Способ анодирования изделий из алюминия или алюминиевых сплавов
Номер патента: 15400
Опубликовано: 31.08.2011
Авторы: Лавия-Гонсалес-Эскалада Мария-Анхелес, Окон-Эстебан Пилар, Гарсия-Рубио Мануэль, Гарсия-Диего Игнасио
Формула / Реферат
1. Способ анодирования изделий из алюминия или алюминиевых сплавов, отличающийся тем, что изделие из алюминия или алюминиевого сплава погружают в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты составляет от 0,2 до 0,9 M, а концентрация L-(+)-винной кислоты - от 0,2 до 0,8 M, и одной или нескольких неорганических солей одного или нескольких переходных металлов в концентрации от 1×10-6 до 1 M, причем длительность анодирования составляет от 5 до 120 мин.
2. Способ по п.1, отличающийся тем, что неорганическая соль является молибденовой солью.
3. Способ по п.1, отличающийся тем, что в качестве анода используют анодируемые изделия из алюминия или алюминиевого сплава.
4. Способ по п.1, отличающийся тем, что температуру водного раствора во время анодирования поддерживают в диапазоне от 0 до 130°C.
5. Способ по п.1, отличающийся тем, что к электродам электролитической ванны прикладывают разность электрических потенциалов, составляющую от 1 до 120 В.
6. Способ по п.1, отличающийся тем, что в качестве катода используют стальную пластину.
7. Способ по п.1, отличающийся тем, что используют водный раствор винной и серной кислот и молибденовую соль.
8. Способ по п.1, отличающийся тем, что водный раствор содержит серную кислоту в концентрации 0,20 до 0,50 M, L-(+)-винную кислоту в концентрации от 0,40 до 0,55 M и молибденовую соль в концентрации от 0,20 до 0,30 M.
9. Способ по п.1, отличающийся тем, что
используют катод, изготовленный из нержавеющей стали марки AISI 321, площадь поверхности которого больше или равна площади поверхности анода,
используют водный раствор, содержащий серную кислоту в концентрации 0,4 M, L-(+)-винную кислоту в концентрации 0,53 M и молибденовую соль в концентрации 0,25 M, и
температуру электролитической ванны поддерживают на уровне 37±1°C, а разность потенциалов повышают со скоростью 2,8 В/мин с 0 до 14 В и затем поддерживают на этом уровне в течение 20 мин.
Текст
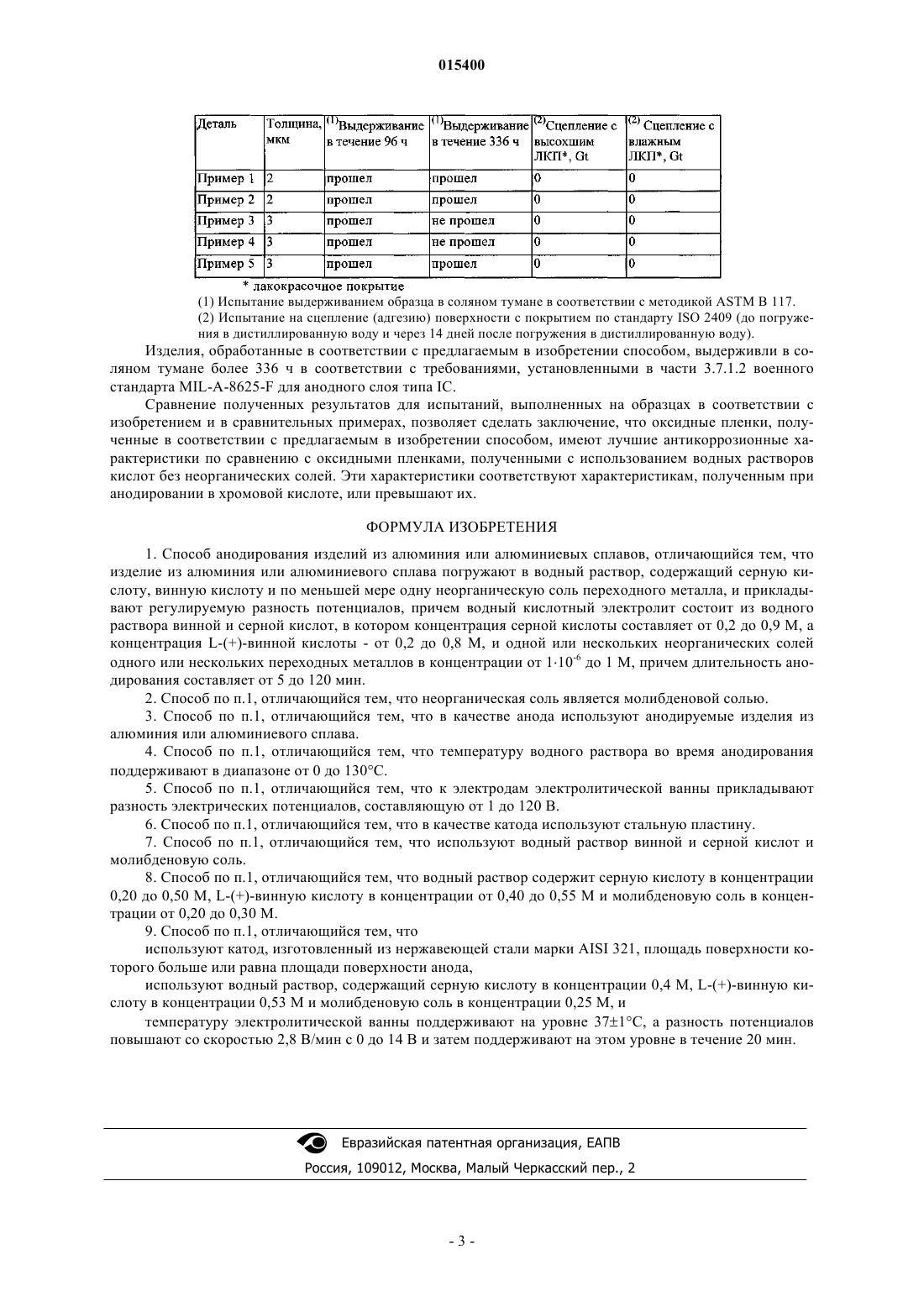
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента СПОСОБ АНОДИРОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ В изобретении описан способ анодирования изделий из алюминия или алюминиевого сплава, в котором изделие из алюминия или алюминиевого сплава погружают при температуре от 0 до 140C, предпочтительно от 0 до 130C, в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты составляет от 0,2 до 0,9 M, а концентрация L-(+)-винной кислоты - от 0,2 до 0,8 M, и одной или нескольких неорганических солей одного или нескольких переходных металлов в концентрации от 110-6 до 1 M, причем длительность анодирования составляет от 5 до 120 мин. В результате получают слои оксида алюминия, характеристики которых аналогичны характеристикам пленок, полученных традиционным анодированием с использованием растворов хромовой кислоты, даже превышают их. 015400 Область техники, к которой относится изобретение Настоящее изобретение относится к анодированию изделий из алюминия или алюминиевых сплавов, в том числе из чистого или почти чистого алюминия и из любых его сочетаний с другими элементами в любых пропорциях. Уровень техники Как правило, растворы кислот, используемые в процессах анодирования, содержат высококонцентрированную серную кислоту или хромовую кислоту. Последняя является основным компонентом, используемым в аэрокосмической отрасли. Серная кислота не используется в аэрокосмической отрасли изза невысокой величины сцепления с покрытием, а хромовая кислота очень ядовита для живых организмов и представляет опасность для окружающей среды. В другом способе для анодирования деталей с использованием электролиза с малым воздействием на окружающую среду используется водный раствор серной и винной кислот. Такой способ раскрыт в публикации US 2002/0157961 A1. Другой альтернативой является использование водного раствора серной и ортоборной кислот, которое описано в патенте US 4894127. К сожалению, эти способы не обеспечивают таких высоких характеристик стойкости алюминия или алюминиевых деталей к коррозии, которые обеспечиваются при обработке хромовой кислотой. В предлагаемом в настоящем изобретении способе используются изделия из алюминия или алюминиевого сплава, являющиеся анодами в электролитической ванне, наполненной водным раствором кислоты, для создания оксидной пленки на поверхности обрабатываемых деталей. Эта пленка из оксида алюминия на поверхности деталей из алюминия или алюминиевых сплавов обладает хорошим сцеплением с покрытием и повышает коррозионную стойкость. Раскрытие изобретения В изобретении предлагается способ анодирования изделий из алюминия или алюминиевых сплавов,при осуществлении которого изделие из алюминия или алюминиевого сплава погружают в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую (контролируемую) разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты составляет от 0,2 до 0,9 M, а концентрация L-(+)-винной кислоты - от 0,2 до 0,8 M, и одной или нескольких неорганических солей одного или нескольких переходных металлов в концентрации от 110-6 до 1 M, причем длительность анодирования составляет от 5 до 120 мин. В предлагаемом в изобретении способе неорганическая соль переходного металла может быть солью по меньшей мере одного металла, выбранного из металлов групп IIIB, IVB, VB, VIB, VIIB, VIIIB, IB и IIB, солью лантаноида или актиноида, комбинаций указанных элементов и предпочтительно солью молибдена. Вышеуказанная неорганическая соль или соли действуют как ингибиторы коррозии, предотвращая развитие различных коррозионных реакций (в зависимости от типа неорганической соли), в результате чего улучшаются антикоррозионные характеристики обработанных изделий. В качестве анода могут использоваться анодируемые изделия из алюминия и алюминиевых сплавов. В процессе анодирования температуру водного раствора поддерживают в диапазоне от 0 до 140C,предпочтительно от 0 до 130C, более предпочтительно от 5 до 80C и наиболее предпочтительно от 30 до 40C. К электролитической ванне прикладывают разность потенциалов, составляющую от 0,5 до 130 B,предпочтительно от1 до 120 B, более предпочтительно от 2 до 100 B и наиболее предпочтительно от 10 до 30 B. Продолжительность процесса анодирования составляет, как указано выше, от 5 до 120 мин, предпочтительно от 5 до 40 мин. Продолжительность цикла осуществления предлагаемого в изобретении способа примерно на 40% ниже, чем для традиционного способа анодирования с использованием хромовой кислоты. Токсичность и экологическая опасность отходов, получаемых при осуществлении предлагаемого в изобретении способа, существенно ниже по сравнению с традиционными процессами анодирования. Примеры Пример 1. Анодирование изделия из алюминиевого сплава серии 2000 в ванне с электролитом, содержащим винную и серную кислоты и молибденовую соль. Сначала деталь с размерами 1501002 мм, изготовленную из алюминиевого сплава серии 2000,подвергли стандартным операциям чистки и удаления поверхностного слоя: обезжириванию путем погружения примерно на 10 мин, промыванию в дистиллированной воде в течение примерно 5 мин, удалению поверхностного слоя в течение примерно 10 мин и промыванию в дистиллированной воде в течение 5 мин. Затем деталь полностью погрузили в электролитическую ванну, причем деталь использовалась в качестве анода, а катод был выполнен из нержавеющей стали марки AISI 321, и площадь его поверхно-1 015400 сти была больше или равна площади поверхности анода. В качестве электролита использовали водный раствор кислот, содержащий серную кислоту в концентрации 0,4 M, L-(+)-винную кислоту в концентрации 0,53 M и молибденовую соль в концентрации 0,25 M. Температуру ванны поддерживали на уровне 371C. Разность потенциалов повышали с 0 до 14 B со скоростью 2,8 B/мин, затем проводили процесс в течение 20 мин при разности потенциалов 14 В, в результате чего образовался оксидный слой толщиной примерно 2 мкм. Затем деталь около 5 мин промывали в анодной воде и закупорили поры оксидной пленки, выдержав в анодной воде в течение примерно 40 мин. После этого деталь высушили горячим воздухом. Пример 2. Анодирование детали из плакированного алюминиевого сплава серии 2000 в ванне с электролитом, содержащим винную и серную кислоты и молибденовую соль Деталь с размерами 1501002 мм, изготовленная из плакированного алюминиевого сплава серии 2000, прошла стандартные операции чистки и удаления поверхностного слоя, указанные в примере 1. Затем деталь полностью погрузили в электролитическую ванну, в которой деталь использовалась в качестве анода, а катод был выполнен из нержавеющей стали марки AISI 321, и площадь его поверхности была больше или равна площади поверхности анода. Использовался такой же электролит, и анодирование осуществляли при тех же условиях, что и в примере 1, в результате чего получали оксидный слой толщиной примерно 2 мкм. Анодированную деталь промывали и закрывали поры оксидной пленки так же, как и в примере 1. Пример 3 (сравнительный). Анодирование детали из алюминиевого сплава серии 2000 в ванне с электролитом, содержащим винную и серную кислоты. Деталь с размерами 1501002 мм, изготовленная из алюминиевого сплава серии 2000, прошла стандартные операции чистки и удаления поверхностного слоя, указанные в примере 1. Затем деталь полностью погрузили в электролитическую ванну, в которой деталь использовалась в качестве анода, а катод был выполнен из нержавеющей стали марки AISI 321, и площадь его поверхности была больше или равна площади поверхности анода. Использовался такой же электролит, и анодирование осуществляли при тех же условиях, что и в примере 1, в результате чего получили оксидный слой толщиной примерно 3 мкм. Анодированную деталь промывали и закрывали поры оксидной пленки так же, как и в примере 1. Пример 4 (сравнительный). Анодирование алюминиевого сплава серии 2000 в ванне с электролитом, содержащим винную и серную кислоты. Деталь с размерами 1501002 мм, изготовленная из плакированного алюминиевого сплава серии 2000, прошла стандартные операции чистки и удаления поверхностного слоя, указанные в примере 1. Затем деталь полностью погрузили в электролитическую ванну, в которой деталь использовалась в качестве анода, а катод был выполнен из нержавеющей стали марки AISI 321, и площадь его поверхности была больше или равна площади поверхности анода. В качестве электролита использовали водный раствор кислот, содержащий серную кислоту в концентрации 0,4 M, L-(+)-винную кислоту в концентрации 0,53 M и молибденовую соль в концентрации 0,25 M. Температуру ванны поддерживали на уровне 371C. Разность потенциалов повышали с 0 до 14 В со скоростью 2,8 В/мин, затем проводили процесс в течение 20 мин при разности потенциалов 14 В, в результате чего образовался оксидный слой толщиной примерно 3 мкм. Анодированную деталь промывали и закрывали поры оксидной пленки так же, как и в примере 1. Пример 5 (сравнительный). Анодирование с использованием хромовой кислоты. Деталь с размерами 1501002 мм, изготовленная из плакированного алюминиевого сплава серии 2000, прошла стандартные операции чистки и удаления поверхностного слоя, указанные в примере 1. Затем деталь полностью погрузили в электролитическую ванну, в которой деталь использовалась в качестве анода, а катод был выполнен из нержавеющей стали марки AISI 321, и площадь его поверхности была больше или равна площади поверхности анода. В качестве электролита использовали водный раствор хромовой кислоты. Температуру ванны поддерживали в диапазоне от 35 до 40C. Разность потенциалов повышали с 0 до 40 В со скоростью 5 В/мин, затем проводили процесс в течение 45 мин при разности потенциалов 14 В, в результате чего образовался оксидный слой толщиной примерно 3 мкм. Анодированную деталь промывали и закрывали поры оксидной пленки так же, как и в примере 1. Сравнение свойств деталей, обработанных в вышеуказанных примерах, приведено в таблице.(1) Испытание выдерживанием образца в соляном тумане в соответствии с методикой ASTM В 117.(2) Испытание на сцепление (адгезию) поверхности с покрытием по стандарту ISO 2409 (до погружения в дистиллированную воду и через 14 дней после погружения в дистиллированную воду). Изделия, обработанные в соответствии с предлагаемым в изобретении способом, выдерживли в соляном тумане более 336 ч в соответствии с требованиями, установленными в части 3.7.1.2 военного стандарта MIL-A-8625-F для анодного слоя типа IC. Сравнение полученных результатов для испытаний, выполненных на образцах в соответствии с изобретением и в сравнительных примерах, позволяет сделать заключение, что оксидные пленки, полученные в соответствии с предлагаемым в изобретении способом, имеют лучшие антикоррозионные характеристики по сравнению с оксидными пленками, полученными с использованием водных растворов кислот без неорганических солей. Эти характеристики соответствуют характеристикам, полученным при анодировании в хромовой кислоте, или превышают их. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ анодирования изделий из алюминия или алюминиевых сплавов, отличающийся тем, что изделие из алюминия или алюминиевого сплава погружают в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты составляет от 0,2 до 0,9 M, а концентрация L-(+)-винной кислоты - от 0,2 до 0,8 M, и одной или нескольких неорганических солей одного или нескольких переходных металлов в концентрации от 110-6 до 1 M, причем длительность анодирования составляет от 5 до 120 мин. 2. Способ по п.1, отличающийся тем, что неорганическая соль является молибденовой солью. 3. Способ по п.1, отличающийся тем, что в качестве анода используют анодируемые изделия из алюминия или алюминиевого сплава. 4. Способ по п.1, отличающийся тем, что температуру водного раствора во время анодирования поддерживают в диапазоне от 0 до 130C. 5. Способ по п.1, отличающийся тем, что к электродам электролитической ванны прикладывают разность электрических потенциалов, составляющую от 1 до 120 В. 6. Способ по п.1, отличающийся тем, что в качестве катода используют стальную пластину. 7. Способ по п.1, отличающийся тем, что используют водный раствор винной и серной кислот и молибденовую соль. 8. Способ по п.1, отличающийся тем, что водный раствор содержит серную кислоту в концентрации 0,20 до 0,50 M, L-(+)-винную кислоту в концентрации от 0,40 до 0,55 M и молибденовую соль в концентрации от 0,20 до 0,30 M. 9. Способ по п.1, отличающийся тем, что используют катод, изготовленный из нержавеющей стали марки AISI 321, площадь поверхности которого больше или равна площади поверхности анода,используют водный раствор, содержащий серную кислоту в концентрации 0,4 M, L-(+)-винную кислоту в концентрации 0,53 M и молибденовую соль в концентрации 0,25 M, и температуру электролитической ванны поддерживают на уровне 371C, а разность потенциалов повышают со скоростью 2,8 В/мин с 0 до 14 В и затем поддерживают на этом уровне в течение 20 мин.
МПК / Метки
МПК: C25D 11/10
Метки: алюминиевых, способ, анодирования, изделий, алюминия, сплавов
Код ссылки
<a href="https://eas.patents.su/4-15400-sposob-anodirovaniya-izdelijj-iz-alyuminiya-ili-alyuminievyh-splavov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ анодирования изделий из алюминия или алюминиевых сплавов</a>
Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью и устройство для его осуществления
Номер патента: 6413
Опубликовано: 29.12.2005
Авторы: Желудкевич Мечеслав Станиславович, Ознобишин Александр Николаевич, Якутович Николай Владимирович, Герман Михаил Леонидович
МПК: C21D 11/00
Метки: различных, способ, управляемого, сплавов, металлов, смесью, водовоздушной, устройство, изделий, охлаждения, материалов, термообработке, осуществления
Формула / Реферат:
1. Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью, включающий регулируемое для каждой зоны охлаждение, рассчитанное с помощью ЭВМ до температур, определяющих окончание фазовых преобразований, отличающийся тем, что регулирование осуществляется импульсным методом воздействия водовоздушной среды на нагретую поверхность, причем параметры импульса выбираются таким образом,...
Способ обработки оксида алюминия (варианты), способ байера с использованием способа обработки оксида алюминия и сырье для получения оксида алюминия, обработанное этим способом
Номер патента: 2862
Опубликовано: 31.10.2002
Авторы: Холлитт Майкл Джон, Биби Колин Джон, Кислер Джон Питер, Грокотт Стефен
МПК: F26B 3/06, C22B 1/02, C01F 7/44...
Метки: оксида, способом, обработки, способа, сырье, байера, способ, использованием, обработанное, алюминия, варианты, этим, получения
Формула / Реферат:
1. Способ обработки оксида алюминия, являющегося перерабатываемым сырьем, перед переносом обработанного сырья в процесс экстрагирования из него очищенного оксида алюминия, включающий стадию нагревания перерабатываемого сырья оксида алюминия до температуры от 400 до 650шС при непосредственном контакте с газом-продуктом сгорания и стадию охлаждения нагретого сырья до температуры, при которой с ним можно работать и вводить в процесс получения...
Способ получения окиси алюминия из гидроокиси алюминия
Номер патента: 516
Опубликовано: 28.10.1999
Авторы: Шмидт Ханс-Вернер, Вернер Дитрих, Хирш Мартин, Ран Мартин, Штокхаузен Вернер
МПК: C01F 7/44
Метки: алюминия, получения, способ, гидроокиси, окиси
Формула / Реферат:
1. Способ получения безводной окиси алюминия из гидроокиси алюминия в циркулирующем псевдоожиженном слое, образованном реактором (8) с псевдоожиженным слоем, сепаратором (6) и обратным трубопроводом, при котором гидроокись алюминия вводят в расположенную со стороны газа вторую ступень двухступенчатого суспензионного подогревателя (2), работающего на отходящих из псевдоожиженного слоя газах реактора (8) с псевдоожиженным слоем, и, по меньшей...
Способ получения массы, содержащей твердый карбид алюминия, и способ извлечения металлического алюминия из этой массы
Номер патента: 11740
Опубликовано: 28.04.2009
Автор: Саяд-Ягхоуби Ягхоуб
МПК: C01B 31/30, C22B 21/02
Метки: содержащей, алюминия, твердый, металлического, карбид, этой, получения, способ, массы, извлечения
Формула / Реферат:
1. Способ получения массы, содержащей твердый карбид алюминия, причем этот способ включает в себя этапы: (a) обеспечения подачи дисперсного глинозема и подачи дисперсного углерода; (b) вдувания дисперсного глинозема и дисперсного углерода в ванну расплавленного металлического алюминия для обеспечения смеси дисперсного глинозема и дисперсного углерода в этой ванне; (c) поддержания ванны расплавленного металлического алюминия при температуре...
Сплав на основе алюминия
Номер патента: 9889
Опубликовано: 28.04.2008
Авторы: Ганиев Изатулло Наврузович, Амонов Ильхомджон Тимурович, Рахмонов Киемиддин Аслонович, Джамолова Зульфия Сухробовна, Умарова Татьяна Мухсиновна
МПК: C22C 21/00
Метки: основе, сплав, алюминия
Формула / Реферат:
Сплав на основе алюминия, содержащий железо и по меньшей мере один металл из группы редкоземельных металлов (РЗМ), который имеет следующий состав в мас.%: железо в количестве, составляющем 0,2-3,0, один или более металлов из группы РЗМ в количестве, составляющем 0,005-0,50, при этом, если в состав сплава входит в качестве металла из группы РЗМ только церий, то его количество составляет 0,005-0,25, остальное - алюминий.
Предыдущий патент: Способ лечения вирусного миокардита
Следующий патент: Глазная лекарственная пленка и способ ее изготовления
Случайный патент: Способ немедикаментозного лечения экспериментального хронического орхоэпидидимита