Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Лубенец Владимир Платонович, Кац Эдуард Лейбович, Контер Максим Лианович, Реслер Йоахим
Формула / Реферат
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа.
2. Способ по п.1, отличающийся тем, что в качестве газа применяют инертный газ, в частности, аргон или гелий.
3. Способ по пп.1 или 2, отличающийся тем, что газ подают после входа дна литейной формы в охлаждающую камеру.
4. Способ по пп.1-3, отличающийся тем, что газ подают в охлаждающую камеру (5) в направлении поверхности литейной формы и затем отводят из вакуумной камеры.
5. Способ по п.4, отличающийся тем, что газ отводят откачкой в направлении выхода литейной формы из вакуумной камеры (2).
6. Способ по пп.4 или 5, отличающийся тем, что отводимый газ отсасывают, охлаждают, фильтруют и после этого возвращают в охлаждающую камеру.
7. Устройство для изготовления литьевой заготовки в вакуумной камере, содержащее нагревательную камеру и охлаждающую камеру, отделенные друг от друга экраном, в котором выполнено отверстие для прохода литейной формы с отливаемой деталью, отличающееся тем, что на стороне экрана, противолежащей нагреваемой камере, расположено средство для создания и подачи потока газа.
8. Устройство по п.7, отличающееся тем, что средство для создания и подачи потока газа на литьевую форму выполнено в виде сопла или отверстия.
9. Устройство по п.8, отличающееся тем, что отверстия выполнены перфорированными по меньшей мере на одной стенке.
10. Устройство по пп.7-9, отличающееся тем, что средство для создания и подачи потока газа выполнено кольцеобразной формы и расположено вокруг предусмотренного в экране отверстия и имеет сопла или отверстия, направленные, преимущественно, во внутрь.
11. Устройство по пп.7-10, отличающееся тем, что средства для создания потока газа выполнены водоохлаждаемыми.
12. Устройство по пп.7-11, отличающееся тем, что оно снабжено дополнительным охлаждающим устройством, охлаждающим камеру и/или экран.
13. Устройство по п.12, отличающееся тем, что экран выполнен охлаждаемым и/или ограничен гибкими пальцами, прилегающими к литьевой форме и направленными в отверстие.
14. Устройство по пп.7-13, отличающееся тем, что охлаждающая камера соединена со входом вакуумной системы для удаления, охлаждения и очистки газа, часть которого снова возвращается в циркуляционный контур.
15. Устройство по п.14, отличающееся тем, что выход вакуумной системы посредством трубопровода соединен с соплами или отверстиями.
Текст
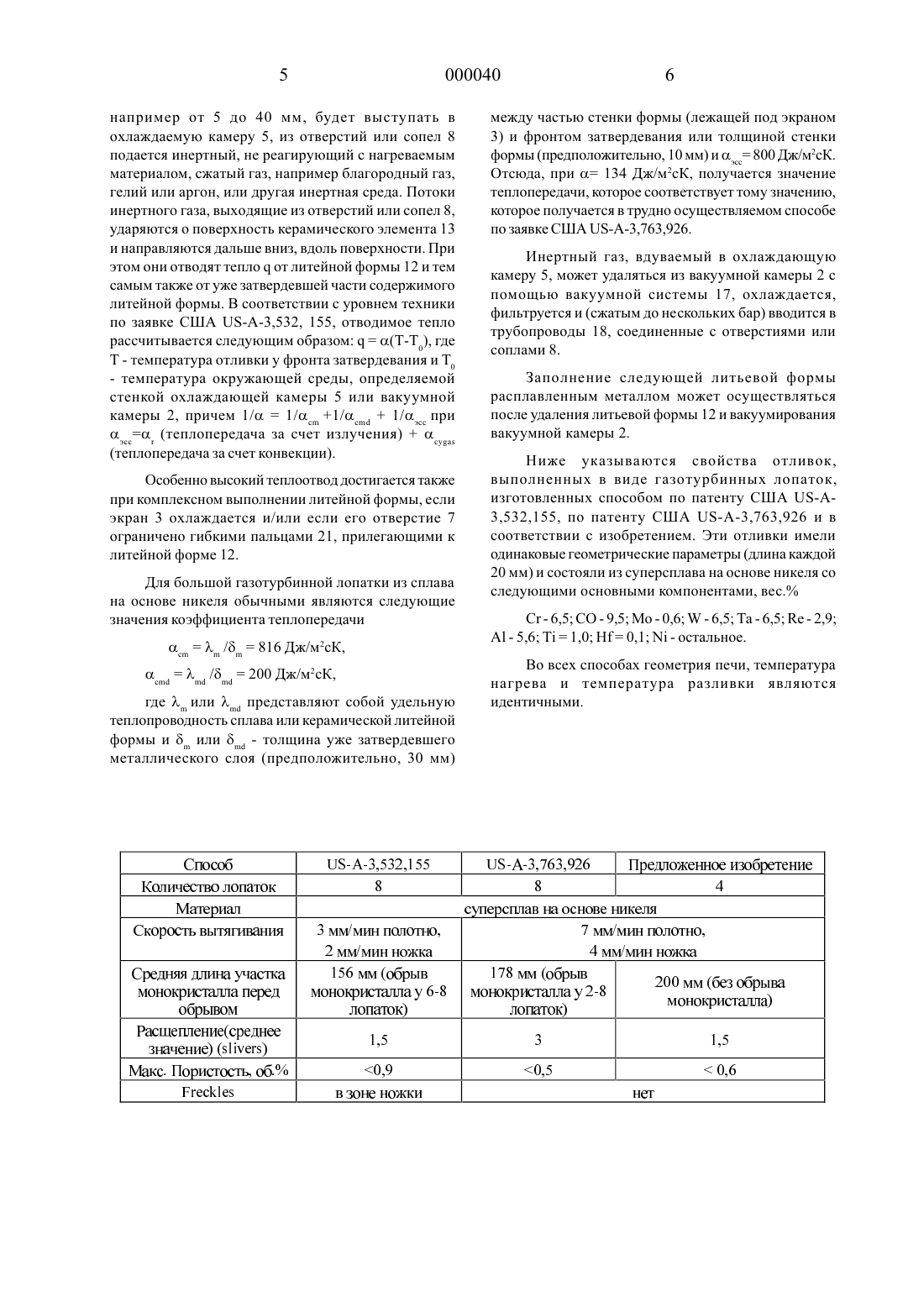
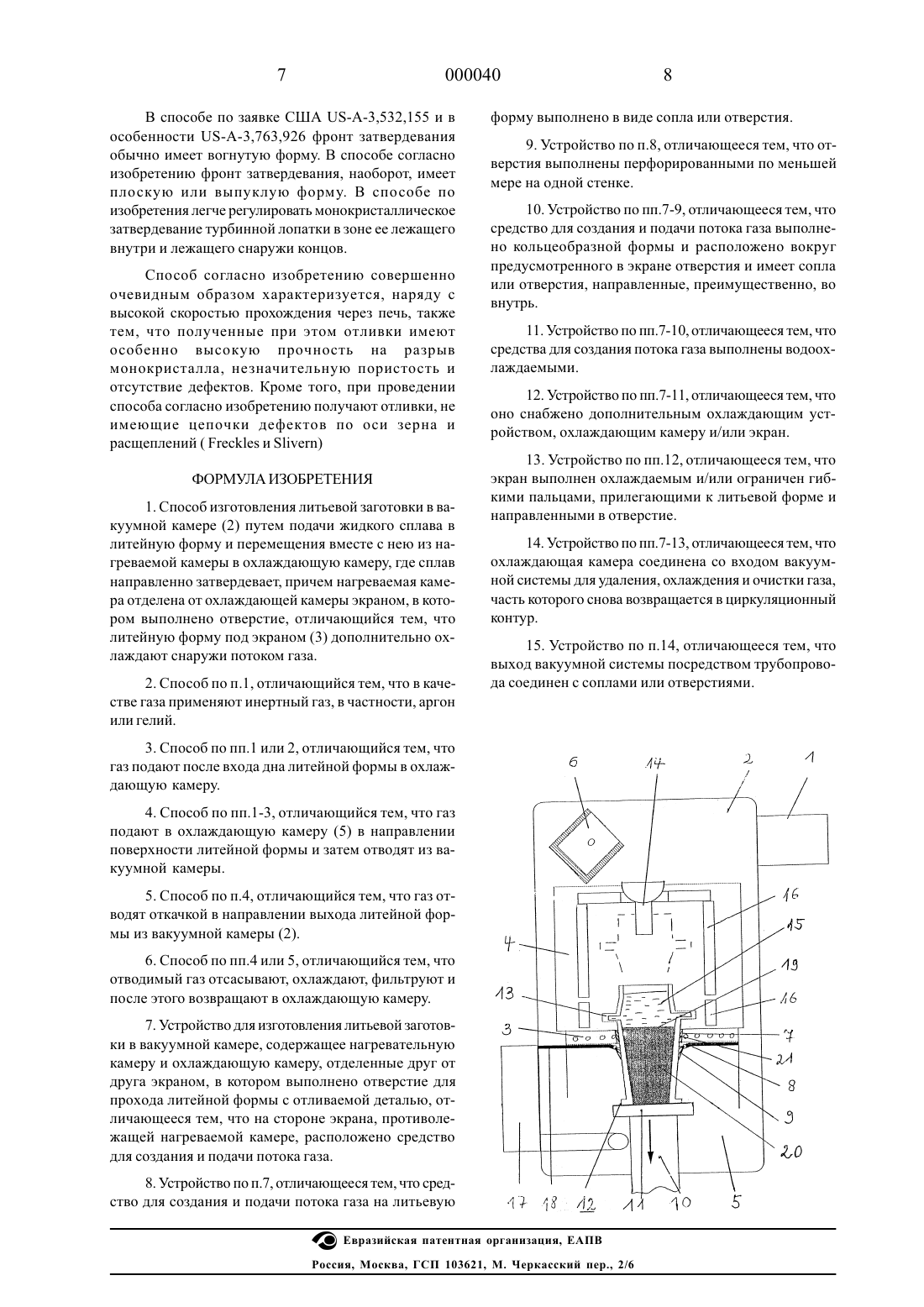
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЬЕВОЙ ЗАГОТОВКИ В ВАКУУМНОЙ КАМЕРЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБААББ РИСРЧ лтд (СН)С помощью способа изготовления литьевой заготовки с направленным затвердеванием могут изготавливаться детали сложной формы,подверженные высоким термическим и механическим нагрузкам, например рабочие или направляющие лопатки газовых турбин. При этом, в зависимости от условий проведения способа,направленно затвердевающие отливки могут быть выполнены в виде монокристаллов или образованы в виде столбчатых кристаллов, ориентированных в сторону предпочтительного направления. Особое значение имеет тот факт, что направленное затвердевание происходит в условиях, при которых между охлаждаемой частью литейной формы с залитым расплавленным исходным материалом и только лишь заливаемым материалом происходит интенсивный теплообмен. Тогда может образовываться зона направленно затвердевающего материала с фронтом затвердевания, который при продолжающемся отводе тепла перемещается по литейной форме с непосредственным образованием затвердевшей отливки.Изготовление бездефектной отливки в значительной мере зависит от величины температурных градиентов на фронте затвердевания и скорости упрочнения. При незначительном температурном градиенте и высокой скорости упрочнения нельзя изготовить направленно затвердевшую отливку. И, наоборот, при высоком температурном градиенте с незначительной скоростью упрочнения хотя и можно получить отливку с направленным затвердеванием, но такая отливка имеет места с нежелательными дефектами,например, расположенные цепочкой по одной оси зерна (Ггес 11 е).Изобретение исходит из способа изготовления отливки с направленным затвердеванием и из устройства для осуществления способа, описанного,например, в заявке США ЫЗ-АЗ, 532,155. Описанный способ служит для изготовления рабочих или направляющих лопаток газовых турбин, в котором применяется вакуумная печь. Эта печь имеет две камеры, отделенные друг от друга водоохлаждаемой стенкой и расположенные друг над другом, верхняя из которых выполнена нагреваемой и имеет поворачивающийся плавильный тигель для расплавленного материала, например сплава на основе никеля. Нижняя камера, соединенная с этой нагреваемой камерой отверстием в водоохлаждаемой стенке, выполнена охлаждаемой и имеет водопроницаемые стенки. Проходящая через дно этой охлаждаемой камеры и через отверстие в водоохлаждаемой стенке приводная штанга несет на себе омываемую водой охлаждаемую плиту, которая образует дно отливки, находящейся в нагревательной камере.При проведении способа сначала в литейную форму, находящуюся в нагревательной камере, заливают расплавленный в плавильном тигеле сплав. При этом над охлаждаемой плитой, образующей дно формы, образуется узкая зона направленно затвердевшего сплава. При перемещении литейной формы вперед, в направлении охлаждаемой камеры,эта форма направляется через отверстие,предусмотренное в водоохлаждаемой стенке. Фронт затвердевания, ограничивающий зону из направленно затвердевшего сплава, смещается с образованием направленно затвердевшей отливки снизу вверх через литейную форму.К началу процесса затвердевания достигается высокий температурный градиент и высокая скорость упрочнения, так как материал, залитый в форму,сначала поступает непосредственно на охлаждаемую плиту, а тепло, отводимое от расплава, направляется от фронта затвердевания через сравнительно тонкий слой застывшего материала с коэффициентом теплоотдачи от к охлаждаемой плите. Если материал имеет сравнительно низкую удельную теплопроводность, то при увеличивающемся расстоянии между охлаждаемой плитой и фронтом затвердевания в увеличивающуюся массу отводится тепло через стенки литейной формы с коэффициентом теплопередачи ест, а также от поверхности формы с коэффициентом теплопередачи ос в более холодное окружающее пространство. Согласно закону Ньютона о теплопередаче, тепло, отводимое от отливки,определяется следующим образом: о = ос(Т - То), где Т- средняя температура отливки и ТО - температура окружающей среды, определяемая, приблизительно,водоохлаждаемыми стенками камеры охлаждения,причем (1/0: =1/(хст +1/оъстд +1/осг).Для больших газотурбинных лопаток из сплава на основе никеля обычно получаются следующие значения коэффициентов теплопередачиист = Ат /бт = 816 Дж/м 2 сК,атм = Жтд КЕМ = 200 Дж/м 2 сК, где Ж или ХМ - представляют собой удельную теплопередающую способность сплава или керамической литейной формы и б или бы - толщина уже затвердевшего металлического слоя(предпочтительно, 30 мм) между частью стенки формы,лежащей ниже водоохлаждаемой стенки, и фронтом затвердевания или толщина стенки формы(предположительно, 100 мм),и ОСГ=СТ(СТ 1 Т 14- 62 Т 04)/(Т 1 То) = 130 Дж/м 2 сК, где 6 - постоянная СтефанаБолтцманна, б], Т, или 62, То - излучающая способность и температура поверхности литейной формы или абсорбционная способность и температура окружающего пространства (б]=б 2= 0,5; Т 1=1500 К; То: 4 ООК). Отсюда следует ос=72 Дж/м 2 сК.Другой способ Для изготовления отливки снаправленным затвердеванием известен из заявки США Ы-А-3,763,926. В этом способе литейная форма,заполненная расплавленным сплавом, постепенно инепрерывно погружается в ванну расплавленного олова, нагретого до, приблизительно, 260 С. За счет этого обеспечивается особенно быстрый отвод тепла из литейной формы. Отливка, полученная этим способом, с направленным затвердеванием характеризуется микроструктурой с незначительной негомогенностью. При изготовлении аналогично выполненных газотурбинных лопаток таким способом можно получить, приблизительно, вдвое большее значение ос, чем в способе по заявке США ЫБ-А 3,532,155. Для исключения нежелательных газообразующих реакций, которые могут нанести вред устройству для осуществления этого способа, этот способ нуждается в особенно точном регулировании температуры. При этом толщина стенки литейнойформы должна выбираться большей, чем в способе по заявке США 115 -А-3,532,155.В основу изобретения, охарактеризованного в п. 1 формулы изобретения, положена задача создать способ вышеуказанного типа, с помощью которого можно изготовить простым образом отливки с направленным затвердеванием, имеющие незначительное количество дефектов, и одновременно создать устройство, которое предпочтительным образом улучшает проведение этого способа.Способ согласно изобретению характеризуется тем, что он позволяет получить отливки с направленным затвердеванием и практически без дефектов, с незначительной пористостью, которые выполняются даже при комплексном выполнении,практически без осколков. К тому же способ требует мало времени и может осуществляться также и в устройствах согласно уровню техники, которые переналаживаются с незначительными расходами.Ниже изобретение поясняется более подробно на основе примера выполнения. При этом на чертеже представлен в схематическом изображении предпочтительный пример выполнения устройства для осуществления способа согласно изобретению.Устройство, представленное на чертеже, имеет вакуумную камеру 2, вакуумируемую через вакуумную систему 1. Вакуумная камера 2 имеет две,отделенные друг от друга экраном (отражающим экраном) 3, расположенные друг над другом камеры верхнюю 4 и нижнюю 5 и поворачивающийся плавильный тигель 6 для сплава, например сплава на основе никеля. Верхняя камера 4 выполнена нагреваемой. Нижняя камера 5, соединенная с нагреваемой камерой 4 отверстием 7 в экране 3,содержит устройство для создания и подачи газового потока. Это устройство содержит полость с отверстиями или соплами 8, которые направлены внутрь на литейную форму 12, а также систему для создания газовых потоков 9. Газовые потоки,выходящие из отверстий или сопел 8, направлены,преимущественно, центростремительно. Приводная штанга 10, проходящая, например, через Дноохлаждающей камеры 5, несет на себе, в случае необходимости, охлаждаемую водой плиту 11,образующую дно литейной формы 12.Эта литейная форма может направляться с помощью привода, связанного с приводной штангой 10, от нагреваемой камеры 4 через отверстие 7 в охлаждаемую камеру 5.Литейная форма 12 имеет выше охлаждающей плиты 11 тонкостенный, толщиной, например, 10 мм,элемент 13 из керамики, который может взять на себя функцию центра кристаллизации и/или раскручивающейся спирали (Непхзгаггег),способствующего образованию кристаллов. За счет подъема охлаждающей плиты 1 1 или насаживания на охлаждающую плиту 11 литейная форма 12 может открывать или перекрывать отверстие 7. На своем верхнем конце литейная форма 12 является открытой и может заполняться через заполняющее устройство 14, вводимое в нагреваемую верхнюю камеру 4 с расплавленным сплавом 15 из плавильного тигеля 6. Литейная форма 12 в нагреваемой камере 4,окруженная электрическим нагревательным элементом 16, поддерживает часть сплава,находящегося в части литейной формы со стороны нагреваемой камеры, выше ее температуры ликвидуса.ОХЛЭЖДЭЮЩЗЯ камера СОСДИНСНЗ СО ВХОДОМ вакуумной СИСТСМЫДЛЯ удаления вдуваемого газа ИЗ вакуумной камеры 2 И ДЛЯ ОХЛЗЖДЗНИЯ И ОЧИСТКИ удаляемого газа.Для изготовления отливки с направленным затвердеванием сначала вводят литейную форму 12 в нагреваемую камеру 4 путем перемещения вверх приводной штанги 10 (на чертеже показана пунктиром). Затем расплавленный в плавильном тигеле 6 сплав заливают через заполняющее устройство 14 в литейную форму 12. При этом под воздействием охлаждающей плиты 1 1 образуется выше дна формы узкая зона из направленно затвердевшего сплава (на чертеже не показана).При перемещении литейной формы 12 вниз в охлаждающую камеру 5 керамический элемент 13 литейной формы 12 также постепенно перемещается через отверстие 7. Фронт затвердевания 19,ограничивающий зону сплава с направленным затвердеванием, перемещается по литьевой форме снизу вверх с образованием отливки 20 с направленным затвердеванием по всей литейной форме. К началу процесса затвердевания достигаются большой температурный градиент и высокая скорость упрочнения, поскольку материал, заливаемый в форму, сначала встречается непосредственно с охлаждающей плитой, и тепло, отводимое от расплава,направляется к охлаждающей плите 11 через сравнительно тонкий слой затвердевшего материала. Когда дно литейной формы 12, образованное охлаждающей плитой 11, замеренное от нижней стороны экрана 3, на несколько миллиметров, 5 000040 6например от 5 до 40 мм, будет выступать в охлаждаемую Камеру 5, из отверстий или сопел 8 Подается инертный, не реагирующий с нагреваемым материалом, сжатый газ, например благородный газ,гелий или аргон, или другая инертная среда. Потоки инертного газа, выходящие из отверстий или сопел 8,ударяются о поверхность керамического элемента 13 и направляются дальше вниз, вдоль поверхности. При этом они отводят тепло (1 от литейной формы 12 и тем самым также от уже затвердевшей части содержимого литейной формы. В соответствии с уровнем техники по заявке США Ы-А-3,532, 155, отводимое тепло рассчитывается следующим образом: (1 = (х(Т-Т 0), где Т - температура отливки у фронта затвердевания и ТО- температура окружающеи среды, определяемои стенкой охлаждающей камеры 5 или вакуумной камеры 2, причем 1/(х = 1/01 +1/осстд + 1/(хж при ос сс=осг (теплопередача за счет излучения) + ас)Особенно ВЫСОКИЙ ТСПЛООТВОД ДОСТИГЭСТСЯ также ПрИ КОМПЛСКСНОМ ВЫПОЛНСНИИ ЛИТСЙНОЙ фОрМЫ, если экран 3 охлаждается И/ИЛИ бСЛИ СГО отверстие 7ограничено гибкими пальцами 21, прилегающими к литейной форме 12.Для большой газотурбинной лопатки из сплава на основе никеля обычными являются следующие значения коэффициента теплопередачиист = Жт /бш = 816 Дж/м 2 сК,ест, = ХМ /бтд = 200 Дж/м 2 сК, где А или Жтд представляют собой удельную теплопроводность сплава или керамической литеинои формы и бт или бы - толщина уже затвердевшего металлического слоя (предположительно, 30 мм)между частью стенки формы (лежащей под экраном 3) и фронтом затвердевания или толщиной стенки формы (предположительно, 10 мм) и ест: 800 Дж/м 2 сК. Отсюда, при ос: 134 Дж/м 2 сК, получается значение теплопередачи, которое соответствует тому значению, которое получается в трудно осуществляемом способе по заявке США ЫБ-А-З,76 З,926.Инертный газ, вдуваемый в охлаждающую камеру 5, может удаляться из вакуумной камеры 2 с помощью вакуумной системы 17, охлаждается,фильтруется и (сжатым до нескольких бар) вводится в трубопроводы 18, соединенные с отверстиями или соплами 8.Заполнение следующей литьевой формы расплавленным металлом может осуществляться после удаления литьевой формы 12 и вакуумирования вакуумной камеры 2.Ниже указываются свойства отливок,выполненных в виде газотурбинных лопаток,изготовленных способом по патенту США ЫЗ-А 3,532,155, по патенту США Ы-А-3,763,926 и в соответствии с изобретением. Эти отливки имели одинаковые геометрические параметры (длина каждой 20 мм) и состояли из суперсплава на основе никеля со следующими основными компонентами, вес.%Во всех способах геометрия печи, температура нагрева и температура разливки являются идентичными.Способ П-А-3,532,155 П-А-3,763,926 Предложенное Изобретение Количество лопаток 8 8 4 Материал суперсплав на основе никеля Скорость вытягивания 3 мм/мин полотно, 7 мм/мин полотно,2 мм/мин ножка 4 мм/мин ножка Средняя длина участка 156 мм (обрыв 178 мм (обрыв 200 ММ (без обрыва монокристалла перед монокристалла у 6-8 монокристалла у 2-8 монокристалла) обрывом лопаток) лопаток) Расщепление(среднее
МПК / Метки
МПК: B22D 27/04
Метки: заготовки, способ, осуществления, вакуумной, литьевой, способа, этого, устройство, изготовления, камере
Код ссылки
<a href="https://eas.patents.su/5-40-sposob-izgotovleniya-litevojj-zagotovki-v-vakuumnojj-kamere-i-ustrojjstvo-dlya-osushhestvleniya-etogo-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.</a>
Способ вихревого измельчения материала и газодинамическое устройство для его осуществления
Номер патента: 4
Опубликовано: 30.09.1997
Авторы: Фатеев Александр Николаевич, Размаитов Владимир Иванович
МПК: B02C 19/06
Метки: измельчения, способ, устройство, газодинамическое, вихревого, осуществления, материала
Формула / Реферат:
1. Способ вихревого измельчения материала, включающий подачу диспергируемого материала в помольную камеру газодинамического устройства, ввод струй энергоносителя под углом к соответствующему радиусу зоны измельчения помольной камеры с образованием высокоскоростного вихря и вывод целевого продукта, отличающийся тем, что перед вводом струй энергоносителя в зону измельчения помольной камеры их направляют в соосно расположенные резонаторы и создают...
Способ контроля газопроводящих трубопроводов и устройство для его осуществления
Номер патента: 35
Опубликовано: 26.02.1998
Автор: Гоедеке Хартмут
МПК: G01N 29/00
Метки: способ, устройство, контроля, осуществления, газопроводящих, трубопроводов
Формула / Реферат:
1. Способ контроля газопроводящих трубопроводов ультразвуковым методом с помощью устройства с ультразвуковыми чувствительными элементами, располагаемыми в трубопроводе, заполненном контактной жидкостью, отличающийся тем, что в зоне расположения чувствительных элементов в контактной жидкости создают избыточное давление. 2. Устройство для контроля газопроводящих трубопроводов, содержащее ультразвуковые чувствительные элементы, переднее и заднее...
Жесткая термоизолирующая панель и способ ее изготовления
Номер патента: 38
Опубликовано: 26.02.1998
Автор: Менендез Ганседо Валентин
МПК: B32B 7/00, F16L 59/06, B64G 1/58...
Метки: изготовления, жесткая, способ, панель, термоизолирующая
Формула / Реферат:
1. Жесткая термоизолирующая панель (1), образованная гибкими композитными пластинами с расположенными между ними поперечными элементами, позволяющими удерживать пластины в определенном положении по отношению друг друга, отличающаяся тем, что каждая композитная пластина (2) содержит в направлении от центра к периферии внутренний защитный слой (4), проницаемый для электромагнитных волн, в частности для инфракрасных лучей, тонкий металлический слой...
Способ и устройство для полимеризации олефинов в газовой фазе
Номер патента: 7
Опубликовано: 30.12.1997
Автор: Шэн Жан-Клод
Метки: олефинов, способ, газовой, полимеризации, фазе, устройство
Формула / Реферат:
1. Устройство для газофазной полимеризации олефина(ов), включающее реактор с псевдоожиженным слоем и вертикальной боковой стенкой, в основании которого предусмотрена решетка для псевдоожижения, линию для внешней рециркуляции реакционной газовой смеси, соединяющую верхнюю часть реактора с его основанием подрешеткой для псевдоожижения и снабженную компрессором, по меньшей мере, одним теплообменником и, по меньшей мере, один патрубок для удаления...
Устройство для вихревого измельчения материалов
Номер патента: 1
Опубликовано: 31.03.1997
Авторы: Фатеев Александр Николаевич, Размаитов Владимир Иванович
МПК: B02C 19/06, B02C 23/08
Метки: материалов, устройство, вихревого, измельчения
Формула / Реферат:
1. Устройство для вихревого измельчения материалов, включающее вихревую помольную камеру с загрузочным узлом и соединенным с выгрузочным узлом классификатором, отличающееся тем, что помольная камера снабжена дополнительным средством для вывода из пылегазовой смеси, образующейся в процессе измельчения материала, порошка наиболее тонкой фракции, выполненным в виде стакана с отводящим патрубком и установленного в нем аксиально с входным отверстием...
Предыдущий патент: Плиточный декоративно-отделочный материал и способ его получения
Следующий патент: Твердое синтетическое топливо в форме поленьев, используемое в качестве заменителя древесины, и способ его получения
Случайный патент: Жатка прицепная