Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью и устройство для его осуществления
Номер патента: 6413
Опубликовано: 29.12.2005
Авторы: Ознобишин Александр Николаевич, Якутович Николай Владимирович, Желудкевич Мечеслав Станиславович, Герман Михаил Леонидович
Формула / Реферат
1. Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью, включающий регулируемое для каждой зоны охлаждение, рассчитанное с помощью ЭВМ до температур, определяющих окончание фазовых преобразований, отличающийся тем, что регулирование осуществляется импульсным методом воздействия водовоздушной среды на нагретую поверхность, причем параметры импульса выбираются таким образом, чтобы осуществлялся процесс термоциклирования с заранее заданной величиной отклонения температуры от требуемой, а суммарное остаточное тепло в изделии соответствовало значению средней температуры изделия, равной заданной температуре самоотпуска.
2. Способ по п.1, отличающийся тем, что для каждого материала, металла или сплава выбирается и выдерживается такой темп охлаждения поверхности, который обеспечивает получение требуемых свойств изделия.
3. Способ по п.1, отличающийся тем, что производится измерение температуры в реперных точках, которая сравнивается с расчетной температурой в этой же точке и при ее отклонении осуществляется коррекция режима охлаждения.
4. Способ по п.1, отличающийся тем, что задается и выдерживается темп охлаждения на поверхности изделия, который обеспечивает реализацию процессов изотермической закалки и термоциклирования.
5. Способ по п.1, отличающийся тем, что время микроцикла изменяется в пределах от 0,003 и более 1 с.
6. Способ по п.1, отличающийся тем, что в охлаждающую среду вносятся различного рода добавки, которые ускоряют или замедляют процесс охлаждения либо способствуют образованию защитного слоя на поверхности.
7. Способ по п.1, отличающийся тем, что изменяют форму факела распыла форсунки в зависимости от формы поверхности либо локальной зоны изделия.
8. Способ по п.1, отличающийся тем, что группа одинаковых изделий помещается в кассету и осуществляется термообработка.
9. Способ по п.1, отличающийся тем, что используется растровый метод охлаждения изделий, при котором последовательно включаются вертикальные либо горизонтальные ряды форсунок.
10. Способ по п.1, отличающийся тем, что используется растровый метод охлаждения изделий, при котором перемещается в вертикальном либо горизонтальном направлении линейка с набором форсунок.
11. Способ по п.1, отличающийся тем, что осуществляется одновременно термообработка группы изделий по индивидуальным программам.
12. Устройство для осуществления способа по пп.1-11, включающее камеру охлаждения с управляемыми форсунками и механизмами, подводящие трубопроводы и блок программного управления форсунками, систему контроля и регулирования параметров воды и воздуха, отличающееся тем, что устройство снабжено системой управления факелом распыла форсунок, системой измерения и коррекции температуры в реперных точках и средствами импульсной подачи охлаждающей среды в зону термообработки.
13. Устройство по п.12, отличающееся тем, что устройство снабжено средствами перемещения изделия относительно горизонтальной либо вертикальной базы.
14. Устройство по п.12, отличающееся тем, что устройство снабжено средствами осуществления растрового метода управления охлаждением изделий.
15. Устройство по п.12, отличающееся тем, что предусмотрена возможность термообработки нескольких изделий в ячейках кассеты, размеры и форма ячеек которой соответствуют величине и конфигурации деталей.
Текст
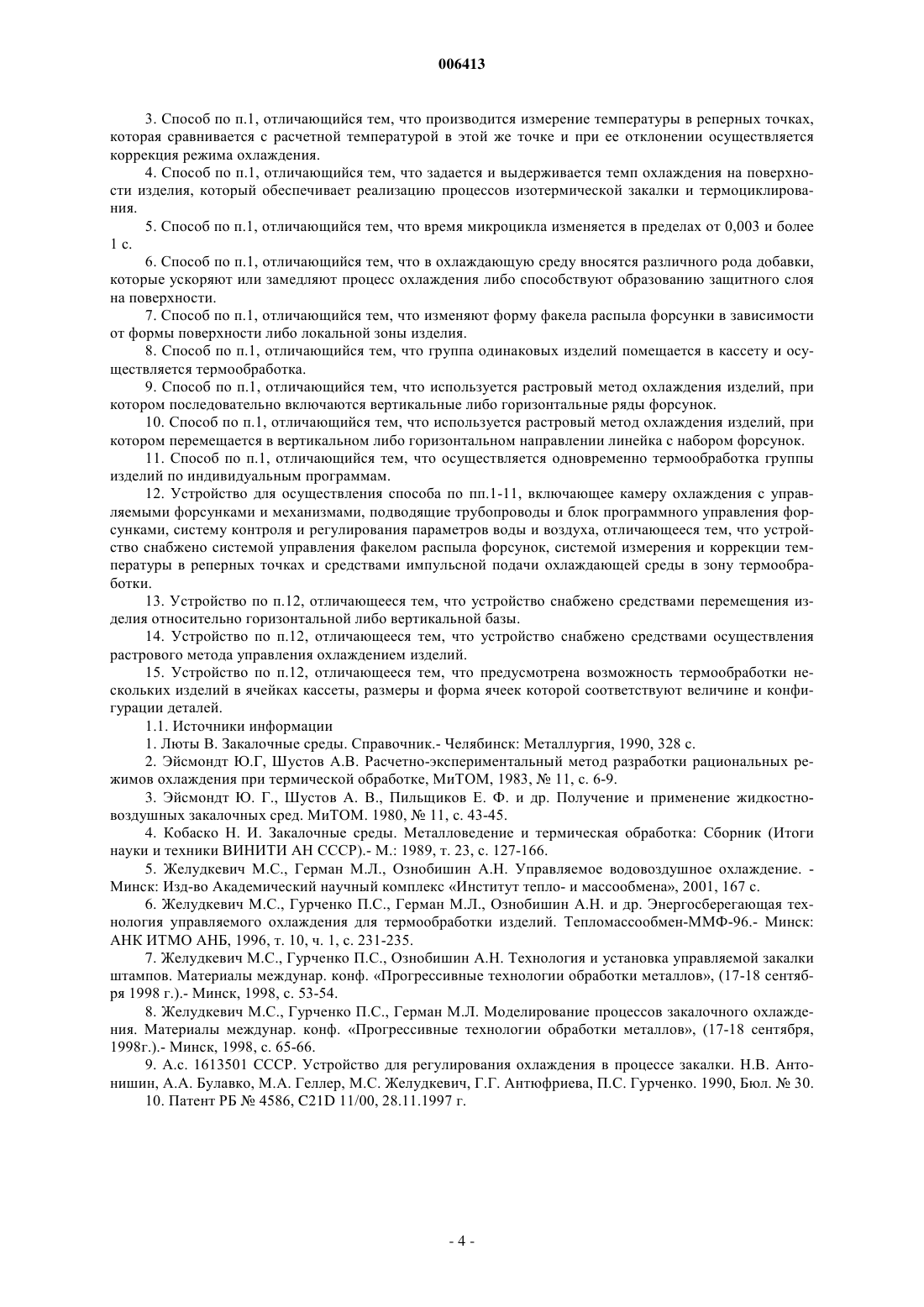
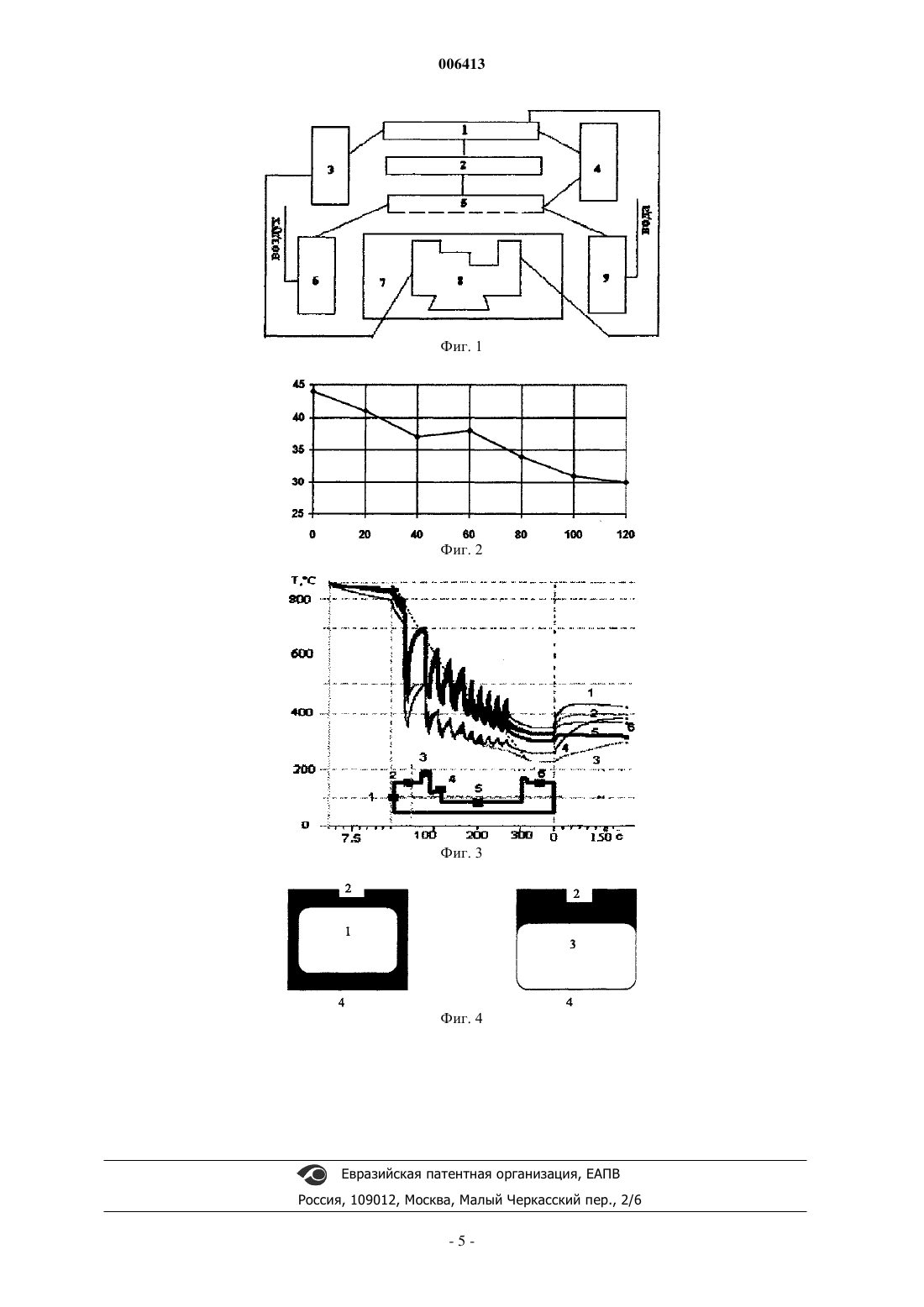
006413 Изобретение относится к области машиностроения и может быть использовано при термообработке изделий сложной конфигурации из различных материалов. Известно много применяемых закалочных сред и способов управления теплообменом между нагретой поверхностью и закалочной средой [1-5]. Однако управление процессом теплообмена осуществлялось изменением либо температуры, либо соотношения компонентов в растворах, либо скорости перемещения относительно термообрабатываемой поверхности. Все эти способы использовались в сочетании с объемным охлаждением деталей, поэтому развитая конфигурация поверхности изделия приводит к различию темпа охлаждения в локальных зонах. Следует учитывать то, что использование большинства закалочных средств приводит к загрязнению окружающей среды. Наиболее экологически чистыми в этом отношении является вода, спреерное и водовоздушное охлаждение [6,7]. Известен способ термообработки изделий из железа и его сплавов, включающий нагрев до температуры аустенизации, локальное охлаждение упрочняемой поверхности водовоздушной смесью до температуры распада аустенита, изотермическую выдержку и окончательное охлаждение [8]. Недостатком этого способа является то, что режим охлаждения выполняется при помощи ЭВМ с контролем температуры охлаждаемой поверхности при помощи датчиков температуры. Такое управляемое охлаждение приемлемо в лабораторных условиях при закалке единичных изделий. А в производственных условиях при закалке серийных изделий установка на обрабатываемых изделиях датчиков температуры, да еще в нескольких характерных зонах, становится задачей практически неосуществимой. Контроль температуры поверхности при помощи пирометров в условиях пароводовоздушной среды также не приносит желаемых результатов. Таким образом, использование управляемой закалки по данному способу в производственных условиях затруднено, а в ряде случаев и неосуществимо. Известно устройство для регулирования охлаждения в процессе закалки изделий смесью воздуха и воды, содержащее управляющую вычислительную машину, трубопроводы для воздуха и воды, управляемые клапаны, датчики температуры, управляемые смесители и форсунки [9]. Недостатком известного устройства является то, что весь процесс управляемого охлаждения в устройстве базируется на использовании датчиков температуры поверхности. В устройстве отсутствует система контроля и регулирования температуры и давления воды и воздуха. В этом случае, при одинаковом соотношении расходов воздуха и воды, неконтролируемое изменение их давления и температуры в подводящих сетях (что для всех промышленных предприятий явление неизбежное) приводит к изменению охлаждающей способности водо-воздушной смеси. При управлении процессом охлаждения с контролем температуры охлаждаемой поверхности при помощи датчиков температуры изменение параметров воды и воздуха компенсируется соответствующим изменением при помощи ЭВМ их расходов. Такое устройство управления приемлемо в лабораторных условиях при закалке единичных и уникальных изделий. Однако в производственных условиях при закалке серийных изделий из-за затрудненности или невозможности контроля температуры поверхности каждого обрабатываемого изделия в процессе охлаждения использование управляемой закалки по устройству прототипа затруднено, а в ряде случаев и неосуществимо. Недостатком устройства является и то, что управляемые клапаны установлены на трубопроводах перед смесителями, на выходе которых имеются форсунки. В этом случае между форсункой и клапаном имеется объем, ограниченный смесителем и каналом подсоединения форсунки. При срабатывании клапанов (время перекрытия клапана 0,1 с) из-за этого промежуточного объема проявляется инертность подачи смеси через форсунки. При открытии клапанов некоторое время объем заполняется и в это время скорость истечения смеси возрастает до заданной. При закрытии клапанов некоторое время смесь самопроизвольно вытекает из объема смесителей и каналов. Таким образом, частота срабатывания клапанов сдерживается инертностью системы "клапан-форсунка", что ограничивает возможности способа и устройства. Известен способ и устройство по патенту РБ. [10], недостатком которого является отсутствие возможности управления факелом форсунки в зависимости от конфигурации зоны изделия, что приводит при их несоответствии к появлению закалочных трещин, в особенности для глубоких и сквозных отверстий. В указанном изобретении нет возможности перемещения изделия по высоте, отсутствует растровый метод охлаждения, не задается величина отклонения температуры от заданной при осуществлении режимов микро- и термоциклирования и отсутствует возможность осуществления термообработки деталей в кассетном варианте. Технической задачей, которую решает данное изобретение, является повышение управляемости процессом закалки водовоздушной смесью изделий в производственных условиях, с целью экономии энергетических, материальных, трудовых ресурсов и достижения экологической чистоты процесса. Решение задачи обеспечивается использованием способа управляемой закалки водовоздушной смесью, при котором охлаждение всей партии одинаковых изделий проводят в импульсном режиме по одному заранее рассчитанному режиму и заданной величине отклонения температуры(глубина термоцикла) при микро- и термоциклировании процесса охлаждения. Регулирование закалочного охлаждения выполняют для каждой зоны упрочнения отдельно. Участки, не требующие повышенной твердости, от принудительного охлаждения предохраняют. Охлаждение каждой зоны и суммарное охлаждение изде-1 006413 лия в целом математически рассчитывают и дозируют по времени и интенсивности таким образом, чтобы суммарное остаточное тепло в закаливаемом изделии соответствовало значению средней температуры изделия, равному заданной температуре самоотпуска. Поставленная цель достигается также тем, что устройство для управляемой закалки снабжено элементами фиксации упрочняемых зон изделия относительно форсунок, блоками реализации растрового метода управления, системой перемещения изделия относительно базовых осей, приспособлениями для кассетной и групповой закалки и системы управления формой раскрыва факела. Управляемое, экологически чистое охлаждение водовоздушной смесью в предложенном техническом решении осуществляется путем импульсно-переодической подачи двухфазной либо многокомпонентной среды при помощи форсунок с электромагнитным клапаном. Результатом предлагаемого изобретения является получение для каждой зоны изделия значений твердости, обеспечивающих максимальную работоспособность этой зоны и всего изделия в целом. При этом путем программного управления работой каждой форсунки для каждой из зон упрочнения может быть обеспечено охлаждение по любому наперед заданному закону, что позволяет получать ранее недостижимое сочетание твердости для различных поверхностей одного изделия. Ранее неизвестные особенности конструкции устройства для закалки штампов заключаются в том,что введен датчик температуры в центральной или другой зоне, соединенный со входам контроллера, по показаниям которого несколько раз ( не более 3) осуществляется корректировка режима охлаждения для любой зоны изделия. Введена программа моделирования процесса закалочного охлаждения в самой ЭВМ с возможностью переключения форсунок по вертикали и горизонтали (растровый метод) и изменения импульсно-периодического воздействия двухфазной среды в зависимости от сочетания с границами зоны изделия. Также введены блоки контроля и управления перемещением линейки форсунок по горизонтали либо по вертикали. В качестве примера на фиг. 1-4 показана закалка молотового штампа. На фиг. 1 показана схема устройства для осуществления предлагаемого способа закалки. На фиг. 2 - распределение твердости по глубине молотового штампа, закаливаемого по предлагаемому способу. На фиг. 3 показано изменение температуры пресс-формы при управляемом охлаждении. На фиг. 4 - распределение твердости по сечению штампа при закалке традиционным (масло) и предлагаемым способом. Устройство состоит из регулируемой по высоте подставки 7 с регулируемыми упорами в горизонтальной плоскости, блока форсунок 5, системы программного управления форсунками 2, систем контроля и регулирования параметров воды 9 и воздуха 6, блоков управления перемещением изделия либо кассеты изделий в горизонтальном либо вертикальном направлении 3, блоком управления факелом и растром форсунок 4 и микроЭВМ 1. Устройство работает следующим образом. Обрабатываемое изделие 8 устанавливают на подставку 7 и загружают в закалочную камеру таким образом, чтобы каждая зона штампа находилась в зоне воздействия соответствующей ей определенной форсунки. Заранее полученную путем математического моделирования закалочного охлаждения на микроЭВМ 1 программу работы каждой форсунки вводят в систему программного управления форсунками 2. Охлаждение рабочей части штампа (гравюры) производят путем направленной импульсной подачи водовоздушной смеси через управляемые форсунки блока 5, на каждой из которых установлен клапан,управляемый по программе, задаваемой системой управления форсунками 2. Температура и давление подаваемых к форсункам воды и воздуха контролируются и стабилизируются в блоках 9 и 6 системы контроля и регулирования. Крепежная часть штампа принудительному охлаждению не подвергается, а охлаждается за счет теплообмена с окружающим воздухом и теплопроводности материала штампа. В отдельных случаях для изменения факела форсунки непосредственно в процессе термообработки осуществляется перемещение изделия 8 в горизонтальной и/или вертикальной плоскости под управлением блока 3. Подобный эффект, но в более мелком масштабе, без перемещения изделия достигается с помощью блока 4, который управляет формой факела форсунки, либо перемещением растра группы форсунок. Блоки 3 и 4 могут быть включены в устройство по отдельности либо использоваться совместно (при необходимости). Охлаждение гравюры производят с оптимальной расчетной скоростью, обеспечивающей закалку рабочей поверхности. Охлаждение прекращают, когда расчетное суммарное остаточное тепло в закаливаемом изделии достигает значения средней температуры всей массы изделия, равного заданной температуре самоотпуска. После прекращения принудительного охлаждения температура по всему сечению штампа выравнивается за счет теплопроводности и достигает заданного значения температуры самоотпуска. Преимущества технического решения видны на примере закалки штампов для кузнечного изготовления стальных поковок. Рабочая часть штампа ("гравюра") в процессе работы подвергается интенсивному износу и, поэтому, ее долговечность тем выше, чем выше твердость. Однако молотовые штампы при работе подвержены большим ударным нагрузкам, и чем выше их твердость, тем выше опасность их хрупкого разрушения. На поверхности (гравюре) штампа было выфрезеровано углубление Т-образной формы шириной 160 мм и глубиной 60 мм, поэтому на выступающих краях изделия твердость оказывается несколько выше, чем на впадине и повторяет форму поверхности. Кроме того, на этих же частях изделия за счет теп-2 006413 лообмена с развитой поверхности температура при самоотпуске ниже, чем на углублении, которое находится к области высоких температур. Следует отметить тот факт, что на глубине 40 мм от поверхности твердость по величине ниже, чем на глубине 60 мм, это объясняется тем, что зона повышенной твердости находится на стыке образования мартенсита отпуска и мартенсита закалки. Данные измерения проводились с целью определения глубины прокаливаемости при управляемом водовоздушном охлаждении, так как высказывались сомнения о возможности достижения обычной глубины прокаливаемости, как и при закалке в масло. Более наглядная картина получается, если построить зависимость распределения твердости по глубине штампа. Вместо монотонного убывания твердости по экспоненте, мы получили относительный рост твердости на глубине 60 мм от поверхности с последующим убыванием ее по экспоненте, как в классическом случае (фиг. 2). Полученные результаты позволяют утверждать, что при подобном методе закалочного охлаждения распределение твердости по глубине носит "слоистый" характер: между двумя слоями с повышенной твердостью лежит слой с пониженной. Такое распределение должно характеризоваться и повышением качественных характеристик изделии. Изменяя величину амплитуды микротермоциклирования можно изменять глубину расположения зовы с пониженной твердостью. Такое распределение должно характеризоваться и повышением качественных параметров изделия. Увеличение длительности импульса воздействия смеси вызывает соответствующий рост отклонения температуры от заданной (фиг. 3 кривые 16) и тем самым предоставляется возможность регулирования амплитуды температурного цикла: охлаждение-нагрев, за счет подтока тепла из внутренних более нагретых слоев изделия. Иную качественную картину получили при использовании предлагаемого способа и устройства, в котором управляемое охлаждение ведется только со стороны рабочей поверхности 2 (фиг. 4 б). В этом случае получаем слоистую структуру: закаленный слой 2 и основную 3 незакаленную "мягкую" часть штампа. При ударных нагрузках возникающие напряжения демпфируются в незакаленной массе штампа. Охлаждение только рабочей части позволяет дополнительно организовать режим самоотпуска и избежать энергетических потерь, которые возникают при нагреве изделия и выдержке его при отпускных температурах (традиционный метод). Хвостовик 4 в этом случае остается незакаленным и не требует дополнительного отжига (высокотемпературный отпуск) как при объемном охлаждении (случай 4 а). Сравнительные производственные испытания молотовых штампов, упрочненных по серийной технологии и по предложенному способу, показали увеличение срока службы опытных штампов в 1,8-2 раза. Литература: 1. Люты В. Закалочные среды.- Челябинск: Металлургия, 1990, 190 с. 2. Информационно-справочная система с моделированием процессов закалочного охлаждения Технология машиностроения, вып. 12, 1997, с. 35-37. 3. GAS qurnehing - an alternative to oil - based systems for ring and disc shaped parts// Metallurgia 1996,-63, 11, c. 452. 4. Лошкарев В.Е., Колпюшон Э.Ю. Применение полимерных сред для закалки крупных деталей. Металловед, и термин, обраб. металлов. 1986., т. 10., с.39-40. 5. Получение и применение жидкостно-воздушных закалочных сред. Ю.Г. Эйсмондт, А.В. Шустов,Е.Ф. Пильщиков и др., Металловед. и термич. обраб. металлов, 1980, т. 11., с. 43-45. 6. Желудкевич М.С. Использование управляемою теплообмена при термоупрочнении клиновидных деталей. Инж.-физ. журн., 2000, т. 73,3, с. 659-661. 7. Желудкевич М.С, Герман М.Л., Ознобишин А.Н. Управляемое водовоздушное охлаждение. ИТМО НАНБ, Минск, 2001, 166 с. 8. А.с. СССР 1666550, МПК C21D 1/20, 1991 г. 9. А.c. СССР 1613501, МПК C21D 11/00, 1990 г. 10. Патент РБ, 4566, МПК C21D 11/00, 2002 г. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью, включающий регулируемое для каждой зоны охлаждение, рассчитанное с помощью ЭВМ до температур, определяющих окончание фазовых преобразований, отличающийся тем, что регулирование осуществляется импульсным методом воздействия водовоздушной среды на нагретую поверхность, причем параметры импульса выбираются таким образом, чтобы осуществлялся процесс термоциклирования с заранее заданной величиной отклонения температуры от требуемой, а суммарное остаточное тепло в изделии соответствовало значению средней температуры изделия,равной заданной температуре самоотпуска. 2. Способ по п.1, отличающийся тем, что для каждого материала, металла или сплава выбирается и выдерживается такой темп охлаждения поверхности, который обеспечивает получение требуемых свойств изделия.-3 006413 3. Способ по п.1, отличающийся тем, что производится измерение температуры в реперных точках,которая сравнивается с расчетной температурой в этой же точке и при ее отклонении осуществляется коррекция режима охлаждения. 4. Способ по п.1, отличающийся тем, что задается и выдерживается темп охлаждения на поверхности изделия, который обеспечивает реализацию процессов изотермической закалки и термоциклирования. 5. Способ по п.1, отличающийся тем, что время микроцикла изменяется в пределах от 0,003 и более 1 с. 6. Способ по п.1, отличающийся тем, что в охлаждающую среду вносятся различного рода добавки,которые ускоряют или замедляют процесс охлаждения либо способствуют образованию защитного слоя на поверхности. 7. Способ по п.1, отличающийся тем, что изменяют форму факела распыла форсунки в зависимости от формы поверхности либо локальной зоны изделия. 8. Способ по п.1, отличающийся тем, что группа одинаковых изделий помещается в кассету и осуществляется термообработка. 9. Способ по п.1, отличающийся тем, что используется растровый метод охлаждения изделий, при котором последовательно включаются вертикальные либо горизонтальные ряды форсунок. 10. Способ по п.1, отличающийся тем, что используется растровый метод охлаждения изделий, при котором перемещается в вертикальном либо горизонтальном направлении линейка с набором форсунок. 11. Способ по п.1, отличающийся тем, что осуществляется одновременно термообработка группы изделий по индивидуальным программам. 12. Устройство для осуществления способа по пп.1-11, включающее камеру охлаждения с управляемыми форсунками и механизмами, подводящие трубопроводы и блок программного управления форсунками, систему контроля и регулирования параметров воды и воздуха, отличающееся тем, что устройство снабжено системой управления факелом распыла форсунок, системой измерения и коррекции температуры в реперных точках и средствами импульсной подачи охлаждающей среды в зону термообработки. 13. Устройство по п.12, отличающееся тем, что устройство снабжено средствами перемещения изделия относительно горизонтальной либо вертикальной базы. 14. Устройство по п.12, отличающееся тем, что устройство снабжено средствами осуществления растрового метода управления охлаждением изделий. 15. Устройство по п.12, отличающееся тем, что предусмотрена возможность термообработки нескольких изделий в ячейках кассеты, размеры и форма ячеек которой соответствуют величине и конфигурации деталей. 1.1. Источники информации 1. Люты В. Закалочные среды. Справочник.- Челябинск: Металлургия, 1990, 328 с. 2. Эйсмондт Ю.Г, Шустов А.В. Расчетно-экспериментальный метод разработки рациональных режимов охлаждения при термической обработке, МиТОМ, 1983,11, с. 6-9. 3. Эйсмондт Ю. Г., Шустов А. В., Пильщиков Е. Ф. и др. Получение и применение жидкостновоздушных закалочных сред. МиТОМ. 1980,11, с. 43-45. 4. Кобаско Н. И. Закалочные среды. Металловедение и термическая обработка: Сборник (Итоги науки и техники ВИНИТИ АН СССР).- М.: 1989, т. 23, с. 127-166. 5. Желудкевич М.С., Герман М.Л., Ознобишин А.Н. Управляемое водовоздушное охлаждение. Минск: Изд-во Академический научный комплекс Институт тепло- и массообмена, 2001, 167 с. 6. Желудкевич М.С., Гурченко П.С., Герман М.Л., Ознобишин А.Н. и др. Энергосберегающая технология управляемого охлаждения для термообработки изделий. Тепломассообмен-ММФ-96.- Минск: АНК ИТМО АНБ, 1996, т. 10, ч. 1, с. 231-235. 7. Желудкевич М.С., Гурченко П.С., Ознобишин А.Н. Технология и установка управляемой закалки штампов. Материалы междунар. конф. Прогрессивные технологии обработки металлов, (17-18 сентября 1998 г.).- Минск, 1998, с. 53-54. 8. Желудкевич М.С., Гурченко П.С., Герман М.Л. Моделирование процессов закалочного охлаждения. Материалы междунар. конф. Прогрессивные технологии обработки металлов, (17-18 сентября,1998 г.).- Минск, 1998, с. 65-66. 9. А.с. 1613501 СССР. Устройство для регулирования охлаждения в процессе закалки. Н.В. Антонишин, А.А. Булавко, М.А. Геллер, М.С. Желудкевич, Г.Г. Антюфриева, П.С. Гурченко. 1990, Бюл.30. 10. Патент РБ 4586, C21D 11/00, 28.11.1997 г.
МПК / Метки
МПК: C21D 11/00
Метки: термообработке, осуществления, изделий, материалов, устройство, охлаждения, различных, управляемого, способ, сплавов, водовоздушной, смесью, металлов
Код ссылки
<a href="https://eas.patents.su/6-6413-sposob-upravlyaemogo-ohlazhdeniya-pri-termoobrabotke-izdelijj-iz-razlichnyh-materialov-metallov-i-ih-splavov-vodovozdushnojj-smesyu-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью и устройство для его осуществления</a>
Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Номер патента: 4125
Опубликовано: 25.12.2003
Авторы: Койвисто Маркку, Пиетиля Сеппо
МПК: B22D 11/04
Метки: потоком, способ, устройство, литья, восходящим, охлаждения, непрерывного, металлов
Формула / Реферат:
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается...
Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Хасанов Олег Леонидович, Соколов Виталий Михайлович, Двилис Эдгар Сергеевич, Похолков Юрий Петрович
МПК: B30B 15/02, B22F 3/02, B22F 3/03...
Метки: прессования, изделий, порошковых, материалов, осуществления, пресс-форма, способ
Формула / Реферат:
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих...
Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов и портативный рентгеновский дифрактометр для его осуществления
Номер патента: 345
Опубликовано: 29.04.1999
Авторы: Маклашевский Виктор Яковлевич, Лютцау Всеволод Григорьевич, Звонков Александр Дмитриевич, Котелкин Александр Викторович, Лютцау Александр Всеволодович, Матвеев Дмитрий Борисович, Агеев Олег Иванович, Брейгин Виктор Давидович
МПК: G01N 23/20
Метки: дифрактометр, изделий, рентгеновский, портативный, способ, осуществления, крупногабаритных, материалов, кристаллических, напряженно-деформированного, состояния, определения
Формула / Реферат:
1. Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов, заключающийся в размещении рентгеновского дифрактометра и исследуемого объекта один относительно другого, фокусировки с обеспечением заданных расстояний "фокус - объект", "объект - детектор", облучении его рентгеновским излучением от двух источников, регистрации распределения в пространстве интенсивности...
Способ и устройство для удаления веществ из соединений металлов или полуметаллов и способ получения сплавов
Номер патента: 4763
Опубликовано: 26.08.2004
Авторы: Чен Зхенг, Фартинг Томас Уилльям, Фрэй Дерек Джон
МПК: C25F 1/16, C23C 8/40, C22B 34/12...
Метки: сплавов, полуметаллов, получения, устройство, способ, веществ, металлов, удаления, соединений
Формула / Реферат:
1. Способ удаления вещества (X) из твердого соединения (M1X) данного вещества и металла или полуметалла (M1), содержащий стадии приведения катода, содержащего упомянутое твердое соединение, в контакт с электролитом (M2Y), содержащим расплавленную соль, причем электролит содержит катион (M2); приведения анода в контакт с электролитом; и приложения напряжения между катодом и анодом таким образом, чтобы потенциал на катоде был ниже потенциала...
Способ обжига керамических изделий и устройство для его осуществления
Номер патента: 787
Опубликовано: 24.04.2000
Автор: Фролов Александр Викторович
МПК: F27B 11/00, C04B 33/32
Метки: керамических, осуществления, устройство, обжига, способ, изделий
Формула / Реферат:
1. Способ обжига керамических изделий, в котором изделия собирают в пакеты с формированием в них каналов, устанавливают пакеты на поду колпаковой печи с промежутками в виде садки, подают теплоноситель к садке путем вращения печных газов вокруг садки изделий, отличающийся тем, что выравнивание температуры по объему садки изделий осуществляют посредством совокупного взаимодействия циклона и дополнительных высокоскоростных струй энергоносителя,...
Предыдущий патент: Устройство для получения плазмы, способ ионизации, применение способа и применение устройства (варианты)
Следующий патент: Катализатор и способ получения углеводородов и их кислородсодержащих производных из синтез-газа
Случайный патент: Способ получения этанола