Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин (щом)
Номер патента: 5748
Опубликовано: 30.06.2005
Авторы: Никончук Михаил Олегович, Чвоков Владимир Дмитриевич, Логинов Михаил Аркадьевич, Ковалев Григорий Григорьевич, Хабаров Борис Александрович
Формула / Реферат
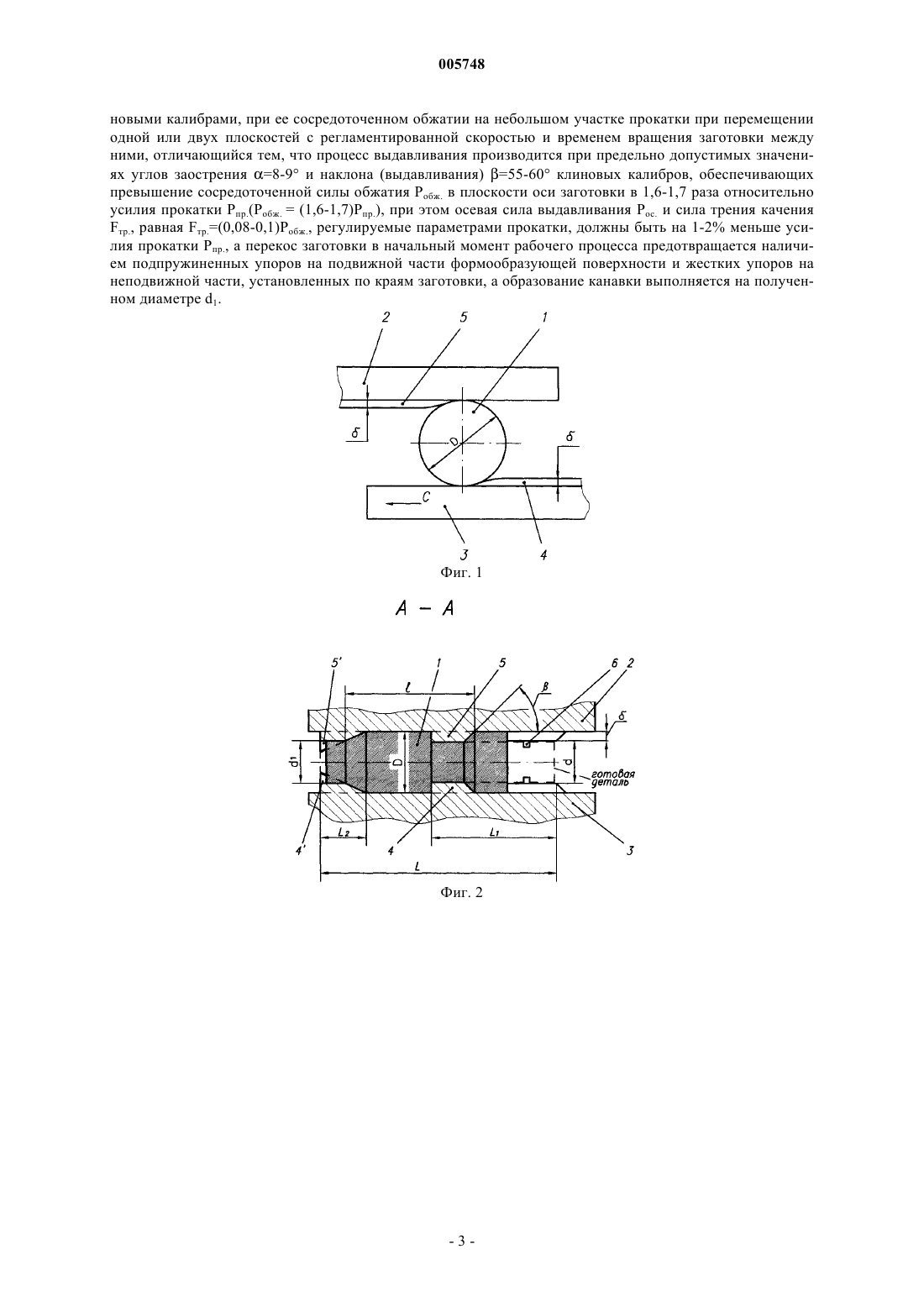
Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин (ЩОМ), включающий плоскую поперечно-клиновую прокатку заготовки рыхлителя, нагретой до температуры пластического состояния, между двумя формообразующими поверхностями, снабженными клиновыми калибрами, при ее сосредоточенном обжатии на небольшом участке прокатки при перемещении одной или двух плоскостей с регламентированной скоростью и временем вращения заготовки между ними, отличающийся тем, что процесс выдавливания производится при предельно допустимых значениях углов заострения a=8-9ш и наклона (выдавливания) b=55-60ш клиновых калибров, обеспечивающих превышение сосредоточенной силы обжатия Pобж. в плоскости оси заготовки в 1,6-1,7 раза относительно усилия прокатки Pпр.(Pобж. = (1,6-1,7)Pпр.), при этом осевая сила выдавливания Pос. и сила трения качения Fтр., равная Fтр.=(0,08-0,1)Pобж., регулируемые параметрами прокатки, должны быть на 1-2% меньше усилия прокатки Pпр., а перекос заготовки в начальный момент рабочего процесса предотвращается наличием подпружиненных упоров на подвижной части формообразующей поверхности и жестких упоров на неподвижной части, установленных по краям заготовки, а образование канавки выполняется на полученном диаметре d1.

Текст
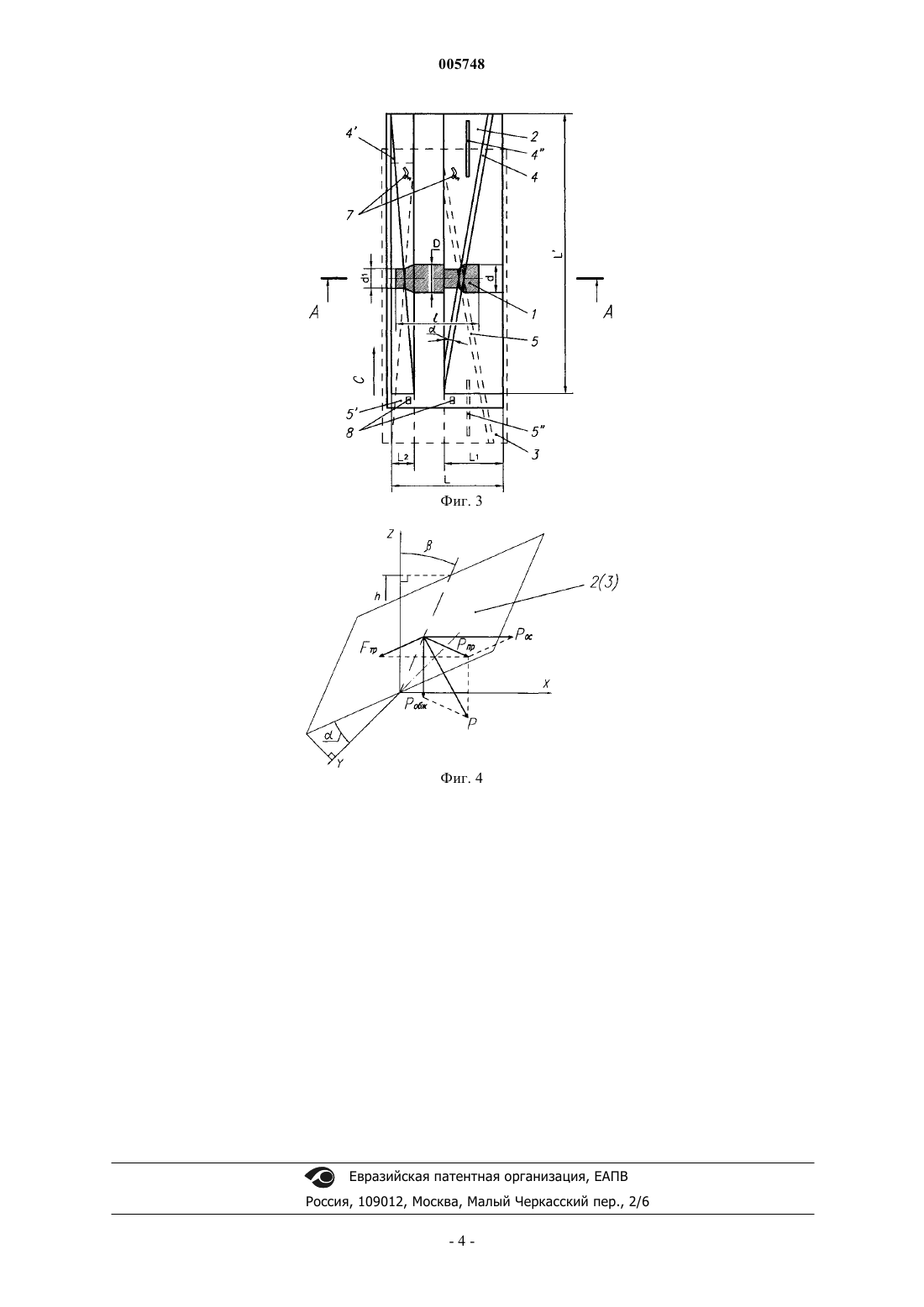
005748 Область техники Изобретение относится к способам изготовления ступенчатых заготовок путем формоизменения тела обжатием при горячей прокатке или вальцовке, конкретно к изготовлению рабочего инструмента(рыхлителей и резцов) исполнительных органов щебнеочистительных машин (ЩОМ), и предназначено для использования в конструкциях выгребающих звеньев баровой цепи. Уровень техники Корпус рыхлителя в настоящее время изготавливается путем механической обработки круглого горячекатаного проката или поковок. Материал - стали марок 60 С 2 А, 60 С 2 ХА и другие. Традиционная технология изготовления дает низкий коэффициент использования металла. В последнее время благодаря высокой точности и оптимальности технологического процесса получил распространение способ обжатия и прокатки прутковых заготовок. Заготовки деталей, получаемых на станках поперечно-клиновой прокатки, широко используются во многих отраслях машиностроения. На ряде заводов успешно эксплуатируется гамма валковых станов штучной и прутковой поперечноклиновой прокатки (Проспект АХК, ВНИИМЕТМАШ, М. 2002), известны способы и устройства поперечно-клиновой прокатки изделий переменного сечения, содержащие подвижные и неподвижные клиновые инструменты (Прототип, пат. РФ 2179904, БИ 6, 2002, пат. РФ 2184628 БИ 19, 4.III, 2002). Известен способ получения ступенчатой поковки для изготовления валов и осей плоской поперечноклиновой вальцовкой (ППКВ), реализующей схему редуцирования сплошных и трубных заготовок круглого сечения (Протопит, М.А. Шарапов; М.А. Цепин, канд. тех. наук; Д.А. Шарапов Анализ напряженно-деформированного состояния в поперечном сечении сплошных и полых заготовок при плоской поперечно-клиновой вальцовке, Ж. Кузнечно-штамповочное производство. Обработка материалов давлением, 2003,5, с.12-17). По сравнению с известным, более распространенным и универсальным процессом валковой поперечно-клиновой прокатки процесс ППКВ имеет ряд преимуществ: более низкую трудоемкость изготовления плоского клинового инструмента; возможность использования сборного инструмента с заменой изнашиваемых элементов (калибров); широкий диапазон регулирования зазоров между калибрами. Применение метода ППКВ при горячей вальцовке ступенчатых круглых заготовок сдерживается наличием ряда дефектов у получаемых существующим способом заготовок: наплыв на недеформированной части поверхности, смятие поверхностей и изгибы осей из-за заклинивания заготовки в калибрах,перекосов. Указанные дефекты вызваны отсутствием определяющих способ критериев, при которых возможен качественный процесс, таких, например, как взаимосвязь высокой степени деформируемости с параметрами инструмента, составляющих усилия прокатки (вальцовки) с силой трения. Задача изобретения - обеспечение высокого качества изготовления круглого ступенчатого корпуса рыхлителя (резца) ЩОМ при плоской поперечно-клиновой прокатке. Сущность изобретения В соответствии с изложенной задачей, на решение которой направлено изобретение, сущностью изобретения является выявление параметров процесса изготовления ступенчатой круглой заготовки рыхлителя с переходами диаметров. При этом параметры процесса устанавливаются при прокатке круглой заготовки, нагретой до температуры пластического состояния 1100-1150 С. Прокатка производится между двумя формообразующими поверхностями с клиновыми калибрами. Установлено, что для обеспечения качественного процесса выдавливания клиновые калибры должны иметь предельно допустимые для условий смещения металла в направлении оси изделия углы: угол заострения инструментаи угол наклона (выдавливания) . Процесс прокатки состоит в том, что обработка происходит вследствие сосредоточенного обжатия со смещением металла на небольшом участке прокатываемого изделия в нужном направлении. Углы заострения и наклона инструмента определяют силу сосредоточенного обжатия Робж., которую желательно иметь возможно большей. Максимальные значения этих углов определены теоретически и экспериментально. При углах =8-9 и =55-60 наблюдается качественный процесс, а сила обжатия достаточно велика: для сравнения - при угле= 50 она меньше в 1,5 раза, чем при= 60. При постоянной величине усилия прокатки Рпр. значительная сила обжатия требует соблюдения других условий прокатки. Так при угле заострения =9 обеспечивается превышение сосредоточенной силы обжатия Робж. в плоскости оси заготовки в 1,6-1,7 раза относительно усилия прокатки Рпр. Сила трения качения Fтр с силой обжатия Робж. связана через коэффициент трения fк, который составляет при качении металла по металлу fк = 0,08-0,1, отсюда Fтр = (0,08-0,1)Робж. При этом усилие прокатки Рпр. для предотвращения проскальзывания заготовки и ее заклинивания должно быть на 1-2% больше Fтp При известных необходимых величинах Робж. и Рпр величину Fтр можно дополнительно регулировать выбором диаметра заготовки, а также зазора между плоскостями. Если осевая сила выдавливания Рос окажется больше, чем горизонтальное усилие Рпр, будет происходить наплыв, поэтому Рос должно быть на 1-2% меньше Рпр. Большее увеличение разрыва приведет к-1 005748 потере осевого усилия Рос. Для предотвращения бокового разворота заготовки в начальный момент рабочего процесса на подвижной части формообразующей поверхности установлены подпружиненные, а на неподвижной - небольшие жесткие упоры, разнесенные по длине заготовки. На обработанном диаметре хвостовика рыхлителя образование стопорной канавки производится дополнительным калибром, вступающим в действие после получения обработанного диаметра. Раскрытие изобретения. Сущность изобретения поясняется на фиг. 1-4, где фиг. 1 представляет схему способа изготовления круглых с переходными диаметрами рыхлителей (резцов) щебнеочистительных машин (ЩОМ); фиг. 2 представляет схему процесса воздействия формообразующих плоскостей с клиновыми калибрами на заготовку рыхлителя (разрез А-А); фиг. 3 представляет схему процесса воздействия формообразующих плоскостей с клиновыми калибрами на заготовку рыхлителя на виде сверху; фиг. 4 представляет схему сил, действующих на заготовку рыхлителя. На фиг. 1-4 представлены способ и схемы процесса воздействия на заготовку 1 рыхлителя первоначальной длины l и диаметром D1. Заготовка нагрета до температуры пластического состояния и находится между двумя формообразующими поверхность детали 1 плоскостями: верхней неподвижной 2 и нижней подвижной 3 с калибрующим инструментом 4 (4', 4) и 5 (5', 5). Калибрующий инструмент 4 и 5 имеет угол заострения =9 и угол выдавливания =60. Углы соответствуют получению необходимых составляющих усилия прокатки. Ширина задней части L1 и L2 инструментов 4 (4') и 5 (5') соответствует длине получаемых хвостовиков рыхлителя уменьшенных диаметров d и d1, а длина калибра L соответствует необходимой длительности процесса для получения дополнительной канавки 6 (фиг. 2). На подвижной части формообразующей поверхности 3 установлены подпружиненные упоры 7, а на неподвижной - небольшие жесткие упоры 8. Упоры разнесены по длине заготовки 1. Под действием внешней силы Р при движении подвижной плоскости 3 (фиг. 3) в зоне деформации возникают необходимые напряжения. Преложенные углы заостренияи выдавливанияобеспечивают необходимое соотношение составляющих внешней силы (фиг. 4) Робж. = (1,6-1,7)Рпр.; Fтр. Foс. = (0,08-0,1)Робж. и на 1-2% меньше усилия прокатки Рпр.), при которых происходят главные и сдвиговые относительные перемещения. Заготовку длиною l нагревают до температуры t=1100-1150C и помещают между двумя формообразующими поверхностями 2 и 3 на подвижную (нижнюю часть) непосредственно перед острой частью калибра 5 на подпружиненные упоры 7. При начале движения и подходе плоскости 3 к плоскости 2 заготовка упирается верхней точкой в упоры 8, чем достигается осевая ориентация заготовки. Вершины калибрующих плоскостей, внедряясь радиально во вращающуюся под действием трения заготовку, одновременно смещают металл в направлении оси заготовки на величину L1 и L2. При этом производится поперечное выдавливание и образуется цилиндрическая хвостовая и коническая формы рыхлителя. При дальнейшем движении в работу включается калибрующий инструмент 4 и 5 для получения канавки 6 на только что полученной поверхности диаметра d1. Обработка происходит вследствие сосредоточенного обжатия и смещения на небольшом участке прокатываемого материала. Благодаря установленному соотношению составляющих внешней силы создаются благоприятные условия для вытяжки и смещения металла в направлении оси рыхлителя. По окончании процесса заготовка превращается в деталь и принимает длину L при диаметрах и длинах хвостовиков соответственноd1, d2 и L1, L2 с наличием канавки 6 на полученном диаметре d1. Выбранный способ изготовления круглого с переходами диаметра рыхлителя (резца) ЩОМ исключает, в отличие от известных способов плоской поперечно-клиновой вальцовки, зарез на деформируемой поверхности в результате неодновременного захвата заготовки верхним и нижним клином, наплыв из-за несоответствия усилия обжатия другим составляющим, смятие диаметра и изгиб оси из-за заклинивания в калибрах и недостаточного трения на контактных поверхностях. Промышленная применимость Реализация способа возможна с помощью доступного для изготовления инструмента, а сам способ обеспечивает высокий коэффициент использования металла и качество продукции в сравнении с традиционными технологиями. В фирме Вест-Тер опробовано и осваивается производство рыхлителей ЩОМ предложенным способом на станках собственного изготовления. ФОРМУЛА ИЗОБРЕТЕНИЯ. Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин(ЩОМ), включающий плоскую поперечно-клиновую прокатку заготовки рыхлителя, нагретой до температуры пластического состояния, между двумя формообразующими поверхностями, снабженными кли-2 005748 новыми калибрами, при ее сосредоточенном обжатии на небольшом участке прокатки при перемещении одной или двух плоскостей с регламентированной скоростью и временем вращения заготовки между ними, отличающийся тем, что процесс выдавливания производится при предельно допустимых значениях углов заострения =8-9 и наклона (выдавливания) =55-60 клиновых калибров, обеспечивающих превышение сосредоточенной силы обжатия Робж. в плоскости оси заготовки в 1,6-1,7 раза относительно усилия прокатки Рпр.(Poбж. = (1,6-1,7)Рпр.), при этом осевая сила выдавливания Рос. и сила трения каченияFтр., равная Fтр.=(0,08-0,1)Робж., регулируемые параметрами прокатки, должны быть на 1-2% меньше усилия прокатки Рпр., а перекос заготовки в начальный момент рабочего процесса предотвращается наличием подпружиненных упоров на подвижной части формообразующей поверхности и жестких упоров на неподвижной части, установленных по краям заготовки, а образование канавки выполняется на полученном диаметре d1.
МПК / Метки
Метки: круглых, рыхлителей, резцов, изготовления, машин, щебнеочистительных, щом, способ, ступенчатых
Код ссылки
<a href="https://eas.patents.su/5-5748-sposob-izgotovleniya-kruglyh-stupenchatyh-ryhlitelejj-rezcov-shhebneochistitelnyh-mashin-shhom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин (щом)</a>
Способ получения сальниковых уплотнителей для полиграфических машин
Номер патента: 5121
Опубликовано: 30.12.2004
Автор: Рябкин Дмитрий Робертович
МПК: B29D 31/00, B29C 67/20, C08J 9/00...
Метки: сальниковых, способ, полиграфических, получения, уплотнителей, машин
Формула / Реферат:
Способ производства сальниковых уплотнителей для полиграфических машин, включающий загрузку в нагретую пресс-форму, покрытую предварительно с внутренней стороны слоем силикона, вспенивающейся композиции на основе пенополиэтилена, с последующим плавлением, прессованием, вспениванием и охлаждением последней в пресс-форме, извлечение охлажденной листовой заготовки и формовку из последней сальниковых уплотнителей вырубкой или резкой, отличающийся...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: шестерни(варианты, способ, цельной, ковкой, заготовки, кованой, устройство, изготовления
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ изготовления бронелистов и бронеэлементов
Номер патента: 1088
Опубликовано: 30.10.2000
Авторы: Матевосьян Александр Паруйрович, Фанасова Елена Ивановна, Кудрявцева Наталья Сергеевна, Легкодух Александр Михайлович, Маслова Наталия Сергеевна
МПК: C21D 8/02, F41H 1/02, C21D 9/42...
Метки: способ, бронелистов, изготовления, бронеэлементов
Формула / Реферат:
Способ изготовления стальных бронелистов и бронеэлементов из высокопрочных сталей, включающий горячую прокатку, охлаждение, отжиг или горячую прокатку с изотермической выдержкой при температуре Ar1 - (20...50)шС до конца перлитного превращения, механическую обработку, формообразование, закалку, отпуск, отличающийся тем, что перед прокаткой проводят предварительное пластическое деформирование всесторонней ковкой со степенями деформации не менее...
Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Коскинен Тайсто, Исокютё Мика, Линд Ари, Коски-Лайне Саара, Райамяки Кауко
МПК: A44C 21/00, C23C 6/00, B22D 11/04...
Метки: слоистых, металлических, слябов, способ, изготовления, изделий, слябы
Формула / Реферат:
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу...
Способ изготовления трансформируемого головного убора
Номер патента: 4834
Опубликовано: 26.08.2004
Авторы: Коляскин Игорь Владимирович, Петров Денис Михайлович, Петрова Наталья Борисовна
МПК: A42B 1/04
Метки: трансформируемого, изготовления, способ, убора, головного
Формула / Реферат:
1. Способ изготовления трансформируемого головного убора, включающий выкраивание заготовки из воздухопроницаемого эластичного материала, а также операцию соединения краев с образованием закрытой головной части и открытой шейной части головного убора, отличающийся тем, что выкраивают две заготовки с одинаковыми поперечными размерами, но различной длины, из первой заготовки, соответствующей передней части трансформируемого головного убора и...
Предыдущий патент: Способ лечения гиперхолестеринемии
Следующий патент: Система разгрузки для коксового барабана
Случайный патент: Состоящая из двух частей капсула с предварительным замком для фармацевтических препаратов, предназначенная для применения в порошковых ингаляторах