Способ изготовления ступенчатых валов поперечно-клиновой прокаткой

Формула / Реферат
1. Способ изготовления ступенчатых валов поперечно-клиновой прокаткой, включающий разделение прутка на мерные заготовки, их нагрев и последующую поперечно-клиновую прокатку, отличающийся тем, что при разделении прутка на торцах мерных заготовок формируют не менее двух наклонных граней с углом к продольной оси мерных заготовок от 45 до 85°.
2. Способ по п.1, отличающийся тем, что разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка по крайней мере двух клиновых ножей, которые перемещают навстречу друг другу на глубину менее половины диаметра прутка.
3. Способ по пп.1, 2, отличающийся тем, что внедрение осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90°.
4. Способ по пп.1, 2, 3, отличающийся тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением.

Текст
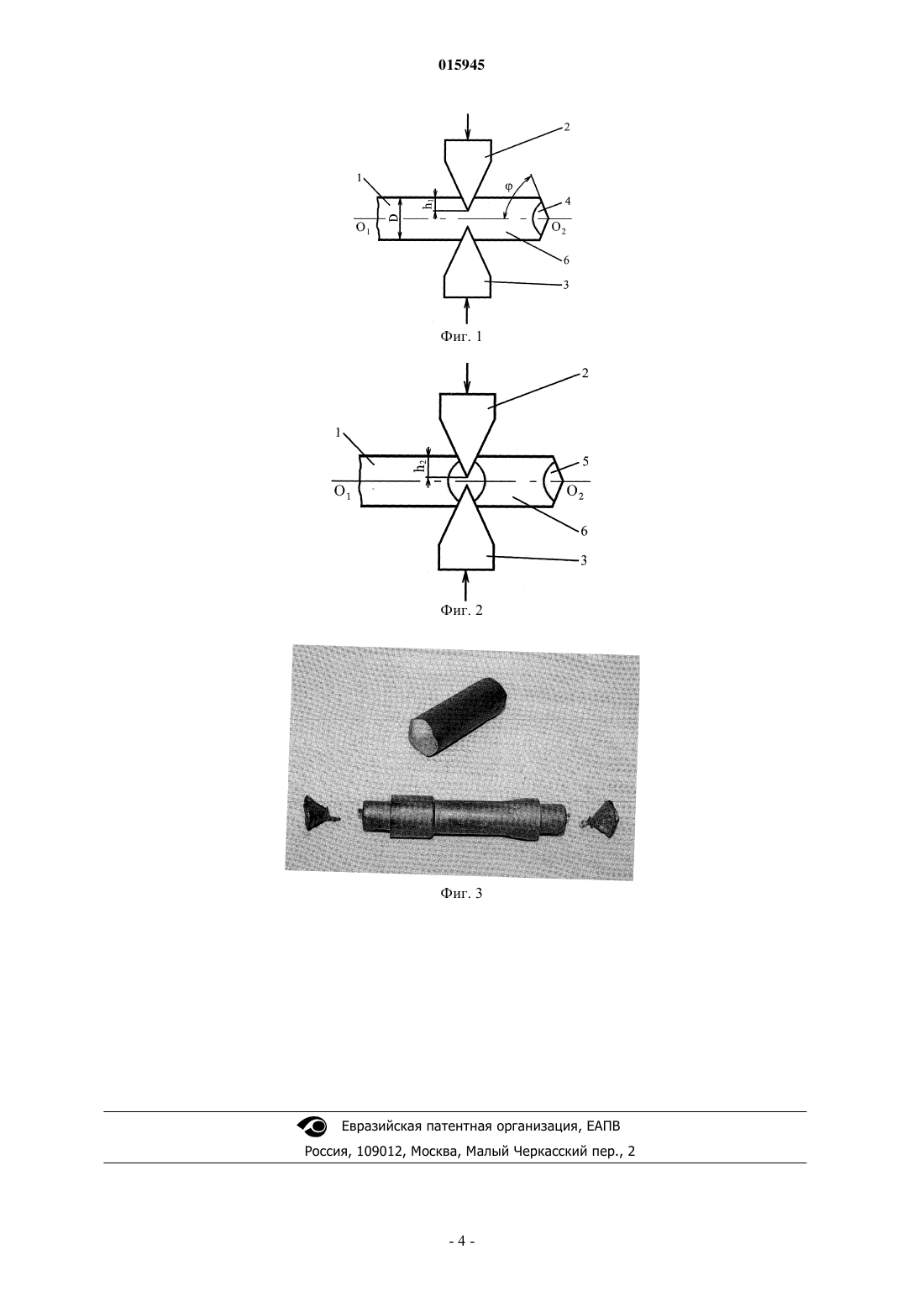
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ВАЛОВ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно ступенчатых валов, методом поперечно-клиновой прокатки. Задачей изобретения является увеличение ресурса пластичности ступенчатых валов при одновременном сохранении уменьшенного расхода металла. Поставленная задача решается тем, что в способе изготовления ступенчатых валов поперечно-клиновой прокаткой, включающем разделение прутка на мерные заготовки, их нагрев и последующую поперечно-клиновую прокатку, при разделении прутка на торцах мерных заготовок формируют не менее двух наклонных граней с углом к продольной оси мерных заготовок от 45 до 85, а также тем, что разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка по крайней мере двух клиновых ножей, которые перемещают навстречу друг другу на глубину менее половины диаметра прутка, а также тем, что внедрение ножей осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90, а также тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ФИЗИКОТЕХНИЧЕСКИЙ ИНСТИТУТ НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) 015945 Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно ступенчатых валов, методом поперечно-клиновой прокатки. Известен способ изготовления ступенчатых валов поперечно-клиновой прокаткой, заключающийся в том, что пруток разрезают на мерные заготовки, например, рубкой прутка во втулочном штампе пресса с образованием торцов, перпендикулярных оси прутка. Затем мерные заготовки поочередно нагревают и прокатывают по крайней мере двумя клиновыми инструментами [1]. Недостатком этого способа является наличие больших концевых отходов. При выходе очага деформации на торец, в нем образуется углубление (утяжина), которая не допускается в готовом изделии. Поэтому от прокатанной заготовки на заключительной стадии деформации ножами отрезают концевые отходы на длину более глубины утяжины. Из-за этого повышается расход металла и ухудшается экономичность использования технологии поперечно-клиновой прокатки. Коэффициент использования металла при этом способе находится в пределах 0,7-0,8. Наиболее близким техническим решением к заявляемому, его прототипом, является способ изготовления ступенчатых валов поперечно-клиновой прокаткой, при котором пруток нагревают, производят отрезку уже нагретой заготовки от нагретого прутка с одновременной формовкой ее концов путем внедрения в пруток режущих ножей и деформирующих участков валков при их синхронном вращении в одном направлении вокруг своих осей с последующей поперечно-клиновой прокаткой отрезанной заготовки с того же нагрева для получения готовой детали. После разделения прутка на мерные заготовки в дополнительной рабочей клети полученные заготовки имеют конические торцы, и при последующей поперечно-клиновой прокатке металл торцевых конусов заполняет объем утяжины, которая образовалась бы при традиционной прокатке заготовки с плоскими торцами. Таким образом, применение заготовок с концевыми торцами позволяет значительно снизить расход металла, коэффициент использования металла повышается до 0,9 [2]. Недостатком прототипа является необходимость осуществления процесса отрезки заготовок от нагретого прутка в дополнительной рабочей клети. Вследствие контакта с инструментом дополнительной рабочей клети и теплоизлучением температура заготовки снижается, что значительно снижает ресурс пластичности металла заготовки. Это при последующей поперечно-клиновой прокатке приводит к браку на оси детали в виде вскрытия полости. Задачей изобретения является увеличение ресурса пластичности ступенчатых валов при одновременном сохранении уменьшенного расхода металла. Поставленная задача решается тем, что в способе изготовления ступенчатых валов поперечноклиновой прокаткой, включающем разделение прутка на мерные заготовки, их нагрев и последующую поперечно-клиновую прокатку, при разделении прутка на торцах мерных заготовок формируют не менее двух наклонных граней с углом к продольной оси мерных заготовок от 45 до 85,а также тем, что разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка по крайней мере двух клиновых ножей, которые перемещают навстречу друг другу на глубину менее половины диаметра прутка,а также тем, что внедрение ножей осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90,а также тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением. Сущность заявляемого технического решения заключается в обеспечении высокого уровня ресурса пластичности ступенчатых валов при отказе от дополнительной рабочей клети с гарантированным получением концевых торцев заготовки. За счет наклонных граней клиновых ножей в процессе разделения прутка на контакте клиновой нож заготовка возникают контактные напряжения, которые создают в очаге деформации растягивающие напряжения, при помощи которых происходит отрыв мерной заготовки от прутка. Величина угла наклонных граней к продольной оси мерных заготовокнаходится в пределах от 45 до 85. При 45 величина концевых отходов возрастает до уровня отходов в известном способе. При 85 на торце мерной заготовки образуется утяжина, как в известном способе [1], что также увеличивает концевой отход. Осуществление разделения прутка внедрением в его поверхность поперек продольной оси прутка по крайней мере двух клиновых ножей позволяет после нагрева сразу подавать мерную заготовку в стан поперечно-клиновой прокатки, исключается уменьшение ее температуры от контакта с инструментом в дополнительной рабочей клети, как в известном способе [2]. Так как не тратится время на обработку мерной заготовки в дополнительной рабочей клети [2], температура заготовки от излучения тепла в окружающую среду также снижается на меньшую величину. Поскольку заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, а пластичность материала напрямую связана с температурой нагрева, увеличивается ресурс пластичности изготовленных ступенчатых валов. Перемещение клиновых ножей навстречу друг другу при разделении прутка на заготовки осуществляется на глубину менее половины диаметра прутка для гарантированного отделения мерной заготовки-1 015945 от прутка. Дальнейшее отделение заготовки от прутка происходит за счет растягивающих напряжений в очаге деформации, созданных наклонными гранями клиновых ножей. Внедрение ножей осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90. При повороте прутка на угол =45 на торцах мерной заготовки образуют за четыре внедрения клиновых ножей восьмигранную пирамиду, что позволяет в большей степени сократить расход металла. При угле поворота 3 торцевая поверхность приближается к конической, при этом коэффициент использования металла практически не уменьшается, однако снижается производительность процесса рубки мерной заготовки, т.е. при 3 процесс рубки нецелесообразен. При угле поворота=90 осуществляется схема известного способа [1]. Возможно за одно внедрение клиновых ножей получение мерной заготовки с двумя наклонными гранями, что увеличивает производительность рубки мерных заготовок, но несколько снижает коэффициент использования металла. Увеличение глубины внедрения клиновых ножей в пруток за каждое последующее внедрение исключает отрыв мерной заготовки на первых этапах деформации. Глубина внедрения на последнем этапе рубки прутка выбирается таким образом, чтобы обеспечить гарантированное отделение мерной заготовки от прутка. Сущность заявляемого изобретения поясняется чертежами. На фиг. 1 показана схема осуществления заявляемого способа при первом внедрении клиновых ножей в пруток; на фиг. 2 показана схема осуществления заявляемого способа после поворота прутка на 90; на фиг. 3 показаны заготовка под прокатку и прокатанная деталь пальца синхронизатора трактора МТЗ с концевыми отходами, полученные по заявляемому способу. Способ осуществляется следующим образом. В пруток 1 (фиг. 1) перпендикулярно его продольной оси O1O2 внедряют на глубину h1 по крайней мере два клиновых ножа 2 и 3, которые формируют две наклонные грани 4 с угломк продольной оси прутка. Затем клиновые ножи 2 и 3 отводят в исходное положение, пруток 1 поворачивают на 90 (фиг. 2) и ножи 2 и 3 вновь внедряют в пруток 1 на глубину h2, которая больше глубины h1. Глубина внедренияh2 на последнем этапе рубки прутка выбирается таким образом, чтобы обеспечить гарантированное отделение мерной заготовки 6 от прутка 1. При этом на прутке формируют две дополнительные наклонные грани 5. На наклонных гранях клиновых ножей возникают контактные напряжения, которые создают в очаге деформации растягивающие напряжения, при помощи которых отрывают мерную заготовку 6 от прутка 1. Далее мерную заготовку 6 нагревают до ковочной температуры и известным методом поперечноклиновой прокатки [1] изготавливают ступенчатый вал. Вследствие того, что торец мерной заготовки выполнен в виде четырехгранной пирамиды, уменьшается или полностью ликвидируется утяжина на торце заготовки, в итоге уменьшаются концевые отходы. Поскольку в ходе осуществления способа исключается уменьшение температуры заготовки и заявляемый способ позволяет прокатывать мерную заготовку с более высокой температурой, увеличивается ресурс пластичности изготовленных ступенчатых валов. Вероятность возникновения осевых полостей значительно уменьшается. Заявляемый способ осуществлен в ГНУ ФТИ НАН Беларуси при изготовлении пальца синхронизатора трактора МТЗ. Из прутка стали 4518 мм нарезали мерные заготовки с углом наклона =60(фиг. 3). Разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка двух клиновых ножей, которые перемещают навстречу друг другу на глубину 7 мм. Далее пруток поворачивают на 90, клиновые ножи вновь внедряют в пруток на глубину 8 мм. В результате торец мерной заготовки выполнен в виде четырехгранной пирамиды. Заготовку нагревали до температуры 1473 K и прокатывали на стане поперечно-клиновой прокатки с плоским клиновым инструментом по известному способу со скоростью прокатки v=0,5 м/с. Масса концевых отходов при прокатке пальца синхронизатора трактора МТЗ по заявляемому способу составляет 8,5 г при массе поковки 90,8 г (фиг. 3). Коэффициент использования металла по заявляемому способу равен 0,91, что соответствует прототипу. Ресурс пластичности поковки пальца синхронизатора трактора МТЗ определялся известным экспериментальным методом поперечной прокатки [1, стр. 125]. Определяли величину относительной пластичности Р где Рисх - параметр ресурса пластичности исходного материала, прошедшего термическую обработку. То есть определяли величину остаточной пластичности- тот запас пластичности, который остался в заготовке, подвергнутой какому-то процессу обработки давлением. Из ступени деталей, полученных поперечно-клиновой прокаткой по прототипу и заявляемым спо-2 015945 собом, и исходного металла вытачивались дискообразные образцы. Образцы прокатывали поперечной прокаткой между плитами до вскрытия осевой полости, при этом фиксировали количество циклов нагружения образца N. Критерий разрушения запишется в виде где пределы интегрирования (/T)1 и (/Т)2 определяются методом поперечных сечений. Критическая степень интенсивности сдвига Лпр рассчитывается по формуле где Н - интенсивность скорости деформации на этапе нагружения, определяемая методом муара;- угол поворота образца на этапе нагружения. Величина остаточной пластичностиравна Результаты представлены в таблице. Ресурс пластичности поковки пальца синхронизатора трактора МТЗ Ресурс пластичности при поперечно-клиновой прокатке заявляемым способом на 18% выше, чем при поперечно-клиновой прокатке известным способом [2]. Увеличение ресурса пластичности на 18% снижает вероятность вскрытия осевой полости в сотни раз. Источники информации: 1. Щукин В.Я. Основы поперечно-клиновой прокатки. Мн.: Наука и техника, 1986, 223 с. 2. Патент 3560 РБ, МКИ В 21 Н 1/18. Способ получения деталей из прутка путем поперечноклиновой прокатки и устройство для осуществления этого способа/Кожевникова Г.В. а 19980576; заявл. 16.06.1998; опубл. 30.09.2000//Афщыйны бюлетэнь/Дзярж. пат. камiтэт Рэсп. Беларусь. 2000,3, с. 96. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления ступенчатых валов поперечно-клиновой прокаткой, включающий разделение прутка на мерные заготовки, их нагрев и последующую поперечно-клиновую прокатку, отличающийся тем, что при разделении прутка на торцах мерных заготовок формируют не менее двух наклонных граней с углом к продольной оси мерных заготовок от 45 до 85. 2. Способ по п.1, отличающийся тем, что разделение прутка осуществляют внедрением в его поверхность поперек продольной оси прутка по крайней мере двух клиновых ножей, которые перемещают навстречу друг другу на глубину менее половины диаметра прутка. 3. Способ по пп.1, 2, отличающийся тем, что внедрение осуществляют многократно и перед каждым внедрением пруток поворачивают на угол от 3 до 90. 4. Способ по пп.1-3, отличающийся тем, что глубину внедрения клиновых ножей увеличивают с каждым последующим внедрением.
МПК / Метки
МПК: B23P 15/00, B21H 8/00
Метки: поперечно-клиновой, ступенчатых, прокаткой, валов, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/5-15945-sposob-izgotovleniya-stupenchatyh-valov-poperechno-klinovojj-prokatkojj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления ступенчатых валов поперечно-клиновой прокаткой</a>
Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин (щом)
Номер патента: 5748
Опубликовано: 30.06.2005
Авторы: Ковалев Григорий Григорьевич, Хабаров Борис Александрович, Никончук Михаил Олегович, Логинов Михаил Аркадьевич, Чвоков Владимир Дмитриевич
Метки: способ, резцов, круглых, изготовления, машин, щебнеочистительных, ступенчатых, рыхлителей, щом
Формула / Реферат:
Способ изготовления круглых ступенчатых рыхлителей (резцов) щебнеочистительных машин (ЩОМ), включающий плоскую поперечно-клиновую прокатку заготовки рыхлителя, нагретой до температуры пластического состояния, между двумя формообразующими поверхностями, снабженными клиновыми калибрами, при ее сосредоточенном обжатии на небольшом участке прокатки при перемещении одной или двух плоскостей с регламентированной скоростью и временем вращения заготовки...
Система привода для преодоления ступенчатых препятствий в инвалидном кресле
Номер патента: 9594
Опубликовано: 28.02.2008
Автор: Влк Йосеф
МПК: A61G 5/06
Метки: преодоления, привода, кресле, инвалидном, препятствий, ступенчатых, система
Формула / Реферат:
Система привода для преодоления ступенчатых препятствий в инвалидном кресле, сформированного из узла (2) сидения; колес (8), расположенных с обеих сторон узла (2) сидения; и по меньшей мере одного переднего колеса (10) для обеспечения устойчивости, отличающаяся тем, что она образована из направляющих (6), которые выполнены с возможностью прикрепления к узлу (2) сидения с обеих его сторон и на которых установлены валы колес (8) с возможностью...
Трубное соединение с клиновой резьбой
Номер патента: 13573
Опубликовано: 30.06.2010
Авторы: Мэллис Дэвид Левеллин, Сивли Роберт С., Рейнолдс Харрис А.
МПК: F16L 15/06
Метки: клиновой, трубное, соединение, резьбой
Формула / Реферат:
1. Трубное соединение, содержащееохватываемый компонент, имеющий первую наружную резьбу на первой резьбовой ступени, которая вступает в сопряжение и фиксируется в начальном фиксированном положении в собранном состоянии вдоль оси до приложения к соединению каких-либо рабочих нагрузок или сжимающих усилий, причем указанная первая ступень именуется сопряженной резьбовой ступенью охватываемого компонента, и вторую наружную резьбу на своей второй...
Способ изготовления эластичного рельсового зажима
Номер патента: 383
Опубликовано: 24.06.1999
Авторы: Янг Хартли Фрэнк, Маршалл Барри, Конрой Брайан Джордж
МПК: E01B 9/30
Метки: эластичного, изготовления, зажима, рельсового, способ
Формула / Реферат:
1. Способ изготовления рельсового зажима 13, предназначенного для крепления рельса к лежащей под рельсом пластине или шпале и состоящего из основания 12, подогнанного к опорной поверхности в бороздке, которая сделана в шпале, или к крепежному устройству, установленному на ней, и двух строго параллельных элементов 14, исходящих из основания 12 и вытянутых в сторону зацепляющей части рельса, при этом эти вытянутые параллельные элементы 14 изогнуты...
Способ изготовления бесшовной стальной трубы и устройство для изготовления бесшовной стальной трубы
Номер патента: 9851
Опубликовано: 28.04.2008
Авторы: Виденмайер Штефан, Визер Руперт, Коппенштайнер Роберт, Кюммерлинг Рольф, Лефебвр Пьер, Прассер Кристоф
МПК: B21B 23/00, B21J 13/10, B21J 5/00...
Метки: устройство, способ, изготовления, трубы, стальной, бесшовной
Формула / Реферат:
1. Способ изготовления бесшовной стальной трубы, изготовленной горячим способом, при котором из нагретой до температуры деформации болванки на первом этапе деформации посредством прошивки получают толстостенную пустотелую заготовку, которую затем при той же температуре на втором этапе деформации посредством прокатки при изменении диаметра и толщины стенки вытягивают в предварительную трубу (трубную заготовку) и на третьем этапе деформации...
Предыдущий патент: Способ получения ковкого чугуна
Следующий патент: Реактор с циркуляцией и реакторная система
Случайный патент: Пептидная фармацевтическая композиция и способ повышения эластичности ткани