Способ двусторонней обработки бумажного полотна и каландр для осуществления этого способа
Формула / Реферат
1. Способ двухсторонней обработки бумажного полотна, преимущественно для производства бумаги для глубокой печати, с применением каландра путем пропускания бумажного полотна между жесткими и мягкими валками, часть из которых нагревают, причем крайние валки создают необходимое напряжение сжатия между валками, а, по меньшей мере, один из крайних валков выполнен с возможностью регулирования возникающего в нем прогиба, отличающийся тем, что используют два одинаковых ряда по пять валков, а ширину зоны контакта между жестким и мягким валками, по крайней мере, для одной пары валков устанавливают из условия: время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет, по меньшей мере, 0,1 мс, температура нагрева наружной поверхности жесткого валка составляет, по меньшей мере, 100шС, а напряжение сжатия в зоне контакта составляет более 42 Н/мм2.
2. Способ по п.1, отличающийся тем, что время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет максимум 0,9 мс, температура нагрева наружной поверхности жесткого валка составляет максимум 150шС, а напряжение сжатия в зоне контакта составляет максимум 60 Н/мм2.
3. Способ по пп.1 и 2, отличающийся тем, что время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, находится в пределах 0,2-0,5 мс, температура нагрева наружной поверхности жесткого валка находится в пределах 110-125ш С, а напряжение сжатия в зоне контакта находится в пределах 45-55 Н/мм2.
4. Способ по любому из пп.1-3, отличающийся тем, что указанные условия выполняются для большинства или для всех зон контакта.
5. Каландр для осуществления способа по одному из пп.1-4, содержащий в ряду, нагружаемом с конца, жесткие и мягкие валки, причем, по меньшей мере, некоторые из жестких валков выполнены с возможностью нагрева, а верхние и/или нижние валки имеют возможность регулирования прогиба, отличающийся тем, что он содержит два одинаковых ряда, каждый из которых включает пять валков.
6. Каландр по п.5, отличающийся тем, что верхние и/или нижние валки выполнены жесткими и с возможностью нагрева.
7. Каландр по п.5 или 6, отличающийся тем, что мягкие валки выполнены с покрытием из пластмассы.
8. Каландр по п.7, отличающийся тем, что пластмассовое покрытие валков выполнено из материала, способного выдерживать напряжение сжатия до 60 Н/мм2.
9. Каландр по п.7 или 8, отличающийся тем, что пластмассовое покрытие валков выполнено из эпоксидной смолы, армированной волокном.
10. Каландр по одному из пп.5-9, отличающийся тем, что все валки снабжены приводом.
11. Каландр по одному из пп.5-10, отличающийся тем, что ряды валков закрыты защитным кожухом.
Текст
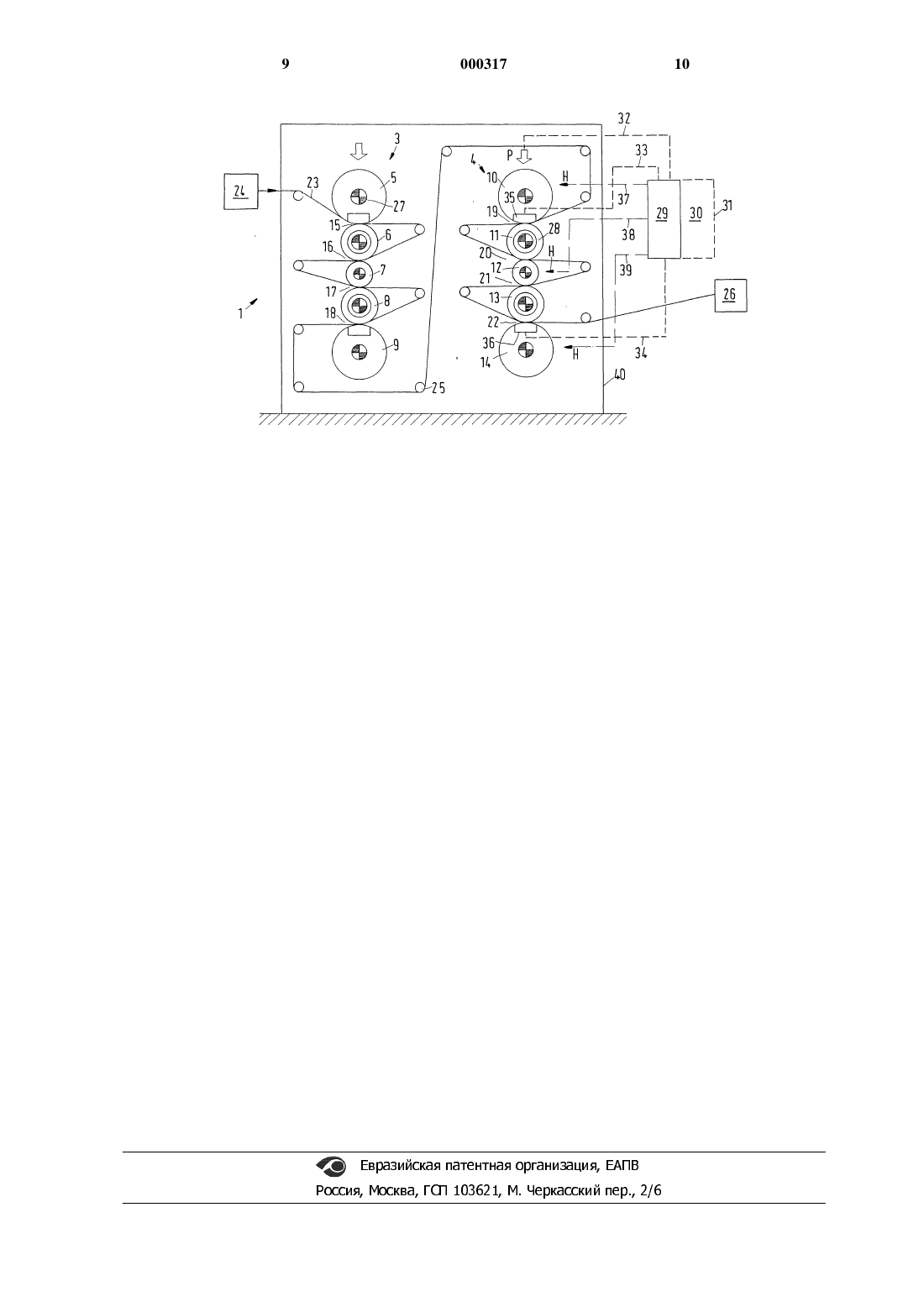
Изобретение относится к каландрам для двухсторонней обработки бумажного полотна, в особенности, для производства бумаги для глубокой печати.ИЗВССТНЫ так НЗЗЬШЗСМЫС КОМПЗКТНЬПС каландрь 1, содержащие жесткие и мягкие или эластичные валки, между Которыми образованы ЗОНЫ контакта. ЧЗСТЬ ВШТКОВ ВЫПОЛНСНЗ С ВОЗможностью нагрева, при этом нагреваемый валок образует зону контакта с мягким валком,прогиб которого может регулироваться. Для двухсторонней обработки бумажного полотна могут также устанавливаться друг за другом два каландра такого типа. Однако этим способом могут быть изготовлены только бумаги, подвергающиеся простому лощению, а не технические бумаги, как, например, силиконовые бумагиосновы, а также бумаги для глубокой печати. Кроме того, большая часть энергии для обработки должна подводиться в виде тепла. Поэтому нагреваемые валки имеют температуру наружной поверхности от 160 до 200 С. Излучается много тепловой энергии, которая должна отводиться кондиционерами. Так как диаметр валка по причине жесткости достаточно большой,то должны прикладываться большие распределенные нагрузки, чтобы создать напряжения сжатия, необходимые для желаемых результатов лощения. Далее, сменные эластичные валки являются дорогими, так как они должны одновременно иметь возможность регулирования прогиба.Известен способ двухсторонней обработки бумажного полотна, преимущественно для производства бумаги для глубокой печати, с применением каландра путем пропускания бумажНОГО ПОЛОТНЗ МСЖДУ ЖССТКИМИ И МЯГКШИИ ВЗЛками, часть из которых нагревают, причем крайние валки создают необходимое напряжение сжатия между валками, а, по меньшей мере,ОДИН ИЗ крайъшх ВЗЛКОВ ВЫПОЛНСН С ВОЗМОЯСНОстью регулирования возникающего в нем прогиба (см. Ргозрект "1 Э 1 е пепеп 511 рег 1 а 1 апс 1 егКопиерге" бег Рита 51112 ег Рареггес СшЬН 21115 1994 (КепшШег 05/94 б. Нагреваемые валки имеют температуру наружной поверхности, ограниченную значением примерно 80 С. Среднее напряжение сжатия в зонах контакта между валками при нормальной эксплуатации лежит в пределах между 15 и 30 Н/мм 2, а в самой нижней зоне контакта напряжение сжатия составляет примерно 40 Н/мм 2.Известен также каландр, содержащий расположенные в ряду, нагружаемом с конца, жесткие и мягкие валки, причем, по меньшей мере,НСКОТОрЫС ИЗ ЖССТКИХ ВЗЛКОВ ВЫПОЛНСНЪ 1 С ВОЗможностью нагрева, а верхний и/или нижний валок имеет возможность регулирования прогиба (см. Ргозре 1 г "Вйе пеиеп ЗирегкгпапбегКопиерге" бег Рита 51112 ег Рареггес СшЬН 21115 1994 (Кеппыйег О 5/94 с 1. Этот каландр служит для окончательной обработки бумажного по 000317лотна с тем, чтобы оно получило желаемые значения гладкосги, глянца, толщины, удельного объема и т.д., и устанавливается отдельно от бумагоделательной машины. "Мягкие" или эластичные валки имеют покрытие, состоящее, как правило, из волокнистого материала. Для бумаг,подвергающихся простому лощению, как, например, писчая бумага, достаточно ряда с 9 или 10 валками. Для более высококачественных бумаг, таких как бумага для глубокой печати, технические бумаги или уплотнительные бумаги,необходимо от 12 до 16 валков. Такая большая машина является дорогой и занимает большую площадь.В основу изобретения положена задача создать способ двухсторонней обработки бумажного полотна, преимущественно для производства бумаги для глубокой печати, который позволяет получить превосходные результаты лощения, а также создать каландр вышеописанного типа для осуществления указанного способа, который является меньшим по размерам и бОЛСС ДСШСВЫМ В ИЗГОТОВЛСНИИ И ЗКСПЛУЗТЗЦИИ.Указанная задача решается тем, что в способе двухсторонней обработки бумажного полотна, преимущественно для производства бумаги для глубокой печати, с применением каландра путем пропускания бумажного полотна МСЖДУ ЖССТКИМИ И МЯГКИМИ валками, ЧЗСГЬ ИЗ которых нагревают, причем крайние валки создают необходимое напряжение сжатия между валками, а, по меньшей мере, один из крайних валков выполнен с возможностью регулирования возникающего в нем прогиба, согласно изобретению, используют два одинаковых ряда по ПЯТЬ ВЗЛКОВ, аЗОНЫ контакта МСЖДУ жестким и мягким валками, по крайней мере,для одной пары валков устанавливают из условия: время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет, по меньшей мере, 0,1 мс, температура нагрева наружной поверхности жесткого валка составляет, по меньшей мере, 100 С, а напряжение сжатия в зоне контакта составляет более 42 Н/мм 2Благодаря уменьшению высоты ряда снижается влияние веса валков на распределенную нагрузку. Поэтому при одной и той же нагрузке в самой нижней зоне контакта можно работать в самой верхней зоне контакта с более высокой удельной нагрузкой, чем в известных суперкаландрах. При этом неожиданным образом окаЗЗЛОСЬ, ЧТО ДОСГЗТОЧНО НСМНОГО ПОВЫСИТЬ ПОДводимую энергию для обработки, чтобы иметь возможность удовлетворительно обрабатывать также высококачественные бумаги. Таким образом, подвод тепла может осуществляться при температурах, КОТОрЫС ЛИШЬ НСМНОГО ВЫШС температур, принятых в настоящее время в каландрах, поэтому излучение тепла повышается лишь немного. Для этого имеются в распоряжении различные теплоносители, при этом не воз никает ЗЗТРУДНСНИЙ, СВЯЗЗННЪТХ С ВЫСОКИМИ температурами, с которыми должен работать компактный каландр. Также достаточно относительно небольшого увеличения напряжения сжатия, которое безоговорочно может выдержиВЗТЬСЯ МСХЗНИЧССКИ И ДОЛЭКНО приниматься ВО внимание разве только при выборе покрытия эластичного валка. Посредством одновременного применения обеих мер (усиленный нагрев и увеличенное нагружение), по меньшей мере, в одной зоне контакта, предпочтительно в самой нижней, могут быть достигнуты чрезвычайно хорошие результаты также в случае использования скоростного каландра и обработки высококачественных бумаг. Так как ряд валков имеет Меньшую высоту, чем известный суперкаландр, годятся более низкие здания, что существенно уменьшает стоимость монтажа.Целесообразно, чтобы время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет максимум 0,9 мс, температура нагрева наружной поверхности жесткого валка составляла максимум 150 С, а напряжение сжатия в зоне контакта составляло максимум 60 Н/мм 2. Поэтому фактически требуется лишь небольшое повышение температуры наружной поверхности И напряжения сжатия.Предпочтительно, чтобы время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, находилось в пределах О,2-0,5 мс, температура нагрева наружной поверхности жесткого валка находилась в пределах 110-125 С, а напряжение сжатия в зоне контакта находилось в пределах 45-55 Н/мм 2.Целесообразно, чтобы, по меньшей мере,для одного рабочего зазора выполнялось условие, что время обработки составляет самое большее 0,9 мс, нагрев рассчитан на температуру наружной поверхности максимум 150 С, а нагружение рассчитано на напряжение сжатия до 60 Н/мм 2. Поэтому фактически требуется лишь небольшое повышение температуры наружной поверхности И напряжегшя сжатия.Предпочтительно, чтобы время обработки составляло от 0,2 до 0,5 мс, температура наружной поверхности - от 110 до 125 С, а среднее напряжение сжатия - от 45 до 55 Н/мм 2.Особенно выгодным является выполнение указанных условий для большинства или для ВССХ ЗОН контакта. ПОСКОЛЬКУ ПОВЬТШСННЪТС ЗНЗчения равномерно распределены на несколько зон контакта, достаточно очень незначительного увеличения температуры и нагрузки.Поставленная задача решается также тем,что каландр, содержащий расположенные в ряду, нагружаемом с конца, жесткие и мягкие валки, причем, по меньшей мере, некоторые из жеСТКИХ ВЗЛКОВ ВЬТПОЛНСНЬТ С ВОЗМОЯСНОСТЬЮ нагрева, а верхгШе и/или нижние валки имеют возможность регулирования прогиба, согласноИзобретению, содержит два одинаковых ряда,КЗЭКДЬТЙ ИЗ КОТОрЬТХ ВКЛТОЧЗСТ ПЯТЬ ВЗЛКОВ.Каландр, состоящий из двух рядов по пять валков, дает практически такие же результаты лощения, что и обычный 12-валковый каландр,применение которого до сих пор считалось необходимым при производстве бумаг для глубокой печати и других высококачественных бумаг. Разделение валков на два ряда обеспечивает еще одно преимущество, состоящее в том, что зависимость распределенной нагрузки от веса валков меньше, так что в каждой самой верхней зоне контакта можно обрабатывать бумагу с гораздо более высокой распределенной нагрузкой, чем до сих пор.Преимущество каландров с двумя рядами валков состоит также в том, что они в большей мере пригодны для работы в одной линии с бумагоделательной машиной или со станком для мелования, так как движущееся бумажное полотно в каждом ряду должно проводиться через меньшее количество зон контакта.Целесообразно, чтобы верхние и/или нижНИС валки бЫЛИ ВЬТПОЛНСНЬТ С ВОЗМОЯСНОСТЬЮ нагрева.В связи с этим рекомендуется, чтобы верхгШй и/или нижний валки были жесткими и нагреваемыми. Через эти жесткие валки тепловая энергия может быть подведена лучше, чем через соседний мягкий валок.Целесообразно, чтобы мягкие валки были ВЬТПОЛНСНЪТ С ПОКРЬТТИСМ ИЗ ПЛЗСТМЗССЬТ. ТЗКИС покрытые пластмассой валки намного более ПРИГОДНЪТ ДЛЯ ЗКСПЛУЗТЗЦИИ ПрИ ПОВЬТШСННОМ среднем напряжегши сжатия, чем валки, покрЬ 1 тые волокнистым материалом. Они допускают эксплуатацию при напряжении сжатия более чем 42 Н/мм 2. В частности, пластмассовое покрытие должно выдерживать напряжение сжатия до 60 Н/мм 2.Это справедливо в особенности в случае,если пластмассовое покрытие валков выполнено из эпоксидной смолы, армированной волокном. Такое пластмассовое покрытие имеет срок службы, по меньшей мере, двенадцать недель.Преимущество пластмассовых покрытий,кроме их способности выдерживать более вЬ 1 соКИС напряжения сжатия, СОСТОИТ ТЗКЖС В ТОМ,ЧТО ОНИ - В ПРОТИВОПОЛОЭКНОСТЬ ПОКрЬТТИЯМ ИЗ волокнистого материала - значительно менее чувствительны к маркировкам и поэтому лишь изредка должны демонтироваться и шлифоваться.Целесообразно, чтобы все валки были снабжены приводом. В этом случае бумажное полотно может при работающем каландре втягиваться, так как всем валкам может сообщаться одинаковая скорость, прежде чем они будут нагружены.Рекомендуется также, чтобы ряды валков были закрыты защитным коЖухом, который уменьшает тепловое излучение. В этом случаепроизводственное помещение не так сильно нагревается и меньше нуждается в кондиционировании. Температура внутри кожуха, наоборот,поддерживается на более высоком уровне, так что подвод тепла от нагревательного устройства может поддерживаться небольшим.Изобретение поясняется далее подробнее посредством изображенного на чертеже предПОЧТИТСЛЬНОГО примера ВЫПОЛНСНИЯ. ЕДРШСТвенная фигура схематично изображает каландр согласно изобретению.Изображенный каландр 1 содержит два ряда 3 и 4 валков, по пять валков в каждом ряду. Первый ряд 3 содержит нагреваемый, вЬ 1 полненньгй с возможностью регулирования прогиба жесткий верхний валок 5, мягкий валок 6, нагреваемьтй жесткий валок 7, мягкий валок 8 и нагреваемый, выполненный с возможностью регулирования прогиба жесткий нижний валок 9. Второй ряд 4 содержит нагреваемый, вЬ 1 полненньгй с возможностью регулирования прогиба жесткий верхний валок 10, мягкий валок 11,нагреваемый жесткий валок 12, мягкий валок 13 и нагреваемый, выполненный с возможностью регулирования прогиба жесткий нижний валок 14. Таким образом, в первом ряду 3 образованы четыре зоны 15-18 контакта, а во втором ряду 4 - четыре зоны 19-22 контакта, при этом каждая зона контакта ограничена жестким и мягким валками.Бумажное полотно 23 подводится из бумагоделательной машины 24, проходит сверху вниз с помощью ведущего ролика 25 зоны контакта первого ряда 3 и затем зоны контакта второго ряда 4, откуда оно наматывается на намоточное устройство 26. Бумажное полотно прилегает к жестким валкам в первом ряду 3 одной стороной, а во втором ряду 4 - другой стороной,так что достигается двухсторонняя желаемая структура поверхности, например, глянец или гладкость.Вследствие непосредственной связи каландра 1 с бумагоделательной машиной 24 получается поточное производство. Поэтому каждьтй из валков 5-14 имеет собственный привод 27. Это дает возможность втягивания бумажного полотна 23 во время работьт. Каждый из мягких валков 6, 8, 11 и 13 имеет покрьттие 28 из пластмассы, в частности, из армированной волокном эпоксидной смолы. Это покрытие менее чувствительно к маркировкам, чем покрытие из волокнистого материала, так что для поточного производства достигаются существенно большие сроки службы. Кроме того, покрытие может быть нагружено более высоким напряжением сжатия. Оно также более стойко к повышенным температурам, чем бумага. Примером такого покрьттия является покрьттие из "ТорТес 4" фирмы Зсара Кегп, Шшт-раззгп/Австрия.Для каждого ряда предусмотрен блок 29 или 30 управляющего устройства 31. Каждый из управляющих блоков имеет несколько функций, 000317которые поясняются далее для второго ряда 4. Это соответственно имеет силу и для ряда 3.а) Через линию 32 устанавливается сила Р,с которой верхний валок 10 прижимается вниз,причем нижний валок 14 целесообразным образом зафиксирован. Нагружение может осуществляться также в обратном направлении, при этом сила Р действует на нижний валок 14, а верхний валок 10 зафиксирован. Нагружением определяется также напряжение сжатия, которое имеет место в отдельных зонах 19-22 контакта. Это напряжение сжатия увеличивается сверху вниз, так как к нагружающей силе Р каждый раз прибавляется еще действующий вес отдельных валков. Разумеется, возрастание силы в каждом ряду меньше, чем в известных суперкаландрах, содержащих от 9 до 16 валков.б) Через линии 33 и 34 подводится рабочая жидкость к устройствам 35 или 36 для вьтравнивания прогиба верхнего валка 10 и нижнего валка 14. Эти устройства служат для того, чтобы вдоль валков имело место равномерное напряжение сжатия, что само по себе известно. Для этого могут применяться все общеизвестные устройства, в особенности такие, в которых поддерживающие элементы расположены рядом друг с другом в одном ряду и могут поодиночке или гругшами нагружаться различным давлением.в) Валки 10, 12 и 14 вьшолнены с возможностью нагрева, как это показано с помощью стрелки Н. Тепловая энергия подводится через линии 37-39, изображенные штрихпунктиром. Это может осуществляться путем электрического подогрева, путем подогрева излучением, с помощью теплоносителя и т.п. Защитный кожух 40 служит для теплоизоляции и предназначен для того, чтобы излучаемое вследствие подогрева тепло лишь в небольшом количестве отводилось в окружающее пространство.С помощью силы Р обеспечивается среднее напряжение р сжатия в зонах 15-22 контакта, или, по меньшей мере, в самой нижней зоне контакта, в пределах между 45 и 60 Н/мм 2. С помощью нагрева Н обеспечивается температура наружной поверхности нагреваемых валков 5, 7, 9, 10, 12, 14 между 100 и 150 С. Диаметры валков и упругость покрьттия 28 выбраны так,чтобы ширина зоны контакта составляла примерно от 2 до 15 мм, преимущественно примерно 8 мм. Это приводит к тому, что в зависимости от скорости полотна, в каждой зоне контакта время г перемещения бумажного полотна на расстояние, равное ширине этой зоны, составляет от 0,1 до 0,9 мс. Предпочтительно, если температура Т лежит лишь немного выше нижнего предела, например, составляет 110 С, и напряЖСНИС СЯЩТИЯ НЗХОДИТСЯ ЛИШЬ НСЗНЗЧИТСЛЬНО выше нижнего предела, например, равно 50 Н/мм 2.Было обнаружено, что печатная способНОСТЬ натуральных И ЛСГКО МСЛОВЗННЫХ бумагзависит не обязательно от достигнутых глянца или гладкости бумажного полотна, а в большей степени от плотности или от обратной ей величины удельного объема (в см 3/г). Мера для печатной способности в способе глубокой печати при этом определяется через число "непропечатанных точек" (отсутствующие точки растра в четверть- и полутоновой области). Наилучшие результаты в этом отношении получают, если для всех зон контакта выдерживаются указанные выше пределы. Результаты обработки бумаГИ МОГУТ бЫТЬ СЩС ЗНЗЧИТСЛЬНО УЛУЧШСНЬТ ПОсредством того, что валки, в особенности средние, устанавливают с возможностью вращения не показанным способом в рычагах, причем консольно свисающие массы положительным образом компенсируются посредством поддерживающих устройств, как это известно из ЕР 0285942 В 1.В примере выполнения видно, что в каждом ряду 3, 4 верхние валки 5, 10, нижние валки 9, 14 и средние валки 7, 12 выполнены как жеСТКИС ВЗЛКИ, КОТОРЬТС ВЗЗИМОДСЙСТВУЮТ С МЯГкими валками 6, 8, 11, 13. Однако можно первые ТрИ УПОМЯНУТЬТХ валка ВЫПОЛНИТЬ МЯГКИМИ, а ЖССТКИМИ, ПрСДПОЧТИТСЛЬНО НЗГРСВЗСМЬТМИ, ВЫполнить средние валки 6, 8, 11 и 13.1. Способ двухсторонней обработки бумажного полотна, преимущественно для производства бумаги для глубокой печати, с применением каландра путем пропускания бумажного полотна МСЖДУ ЖССГКИМИ И МЯГКИМИ ВЗЛКЗМИ,часть из которых нагревают, причем крайние валки создают необходимое напряжение сжатия между валками, а, по меньшей мере, один из крайних ВЗЛКОВ ВЬТПОЛНСН С ВОЗМОЯСНОСТЬЮ регулирования возникающего в нем прогиба, отЛИЧЗЮЩИЙСЯ ТСМ, ЧТО ИСПОЛЬЗУТОТ два ОДИНЗКОВЫХ ряда ПО ПЯТЬ ВЗЛКОВ, аЗОНЫ контакта МСЖДУ ЖССГКИМ И МЯГКИМ валками, ПО крайней мере, для одной парЬ 1 валков устанавливают из условия: время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет, по меньшей мере, 0,1 мс, температура нагрева наружной поверхности жесткого валка составляет, по меньшей мере, 100 С, 000317а напряжение сжатия в зоне контакта составляет более 42 Н/мм 2.2. Способ по п.1, отличающийся тем, что время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, составляет максимум 0,9 мс, температура нагрева наружной поверхности жесткого валка составляет максимум 150 С, а напряжение сжатия в зоне контакта составляет максимум 60 Н/мм 2.3. Способ по пп.1 и 2, отличающийся тем,что время перемещения бумажного полотна на расстояние, равное ширине зоны контакта, находится в пределах 0,2-0,5 мс, температура нагрева наружной поверхности жесткого валка находится в пределах 110-125 С, а напряжение сжатия В ЗОНС контакта НЗХОДИТСЯ В пределах 45-55 Н/мм 2.4. Способ по любому из гш.1-3, отличаюЩИЙСЯ ТСМ, ЧТО УКЗЗЗННЬТС УСЛОВИЯ ВЬТПОЛНШОТСЯ для большинства или для всех зон контакта.5. Каландр для осуществления способа по одному из гш.1-4, содержащий в ряду, нагружаемом с конца, жесткие и мягкие валки, причем, по меньшей мере, некоторые из жестких ВЗЛКОВ ВЬТПОЛНСНЬТ С ВОЗМОЯСНОСТЬЮ нагрева, а ВСрХНИС И/ИЛИ НИЯПШС ВЗЛКИ ИМСТОТ ВОЗМОЖность регулирования прогиба, отличающийся ТСМ, ЧТО ОН СОДСрЯСИТ ДВЗ ОДРШЗКОВЬТХ ряда, каЖДЫЙ ИЗ КОТОрЫХ ВКЛТОЧЗСТ ПЯТЬ ВЗЛКОВ.6. Каландр по п.5, отличающийся тем, что ВСрХНИС И/ИЛИ НШКНИС ВЗЛКИ ВЫПОЛНСНЪ 1 ЖССТкими и с возможностью нагрева.7. Каландр по п.5 или 6, отличающийся ТСМ, ЧТО МЯГКИС ВШТКИ ВЫПОЛНСНЪТ С ПОКРЬТТИСМ из пластмассы.8. Каландр по п.7, отличающийся тем, что ПЛЗСТМЗССОВОС ПОКрЬТТИС ВЗЛКОВ ВЬТПОЛНСНО ИЗ материала, способного выдерживать напряжение сжатия до 60 Н/мм 2.9. Каландр по п.7 или 8, отличающийся тем, что пластмассовое покрытие валков выполнено из эпоксидной смолы, армированной волокном.10. Каландр по одному из пп.5-9, отличающийся тем, что все валки снабжены приводом.11. Каландр по одному из пп.5-10, отлиЧЗЮЩИЙСЯ ТСМ, ЧТО рЯДЬТ ВЗЛКОВ закрыты ЗЗЩИТным кожухом.
МПК / Метки
МПК: D21G 1/00
Метки: каландр, осуществления, способа, способ, обработки, полотна, этого, двусторонней, бумажного
Код ссылки
<a href="https://eas.patents.su/6-317-sposob-dvustoronnejj-obrabotki-bumazhnogo-polotna-i-kalandr-dlya-osushhestvleniya-etogo-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ двусторонней обработки бумажного полотна и каландр для осуществления этого способа</a>
Каландр для обработки бумажного полотна и способ обработки бумажного полотна
Номер патента: 187
Опубликовано: 24.12.1998
Авторы: Юнк Дитер, Венцель Райнхард, Кайзер Франц, Ван Хааг Рольф, Ротфусс Ульрих
МПК: D21G 1/00
Метки: обработки, полотна, каландр, способ, бумажного
Формула / Реферат:
1. Каландр для обработки бумажного полотна, в особенности для производства бумаги для глубокой печати, содержащий нагружаемый с конца ряд, состоящий из жестких и мягких валков, часть из которых выполнена с возможностью их нагрева, при этом, по меньшей мере, один концевой валок выполнен с возможностью регулирования его прогиба, и два смежных валка выполнены мягкими, отличающийся тем, что количество валков (2 - 9) в ряду равно восьми, при этом два...
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Лерве Жан, Маршал Поль, Кьенс Эмманюэль, Леза Клод
МПК: D21F 5/18
Метки: целлюлозного, перемещающегося, способ, способа, помощи, листа, этого, устройство, вакууме, воздуха, материала, горячего, осуществления, высоком, сушки
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Лубенец Владимир Платонович, Реслер Йоахим, Кац Эдуард Лейбович, Контер Максим Лианович
МПК: B22D 27/04
Метки: способ, литьевой, устройство, вакуумной, способа, заготовки, осуществления, изготовления, этого, камере
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ запирания и пломбирования объектов, содержащих детали с совмещающимися отверстиями, и контрольно-охранное устройство для осуществления этого способа
Номер патента: 193
Опубликовано: 24.12.1998
Автор: Ханинс Жан Борисович
МПК: E05B 39/02, G09F 3/03
Метки: устройство, контрольно-охранное, запирания, содержащих, совмещающимися, осуществления, пломбирования, способа, детали, отверстиями, объектов, этого, способ
Формула / Реферат:
1. Способ запирания и пломбирования объектов, содержащих детали с совмещающимися отверстиями, включающий установку стальной отожженной скобы в отверстия деталей с совмещающимися отверстиями, например дверных накладок, установку металлической пластины с двумя отверстиями на концы упомянутой скобы и закручивания концов скобы не менее чем на два витка, отличающийся тем, что, с целью повышения надежности и упрощения запирания, после установки...
Каландр
Номер патента: 188
Опубликовано: 24.12.1998
Авторы: Юнк Дитер, Штайн Хайнрих
МПК: D21G 1/00
Метки: каландр
Формула / Реферат:
1. Каландр, содержащий, по меньшей мере, один ряд, включающий верхний валок, нижний валок и жесткие и эластичные промежуточные валки, образующие, по меньшей мере, четыре рабочие зоны контакта, возникающие при глянцевании бумаги, каждый из которых ограничен одним эластичным и одним жестким валками, при этом верхний и нижний валки представляют собой зафиксированные от вращения оси с установленными на них втулками, управляемыми гидравлическими...
Предыдущий патент: Устройство подачи нити для эластичной пряжи
Следующий патент: Способ получения катализаторов или каталитических добавок для крекинга фракций мнерального масла
Случайный патент: Механизм привода станка-качалки