Охлаждающий элемент
Формула / Реферат
1. Способ изготовления охлаждающего элемента (1), используемого в конструкции печи, применяемой для обработки металла, например печи для взвешенной плавки, доменной печи, электропечи или другого металлургического реактора, и содержащего медный корпус (2), который выполнен в виде единой детали и в котором создана система (3) каналов для циркуляции охлаждающей среды, и облицовочные элементы (4), выполненные из огнеупорного материала, причем указанный корпус и облицовочный элемент содержат средства их соединения, отличающийся тем, что облицовочный элемент (4) и корпус (2) соединяют с обеспечением возможности перемещения указанного элемента (4) в вертикальном направлении относительно корпуса (2).
2. Способ по п.1, отличающийся тем, что на поверхности (8) корпуса выполняют вертикальные пазы (5), в которые помещают облицовочные элементы (4).
3. Способ по п.1 или 2, отличающийся тем, что облицовочный элемент (4) имеет краевую часть (6) в виде скобы, которой его вставляют в паз (5), выполненный в корпусе.
4. Способ по п.2 или 3, отличающийся тем, что облицовочные элементы помещают в вертикальном пазу (5), выполненном на поверхности (8) корпуса, по всей ширине паза с расположением указанных элементов один на другом.
5. Способ по пп.2, 3 или 4, отличающийся тем, что паз (5), выполненный в корпусе (2), сужается от дна (7) паза к поверхности (8) корпуса.
6. Способ по пп.2, 3 ,4 или 5, отличающийся тем, что ширина дна (7) паза, по существу, составляет 55-100 мм.
7. Способ по пп.2, 3, 4, 5 или 6, отличающийся тем, что ширина отверстия (9) паза, по существу, составляет 50-95 мм.
8. Способ по пп.2, 3, 4, 5, 6 или 7, отличающийся тем, что глубина паза (5), по существу, составляет 30-60 мм.
9. Способ по любому из пп.2-8, отличающийся тем, что охлаждающий элемент (1) помещают в печь так, что пазы (5) расположены вертикально.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что нижняя часть (10) корпуса (2) сужается книзу.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что облицовочные элементы (4) присоединяют к корпусу (2) перед установкой охлаждающего элемента в печь.
12. Способ по любому из пп.1-10, отличающийся тем, что облицовочные элементы (4) присоединяют к корпусу (2) после установки корпуса в печь.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что в направлении глубины охлаждающего элемента облицовочные элементы (4) проходят к наружной стороне корпуса (2).
14. Способ по любому из предыдущих пунктов, отличающийся тем, что облицовочные элементы (4) полностью закрывают поверхность (8) корпуса (2), которая входит в контакт с расплавом.
15. Способ по любому из предыдущих пунктов, отличающийся тем, что охлаждающие элементы (1) соединяют между собой в местах (11) соединения, выполненных в этих элементах.
16. Способ по п.15, отличающийся тем, что в дополнительном пазе (12), образованном в указанном месте (11) соединения, размещают облицовочные элементы в вертикальном направлении.
17. Охлаждающий (1) элемент, используемый в конструкции печи, применяемой для обработки металла, например печи для взвешенной плавки, доменной печи, электропечи или другого металлургического реактора, содержащий медный корпус (2), который выполнен в виде единой детали и в котором создана система (3) каналов для циркуляции охлаждающей среды, и облицовочные элементы (4), выполненные из огнеупорного материала, причем указанный корпус и облицовочный элемент содержат средства их соединения, отличающийся тем, что облицовочный элемент (4) и корпус (2) соединены с обеспечением возможности перемещения указанного элемента (4) в вертикальном направлении относительно корпуса (2).
18. Охлаждающий элемент по п.17, отличающийся тем, что на поверхности (8) корпуса выполнены вертикальные пазы (5), в которых расположены облицовочные элементы (4).



Текст
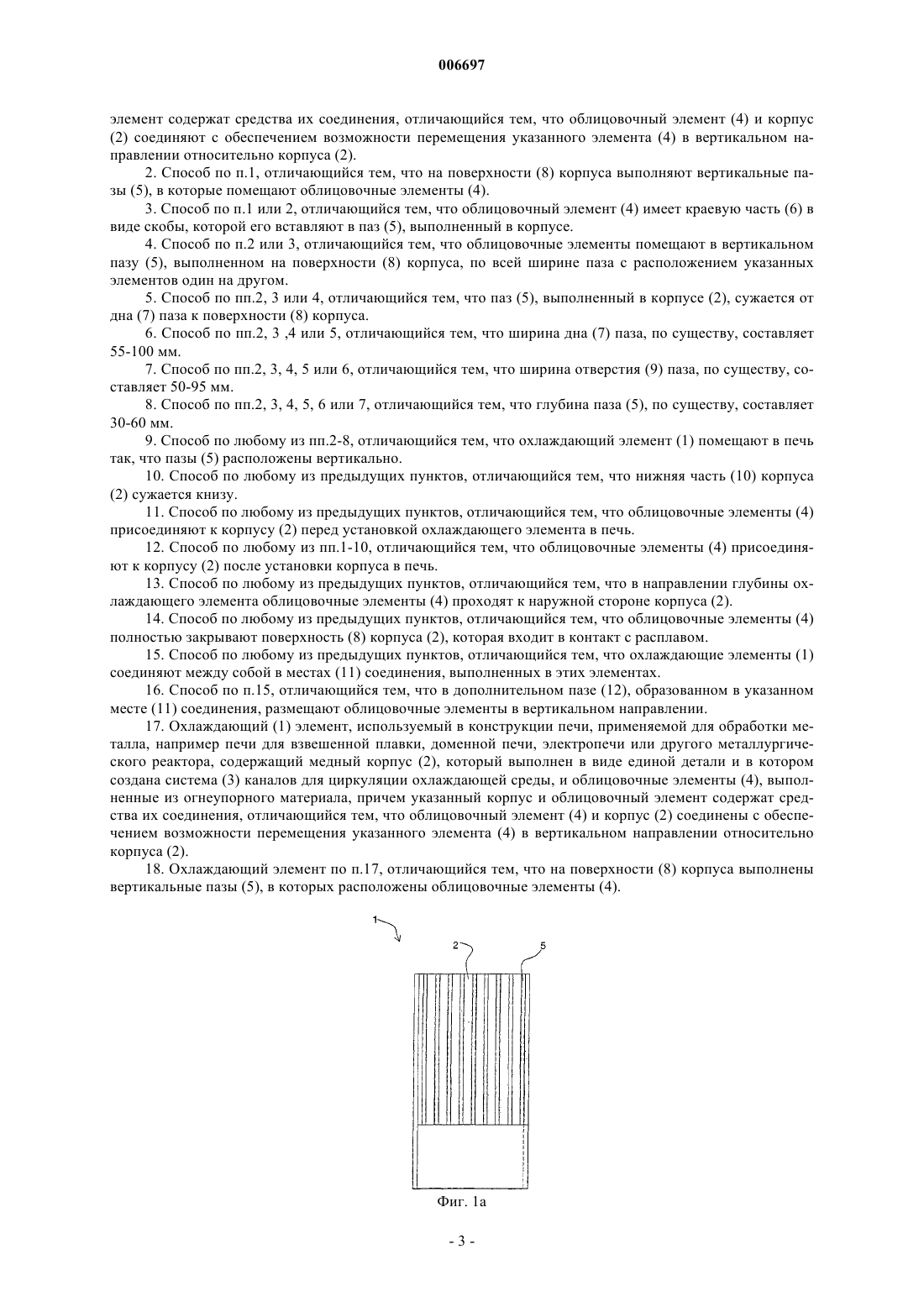
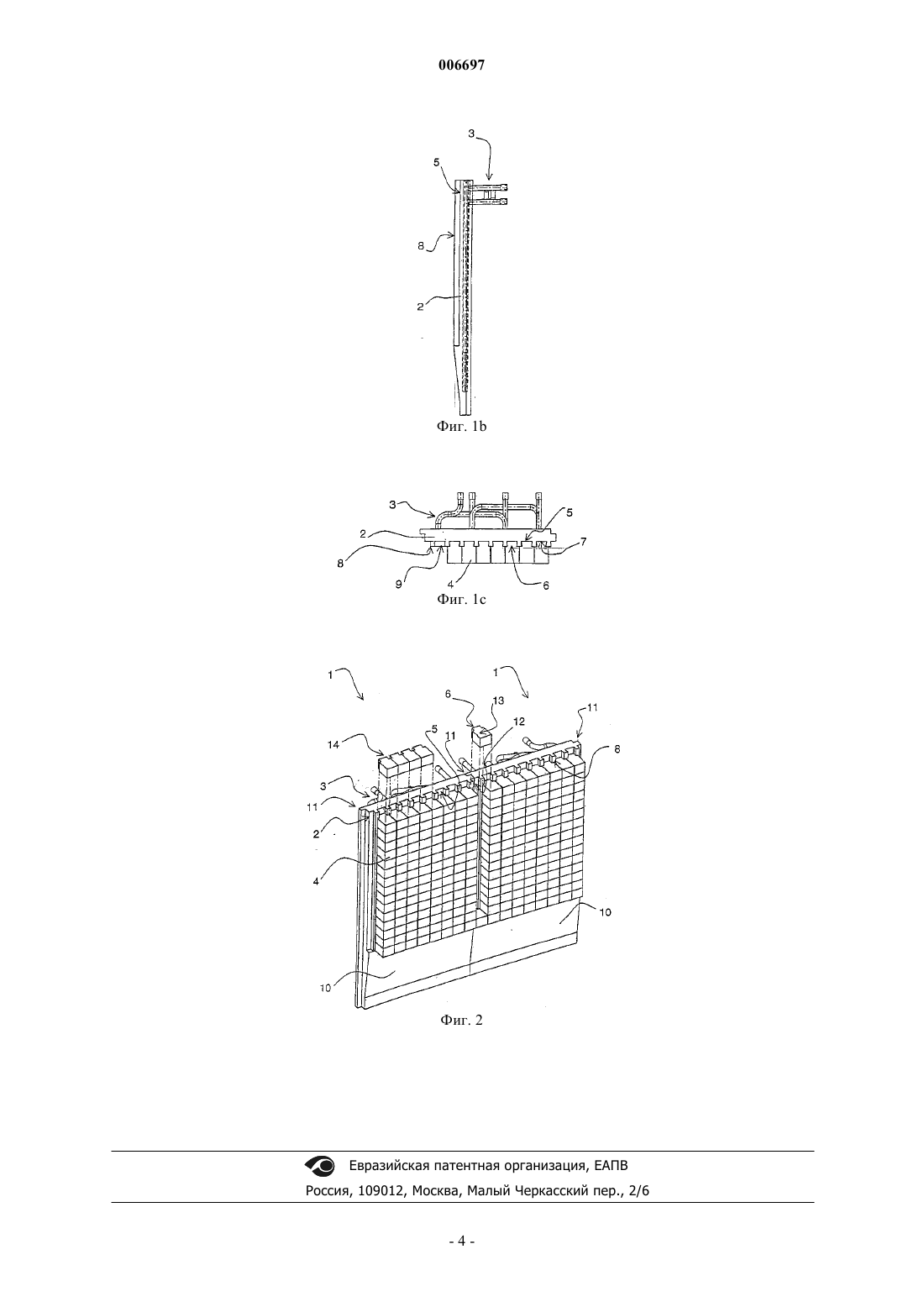
006697 Данное изобретение относится к способу изготовления охлаждающего элемента и к охлаждающему элементу. Что касается промышленных реакторов, в частности реакторов, которые используются при обработке металлов, например печей для взвешенной плавки, печей и электропечей, то в этих случаях используются массивные охлаждающие элементы, как правило, выполненные из меди. Обычно охлаждающие элементы являются элементами с водяным охлаждением, и соответственно они снабжены системами каналов с водяным охлаждением. В пирометаллургических процессах кирпичная кладка реактора защищена таким образом, что тепло, направляемое к поверхности кирпичной кладки, передается воде через охлаждающий элемент, и в этом случае значительно снижается износ облицовки по сравнению с неохлаждаемым реактором. Снижение износа достигается так называемой самообразовавшейся облицовкой, затвердевшей на поверхности огнеупорной облицовки и образованной из шлака или других веществ,выделившихся из фаз расплава. На поверхности охлаждающего элемента также часто выполняют керамическую облицовку, например, из огнеупорного кирпича. В реакторе преобладают экстремальные рабочие условия, при этом охлаждающие элементы могут подвергаться, например, мощной деформации от коррозии и эрозии, вызываемой атмосферой печи и контактом с расплавом. Для достижения эффективной работы охлаждающего элемента важно, чтобы между огнеупорной кладкой и охлаждающим элементом было надежное соединение, создающее оптимальный контакт для эффективной передачи тепла. Однако с течением времени облицовка имеет тенденцию к истончению, что может привести к ситуации, при которой жидкий металл войдет в контакт с поверхностью охлаждающего элемента, выполненного из меди. Проблемой в производстве известных охлаждающих элементов является создание надежного контакта между огнеупорной облицовкой и охлаждающим элементом. Защитное воздействие огнеупорной облицовки в значительной степени зависит от успешной установки, и в большинстве случаев охлаждающие свойства элемента не могут быть использованы полностью. Более того, недостатком существующих охлаждающих элементов является тот факт, что пазы, выполненные для скрепления огнеупорного материала, расположены в печи горизонтально. Поэтому перемещение, вызываемое тепловым расширением опорной кладки, используемой в основании печи, а также перемещение гарнисажа, образующегося из отверждающихся фаз расплава в основании печи, вызывают напряжение в облицовке, расположенной в горизонтальных пазах, что может привести к сдвигу охлаждающего элемента и созданию опасных трещин. Кроме того, охлаждающие элементы, выполненные из нескольких частей, содержат ряд горизонтальных швов, где могут возникнуть опасные протечки. Целью данного изобретения является создание нового решения изготовления охлаждающего элемента, а также самого охлаждающего элемента. Другой целью данного изобретения является создание охлаждающего элемента, в котором между корпусом и огнеупорной облицовкой имеется надежный контакт. Изобретение характеризуется признаками, изложенными в отличительной части п.1 формулы изобретения. Другие предпочтительные варианты выполнения изобретения характеризуются изложенным ниже в других пунктах. Предлагаемое решение имеет множество преимуществ, и с его помощью могут быть устранены недостатки известного уровня техники. Конструкция предлагаемого охлаждающего элемента позволяет осуществлять оптимальную передачу тепла между корпусом, содержащим охлаждающий элемент, и облицовкой, выполненной из огнеупорного материала. Корпус предпочтительно выполнен в виде единой детали, поэтому швы в конструкции отсутствуют. Корпус и облицовочные элементы объединены с обеспечением возможности перемещения огнеупорных облицовочных элементов преимущественно в вертикальном направлении относительно корпуса. В этом случае исключается тенденция расположенного в основании печи гарнисажа смещать весь охлаждающий элемент. На поверхности корпуса выполнены вертикальные пазы, в которые облицовочные элементы, выполненные из огнеупорного материала, могут быть помещены благодаря своим краевым частям, выполненным в виде скоб. Паз предпочтительно выполнен так, что он сужается от своего дна к поверхности. Такая форма пазов способствует закреплению облицовочных элементов в корпусе и гарантирует поддержание оптимальной передачи тепла между указанными поверхностями. Преимущественно охлаждающий элемент размещают в печи так, что пазы расположены вертикально. Нижняя часть корпуса, входящего в состав охлаждающего элемента, сужается книзу, в этом случае его форма предпочтительно соответствует форме опорного кирпича в основании печи. Таким образом, влияние перемещений, вызываемых тепловым расширением опорного кирпича в охлаждающем элементе, ослабевает. Охлаждающий элемент может быть выполнен в виде заранее изготовленной конструкции еще до его установки в печь. Как вариант, корпусная часть и облицовочные элементы могут быть установлены на месте во время установки охлаждающего элемента в печь. Охлаждающий элемент прост и экономичен в изготовлении, он быстро устанавливается и тем самым помогает сократить время, необходимое для ремонта печи. В направлении глубины охлаждающего элемента облицовочные элементы проходят к наружной корпусной части, в этом случае они лучше защищают конструкцию охлаждающего элемента и тем самым снижают тепловые потери в печи. В предпочтительном случае облицовочные элементы по-1 006697 крывают всю поверхность корпуса, так что медная поверхность охлаждающего элемента не входит в контакт с расплавом. Предлагаемые охлаждающие элементы соединяют между собой в местах соединений, выполненных в элементах, так что в этих местах образуется дополнительный паз, в который в вертикальном направлении помещают облицовочные элементы. Таким образом, предпочтительно шов оказывается закрытым. В предлагаемом охлаждающем элементе отсутствуют горизонтальные швы, которые могут вызвать серьезные протечки расплава. Благодаря применению охлаждающего элемента с предлагаемой конструкцией можно исключить использование материала припоя между корпусом и облицовкой. Ниже данное изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых фиг. 1 а, 1b и 1 с изображают предлагаемый охлаждающий элемент и фиг. 2 иллюстрирует соединение охлаждающих элементов. На фиг. 1 а, 1b и 1 с показан предлагаемый охлаждающий элемент 1, который может использоваться,например, в конструкции стенки печи для взвешенной плавки. Фиг. 1 а изображает вид спереди данного элемента, фиг. 1b - вид сбоку, а фиг 1 с - вид сверху. Охлаждающий элемент 1 содержит медный корпус 2, который выполнен в виде единой детали и в котором создана система 3 каналов, предназначенная для циркуляции охлаждающей среды. Кроме того, охлаждающий элемент содержит достаточное количество облицовочных элементов 4, выполненных из огнеупорного материала, например из хромомагнезитового кирпича, и соединенных с корпусом 2. Корпус и облицовочные элементы снабжены элементами для их скрепления. На поверхности 8 корпуса выполнены вертикальные пазы 5, в которых вертикально один на другом расположены элементы 4, при этом весь паз заполнен в вертикальном направлении охлаждающего элемента в пределах зоны, где последний находится в контакте с расплавом. Элемент 4 и корпус 2 объединены с обеспечением возможности перемещения элемента 4 в вертикальном направлении относительно корпуса 2. Вследствие вертикального расположения пазов невозможно возникновение поперечного перемещения. Между облицовочным элементом и корпусом поддерживается надежная теплопередача. Облицовочный элемент на стороне, которой он прикрепляется к корпусу, имеет краевую часть 6,выполненную в виде скобы. Корпус 2 имеет пазы 5, форма которых соответствует частям 6, созданным на облицовочном элементе, при этом пазы сужаются от дна 7 паза к поверхности 8 корпуса. Элемент 4 соединен с медным корпусом 2 так, что части 6 этого элемента установлены в пазах 5 корпуса. Это означает, что облицовочные элементы прочно прикреплены к корпусу. В соответствии с примером ширина дна 7 паза составляет, по существу, 74 мм, ширина отверстия 9 паза составляет, по существу, 68 мм, а глубина паза составляет, по существу, 36 мм. Благодаря таким размерам получен охлаждающий элемент,который является функциональным и преимущественным с точки зрения технологии изготовления. На фиг. 2 проиллюстрировано соединение отдельных охлаждающих элементов 1. Охлаждающий элемент 1 помещают в печь так, что пазы 5 расположены вертикально. Нижняя часть 10 корпуса в соответствии с данным примером сужается книзу. Следовательно, она предпочтительно соответствует форме опорного кирпича, расположенного в основании сепаратора. Поскольку нижняя часть корпуса не входит в контакт с расплавом, она не имеет огнеупорной облицовки. В соответствии с данным примером элементы 4 соединяют с корпусом 2 до установки охлаждающего элемента в печь. Эта процедура ускоряет процесс установки, так как в опорную конструкцию печи устанавливается уже собранный элемент. Охлаждающий элемент также может быть установлен в печь так, что сначала в конструкцию печи устанавливают корпус, а затем присоединяют к нему облицовочные элементы. По направлению вглубь элементы 4 охлаждающего элемента проходят к наружной стороне корпуса 2. Более того, элементы 4 покрывают всю поверхность 8 корпуса, которая входит в контакт с расплавом. Таким образом, повышается изоляционный эффект от облицовочных элементов, при этом поверхность медного корпуса не входит в непосредственный контакт с расплавом. Отдельные охлаждающие элементы соединены между собой в местах 11 соединения, расположенных в элементах, и это означает, что при необходимости возможно создание конструкции, которая по ширине равна всей стенке печи. При соединении отдельных охлаждающих элементов благодаря форме мест 11 соединения создается дополнительный паз 12, форма которого соответствует форме краевой части 6 облицовочного элемента. Таким образом, шов между охлаждающими элементами преимущественно закрыт дополнительными облицовочными элементами 13. После скрепления вместе отдельных охлаждающих элементов в вертикальные пазы 5 помещают самые верхние облицовочные элементы 14. Их установка на место возможна также уже на более ранней стадии. Для специалистов в данной области техники должно быть очевидным, что различные предпочтительные варианты выполнения изобретения не ограничены описанными выше примерами, но могут изменяться в пределах объема приложенной формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления охлаждающего элемента (1), используемого в конструкции печи, применяемой для обработки металла, например печи для взвешенной плавки, доменной печи, электропечи или другого металлургического реактора, и содержащего медный корпус (2), который выполнен в виде единой детали и в котором создана система (3) каналов для циркуляции охлаждающей среды, и облицовочные элементы (4), выполненные из огнеупорного материала, причем указанный корпус и облицовочный-2 006697 элемент содержат средства их соединения, отличающийся тем, что облицовочный элемент (4) и корпус(2) соединяют с обеспечением возможности перемещения указанного элемента (4) в вертикальном направлении относительно корпуса (2). 2. Способ по п.1, отличающийся тем, что на поверхности (8) корпуса выполняют вертикальные пазы (5), в которые помещают облицовочные элементы (4). 3. Способ по п.1 или 2, отличающийся тем, что облицовочный элемент (4) имеет краевую часть (6) в виде скобы, которой его вставляют в паз (5), выполненный в корпусе. 4. Способ по п.2 или 3, отличающийся тем, что облицовочные элементы помещают в вертикальном пазу (5), выполненном на поверхности (8) корпуса, по всей ширине паза с расположением указанных элементов один на другом. 5. Способ по пп.2, 3 или 4, отличающийся тем, что паз (5), выполненный в корпусе (2), сужается от дна (7) паза к поверхности (8) корпуса. 6. Способ по пп.2, 3 ,4 или 5, отличающийся тем, что ширина дна (7) паза, по существу, составляет 55-100 мм. 7. Способ по пп.2, 3, 4, 5 или 6, отличающийся тем, что ширина отверстия (9) паза, по существу, составляет 50-95 мм. 8. Способ по пп.2, 3, 4, 5, 6 или 7, отличающийся тем, что глубина паза (5), по существу, составляет 30-60 мм. 9. Способ по любому из пп.2-8, отличающийся тем, что охлаждающий элемент (1) помещают в печь так, что пазы (5) расположены вертикально. 10. Способ по любому из предыдущих пунктов, отличающийся тем, что нижняя часть (10) корпуса(2) сужается книзу. 11. Способ по любому из предыдущих пунктов, отличающийся тем, что облицовочные элементы (4) присоединяют к корпусу (2) перед установкой охлаждающего элемента в печь. 12. Способ по любому из пп.1-10, отличающийся тем, что облицовочные элементы (4) присоединяют к корпусу (2) после установки корпуса в печь. 13. Способ по любому из предыдущих пунктов, отличающийся тем, что в направлении глубины охлаждающего элемента облицовочные элементы (4) проходят к наружной стороне корпуса (2). 14. Способ по любому из предыдущих пунктов, отличающийся тем, что облицовочные элементы (4) полностью закрывают поверхность (8) корпуса (2), которая входит в контакт с расплавом. 15. Способ по любому из предыдущих пунктов, отличающийся тем, что охлаждающие элементы (1) соединяют между собой в местах (11) соединения, выполненных в этих элементах. 16. Способ по п.15, отличающийся тем, что в дополнительном пазе (12), образованном в указанном месте (11) соединения, размещают облицовочные элементы в вертикальном направлении. 17. Охлаждающий (1) элемент, используемый в конструкции печи, применяемой для обработки металла, например печи для взвешенной плавки, доменной печи, электропечи или другого металлургического реактора, содержащий медный корпус (2), который выполнен в виде единой детали и в котором создана система (3) каналов для циркуляции охлаждающей среды, и облицовочные элементы (4), выполненные из огнеупорного материала, причем указанный корпус и облицовочный элемент содержат средства их соединения, отличающийся тем, что облицовочный элемент (4) и корпус (2) соединены с обеспечением возможности перемещения указанного элемента (4) в вертикальном направлении относительно корпуса (2). 18. Охлаждающий элемент по п.17, отличающийся тем, что на поверхности (8) корпуса выполнены вертикальные пазы (5), в которых расположены облицовочные элементы (4).
МПК / Метки
МПК: F27D 9/00, C21B 7/10, F27D 1/12
Метки: элемент, охлаждающий
Код ссылки
<a href="https://eas.patents.su/5-6697-ohlazhdayushhijj-element.html" rel="bookmark" title="База патентов Евразийского Союза">Охлаждающий элемент</a>
Способ изготовления охлаждающего элемента и охлаждающий элемент
Номер патента: 4088
Опубликовано: 25.12.2003
Авторы: Леппянен Ире, Сааринен Ристо
Метки: элемент, охлаждающий, способ, охлаждающего, изготовления, элемента
Формула / Реферат:
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с...
Охлаждающий элемент и способ изготовления охлаждающих элементов
Номер патента: 4490
Опубликовано: 29.04.2004
Автор: Польви Вейкко
МПК: F27D 1/12, F27B 1/24, C23F 15/00...
Метки: охлаждающих, способ, изготовления, элементов, элемент, охлаждающий
Формула / Реферат:
1. Охлаждающий элемент, предназначенный, в частности, для печей, причем упомянутый элемент содержит корпус (1), в основном, выполненный из меди, и систему (6) каналов, предусмотренную в корпусе для циркуляции охлаждающего вещества, отличающийся тем, что, по меньшей мере, на части поверхности корпуса (1) элемента расположен посредством диффузионного соединения коррозионно-стойкий поверхностный слой (2), выполненный из стали. 2. Охлаждающий...
Литейная форма для производства охлаждающего элемента и охлаждающий элемент, изготовленный в указанной форме
Номер патента: 3117
Опубликовано: 27.02.2003
Авторы: Салминен Матти, Мякинен Пертти, Леппянен Ире
МПК: B22D 27/04, B22C 9/24
Метки: элемент, указанной, охлаждающего, форме, элемента, охлаждающий, форма, изготовленный, производства, литейная
Формула / Реферат:
1. Литейная форма, состоящая из основания (2), стенок (4, 5) и концевых пластин (6), предназначенная для производства охлаждающего элемента пирометаллургического реактора, отличающаяся тем, что литейная форма (1), изготовленная из медных пластин, по меньшей мере, частично снабжена охлаждающими трубами (3), и тем, что форма облицована изнутри пластинами (7), устойчивыми к воздействию высоких температур. 2. Литейная форма по п.1, отличающаяся тем,...
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Хугг Эро, Коота Раймо, Койо Илкка, Мякинен Пертти
МПК: B22D 11/00, F27D 1/12, F28F 1/40...
Метки: элемент, пирометаллургического, изготовление, охлаждающий, реактора
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Способ закупоривания отверстия и охлаждающий элемент, изготовленный при использовании этого способа
Номер патента: 3035
Опубликовано: 26.12.2002
Авторы: Суортти Туйя, Польви Вейкко
МПК: B23K 1/18
Метки: способ, элемент, закупоривания, использовании, изготовленный, способа, этого, отверстия, охлаждающий
Формула / Реферат:
1. Способ закупоривания отверстия, в частности отверстия в охлаждающем элементе, при котором в отверстии (9), сформированном в детали, изготовленной, в основном, из меди, например в корпусе (2) охлаждающего элемента (1), располагают пробку (8), изготовленную, в основном, из меди, отличающийся тем, что между боковой поверхностью (11) пробки (8) и внутренней поверхностью (13) отверстия располагают твердый припой (10) с температурой плавления,...
Предыдущий патент: Способ отливки объектов с использованием усовершенствованного узла литейного стержня ступицы
Следующий патент: Способ и устройство для загрузки анода в плавильный реактор
Случайный патент: Способ получения алюмоникелевого пигмента