреваемого красочного резервуара. Очевидно также, что можно нагревать и оба эти компонента. Ниже описаны различные варианты реализации способа и используемых в нем держателей или красочных резервуаров. В варианте реализации, показанном на фиг. 5, печатная форма 6 закреплена в держателе 7. Цифрой 8 обозначен красочный резервуар,а 9 - держатель красочного резервуара. В этом варианте осуществляют нагрев только держателя 7 печатной формы. Фиг. 6 относится к альтернативному варианту изобретения, согласно которому нагревают печатную форму 6, а нагрев держателя 7 печатной формы и красочного резервуара 8 не производят. Как было упомянуто выше, возможна комбинация описанных вариантов. В варианте осуществления способа, иллюстрируемом фиг. 7, нагревают только лишь держатель 9 красочного резервуара, а в варианте по фиг. 8 нагревают только красочный резервуар 8. Из сущности изобретения следует, что возможна комбинация вариантов по фиг. 5-8. Закрытые камеры 10 для краски по фиг. 9-11 соответствуют предпочтительному варианту выполнения красочного резервуара по настоящему изобретению. Закрытые камеры для краски используются в различных вариантах осуществления изобретения, перечисленных ниже. а) Фиг. 9 - камера 10 для краски используется в комбинации с нагреваемым держателем 7 печатной формы. б) Фиг. 10 - нагревают только печатную форму 6. в) Фиг. 11 - нагревают только камеру 10 для краски. Из сущности изобретения следует, что возможна комбинация вариантов по фиг. 9-11. Предпочтительным является вариант выполнения камеры 10 для краски, состоящей из корпуса 11, который в комбинации с двумя ра 7 кельными ножами 12 образует полностью закрытую полость 13 для краски. Находящуюся в полости краску 14 одновременно наносят на печатную форму и удаляют с нее двумя ракельными ножами 12. Вследствие определенного угла, под которым ракельные ножи 12 установлены по отношению к печатной форме 6, реализован "зазор для подачи краски", наличие которого особенно предпочтительно при использовании термопластических красок. Выполнение закрытого красочного резервуара по типу, показанному на фиг. 9, 10 и 11,создает идеальные условия для использования термопластических красок. Убедительные преимущества способа по изобретению и используемых в нем закрытых красочных резервуаров могут быть изложены следующим образом. а) Поскольку отсутствуют перемещения вверх и вниз закрытого красочного резервуара, в частности, закрытой камеры, образованной ракельным ножом, эти компоненты не могут охлаждаться. б) Вследствие ограниченного количества используемой по этому способу термопластической краски более просто поддерживать постоянную температуру. в) Вследствие низкого давления, оказываемого камерой, образованной ракельным ножом, или красочного резервуара на печатную форму, износ печатной формы минимален. г) Печатные формы и краска могут быть легко заменены в течение очень короткого промежутка времени. д) Поскольку потери краски при очистке очень малы, ее потребление очень экономично. е) Вследствие ограниченного количества используемой термопластической краски и отсутствия красочного резервуара, после включения находящегося при комнатной температуре устройства, температуру устройства можно быстрее довести до рабочей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ нанесения термопластической краски на закрепленную в держателе печатную форму, используемый при тампопечати, согласно которому обеспечивают относительное перемещение держателя и красочного резервуара с краской, отличающийся тем, что термопластическую краску при нанесении нагревают до температуры около 80 С путем нагрева держателя, или красочного резервуара, или обоих указанных компонентов. 2. Способ по п.1, отличающийся тем, что в качестве красочного резервуара используют нагреваемый красочный резервуар с круглым или овальным ракельным ножом из твердого материала, такого как твердый сплав или твердый пластмассовый материал, выполненный в 8 виде единой детали из недеформируемого материала, к которой ракельный нож прикреплен посредством фиксации с защелкиванием в круговом или овальном пазе, выполненном по периметру указанной детали, или приклеивания. 3. Способ по п.1, отличающийся тем, что в качестве красочного резервуара используют устройство, состоящее из нагреваемой красочной емкости и, по меньшей мере, одного ракельного ножа, нижний край которого, находящийся в контакте с печатной формой, установлен под отрицательным углом к той части печатной формы, с которой должна быть удалена нанесенная краска, причем ракельный нож без изменения его расстояния от печатной формы последовательно приводят в движение относительно печатной формы в направлении, обеспечивающем нанесение краски на печатную форму, и в обратном направлении, обеспечивающем снятие краски с печатной формы. 4. Красочный резервуар, используемый при осуществлении способа, заявленного в п.2, отличающийся тем, что он выполнен нагреваемым и оснащен круглым или овальным ракельным ножом из твердого материала, такого как твердый сплав или твердый пластмассовый материал, и выполнен в виде единой детали из недеформируемого материала, к которой посредством фиксации с защелкиванием в круговом или овальном пазе, выполненном по периметру указанной детали, или приклеивания прикреплен ракельный нож. 5. Красочный резервуар по п.4, отличающийся тем, что твердый материал является синтетическим материалом. 6. Красочный резервуар по п.5, отличающийся тем, что синтетический материал является полиацетатом. 7. Красочный резервуар по п.5 или 6, отличающийся тем, что ракельный нож прикреплен при помощи клеящего вещества. 8. Красочный резервуар по п.4, отличающийся тем, что ракельный нож прикреплен к указанной единой детали посредством фиксации с защелкиванием. 9. Красочный резервуар по п.4 или 5, отличающийся тем, что ракельный нож присоединен к красочному резервуару посредством напыления или заливки синтетического материала, из которого изготовлен резервуар. 10. Нагреваемый красочный резервуар для осуществления способа, заявленного в п.3, отличающийся тем, что состоит из а) красочной емкости и б) по меньшей мере, одного ракельного ножа, нижний край которого, находящийся в контакте с печатной формой, установлен под отрицательным углом к той части печатной формы, в которой должна быть удалена нанесенная краска. 11. Красочный резервуар по п.10, отличающийся тем, что ракельный нож установлен под отрицательным углом, величина которого находится в интервале, по существу, от 90 до 180. 12. Красочный резервуар по п.10 или 11,отличающийся тем, что его длина не менее чем в 1,5 раза превышает любой другой размер и образует с ракельным ножом удлиненный зазор для подачи краски. 13. Красочный резервуар по п.12, отличающийся тем, что ракельный нож и красочный резервуар установлены в общем корпусе, длина которого не менее чем в 1,5 раза превышает любой другой размер. 14. Красочный резервуар по п.13, отличающийся тем, что ракельный нож и удлиненный корпус образуют единое целое. 15. Красочный резервуар по любому из пп.10-14, отличающийся тем, что содержит два ракельных ножа, обращенных друг к другу. 16. Красочный резервуар по любому из пп.10-15, отличающийся тем, что ракельный нож образует замкнутую фигуру с круглым сечением, причем часть ракельного ножа расположена под указанным отрицательным углом. 17. Красочный резервуар по любому из пп.13-16, отличающийся тем, что в указанном корпусе установлен электронагревательный элемент.
МПК / Метки
МПК: B41F 17/00
Метки: этом, красок, способе, печатную, форму, термопластических, контейнеры, нанесения, используемые, способ
Код ссылки
<a href="https://eas.patents.su/6-3872-sposob-naneseniya-termoplasticheskih-krasok-na-pechatnuyu-formu-i-kontejjnery-dlya-krasok-ispolzuemye-v-etom-sposobe.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нанесения термопластических красок на печатную форму и контейнеры для красок, используемые в этом способе</a>
Способ получения r-альфа-пропил-пиперониламина и его аналогов, промежуточные продукты, используемые в этом способе.
Номер патента: 1207
Опубликовано: 25.12.2000
Авторы: Вальтермир Роберт Юджин, Анзалоне Луиджи, Ли Хью-Йин
МПК: C07D 317/58
Метки: r-альфа-пропил-пиперониламина, используемые, продукты, аналогов, промежуточные, получения, способе, этом, способ
Формула / Реферат:
1. Способ получения R-a-пропил-пиперониламина формулы I: или его стереоизомера, или соли, включающий: (а) взаимодействие соединения формулы II: с хиральным метилбензиламином с получением соединения формулы III: или его стереоизомера, где R выбирают из Н, ОН и ОСН3; (b) гидрирование полученного соединения формулы III или его стереоизомера, или соли в присутствии Ra-Ni (Ni Ренея) с получением соединения формулы IV: или его...
Трициклические соединения, обладающие активностью в отношении интегринов, в частности, в отношении интегрина альфаvбета 3, способ их получения и промежуточные соединения, используемые в этом способе,их применение в качестве медикаментов и содержащие их фармацевтические композиции.
Номер патента: 2271
Опубликовано: 28.02.2002
Авторы: Макдауэлл Роберт С., Кнолле Йохен, Гадек Томас Р., Бернар Серж, Гурвест Жан-Франсуа, Тетш Жан-Жорж, Штильц Ханс-Ульрих, Венер Фолькмар, Питти Роберт М., Карниато Дени, Бодари Сара С.
МПК: A61P 9/10, A61K 31/19, C07C 281/12...
Метки: трициклические, частности, способе,их, альфаvбета, активностью, применение, промежуточные, этом, отношении, соединения, интегринов, качестве, медикаментов, обладающие, фармацевтические, интегрина, содержащие, способ, композиции, получения, используемые
Формула / Реферат:
1. Соединения общей формулы (I) в которой R1 обозначает группу -О-[А]-[В]-COR6, в которой R6 обозначает -ОН, C1-С6алкокси, -О-СН2-СН(ОН)-СН2OН, [A] обозначает группу C1-С6алкилен, возможно замещенный оксогруппой, [B] обозначает радикал -CH(Z)- или простую связь, Z обозначает группу -NHCO2Rc, или -NHSO2Rc, где Rc обозначает радикал фенил(C1-С4)алкил-, хинолинил или пиридинилимидазолил(C1-С4)алкил-, R2 и R3, одинаковые или разные, обозначают атом...
Композиция, пригодная для нанесения впитывающих печатную краску покрытий
Номер патента: 3067
Опубликовано: 26.12.2002
Авторы: Микос Деметриус, Чэпман Дэвид М.
МПК: C08K 3/20, C09C 3/00, C09D 1/00...
Метки: впитывающих, покрытий, печатную, краску, пригодная, нанесения, композиция
Формула / Реферат:
1. Композиция, включающая (a) частицы неорганического оксида, имеющие i) средний размер частиц в интервале от 0,05 до 1 мкм и ii) такую пористость, при которой после сушки водной дисперсии частиц, по меньшей мере, 0,5 см3/г объема пор, определенного с помощью BJH азотной порометрии, составляют поры, имеющие размер 60 нм (600 ангстрем) или менее, и (b) связующий агент. 2. Композиция по п.1, в которой частицы неорганического оксида являются...
Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, и применение в этом способе системы горелок с определенной компоновкой
Номер патента: 181
Опубликовано: 24.12.1998
Авторы: Штайнхорст Михаэль, Скреба Герхард, Кустер Франк
МПК: C21D 9/04
Метки: рельсового, стыка, способе, металла, заливкой, компоновкой, помощью, способ, определенной, применение, этом, системы, изготовленного, промежуточного, сварки, горелок, термообработки
Формула / Реферат:
1. Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, в частности с целью, по меньшей мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и...
Способ нанесения удаляемой печатной маркировки на контейнер
Номер патента: 455
Опубликовано: 26.08.1999
Автор: Стенберген Йоханнес Фемминус
Метки: печатной, способ, удаляемой, маркировки, контейнер, нанесения
Формула / Реферат:
1. Способ нанесения удаляемой печатной маркировки на контейнер, предусматривающий, что слой краски, который образует печатное изображение, переносят на контейнер с несущей пленки, на которую слой краски был нанесен посредством традиционной типографской технологии, при этом слой краски снабжают на стороне, контактирующей с контейнером, связующим для прикрепления слоя краски к контейнеру, которое обладает такими свойствами, что в нормальных...
Предыдущий патент: Видеопроекционная система
Следующий патент: Способ многоместной двухфазной стимуляции для подавления желудочковой аритмии
Случайный патент: Способ уменьшения риска вертебральных переломов