Линия и способ изготовления изделий из алюминиевых сплавов с декоративно-защитным металлическим покрытием
Формула / Реферат
1. Способ изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, включающий получение отливки заданной формы с использованием соответствующей пресс-формы, подготовку отливки к нанесению декоративно-защитного металлического покрытия и нанесение декоративно-защитного металлического покрытия, при этом при подготовке к нанесению декоративно-защитного металлического покрытия поверхность отливки шлифуют с предварительным снятием облоя и обрабатывают до заданного класса чистоты путем галтовки при постоянном распылении воды с добавлением моющего средства, обработанную отливку моют и сушат в подвешенном состоянии в течение не менее 30 мин при температуре 180-240°С, на поверхность высушенной отливки, температура которой составляет не менее 40°С, наносят путем напыления в электростатическом поле полимерный лак высокотемпературной сушки с последующим его оплавлением в две стадии и охлаждением в течение около 30 мин при постоянной циркуляции воздуха с получением на поверхности отливки барьерного слоя, причем на первой стадии оплавления температуру доводят до 180°С и выдерживают отливку в течение около 10 мин, а на второй стадии оплавления температуру доводят до 240°С и выдерживают отливку в течение около 20 мин, а после охлаждения поверхность отливки обезжиривают, декоративно-защитное металлическое покрытие наносят путем вакуумного магнетронного напыления в течение около 25 мин при вакууме 10-5 Па с подачей аргона на распыляемый сплав, причем температуру отливки перед напылением доводят до 60-65°С.
2. Способ по п.1, отличающийся тем, что в качестве полимерного лака высокотемпературной сушки используют лак на основе эпоксидной смолы.
3. Способ по любому из пп.1 или 2, отличающийся тем, что получают барьерный слой толщиной 40-50 мкм.
4. Способ по любому из пп.1-3, отличающийся тем, что на декоративно-защитное металлическое покрытие дополнительно наносят защитное покрытие из полимерного лака, предпочтительно полимерного лака высокотемпературной сушки.
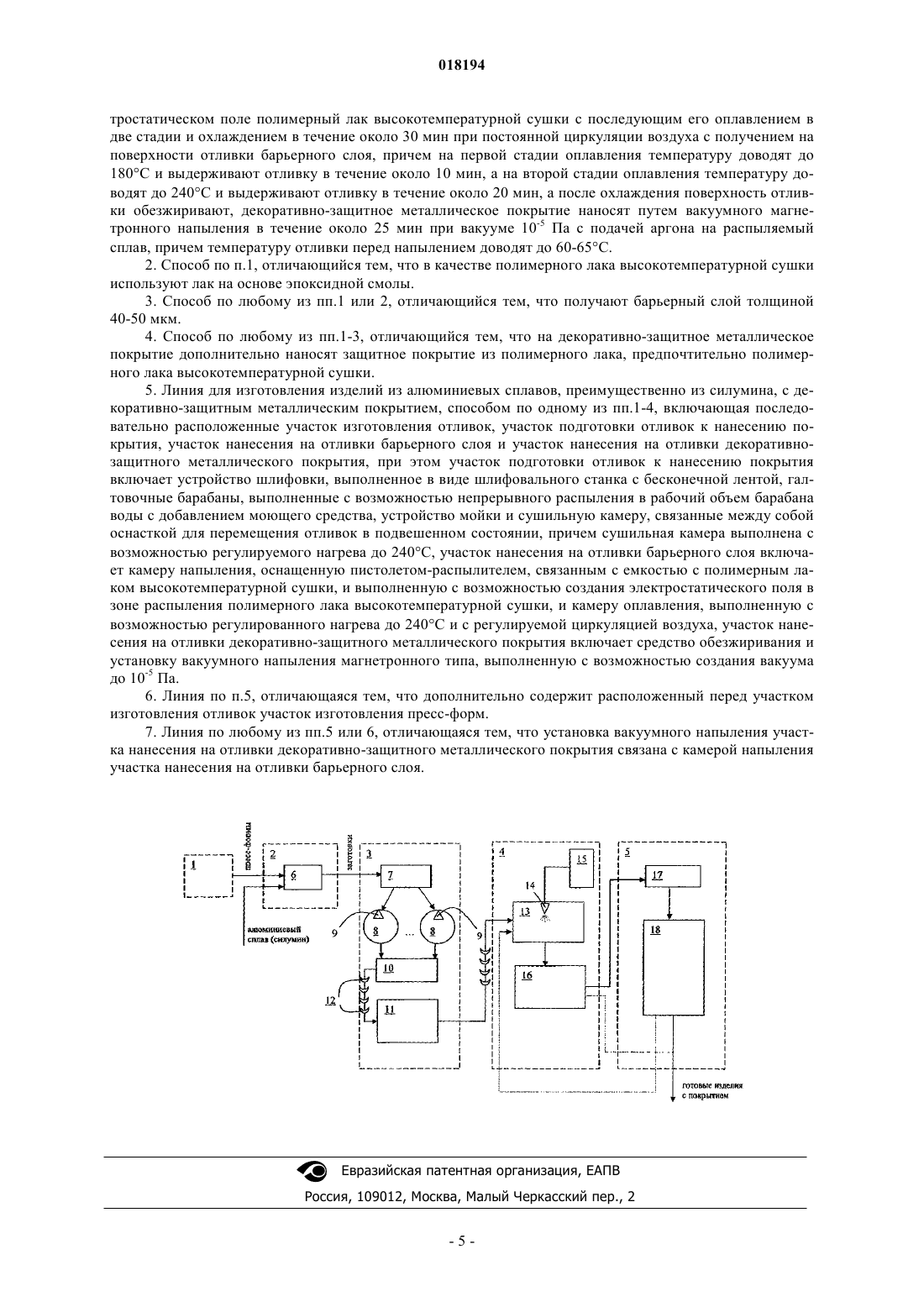
5. Линия для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, способом по одному из пп.1-4, включающая последовательно расположенные участок изготовления отливок, участок подготовки отливок к нанесению покрытия, участок нанесения на отливки барьерного слоя и участок нанесения на отливки декоративно-защитного металлического покрытия, при этом участок подготовки отливок к нанесению покрытия включает устройство шлифовки, выполненное в виде шлифовального станка с бесконечной лентой, галтовочные барабаны, выполненные с возможностью непрерывного распыления в рабочий объем барабана воды с добавлением моющего средства, устройство мойки и сушильную камеру, связанные между собой оснасткой для перемещения отливок в подвешенном состоянии, причем сушильная камера выполнена с возможностью регулируемого нагрева до 240°С, участок нанесения на отливки барьерного слоя включает камеру напыления, оснащенную пистолетом-распылителем, связанным с емкостью с полимерным лаком высокотемпературной сушки, и выполненную с возможностью создания электростатического поля в зоне распыления полимерного лака высокотемпературной сушки, и камеру оплавления, выполненную с возможностью регулированного нагрева до 240°С и с регулируемой циркуляцией воздуха, участок нанесения на отливки декоративно-защитного металлического покрытия включает средство обезжиривания и установку вакуумного напыления магнетронного типа, выполненную с возможностью создания вакуума до 10-5 Па.
6. Линия по п.5, отличающаяся тем, что дополнительно содержит расположенный перед участком изготовления отливок участок изготовления пресс-форм.
7. Линия по любому из пп.5 или 6, отличающаяся тем, что установка вакуумного напыления участка нанесения на отливки декоративно-защитного металлического покрытия связана с камерой напыления участка нанесения на отливки барьерного слоя.
Текст
ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ДЕКОРАТИВНО-ЗАЩИТНЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ Заявляемое изобретение относится к способу и линии для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием,в частности покрытий из хрома, никеля и их сплавов. Предложен способ изготовления таких изделий, включающий получение отливки, ее подготовку путем шлифовки ее поверхности и галтовки при постоянном распылении воды с добавлением моющего средства с последующей сушкой в подвешенном состоянии в течение не менее 30 мин при температуре 180-240 С,нанесение на поверхность отливки путем напыления в электростатическом поле полимерного лака высокотемпературной сушки с последующим его оплавлением в две стадии и охлаждением в течение около 30 мин при постоянной циркуляции воздуха с получением на поверхности отливки барьерного слоя, декоративно-защитного металлического покрытия, охлаждение и обезжиривание поверхности и нанесение на поверхность, нагретую до 60-65 С, декоративнозащитного металлического покрытия путем вакуумного магнетронного напыления в течение около 25 мин при вакууме 10-5 Па с подачей аргона на распыляемый сплав. Предложена также соответствующая линия. Изобретение обеспечивает возможность получения на изделиях из алюминиевых сплавов металлического декоративно-защитного покрытия с более высокими или сравнимыми физико-механическими характеристиками адгезии покрытия к заготовке при более высокой экологичности, при более низкой стоимости и при более низких временных затратах. Мешков Федор Васильевич (BY) Беляева Е.Н. (BY) Изобретение относится к способу изготовления изделий из металла с декоративно-защитным металлическим покрытием, прежде всего - к способу создания на поверхности изделий из металла защитнодекоративных металлических покрытий, в частности к способу вакуумного напыления магнетронного типа на поверхность изделий из металла, в частности из алюминиевых сплавов, преимущественно из силумина, металлических покрытий, в частности покрытий из хрома, никеля и их сплавов. Изобретение также относится к линии для производства изделий из металла, в частности из алюминиевых сплавов с декоративно-защитным металлическим покрытием описанным выше способом. В настоящее время в различных областях жизнедеятельности человека все чаще используются изделия или детали, изготовленные из алюминиевых сплавов, в частности из силумина, который представляет собой литейные сплавы на основе алюминия, содержащие кремний. Такие сплавы обладают высокими литейными и достаточно высокими механическими свойствами и имеют повышенную коррозионную стойкость во влажной, морской и т.п. атмосфере. Все это обуславливает их широкое использование для изготовления изделий или деталей сложной конфигурации, которые могут эксплуатироваться в неблагоприятных для металлов средах (автомобилестроение, авиастроение и т.д.). Также широко используются изделия или детали из силумина для изготовления фурнитуры различного назначения (от пуговиц и застежек типа "молния" до дверных и оконных ручек, замков и т.п.). К недостаткам изделий из силумина относится сложность механической обработки их поверхности, а также склонность к быстрому покрытию поверхности изделия окисной пленкой темных тонов. В связи с этим, особенно при использовании изделий или деталей из силумина в качестве фурнитуры, на поверхности таких изделий или деталей создают защитное или декоративно-защитное покрытие, используя для этого, как правило, хром, никель и их сплавы. При этом с учетом физико-химических свойств силумина покрытие в большинстве случаев наносят гальваническим способом, который является экологически неблагоприятным. Существуют также и другие, более современные методы нанесения металлических покрытий, среди которых можно выделить вакуумное напыление. Так, благодаря экологической чистоте производства и высокому качеству получаемых декоративно-защитных плнок (покрытий) находит все более широкое распространение нанесение декоративно-защитных покрытий с помощью вакуумных ионно-плазменных(вакуумно-дугового и магнетронного) методов напыления. Так, известны способы нанесения металлических покрытий на основе хрома, никеля и т.п. на металлические изделия с использованием технологии ионно-плазменного напыления [1, 3, 3]. Такие способы, как правило, направлены на многостадийное получение многослойных декоративно-защитных покрытий, включающих три и более слоев, в том числе,из полимерных материалов. Необходимые характеристики адгезии, прочности и т.д. получаемых защитно-декоративных покрытий, как правило, достигаются благодаря точному подбору материалов для каждого из слоев, последовательности слоев, их толщины, способа нанесения и т.д. В связи с этим, а также учитывая многослойность описываемых покрытий, такие способы дорогостоящи и требуют достаточно много времени для реализации и использования большого количества различного технологического оборудования. Кроме того, во всех этих способах не учитываются физико-химические особенности изделий из алюминиевых сплавов, прежде всего силумина, и структурные особенности поверхностей таких изделий, снижающие их адгезионные свойства и препятствующие получению известными методами на таких изделиях прочных декоративно-защитных металлических покрытий. Таким образом, одним из основных факторов, сдерживающих дальнейшее распространение вакуумных ионно-плазменных методов напыления, особенно для нанесения покрытий на изделия или детали из силумина, плохо поддающиеся высококачественной механической обработке, является жсткое требование к качеству и чистоте поверхности заготовок. Кроме того, в уровне техники не удалось найти ни одного источника информации, который описывал или учитывал бы все необходимые технологические операции и технологическое оборудование, которые обеспечивали бы получение готовых деталей или изделий из алюминиевых сплавов, прежде всего силумина, с декоративно-защитными металлическими покрытиями, имеющими необходимые характеристики адгезии и прочности. Ввиду того, что в уровне техники не удалось найти сведений о существующих способах вакуумного напыления металлического декоративно-защитного покрытия на изделия или детали из алюминиевых сплавов, прежде всего силумина, прототип для заявляемого способа и соответственно для линии не выбран. В то же время задачей изобретения является создание способа изготовления деталей или изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, а также соответствующей линии, которые обеспечивали бы возможность получения декоративнозащитного покрытия с более высокими или сравнимыми физико-механическими характеристиками адгезии покрытия к заготовке при более высокой экологичности, при более низкой стоимости, при более низких временных затратах. Покрытие должно содержать минимальное количество слоев. Поставленная задача решается заявляемым способом изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, включающим получение отливки заданной формы с использованием соответствующей пресс-формы, подготовку отливки к нанесению декоративно-защитного металлического покрытия и нанесение декоративнозащитного металлического покрытия, при этом при подготовке к нанесению декоративно-защитного ме-1 018194 таллического покрытия поверхность отливки шлифуют с предварительным снятием облоя и обрабатывают до заданного класса чистоты путем галтовки при постоянном распылении воды с добавлением моющего средства, обработанную отливку моют и сушат в подвешенном состоянии в течение не менее 30 мин при температуре 180-240 С, на поверхность высушенной отливки, температура которой составляет не менее 40 С, наносят путем напыления в электростатическом поле полимерный лак высокотемпературной сушки с последующим его оплавлением в две стадии и охлаждением в течение около 30 мин при постоянной циркуляции воздуха с получением на поверхности отливки барьерного слоя, причем на первой стадии оплавления температуру доводят до 180 С и выдерживают отливку в течение около 10 мин, а на второй стадии оплавления температуру доводят до 240 С и выдерживают отливку в течение около 20 мин, а после охлаждения поверхность отливки обезжиривают, декоративно-защитное металлическое покрытие наносят путем вакуумного магнетронного напыления в течение около 25 мин при вакууме 10-5 Па с подачей аргона на распыляемый сплав, причем температуру отливки перед напылением доводят до 60-65 С. В ходе разработки и испытаний заявляемого способа авторам удалось подобрать последовательность технологических операций и технологические режимы, которые обеспечивают получение на изделиях и/или деталях из алюминиевых сплавов, прежде всего силумина, декоративно-защитного покрытия с высокими характеристиками адгезии покрытия к заготовке, с высокими показателями прочности и т.п. При этом из последовательности технологических операций исключена традиционно применяющаяся в аналогичных способах гальваника, которая относится к вредным производствам и является экологически небезопасной. Высоких результатов в части физико-механических характеристик полученного декоративно-защитного покрытия удалось достигнуть, в частности, за счет оригинального решения стадии формирования на поверхности заготовки барьерного слоя: выбора материала барьерного слоя (полимерный лак высокотемпературной сушки), способа его нанесения на поверхность заготовки (путем напыления в электростатическом поле), а также технологии и режимов нанесения (оплавление в две стадии при определенных температурах и в течение определенного времени выдержки и охлаждение в течение определенного времени при постоянной циркуляции воздуха). Заявленный способ обеспечивает возможность нанесения на изделия и/или детали из алюминиевых сплавов, прежде всего силумина, защитнодекоративных металлических покрытий на основе хрома, никеля, цинка и т.д. в виде приемлемых соединений и/или сплавов на основе этих металлов, в том числе и с повышенным содержанием металлов вплоть до металлов в чистом виде. В предпочтительных формах реализации заявляемого способа в качестве полимерного лака высокотемпературной сушки используют лак на основе эпоксидной смолы. В частности, в результате испытаний наилучшие результаты (среди испытанных лаков) были получены для полимерного лака HZF01RK20 500011 фирмы AKZO NOBEL N.V. (NL). С учетом технологии формирования барьерного слоя предпочтительно получают барьерный слой толщиной 40-50 мкм. Такая незначительная толщина барьерного слоя, с одной стороны, является вполне достаточной для достижения высокой адгезии декоративно-защитного слоя по отношению к изделию и/или детали, а с другой стороны, предупреждает возникновение дефектов в барьерном слое при его высыхании. Получаемое описанным выше способом декоративно-защитное металлическое покрытие само по себе уже имеет очень высокие показатели адгезии, прочности и т.д. Однако в ряде случаев на него можно дополнительно нанести защитное покрытие из полимерного лака, предпочтительно полимерного лака высокотемпературной сушки. Поставленная задача решается также заявляемой линией для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием описанным выше способом, включающей последовательно расположенные участок изготовления отливок,участок подготовки отливок к нанесению покрытия, участок нанесения на отливки барьерного слоя и участок нанесения на отливки декоративно-защитного металлического покрытия, при этом участок подготовки отливок к нанесению покрытия включает устройство шлифовки, выполненное в виде шлифовального станка с бесконечной лентой, галтовочные барабаны, выполненные с возможностью непрерывного распыления в рабочий объем барабана воды с добавлением моющего средства, устройство мойки и сушильная камера, связанные между собой оснасткой для перемещения отливок в подвешенном состоянии, причем сушильная камера выполнена с возможностью регулируемого нагрева до 240 С, участок нанесения на отливки барьерного слоя включает камеру напыления, оснащенную пистолетомраспылителем, связанным с емкостью с высокотемпературным полимерным лаком, и выполненную с возможностью создания электростатического поля в зоне распыления высокотемпературного полимерного лака, и камеру оплавления, выполненную с возможностью регулированного нагрева до 240 С и с регулируемой циркуляцией воздуха, участок нанесения на отливки декоративно-защитного металлического покрытия включает средство обезжиривания и установку вакуумного напыления магнетронного типа, выполненную с возможностью создания вакуума до 10-5 Па. Описанная линия, в принципе, предназначена для получения отливок изделий и/или деталей задан-2 018194 ной формы и для нанесения на них декоративно-защитного металлического покрытия. При этом она обеспечивает возможность нанесения декоративно-защитного покрытия на отливки изделия и/или детали любой, в том числе сложной, геометрии и позволяет получать покрытия на изделиях и/или деталях, практически, любой формы и размера. В то же время при необходимости линия дополнительно может содержать расположенный перед участком изготовления отливок участок изготовления пресс-форм, что еще больше расширяет возможности линии в отношении форм и размеров изделий и/или деталей. В предпочтительных формах реализации заявляемой линии установка вакуумного напыления участка нанесения на отливки декоративно-защитного металлического покрытия связана с камерой напыления участка нанесения на отливки барьерного слоя. Упомянутые выше и другие достоинства и преимущества заявляемых способа и линии для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием будут более подробно рассмотрены ниже на примере одной из возможных предпочтительных, но не ограничивающих форм реализации. Кроме того, одна из возможных предпочтительных, но не ограничивающих форм реализации заявляемой линии для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием будет проиллюстрирована с помощью чертежа, на котором линия представлена в виде блок-схемы. Представленная на чертеже в виде блок-схемы линия для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием в данной форме реализации включает участок 1 изготовления пресс-форм, участок 2 изготовления отливок, участок 3 подготовки отливок к нанесению покрытия, участок 4 нанесения на отливки барьерного слоя и участок 5 нанесения на отливки декоративно-защитного металлического покрытия. Участок 1 изготовления пресс-форм включает стандартные традиционно используемые для данного вида технологических операций технологическое оборудование и оснастку, которые без труда могут быть выбраны специалистом в данной области техники. Участок 2 изготовления отливок включает машину 6 литья под давлением любой подходящей конструкции. В рассматриваемом примере используются машины литья под давлением моделей 711 А-07,711 А-08 производства ОАО "Литмаш" (г. Тирасполь), но могут быть использованы также и другие аналогичные машины. Участок 3 подготовки отливок к нанесению покрытия включает устройство 7 шлифовки (в рассматриваемом примере - шлифовальный станок с бесконечной лентой), галтовочные барабаны 8 объемом 500 л каждый с непрерывной подачей в рабочий объем барабана посредством распылителя 9 воды с добавлением моющего средства (в рассматриваемом примере в качестве моющего средства используют"Fairy"), устройство 10 мойки, которое связано с сушильной камерой 11 посредством оснастки 12 для перемещения отливок в подвешенном состоянии. Сушильная камера 11 может быть выбрана специалистом в данной области техники из широкого ряда существующих подходящих сушильных камер, оборудованных датчиками температуры и регулируемым (в том числе, автоматически) устройством нагрева до 240 С, или сконструирована с обязательным включением в ее состав упомянутого оборудования. Участок 4 нанесения на отливки барьерного слоя включает камеру 13 напыления, в которой создано электростатическое поле, оснащенную пистолетом-распылителем 14 (в рассматриваемом примере используется пистолет-распылитель фирмы "Прэсто" (г. Санкт-Петербург), связанным с емкостью 15 с полимерным лаком высокотемпературной сушки, и камеру 16 оплавления. Камера 16 оплавления может быть выбрана специалистами в данной области техники из ряда существующих или сконструирована с учетом обязательного оснащения ее датчиками температуры, регулируемым (в том числе, автоматически) устройством нагрева до 240 С и устройством непрерывной регулируемой циркуляции воздуха. Участок 5 нанесения на отливки декоративно-защитного металлического покрытия, включает средство 17 обезжиривания и установку 18 вакуумного напыления магнетронного типа, в которой можно создать вакуум до 10-5 Па (в рассматриваемом примере использовалась установка вакуумного напыления магнетронного типа УВН-75 ООО "Вакуумные технологии" (г.Санкт-Петербург. Осуществление заявляемого способа изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием на заявляемой линии будет рассмотрено на нижеследующем примере. Пример 1. На участке 1 изготовления пресс-форм изготавливают пресс-форму дверной ручки заданных формы и размеров. На участке 2 изготовления отливок на машине 6 литья под давлением модели 711 А-07 с использованием предварительно изготовленной пресс-формы из силумина марки AK9 получают отливки дверных ручек. Полученные отливки поступают на участок 3 подготовки отливок к нанесению покрытия,где их подвергают механической обработке на шлифовальном станке 7 с бесконечной лентой, где происходит снятие облоя и шлифовка поверхности отливки. Затем отливки загружают в галтовочные барабаны 8 объемом 500 л каждый. Загрузка галтовочных барабанов 8 осуществляется до заполнения 30% рабочего объема (70% рабочего объема составляет компаунд - специальные керамические чипсы конусоидаль-3 018194 ной формы двух типоразмеров; могут также использоваться чипсы круглой формы). В рабочий объем каждого галтовочного барабана 8 посредством соответствующего распылителя 9 непрерывно подают воду с добавлением моющего средства "Fairy" из расчета 10 г на один галтовочный барабан. Галтовка обеспечивает обработку поверхности отливок из силумина до нужного класса чистоты. Прошедшие галтовку отливки далее направляют в устройство 10 мойки, где они промываются и ополаскиваются водой. На выходе из устройства 10 мойки отливки развешивают на оснастке 12 и в подвешенном виде направляют на сушку в сушильную камеру 11. Сушку в сушильной камере осуществляют при температуре 180240 С в течение около 30 мин. Такая сушка является обязательной для дальнейшей качественной обработки отливок в соответствии с заявляемым способом, поскольку силумины имеют свойство при нагреве выделять газ, который может повредить нанесенный барьерный слой. По завершении сушки отливки,температура которых составляет не менее 40 С, направляют на участок 4 нанесения на отливки барьерного слоя, а именно в камеру 13 напыления, где на отливки посредством пистолета-распылителя "Прэсто", связанным с емкостью 15 с полимерным лаком высокотемпературной сушки HZF01R-K20 500011, в электростатическом поле напыляют лак высокотемпературной сушки HZF01R-K20 500011 слоем толщиной 40-50 мкм. Отливки, покрытые слоем полимера, далее направляют в камеру 16 оплавления. Оплавление осуществляют оплавлением в две стадии. На первой стадии температуру доводят до 180 С и выдерживают отливку в течение около 10 мин, а на второй стадии температуру доводят до 240 С и выдерживают отливку в течение около 20 мин, после чего охлаждают в закрытой камере 16 оплавления в течение около 30 мин при постоянной циркуляции воздуха. На выходе из камеры 16 оплавления изделия имеют глянцевый темно-коричневый цвет, блеск свыше 100% при угле 60. Затем охлажденные отливки с нанесенным барьерным слоем направляют на участок 5 нанесения на отливки декоративно-защитного металлического покрытия, где сначала на средстве 17 обезжиривания их обезжиривают путем протирки поверхности уайт-спиритом (нефрасом C2 80/120). После обезжиривания отливки с нанесенным барьерным слоем помещают на специальной оснастке в камеру установки 18 вакуумного напыления магнетронного типа УВН-75 для нанесения (напыления) декоративно-защитного покрытия, например, под глянцевый хром (расплавленный сплав Х 20 Н 80). Включают откачной агрегат и в камере создают вакуум до 10-3 Па примерно за 10-15 мин. После этого включают ионный источник очистки РИФ с подачей в камеру через дозирующий натекатель воздуха газообразного аргона. Через 15 мин включают нагрев и нагревают отливки до температуры 60-65 С. По окончании очистки РИФом вакуум в камере достигает 10-4 Па. После нагрева отливок начинают процесс напыления, для чего включают магнетрон и на распыляемый сплав Х 20 Н 80 (мишень) подают газообразный аргон, при этом на поверхности мишени должна гореть плазма светло-голубого цвета. Процесс напыления для каждой партии отливок, одновременно помещенных в камеру, проводят в течение 25 мин при вакууме 10-5 Па. По окончании процесса напыления включают напуск воздуха в камеру. Практика показала, что качество напыления (адгезия) декоративно-защитного слоя зависит от температуры отливки на стадии напыления, качества ионной очистки, достижения заданной степени вакуума. Испытания полученного изделия - дверной ручки из силумина марки AK9 с декоративно-защитным металлическим покрытием из сплава Х 20 Н 80 - показали соответствие полученных покрытий по всем показателям всех классов покрытий требованиям ГОСТ 538-2001. В общем случае, полученное защитно-декоративное покрытие не требует дополнительной защиты. Однако при необходимости получения декоративно-защитного покрытия под "золото", на полученное декоративно-защитное покрытие под "глянцевый хром" можно нанести полимерный золотистый лак по технологии, применяемой для нанесения на отливку барьерного слоя, с той лишь разницей, что оплавление лакового покрытия осуществляют в одну стадию при температуре 160-180 С в течение 30 мин. Источники информации. 1. Международная заявка PCT/US2006/043296, опубл. 07.09.2007, номер публикацииWO 2007/100363 A1. 2. Международная заявка PCT/US01/32568, опубл. 02.05.2002, номер публикации WO 02/34961 А 1. 3. Заявка ЕР 1600525 А 1, опубл. 30.11.2005. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, включающий получение отливки заданной формы с использованием соответствующей пресс-формы, подготовку отливки к нанесению декоративно-защитного металлического покрытия и нанесение декоративно-защитного металлического покрытия, при этом при подготовке к нанесению декоративно-защитного металлического покрытия поверхность отливки шлифуют с предварительным снятием облоя и обрабатывают до заданного класса чистоты путем галтовки при постоянном распылении воды с добавлением моющего средства, обработанную отливку моют и сушат в подвешенном состоянии в течение не менее 30 мин при температуре 180-240 С, на поверхность высушенной отливки, температура которой составляет не менее 40 С, наносят путем напыления в элек-4 018194 тростатическом поле полимерный лак высокотемпературной сушки с последующим его оплавлением в две стадии и охлаждением в течение около 30 мин при постоянной циркуляции воздуха с получением на поверхности отливки барьерного слоя, причем на первой стадии оплавления температуру доводят до 180 С и выдерживают отливку в течение около 10 мин, а на второй стадии оплавления температуру доводят до 240 С и выдерживают отливку в течение около 20 мин, а после охлаждения поверхность отливки обезжиривают, декоративно-защитное металлическое покрытие наносят путем вакуумного магнетронного напыления в течение около 25 мин при вакууме 10-5 Па с подачей аргона на распыляемый сплав, причем температуру отливки перед напылением доводят до 60-65 С. 2. Способ по п.1, отличающийся тем, что в качестве полимерного лака высокотемпературной сушки используют лак на основе эпоксидной смолы. 3. Способ по любому из пп.1 или 2, отличающийся тем, что получают барьерный слой толщиной 40-50 мкм. 4. Способ по любому из пп.1-3, отличающийся тем, что на декоративно-защитное металлическое покрытие дополнительно наносят защитное покрытие из полимерного лака, предпочтительно полимерного лака высокотемпературной сушки. 5. Линия для изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, способом по одному из пп.1-4, включающая последовательно расположенные участок изготовления отливок, участок подготовки отливок к нанесению покрытия, участок нанесения на отливки барьерного слоя и участок нанесения на отливки декоративнозащитного металлического покрытия, при этом участок подготовки отливок к нанесению покрытия включает устройство шлифовки, выполненное в виде шлифовального станка с бесконечной лентой, галтовочные барабаны, выполненные с возможностью непрерывного распыления в рабочий объем барабана воды с добавлением моющего средства, устройство мойки и сушильную камеру, связанные между собой оснасткой для перемещения отливок в подвешенном состоянии, причем сушильная камера выполнена с возможностью регулируемого нагрева до 240 С, участок нанесения на отливки барьерного слоя включает камеру напыления, оснащенную пистолетом-распылителем, связанным с емкостью с полимерным лаком высокотемпературной сушки, и выполненную с возможностью создания электростатического поля в зоне распыления полимерного лака высокотемпературной сушки, и камеру оплавления, выполненную с возможностью регулированного нагрева до 240 С и с регулируемой циркуляцией воздуха, участок нанесения на отливки декоративно-защитного металлического покрытия включает средство обезжиривания и установку вакуумного напыления магнетронного типа, выполненную с возможностью создания вакуума до 10-5 Па. 6. Линия по п.5, отличающаяся тем, что дополнительно содержит расположенный перед участком изготовления отливок участок изготовления пресс-форм. 7. Линия по любому из пп.5 или 6, отличающаяся тем, что установка вакуумного напыления участка нанесения на отливки декоративно-защитного металлического покрытия связана с камерой напыления участка нанесения на отливки барьерного слоя.
МПК / Метки
МПК: C23C 28/00, C23C 14/35, C23C 14/56, C23C 14/02
Метки: изготовления, алюминиевых, способ, сплавов, изделий, линия, декоративно-защитным, покрытием, металлическим
Код ссылки
<a href="https://eas.patents.su/6-18194-liniya-i-sposob-izgotovleniya-izdelijj-iz-alyuminievyh-splavov-s-dekorativno-zashhitnym-metallicheskim-pokrytiem.html" rel="bookmark" title="База патентов Евразийского Союза">Линия и способ изготовления изделий из алюминиевых сплавов с декоративно-защитным металлическим покрытием</a>
Способ анодирования изделий из алюминия или алюминиевых сплавов
Номер патента: 15400
Опубликовано: 31.08.2011
Авторы: Окон-Эстебан Пилар, Гарсия-Диего Игнасио, Гарсия-Рубио Мануэль, Лавия-Гонсалес-Эскалада Мария-Анхелес
МПК: C25D 11/10
Метки: способ, сплавов, анодирования, алюминиевых, изделий, алюминия
Формула / Реферат:
1. Способ анодирования изделий из алюминия или алюминиевых сплавов, отличающийся тем, что изделие из алюминия или алюминиевого сплава погружают в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты...
Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Грищенко Сергей Евгеньевич, Резник Валентин Юрьевич, Ахапкин Константин Викторович, Шитуева Ирина Владимировна, Мелешко Виктор Михайлович
МПК: C03B 19/09
Метки: декоративно-облицовочных, способ, установка, материал, плит, осуществления, непрерывного, декоративно-облицовочный, изготовления
Формула / Реферат:
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при...
Способ получения изделий из титановых сплавов
Номер патента: 18035
Опубликовано: 30.05.2013
Авторы: Моксон Владимир С., Саввакин Дмитрий Георгиевич, Ивасишин Орест Михайлович, Телин Владислав Владимирович, Дузь Владимир Андреевич
Метки: титановых, получения, способ, изделий, сплавов
Формула / Реферат:
1. Способ получения изделий из титановых сплавов, включающий смешивание порошка основы, содержащей титан, с порошками легирующих элементов, которые образуют с титаном сплавы, формование в заготовки, форма которых соответствует конечным изделиям, спекание в вакууме при температурах, при которых не образуются жидкие фазы, отличающийся тем, что при смешивании порошка основы, содержащей титан, с порошками легирующих элементов порошок основы получают...
Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью и устройство для его осуществления
Номер патента: 6413
Опубликовано: 29.12.2005
Авторы: Желудкевич Мечеслав Станиславович, Герман Михаил Леонидович, Ознобишин Александр Николаевич, Якутович Николай Владимирович
МПК: C21D 11/00
Метки: охлаждения, сплавов, осуществления, устройство, смесью, термообработке, различных, изделий, способ, металлов, материалов, водовоздушной, управляемого
Формула / Реферат:
1. Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью, включающий регулируемое для каждой зоны охлаждение, рассчитанное с помощью ЭВМ до температур, определяющих окончание фазовых преобразований, отличающийся тем, что регулирование осуществляется импульсным методом воздействия водовоздушной среды на нагретую поверхность, причем параметры импульса выбираются таким образом,...
Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов
Номер патента: 17010
Опубликовано: 28.09.2012
Авторы: Волкомич Анатолий Александрович, Иванова Анна Виллоровна, Воронцова Татьяна Валерьевна, Лосицкая Тамара Михайловна, Иванов Юрий Иванович
МПК: B22C 1/20
Метки: отливок, черных, смесь, формовочная, изготовления, форм, сплавов, сырых, литейных, получения, разовых
Формула / Реферат:
1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%:бентонит - 5-10;шунгит - 2-5 от содержания бентонита;кварцевый песок - остальное до 100%;вода - 2,5-3,5 сверх 100%.2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из...
Предыдущий патент: Соединения и фармацевтические композиции для снижения уровня мочевой кислоты
Следующий патент: Замещенные 2-[2-(фенил)этиламино]алканамидные производные и применение указанных соединений в качестве модуляторов натриевых и/или кальциевых каналов
Случайный патент: Динамическая конверсия валют для систем платежей по карточкам