Зажим для врезки в трубопровод под давлением
Номер патента: 11079
Опубликовано: 30.12.2008
Авторы: Апеланд Хелль Эдвард, Берге Ян Олаф, Армстронг Майкл, Ален Карл Хенрик
Формула / Реферат
1. Зажим для врезки в трубопровод под давлением, содержащий первую часть зажима, вторую часть зажима, средство стабильного закрепления частей зажима вокруг участка трубопровода, предназначенного для формирования соединения с врезкой в трубопровод под давлением, а также муфту трубопровода, прочно соединенную с одной из частей зажима на внутренней оконечности и продолжающуюся наружу от части зажима до внешней оконечности, и втулку на внешней оконечности муфты трубопровода, отличающийся тем, что муфта трубопровода на внутренней оконечности продолжается через часть зажима, примыкающую к поверхности трубопровода, причем указанная муфта трубопровода выполнена с возможностью герметичного крепления к трубопроводу посредством внутренней сварки.
2. Зажим по п.1, отличающийся тем, что содержит уплотнители и по меньшей мере один пропускной канал для удаления текучей среды.
3. Зажим по п.1, отличающийся тем, что содержит элемент для гипербарической сварки с оборудованием для управления атмосферой и оборудованием для завершения соединения с врезкой в трубопровод под давлением, причем указанное оборудование функционирует, будучи соединенным с втулкой.
4. Зажим по п.1, отличающийся тем, что индукционные нагреватели предназначены для предварительного нагрева зоны сварки.
5. Зажим по п.1, отличающийся тем, что муфта трубопровода имеет расширенный внутренний диаметр на внутренней оконечности.
6. Зажим по п.1, отличающийся тем, что он содержит обратный клапан, соединенный с пропускным каналом для удаления текучей среды через поверхность зажима.
7. Зажим по п.1, отличающийся тем, что содержит автоматизированное оборудование для гипербарической сварки.

Текст
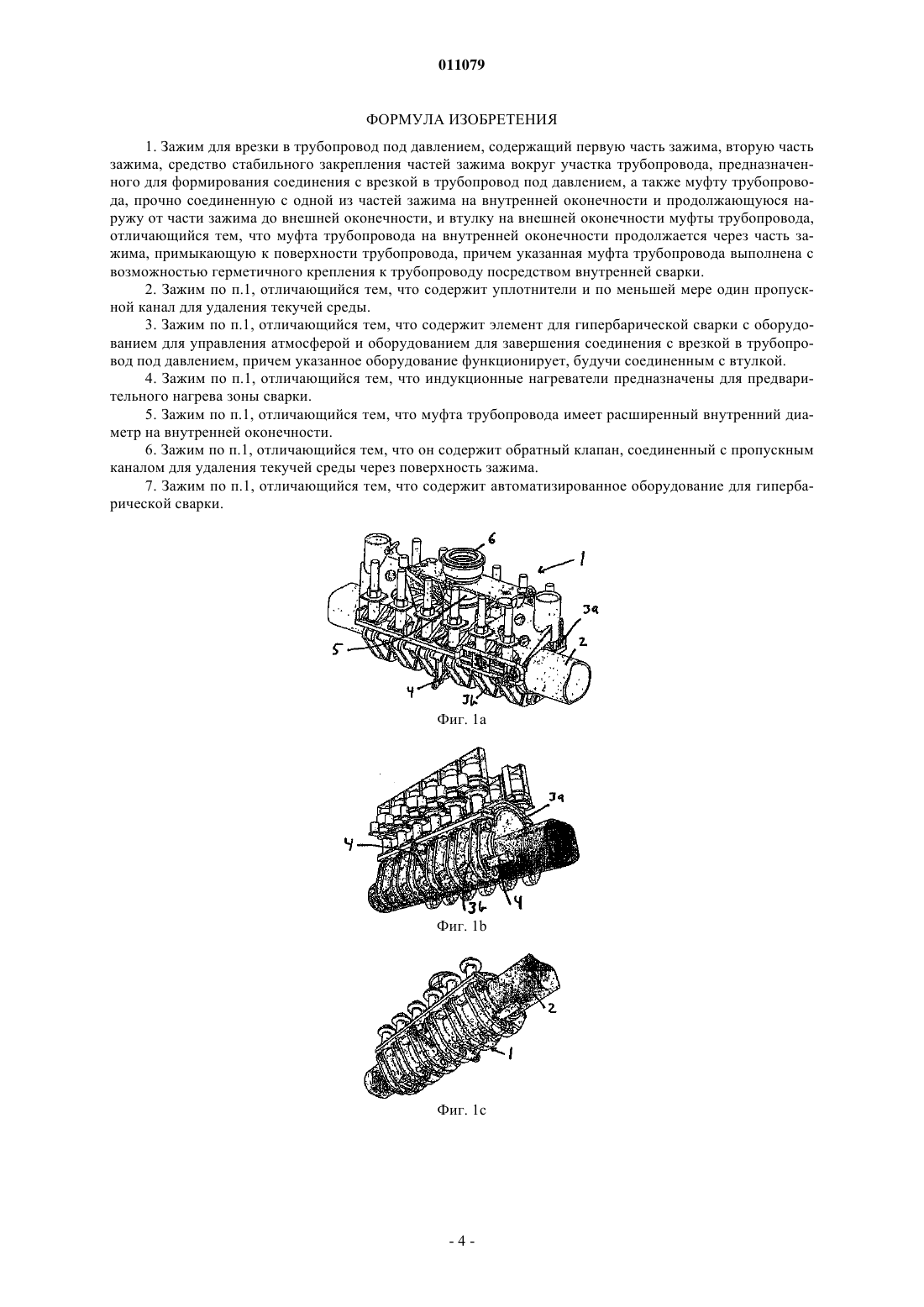
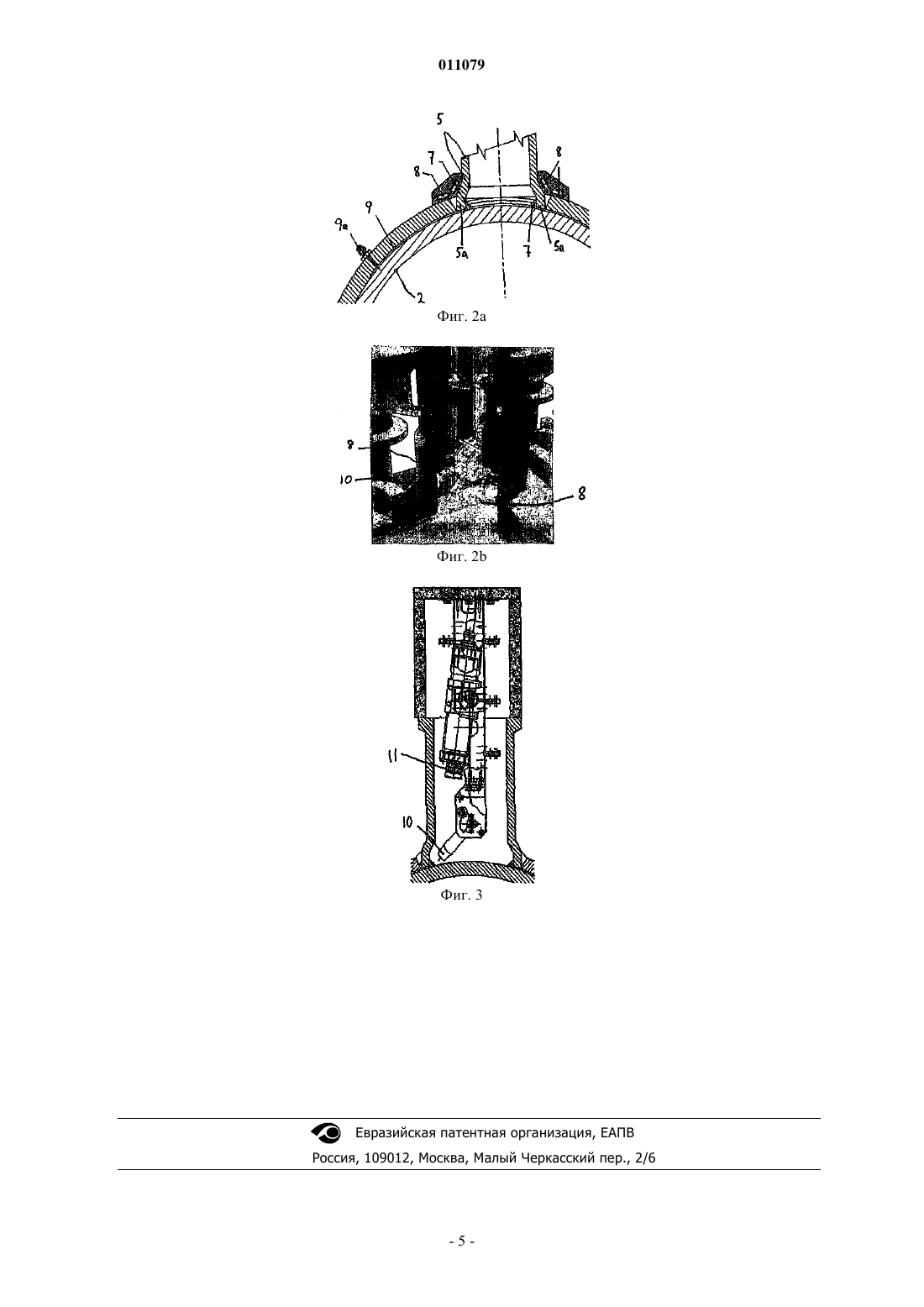
011079 Настоящее изобретение относится к установлению точки ответвления в трубопроводе, содержащем текучую среду под давлением. Более конкретно, изобретение относится к зажиму для врезки ответвления в трубопровод под давлением для установления точки разветвления в трубопроводе. Термин "врезка под давлением" обозначает установление точки ответвления или точки соединения в трубопроводе, по которому протекает текучая среда под давлением, без предварительного отключения трубопровода. Обычно такую врезку используют для присоединения к линии газопровода от вновь разрабатываемого газового месторождения к существующему газопроводу, в результате чего обеспечивается существенная экономия по сравнению со строительством отдельной инфраструктуры для подачи газа от нового месторождения газа, в частности, если эти установки расположены на дне моря. С операцией врезки под давлением не связаны какие-либо недостатки для транспортировки текучей среды через существующий трубопровод, поскольку его работа поддерживается постоянно. При выполнении этих операций под водой исключается проникновение воды в трубопровод, а также не требуется последующая дорогостоящая операция внутренней очистки трубопровода скребками для удаления воды. Также исключается проблема, связанная с коррозией в результате заполнения водой существующих трубопроводов, расположенных под водой. Для врезки в трубопровод под давлением существует ряд приспособлений, которые успешно используются в течение нескольких лет. В настоящее время коммерчески доступные приспособления для врезки в трубопровод под давлением под водой требуют при их установке присутствия водолазов. Существует потребность в создании оборудования для врезки в трубопровод под давлением, установка которого могла бы выполняться без помощи водолазов, в частности, на глубинах, превышающих 180 м, что представляет собой максимальную глубину для планируемых водолазных операций в прибрежных водах Норвегии. Пример оборудования для врезки в трубопровод под давлением можно найти в публикации заявкиUS 2004/0089342.А 1, в которой описан способ и устройство для фрикционной стежковой сварки разветвления в существующем трубопроводе. После сварки через стенку существующего трубопровода механическим путем формируют отверстие для окончания формирования подсоединения к трубопроводу под давлением. Шов стежковой сварки имеет недостаток, связанный с относительно низкой механической прочностью и использованием относительно сложного оборудования. Существует необходимость разработки упрощенного оборудования для операций врезки в трубопровод под давлением. Другие примеры оборудования для выполнения операций врезки в трубопровод под давлением раскрыты в патентных публикациях NO 3144467, WO 00/60262, ЕР 235917, ЕР 304246 и ЕР 235917. Благодаря использованию настоящего изобретения, удовлетворяются указанные выше потребности в результате предоставления зажима для врезки в трубопровод под давлением, содержащего первую часть зажима, вторую часть зажима, средство стабильного закрепления частей зажима вокруг участка трубопровода, предназначенного для формирования на нем соединения с врезкой в трубопровод под давлением, муфту трубопровода, прочно соединенную с одной из частей зажима на внутренней оконечности и продолжающуюся наружу от части зажима до внешней оконечности, втулку на другой оконечности муфты трубопровода, характеризующегося тем, что муфта трубопровода на внутренней оконечности продолжается через часть зажима, примыкающую к поверхности трубопровода, при этом муфта трубопровода может быть герметично приварена к трубопроводу с использованием внутренней сварки. Стабильное крепление частей зажима означает, что крепление и размеры выбраны таким образом,что силы, прикладываемые трубопроводом - ответвлением или другим подключаемым оборудованием,не приводят к неисправности зажима для ответвления, врезаемого в трубопровод под давлением. То, что муфта трубопровода на внутренней оконечности прочно соединена с одной из частей зажима, означает,что муфта трубопровода приварена или закреплена другим способом к части зажима так, что обеспечивается очень прочное крепление, и, при этом, силы, воздействующие на муфту трубопровода, принимают на себя соединение между муфтой трубопровода и частью зажима, и не воспринимаются сваркой с трубопроводом в существенной степени. Муфта трубопровода предпочтительно может быть полностью интегрирована с частью зажима, благодаря формированию посредством механической обработки из одной и той же литой или кованой стальной заготовки. То, что муфта трубопровода на внутренней оконечности продолжается через часть зажима, означает, что муфта трубопровода продолжается через часть зажима. Внутренняя оконечность муфты трубопровода примыкает к поверхности трубопровода, что означает, что внутренняя оконечность расположена в соответствующем положении для сварки, которая выполняется между внутренней оконечностью и поверхностью трубопровода. Внутренняя сварка означает, что сварка выполняется внутри муфты трубопровода. Втулка на внешней оконечности муфты трубопровода выполнена в виде механической соединительной детали соответствующего типа, предназначенной для установления соединения для формирования гипербарической камеры в муфте трубопровода, причем эта камера предназначена для обеспечения соединения в результате механической обработки через поверхность трубопровода, обладающей механической стабильностью, требуемой для подключения трубопровода-ответвления, или, в случае необходимости, другого оборудования. Зажим для врезки в трубопровод под давлением можно использовать на суше или под водой, но, в частности, предусматривается его использование под водой. Зажим для врезки в трубопровод под давле-1 011079 нием предпочтительно содержит уплотнители и проходной канал для откачки текучей среды, в результате чего, из муфты трубопровода при использовании подключенного оборудования более просто можно удалить воду для обеспечения функции камеры гипербарической сварки. Таким образом, зажим для врезки в трубопровод под давлением используется для установления соединения с трубопроводом, находящимся под водой. Более конкретно, это обеспечивается посредством подключения оборудования к втулке на внешней оконечности муфты трубопровода для удаления воды из муфты трубопровода через проходной канал для удаления текучей среды, что позволяет установить и поддерживать атмосферу для гипербарической сварки. Предпочтительно используется одна и та же смесь газов и оборудование как для удаления морской воды, так и для установления и поддержания соответствующей атмосферы для сварки. Уплотнители и проходной канал для удаления текучей среды располагают на достаточно большом расстоянии от области сварки, чтобы исключить нагрев до температуры, превышающей максимальную рабочую температуру. Предпочтительно выполняют два проходных канала по одному с каждой стороны муфты трубопровода предпочтительно с обратным клапаном в каждом проходном канале. Оборудование для гипербарической сварки, содержащее оборудование для контроля атмосферы и оборудование для завершения соединения с врезкой в трубопровод под давлением предпочтительно соединяют с втулкой последовательно одно за другим, в случае необходимости, используя соединение с системой вращающегося инструмента. После окончания сварки и после приемки испытаний давлением и других неразрушающих испытаний, соединение с врезкой в трубопровод под давлением заканчивают посредством фрезерования поверхности трубопровода внутри сварки. Зажим для врезки в трубопровод под давлением предпочтительно оборудуют индукционными нагревателями для предварительного нагрева в области сварки. Средство индукционного нагрева может быть установлено вокруг сварочной головки, снаружи или внутри муфты трубопровода, или снаружи,или внутри части зажима, расположенного вокруг муфты трубопровода. В качестве альтернативы можно использовать оборудование для резистивного нагрева зоны сварки. Муфта трубопровода предпочтительно имеет увеличенный внутренний диаметр на внутренней оконечности для обеспечения пространства для достаточного количества сварных швов в зоне перехода между муфтой трубопровода и поверхностью трубопровода, без ограничения поперечного сечения потока. Это позволяет поддерживать свойство потока и обеспечивает возможность выполнения операции очистки скребками. Автоматизированное оборудование известного ранее типа предпочтительно используется для гипербарической сварки и завершения соединения врезки в трубопровод под давлением. Изобретение дополнительно иллюстрируется чертежами, на которых представлено на фиг. 1 а, 1b и 1 с - зажим для врезки в трубопровод под давлением в соответствии с изобретением во время установки и после установки на трубопровод, расположенный под водой; на фиг. 2 а и 2b - вид в поперечном сечении трубопровода и зажима для врезки в трубопровод под давлением в соответствии с изобретением; на фиг. 3 - сварочная головка и камера слежения, установленные внутри муфты трубопровода. Сварку выполняют с использованием сварки МИА (MIG, сварка металлическим электродом в инертной атмосфере) или, в случае необходимости, сварки ВИА (TIG, сварка вольфрамовым электродом в инертной атмосфере). Атмосфера сварки адаптирована по своему составу так, что можно обеспечить хорошее качество сварки, что означает, что содержание влаги и потенциально опасных газов должно поддерживаться на достаточно низком уровне. Скоростью потока атмосферы сварки управляют соответствующим образом, что означает, что, в частности, при сварке МИА, используется такая скорость потока, которая обеспечивает достаточно низкое парциальное давление опасных газов. Давление в муфте трубопровода поддерживается на уровне окружающего давления или несколько выше для исключения попадания воды. Атмосфера сварки предпочтительно формируется путем подачи газов из подключенного оборудования через внешнюю оконечность муфты трубопровода и отводится через проходной канал для удаления текучей среды. Втулка может, например, представлять собой фрикционное соединение, втулку зажимного типа,может представлять собой штампованное соединение, шариковое/штампованное соединение, фланцевое соединение или фрезерованное соединение. В этом отношении можно сделать ссылку на публикациюDet Norske Veritas "Recommended Practice RP-F104", "Mechanical Pipe Couplings", 1999. Наиболее предпочтительно используется соединение на основе зажима, или зажим типа зажимной конусной втулки,поскольку он обеспечивает простое соединение, гибкость при дистанционном управлении и является коммерчески доступным (Kvaerner, Oslo, Norway; Vetco Aibel, Asker, Norway). При этом ожидается, что в будущем на рынке появятся еще более предпочтительные соединения. Муфта трубопровода продолжается за пределы части зажима, что означает, что она продолжается наружу за пределы части зажима, например, на 90, но этот угол может быть другим, что может быть предпочтительным для пропускания трубопроводного скребка через соединение. Не существует какое-либо определенное требование в отношении поперечного сечения муфты трубопровода при условии, что его внутренняя оконечность примыкает к поверхности трубопровода, что позволяет обеспечить хорошее сварное соединение. Участок трубопровода может быть квадратным, или-2 011079 прямоугольным, или многоугольным, но наиболее предпочтительно муфта трубопровода имеет круглое поперечное сечение. Круглое поперечное сечение позволяет получить сварной шов в форме седла и с минимальной длиной сварного шва. Зажим для врезки в трубопровод под давлением может использоваться также на других объектах,кроме трубопроводов, например, для резервуаров под давлением, но при этом требуется выполнить модификацию зажима для обеспечения соответствующего соединения. Зажим для врезки в трубопровод под давлением будет описан ниже более подробно со ссылкой на чертежи, и первая ссылка будет сделана на фиг. 1 а. На фиг. 1 а представлен зажим 1 для врезки в трубопровод под давлением, установленный на трубопроводе 2. Зажим для врезки в трубопровод под давлением содержит первую часть 3 а зажима, вторую часть 3b зажима, средство 4 для стабильного крепления частей зажима вокруг участка трубопровода 2, муфту 5 трубопровода, которая на внутренней оконечности прочно соединена с одной из частей зажима и продолжается наружу от части зажима до внешней оконечности, и втулку 6, расположенную на внешней оконечности муфты трубопровода. На фиг. 1b и 1 с представлен тот же зажим для врезки в трубопровод под давлением, который изображен на фиг. 1 а. На фиг. 1b представлен зажим в открытом положении перед установкой, и на фиг. 1 с показан зажим в закрытом положении после установки в виде снизу под углом. Одна или больше частей зажима также могут быть соединены шарнирно. Затем, как показано на фиг. 2 а, муфта трубопровода на ее внутренней оконечности 5 а продолжается через часть зажима, примыкающую к поверхности трубопровода. На фиг. 2 а также представлены швы 7, поскольку муфта трубопровода уже герметично приварена к трубопроводу с использованием внутренней сварки. Кроме того, здесь показано средство 8 индукционного нагрева,предназначенное для предварительного нагрева области сварки. Вместо или в дополнение к устанавливаемому снаружи оборудованию для предварительного нагрева такое оборудование может быть установлено внутри муфты трубопровода и части зажима и вокруг или на сварочной головке, что позволяет обеспечить более предпочтительный предварительный нагрев. На фиг. 2 а также представлен пропускной канал для удаления 9 текучей среды, который также содержит обратный клапан 9 а, установленный через поверхность зажима. За пределами области, находящейся внутри зажима, с проточным каналом для потока текучей среды предпочтительно установлены уплотнителя (не показаны), причем эти уплотнители используются для установления камеры гипербарической сварки внутри муфты трубопровода. Следует отметить, что ни уплотнители, ни отверстия для удаления текучей среды не являются обязательными элементами для зажима для врезки в трубопровод под давлением в соответствии с изобретением, поскольку зажим без уплотнителей не будет полностью защищен от утечек текучей среды и поскольку соответствующая атмосфера для сварки может быть установлена и может поддерживаться посредством поддержания незначительного избыточного давления внутри муфты трубопровода по сравнению с окружающим давлением при установке муфты трубопровода вертикально вверх от части зажима. Кроме того, на фиг. 2b показан индукционный нагреватель 8, установленный со сварочной головкой 10, типа МИА. На фиг. 3 представлена сварочная головка 10, установленная как часть средства сварки для автоматизированной гипербарической сварки, причем средство сварки соединено с втулкой на внешней оконечности муфты трубопровода. На фиг. 3 также показана камера 11 слежения, предназначенная для работы вместе со средством сварки. Сварочной головкой предпочтительно управляют, используя манипулятор, управляемый электрическим двигателем постоянного тока. Модуль данных может быть запрограммирован для управления манипулятором, что обеспечивает то, что сварочная головка будет следовать по сварочной канавке и обеспечит сварку с формированием предпочтительно сварного шва в форме седла вокруг внутренней оконечности муфты трубопровода. Количество сварочных проходов может составлять один или несколько, например 5, в зависимости от способа сварки и требований обеспечения безопасности соединения. Оборудование для контроля атмосферы, включая оборудование для отвода и удаления морской воды из муфты трубопровода и поддержания соответствующей атмосферы сварки с соответствующей защитой экранирующим газом, специально не представлены. Предпочтительно используется оборудование для сварки, управления атмосферой отслеживания и управления известного ранее типа, в случае необходимости модифицированного для адаптации к использованию и формам и размерам, присутствующим внутри муфты трубопровода. После окончания и приемки сварки посредством визуального контроля с использованием камеры слежения, испытания под давлением и необязательной дополнительной неразрушающей проверки на втулку устанавливают запорный клапан (например,шаровой клапан или шиберный клапан), а также оборудование известного ранее типа (например, пилу с дистанционным управлением или оборудование для фрезерования с дистанционным управлением) для завершения соединения устанавливают поверх клапана. После выпиливания или фрезерования стенки трубопровода внутри сварного шва указанное оборудование отводят в положение за пределами клапана,после чего клапан закрывают, указанное оборудование отсоединяют, после чего врезка в трубопровод под давлением готова для подключения трубы ответвления.-3 011079 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Зажим для врезки в трубопровод под давлением, содержащий первую часть зажима, вторую часть зажима, средство стабильного закрепления частей зажима вокруг участка трубопровода, предназначенного для формирования соединения с врезкой в трубопровод под давлением, а также муфту трубопровода, прочно соединенную с одной из частей зажима на внутренней оконечности и продолжающуюся наружу от части зажима до внешней оконечности, и втулку на внешней оконечности муфты трубопровода,отличающийся тем, что муфта трубопровода на внутренней оконечности продолжается через часть зажима, примыкающую к поверхности трубопровода, причем указанная муфта трубопровода выполнена с возможностью герметичного крепления к трубопроводу посредством внутренней сварки. 2. Зажим по п.1, отличающийся тем, что содержит уплотнители и по меньшей мере один пропускной канал для удаления текучей среды. 3. Зажим по п.1, отличающийся тем, что содержит элемент для гипербарической сварки с оборудованием для управления атмосферой и оборудованием для завершения соединения с врезкой в трубопровод под давлением, причем указанное оборудование функционирует, будучи соединенным с втулкой. 4. Зажим по п.1, отличающийся тем, что индукционные нагреватели предназначены для предварительного нагрева зоны сварки. 5. Зажим по п.1, отличающийся тем, что муфта трубопровода имеет расширенный внутренний диаметр на внутренней оконечности. 6. Зажим по п.1, отличающийся тем, что он содержит обратный клапан, соединенный с пропускным каналом для удаления текучей среды через поверхность зажима. 7. Зажим по п.1, отличающийся тем, что содержит автоматизированное оборудование для гипербарической сварки.
МПК / Метки
МПК: F16L 41/06
Метки: врезки, давлением, зажим, трубопровод
Код ссылки
<a href="https://eas.patents.su/6-11079-zazhim-dlya-vrezki-v-truboprovod-pod-davleniem.html" rel="bookmark" title="База патентов Евразийского Союза">Зажим для врезки в трубопровод под давлением</a>
Полимерный трубопровод
Номер патента: 3651
Опубликовано: 28.08.2003
Авторы: Миланич Владимир Николаевич, Осипов Алексей Петрович
МПК: F16L 9/12
Метки: трубопровод, полимерный
Формула / Реферат:
Полимерный металлопластовый трубопровод, состоящий из жестко соединенных друг с другом посредством соединительных элементов полимерных армированных труб и патрубков с фланцевыми элементами, при этом соединительные элементы и патрубки содержат усилитель прочности в виде навитой по спирали перфорированной ленты, размещенной в блоке полимера, отличающийся тем, что каждое отверстие в перфорации усилителя прочности соединяемых труб и патрубков...
Упругий рельсовый зажим
Номер патента: 137
Опубликовано: 29.10.1998
Автор: Янг Хартли Фрэнк
МПК: E01B 9/30
Метки: рельсовый, упругий, зажим
Формула / Реферат:
1. Упругий рельсовый зажим (10) для крепления рельса к лежащей под ним рельсовой подкладке или рельсовой накладке (1), отличающийся тем, что рельсовый зажим (10) состоит из двух по существу параллельных элементов (19), изогнутых в форме буквы Д, образуя переднюю часть (16), выполненную с возможностью укладки на подошву рельса, причем передняя часть (16) образована соответствующими свободными концами (18) по существу параллельных элементов (19),...
Концевой или соединительный зажим с узлом фиксации для подвесного кабеля с оплеткой
Номер патента: 449
Опубликовано: 26.08.1999
Автор: Турунен Харри
МПК: H01R 4/40
Метки: кабеля, подвесного, концевой, оплеткой, соединительный, фиксации, узлом, зажим
Формула / Реферат:
1. Концевой или соединительный зажим для подвесного кабеля, содержащий две пары зубчатых кулачков (1, 2), выполненных с возможностью их сжатия относительно друг друга с помощью узла фиксации, включающего зажимной винт (5) для сжатия кулачков относительно друг друга и гайку (11) передачи момента, предназначенную для вращения зажимного винта и снабженную ослабленной областью в виде выреза (12), отличающийся тем, что зажимной винт (5) имеет головку...
Подвесной зажим для подвески проводов высоковольтных воздушных кабелей на опорную конструкцию
Номер патента: 186
Опубликовано: 24.12.1998
Автор: Хорелли Йоуко
МПК: H02G 7/05
Метки: воздушных, кабелей, подвески, подвесной, зажим, конструкцию, проводов, опорную, высоковольтных
Формула / Реферат:
1. Подвесной зажим для подвески высоковольтных, по меньшей мере 52 кВ, кабелей, в частности для подвески оптического заземляющего провода, при этом указанный подвесной зажим содержит выполненный в виде крюка корпус подвесного зажима, включающий опорный элемент, с помощью которого подвесной зажим может быть подвешен к опорной структуре, и выполненную в виде крюка часть, предназначенную для размещения в ней подвешиваемого провода или для...
Полимерный трубопровод и соединительные элементы для его сборки
Номер патента: 1479
Опубликовано: 23.04.2001
Авторы: Миланич Владимир Николаевич, Осипов Алексей Петрович
МПК: F16L 9/128
Метки: трубопровод, соединительные, элементы, сборки, полимерный
Формула / Реферат:
1. Полимерный трубопровод, преимущественно металлопластовый, состоящий из жестко соединенных друг с другом посредством соединительных элементов полимерных армированных труб заданной длины, запорной арматуры, насосов, при этом полимерные трубы содержат усилитель прочности, выполненный в виде объемного армирующего каркаса, размещенного в монолите полимера, а соединительный элемент выполнен в виде фитинга и представляет собой корпус, выполненный из...
Предыдущий патент: Волочильный стан для многократного волочения проволоки на жидкой смазке
Следующий патент: Шумозащитная стена и способ изготовления шумозащитной стены
Случайный патент: Способ изготовления токопроводящего рельса, используемого при электролизе, и токопроводящий рельс