Способ изготовления бесшовной стальной трубы и устройство для изготовления бесшовной стальной трубы
Номер патента: 9851
Опубликовано: 28.04.2008
Авторы: Визер Руперт, Лефебвр Пьер, Виденмайер Штефан, Коппенштайнер Роберт, Прассер Кристоф, Кюммерлинг Рольф
Формула / Реферат
1. Способ изготовления бесшовной стальной трубы, изготовленной горячим способом, при котором из нагретой до температуры деформации болванки на первом этапе деформации посредством прошивки получают толстостенную пустотелую заготовку, которую затем при той же температуре на втором этапе деформации посредством прокатки при изменении диаметра и толщины стенки вытягивают в предварительную трубу (трубную заготовку) и на третьем этапе деформации посредством редукционной прокатки из нее получают готовую трубу, отличающийся тем, что второй и третий характеризуемые прокаткой этапы деформации заменяют на этап деформации в форме процесса радиальной ковки с применением входящего в пустотелую заготовку внутреннего режущего инструмента и по меньшей мере двух, воздействующих на наружную поверхность пустотелой заготовки ковочных колодок ковочной машины, причем пустотелая заготовка с передачей на следующую операцию во время фазы холостого хода ковочных колодок вращается и аксиально перемещается.
2. Способ по п.1, отличающийся тем, что вращение и аксиальное перемещение пустотелой заготовки происходит одновременно или со смещением во времени.
3. Способ по пп.1 и 2, отличающийся тем, что применяют четыре ковочных колодки, которые в одной плоскости синхронно воздействуют на наружную поверхность пустотелой заготовки.
4. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент во время ковки неподвижен.
5. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент приводят в движение в том же направлении, что и аксиальная подача во время ковки.
6. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент приводят в движение противоположно аксиальной подаче во время ковки.
7. Способ по одному из пп.1-6, отличающийся тем, что на внутреннюю сторону пустотелой заготовки перед началом процесса радиальной ковки наносят разделительное и смазочное средство.
8. Способ по одному из пп.1-7, отличающийся тем, что первым этапом деформации является процесс пробивки отверстия.
9. Способ по п.8, отличающийся тем, что после пробивки отверстия пробивают днище.
10. Способ по п.8, отличающийся тем, что после пробивки отверстия днище отделяют.
11. Способ по пп.8-10, отличающийся тем, что после пробивки отверстия и ликвидации днища у пустотелой заготовки внутри и снаружи удаляют окалину.
12. Способ по п.8, отличающийся тем, что после пробивки отверстия производят предварительное вытягивание посредством поперечно-винтовой прокатки.
13. Способ по п.12, отличающийся тем, что после поперечно-винтовой прокатки внутри пустотелой заготовки удаляют окалину.
14. Способ по одному из пп.1-7, отличающийся тем, что первым этапом деформации является прошивка посредством поперечно-винтовой прокатки.
15. Способ по п.14, отличающийся тем, что после прошивки производят предварительное вытягивание посредством поперечно-винтовой прокатки.
16. Способ по пп.14 и 15, отличающийся тем, что внутри полученной заготовки удаляют окалину.
17. Способ по одному из пп.1-16, отличающийся тем, что готовую трубу подвергают термической обработке.
18. Способ по одному из пп.1-17, отличающийся тем, что готовую трубу рихтуют.
19. Способ по одному из пп.1-18, отличающийся тем, что наружную поверхность готовой трубы обрабатывают со снятием стружки.
20. Способ по п.19, отличающийся тем, что обработка представляет собой шлифование.
21. Устройство для изготовления бесшовной стальной трубы в соответствии с п.1, снабженное радиальной ковочной машиной, состоящей из одной ковочной станины и по меньшей мере двух расположенных в ней, выполненных с возможностью замены ковочных колодок и одного манипулятора, а также одним, входящим в ковочную станину, выполненным с возможностью аксиального перемещения стержнем, отличающееся тем, что на стороне входа так же, как и на стороне выхода, расположено по манипулятору (12, 13) и, по меньшей мере, сторона выхода имеет направляющую, причем в продольном разрезе каждая ковочная колодка (21-21'") на стороне, обращенной к обрабатываемой детали, имеет сужающийся приемный участок (26) с примыкающим к нему ровным гладким участком (27), а в поперечном сечении ковочная колодка (21-21'") имеет вогнутый изгиб, причем радиус в соответствующей плоскости поперечного сечения всегда больше, чем фактический радиус находящейся в зажиме пустотелой заготовки (8, 8').
22. Устройство по п.21, отличающееся тем, что направляющая расположена между манипулятором (12) и ковочной станиной (14).
23. Устройство по одному из пп.21-22, отличающееся тем, что стержень (22) имеет цилиндрическую форму.
24. Устройство по одному из пп.21-22, отличающееся тем, что стержень имеет коническую форму.
25. Устройство по одному из пп.21-22, отличающееся тем, что стержень имеет ступенчатую форму.
26. Устройство по одному из пп.21-25, отличающееся тем, что также сторона входа имеет направляющую.

Текст
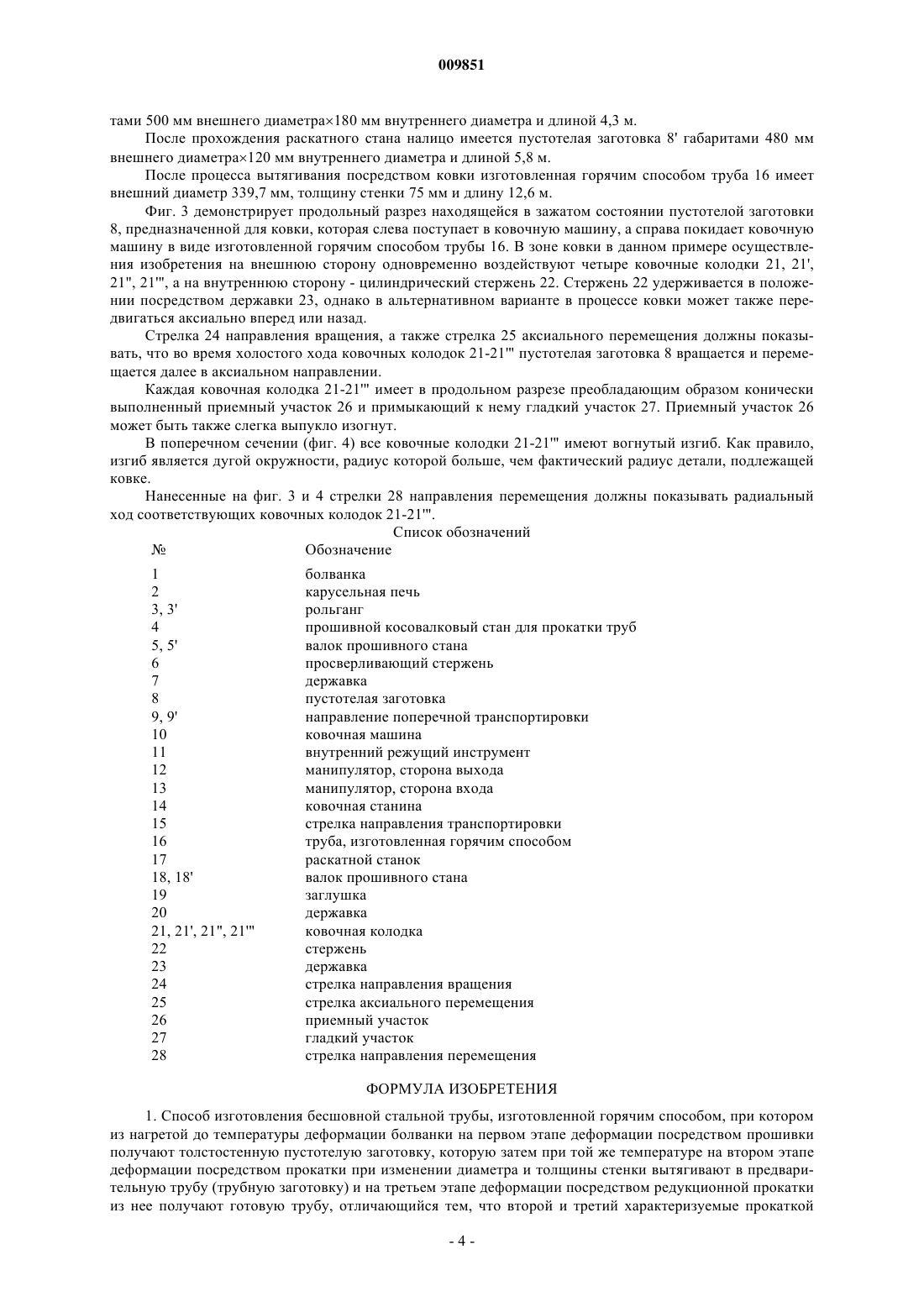
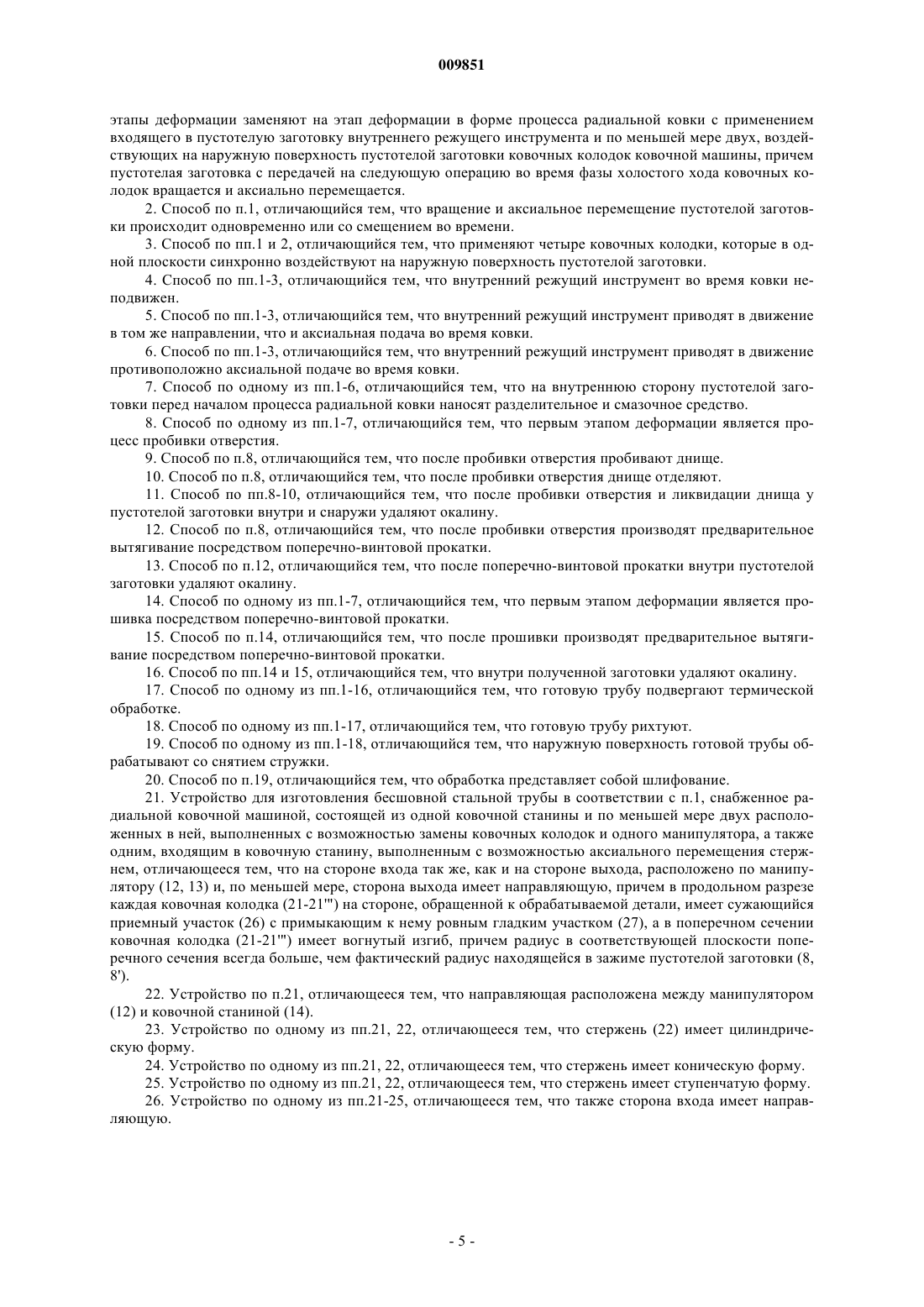
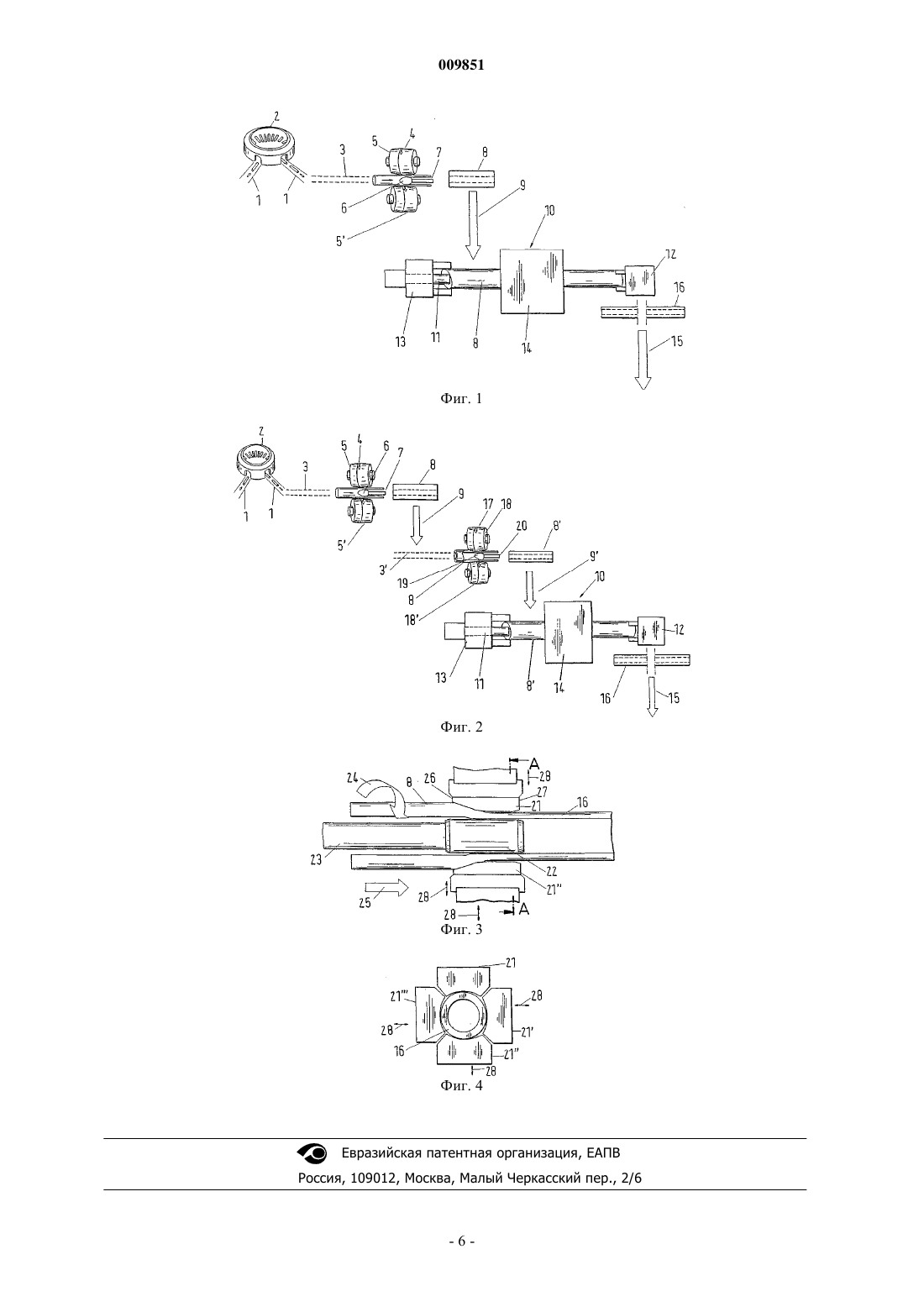
009851 Изобретение относится к способу изготовления бесшовной стальной трубы, изготовленной горячим способом, в соответствии с ограничительной частью п.1 формулы изобретения. Согласно изобретению братьев Mannesmann по выработке из нагретой болванки толстостенной пустотелой трубной заготовки давались разнообразные предложения по вытягиванию этой пустотелой трубной заготовки при той же температуре на последующем этапе тепловой обработки. Ключевыми словами при этом являются: метод непрерывной прокатки, Stobankverfahren, метод прошивной прокатки и пильгерный метод (справочник по стальным трубам, 10-е изд., изд-во Vulkan, г. Эссен, 1986, III способ изготовления). Все перечисленные методы имеют свои преимущества для различных диапазонов габаритов и для различных материалов, причем имеют место и дублирования. Для среднего диапазона габаритов от 5 до 18" используются методы непрерывной прокатки и прошивной прокатки, для диапазона габаритов до 26" - пильгерный метод. При более толстой стенке, 30 мм, методы непрерывной прокатки и прошивной прокатки используются меньше, в то время как пильгерный метод, хотя и не имеет проблем с толщиной стенки, но имеет более продолжительный производственный цикл. Недостатком всех перечисленных методов является более или менее долгое время переналадки при изменении габаритов. Типичными для изготовления бесшовных труб из нагретой болванки являются три этапа: прошивка - вытягивание - редукционная прокатка (H. Biller, Das Walzen nahtloser Rohre - Probleme derVerfahrensauswahl, Stahl und Eisen (Прокатка бесшовных труб - проблемы выбора способа, сталь и чугун),106 (1986),9, с.431-437). Уже давно предпринимались попытки сэкономить на одном этапе для снижения расходов на изготовление и капитальных затрат. Эти попытки до настоящего были мало результативными. В DE 1906961 А 1 выявлен способ для изготовления бесшовных труб из пустотелых деталей, изготовленных методом непрерывной разливки. При этом известном способе литой пруток разделяется, и соответствующий фрагмент с помощью внутреннего режущего инструмента и горячей прокатки в ковочных вальцах предварительно вытягивается. Затем предварительно вытянутый фрагмент на непрерывном прокатном стане развальцовывается в предварительную трубу (трубную заготовку), и посредством последующей редукционной растяжки из нее производится готовая труба. Этот предложенный способ должен применяться в массовом производстве труб с малыми диаметрами из пустотелых деталей, изготовленных методом непрерывной разливки. Предложение должно помочь преодолеть проблему сильного нагружения валков прошивного стана при предварительном вытягивании. Задачей изобретения является предоставление сведений о способе изготовления бесшовных,изготовленных горячим способом, стальных труб, который предусмотрен для диапазона габаритов от 5 до 30" внешнего диаметра и толщины стенок 0,1 внешний диаметр для диапазона от 5 до 16" внешнего диаметра или 40 мм толщины стенки для диапазона от 16 до 30" внешнего диаметра и для малых объемов изделий, учитывая применение и производительность известных способов. Эта задача решается, исходя из ограничительной части в сочетании с отличительной частью п.1 формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения. Согласно теории изобретения известные доныне второй и третий этапы деформации, характеризующиеся прокаткой (вытягивающая прокатка и редукционная прокатка), заменяются этапом деформации в форме процесса радиальной ковки с применением входящего в пустотелую заготовку внутреннего режущего инструмента и по меньшей мере двух воздействующих на наружную поверхность пустотелой заготовки ковочных колодок ковочной машины, причем пустотелая заготовка с передачей на следующую операцию во время фазы холостого хода ковочных колодок вращается и аксиально перемещается. В зависимости от вида регулирования вращение и аксиальное перемещение пустотелой заготовки могут производиться одновременно или со смещением во времени. Предложенный способ имеет то преимущество, что можно оптимально изготавливать и толстостенные трубы, а также то, что время переналадки незначительно. Аналогично пильгерному методу в процессе вытягивания посредством ковки и у труб с очень толстыми стенками по-прежнему достигается высокая степень вытягивания. Тем самым, можно получить большие длины и у толстостенных труб. Следующее преимущество можно усмотреть в том, что в подавляющем большинстве случаев можно отказаться от необходимого в противном случае последовательно подключенного калибровального стана,так как после процесса вытягивания посредством ковки полученная таким образом изготовленная горячим способом труба обладает качеством готовой трубы. Предложенный процесс ковки особенно эффективен и благоприятен в качественном отношении тогда, когда вместо двух в общей сложности используются четыре ковочные колодки, которые в одной плоскости синхронно воздействуют на наружную поверхность пустотелой заготовки. Для лучшего распределения, в частности, термической нагрузки предпочтительным может являться перемещение внутреннего режущего инструмента в процессе ковки в том же направлении или противоположно аксиальному перемещению.-1 009851 При больших коэффициентах вытяжки (4) и малой толщине стенок (30 мм) может потребоваться перед ковкой поместить в пустотелую заготовку разделительное и смазочное средство, к примеру, на базе фосфатерма или графита. Тем самым, избегают припекания кованой пустотелой заготовки к внутреннему режущему инструменту. Первым этапом деформации может быть на выбор либо пробивка отверстия, либо прошивка посредством поперечно-винтовой прокатки. После пробивки отверстия днище отделяется или пробивается. Отделение может происходить посредством газовой резки или горячей резки. Полученная посредством пробивки отверстия или посредством прошивки с помощью поперечно-винтовой прокатки пустотелая заготовка может непосредственно подвергнуться ковке или посредством последующей поперечновинтовой прокатки подвергнуться предварительному вытягиванию, прежде чем она посредством ковки приобретет габариты готовой трубы. При таком порядке действий процесс отделения или пробивки днища после пробивки отверстия может отсутствовать. Для поперечно-винтовой прокатки используется двухвалковая или трехвалковая машина. В зависимости от начальных стадий способа предпочтительно удаление окалины с внешней и/или внутренней поверхности. Кованая готовая труба после обычных этапов калибровки, таких как обрезка под размер, визуальный контроль, маркирование и т.д., или сразу же предназначена к поставке, или же, прежде всего, подвергается термической обработке или неразрушающей проверке. Термической обработкой может быть нормализация или улучшение. В зависимости от требований прямизны необходима рихтовка. Также при соответствующих требованиях по поставке необходима отсечка или другая подходящая обработка наружной поверхности со снятием стружки для устранения вызванных в процессе ковки незначительных неровностей. Загружаемая исходная болванка является либо фрагментом прутка, полученного методом непрерывной разливки, предпочтительно круглого прутка, полученного методом непрерывной разливки, либо слитком (отливкой). В зависимости от применяемого процесса пробивки у сложно деформируемых материалов может быть необходима предварительная деформация прутка, полученного методом непрерывной разливки, посредством прокатки или ковки. Нагрев исходной болванки происходит известным образом в карусельной печи или в шагающей балке печи. При больших массах допустимы и другие нагревательные печи, такие, к примеру, как томильный колодец. Устройство для осуществления способа отличается наличием машины радиальной ковки, которая имеет ковочную станину и по меньшей мере два, расположенных там и выполненных с возможностью замены, ковочных башмака. Вращательное движение, а также аксиальное перемещение пустотелой заготовки осуществляются посредством одного манипулятора, расположенного на стороне входа, и одного манипулятора, расположенного на стороне выхода. Для минимизации возможных затрат на рихтовку оказалось предпочтительным, по меньшей мере, на стороне выхода между манипулятором и ковочной станиной расположить направляющую. Она должна обеспечивать то обстоятельство, чтобы покидающая ковочную станину кованая готовая груба, по возможности, удерживалась по центру вала. В принципе, возможен ковочный процесс с прямыми ковочными колодками, но качество наружной поверхности, однако, решительным образом улучшается, когда каждая ковочная колодка на стороне,обращенной к обрабатываемой детали, в продольном разрезе имеет сужающийся приемный участок с примыкающим к нему гладким участком. В поперечном сечении приемная зона имеет вогнутый изгиб,причем радиус в соответствующей плоскости поперечного сечения всегда больше, чем фактический радиус находящейся в зажиме пустотелой заготовки. Благодаря большему изгибу в плоскости поперечного сечения предотвращается эффект зажима. Однако не обязательно для каждого входного диаметра пустотелой заготовки иметь отдельный комплект ковочных колодок, напротив, один комплект может подходить для различных входных диаметров. Внутренний диаметр, а также внутренний контур по длине кованой готовой трубы, по существу,определяется типом внутреннего режущего инструмента - предпочтительно в форме цилиндрического стержня. Применение стержня слегка конической формы увеличивает зазор между кованой готовой трубой и внутренним режущим инструментом, так что облегчается отвод готовой трубы от внутреннего режущего инструмента. Конусность должна быть, однако, незначительной, так как в противном случае толщина стенки по длине изменилась бы непозволительным образом. Применение стержня ступенчатой формы могло бы использоваться предпочтительным образом для изготовления валов с утолщенными концами. В зависимости от типа ступенчатости было бы также возможно изготовление нескольких валов из одной пустотелой заготовки. Расчленение происходило бы после этого. Следующей областью применения могло бы быть изготовление труб с резьбой в форме цельного соединения. Также имела бы место возможность у так называемых раструбных труб выковывать раструб непосредственно совместно с трубой, вместо того, чтобы изготавливать его отдельно. На основании двух схематичных изображений способ в соответствии с изобретением разъясняется более подробно.-2 009851 Фиг. 1 - способ в соответствии с изобретением с агрегатом для прошивки трубной заготовки (прошивным станом для поперечно-винтовой прокатки труб). Фиг. 2 - способ в соответствии с изобретением с агрегатом для прошивки трубной заготовки (прошивным станом для поперечно-винтовой прокатки труб) и с последовательно подключенным агрегатом для предварительного вытягивания (раскатной стан). Фиг. 3 - продольный разрез находящейся в зажатом состоянии пустотелой заготовки. Фиг. 4 - сечение А-А на фиг. 3. Фиг. 1 представляет в виде схематичного изображения способ в соответствии с изобретением только с одним агрегатом для прошивки трубной заготовки в качестве первого этапа деформации. К примеру,болванка 1, отделенная от стального прутка, полученного методом непрерывной разливки, помещается в карусельную печь 2 и нагревается до температуры деформации, к примеру, до 1250 С. После нагревания и после того, как она покинула карусельную печь 2, нагретая болванка подается по рольгангу 3 к агрегату для прошивки трубной заготовки. В данном примере осуществления изобретения агрегат для прошивки трубной заготовки выполнен в виде прошивного косовалкового стана 4 для прокатки труб с двумя валками 5, 5' прошивного стана. Сюда относится внутренний режущий инструмент, состоящий из просверливающего стержня 6 и державки 7. Так как процесс прошивки трубной заготовки посредством прошивного стана для поперечновинтовой прокатки труб достаточно известен, то более детальное описание излишне. Посредством прошивки трубной заготовки из болванки 1 получается пустотелая заготовка 8, которая в результате транспортировки 9 в поперечном направлении попадает в ковочную машину 10. Последующий процесс вытягивания посредством радиальной ковки объединяет в соответствии с изобретением имеющие место, обычно в противном случае, второй и третий этапы деформации вместо обычной прокатки, будь это методы непрерывной и прошивной прокатки или пильгерный метод с последующей редукционной прокаткой. После подвода внутреннего режущего инструмента 11, предпочтительно в форме цилиндрического стержня, пустотелая заготовка 8 транспортируется через расположенный на стороне входа манипулятор 13 вдоль через ковочную станину 14 и одновременно при этом вращается. Это вращение и аксиальная подача пустотелой заготовки 8 происходят с передачей на следующую операцию во время фазы холостого хода ковочных колодок либо одновременно, либо со смещением во времени. На стороне выхода второй манипулятор 12 принимает далее готовую трубу 16, чтобы иметь возможность довести до конца процесс ковки. Ковочный агрегат представлен здесь лишь схематично и имеет не изображенные здесь, охватывающие пустотелую заготовку 8 ковочные колодки, которые воздействуют на наружную поверхность для того, чтобы посредством уменьшения не только наружного диаметра, но также и толщины стенки, вытянуть пустотелую заготовку 8. После процесса вытягивания посредством ковки изготовленная горячим способом труба 16 транспортируется соответственно стрелке 15 на калибровочную линию для того, чтобы там подготовить ее к отправке. Калибровка включает в себя обычно обрезку под размер, визуальный контроль, маркирование и, в зависимости от требований, - ранее проведенную термическую обработку и/или неразрушающую проверку. В целях экономии места изготовленная горячим способом труба 16 представлена более короткой, чем это соответствовало бы вытягиванию. К примеру, согласно представленному на фиг. 1 производственному процессу, из болванки 1 габаритами 406 мм в диаметре и длиной 2,8 м после прошивки производится пустотелая заготовка 8 габаритами 390 мм внешнего диаметра 123 мм внутреннего диаметра с длиной 3,5 м. После ковки полученная горячим способом труба 16 имеет внешний диаметр 203 мм, толщину стенки 50 мм и длину 15 м. Фиг. 2 представляет вариант осуществления способа в соответствии с фиг. 1, причем для одинаковых деталей выбраны одинаковые обозначения. Первый этап деформации до получения пустотелой заготовки 8 идентичен этапу деформации, разъясненному на фиг. 1. Перед процессом вытягивания посредством ковки, т.е. перед вторым этапом деформации расположен, однако, еще один агрегат предварительного вытягивания, так называемый раскатной стан 17. И раскатной стан в данном примере осуществления изобретения выполнен как прошивной косовалковый стан для прокатки труб с двумя валками 18, 18' прошивного стана и одним внутренним режущим инструментом, состоящим из заглушки 19, соединенной с державкой 20. Покинувшая агрегат для прошивки трубной заготовки пустотелая заготовка 8 в поперечном направлении транспортировки 9 подводится к стороне входа раскатного стана 17. Посредством поперечновинтовой прокатки пустотелая заготовка 8 предварительно вытягивается и производится пустотелая заготовка 8' с уменьшенной толщиной стенки. Диаметр пустотелой заготовки 8' после вытягивания может оставаться таким же, быть меньше или больше. Затем пустотелая заготовка 8' в поперечном направлении транспортировки 9' подается к уже описанной на фиг. 1 ковочной машине 10. Так как последующие этапы идентичны, то повторение излишне. К примеру, в соответствии с представленным на фиг. 2 производственным процессом из болванки 1 габаритами 500 мм в диаметре и длиной 4 м после прошивки получается пустотелая заготовка 8 габари-3 009851 тами 500 мм внешнего диаметра 180 мм внутреннего диаметра и длиной 4,3 м. После прохождения раскатного стана налицо имеется пустотелая заготовка 8' габаритами 480 мм внешнего диаметра 120 мм внутреннего диаметра и длиной 5,8 м. После процесса вытягивания посредством ковки изготовленная горячим способом труба 16 имеет внешний диаметр 339,7 мм, толщину стенки 75 мм и длину 12,6 м. Фиг. 3 демонстрирует продольный разрез находящейся в зажатом состоянии пустотелой заготовки 8, предназначенной для ковки, которая слева поступает в ковочную машину, а справа покидает ковочную машину в виде изготовленной горячим способом трубы 16. В зоне ковки в данном примере осуществления изобретения на внешнюю сторону одновременно воздействуют четыре ковочные колодки 21, 21',21", 21'", а на внутреннюю сторону - цилиндрический стержень 22. Стержень 22 удерживается в положении посредством державки 23, однако в альтернативном варианте в процессе ковки может также передвигаться аксиально вперед или назад. Стрелка 24 направления вращения, а также стрелка 25 аксиального перемещения должны показывать, что во время холостого хода ковочных колодок 21-21'" пустотелая заготовка 8 вращается и перемещается далее в аксиальном направлении. Каждая ковочная колодка 21-21'" имеет в продольном разрезе преобладающим образом конически выполненный приемный участок 26 и примыкающий к нему гладкий участок 27. Приемный участок 26 может быть также слегка выпукло изогнут. В поперечном сечении (фиг. 4) все ковочные колодки 21-21'" имеют вогнутый изгиб. Как правило,изгиб является дугой окружности, радиус которой больше, чем фактический радиус детали, подлежащей ковке. Нанесенные на фиг. 3 и 4 стрелки 28 направления перемещения должны показывать радиальный ход соответствующих ковочных колодок 21-21'". Список обозначений болванка карусельная печь рольганг прошивной косовалковый стан для прокатки труб валок прошивного стана просверливающий стержень державка пустотелая заготовка направление поперечной транспортировки ковочная машина внутренний режущий инструмент манипулятор, сторона выхода манипулятор, сторона входа ковочная станина стрелка направления транспортировки труба, изготовленная горячим способом раскатной станок валок прошивного стана заглушка державка ковочная колодка стержень державка стрелка направления вращения стрелка аксиального перемещения приемный участок гладкий участок стрелка направления перемещения ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления бесшовной стальной трубы, изготовленной горячим способом, при котором из нагретой до температуры деформации болванки на первом этапе деформации посредством прошивки получают толстостенную пустотелую заготовку, которую затем при той же температуре на втором этапе деформации посредством прокатки при изменении диаметра и толщины стенки вытягивают в предварительную трубу (трубную заготовку) и на третьем этапе деформации посредством редукционной прокатки из нее получают готовую трубу, отличающийся тем, что второй и третий характеризуемые прокаткой-4 009851 этапы деформации заменяют на этап деформации в форме процесса радиальной ковки с применением входящего в пустотелую заготовку внутреннего режущего инструмента и по меньшей мере двух, воздействующих на наружную поверхность пустотелой заготовки ковочных колодок ковочной машины, причем пустотелая заготовка с передачей на следующую операцию во время фазы холостого хода ковочных колодок вращается и аксиально перемещается. 2. Способ по п.1, отличающийся тем, что вращение и аксиальное перемещение пустотелой заготовки происходит одновременно или со смещением во времени. 3. Способ по пп.1 и 2, отличающийся тем, что применяют четыре ковочных колодки, которые в одной плоскости синхронно воздействуют на наружную поверхность пустотелой заготовки. 4. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент во время ковки неподвижен. 5. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент приводят в движение в том же направлении, что и аксиальная подача во время ковки. 6. Способ по пп.1-3, отличающийся тем, что внутренний режущий инструмент приводят в движение противоположно аксиальной подаче во время ковки. 7. Способ по одному из пп.1-6, отличающийся тем, что на внутреннюю сторону пустотелой заготовки перед началом процесса радиальной ковки наносят разделительное и смазочное средство. 8. Способ по одному из пп.1-7, отличающийся тем, что первым этапом деформации является процесс пробивки отверстия. 9. Способ по п.8, отличающийся тем, что после пробивки отверстия пробивают днище. 10. Способ по п.8, отличающийся тем, что после пробивки отверстия днище отделяют. 11. Способ по пп.8-10, отличающийся тем, что после пробивки отверстия и ликвидации днища у пустотелой заготовки внутри и снаружи удаляют окалину. 12. Способ по п.8, отличающийся тем, что после пробивки отверстия производят предварительное вытягивание посредством поперечно-винтовой прокатки. 13. Способ по п.12, отличающийся тем, что после поперечно-винтовой прокатки внутри пустотелой заготовки удаляют окалину. 14. Способ по одному из пп.1-7, отличающийся тем, что первым этапом деформации является прошивка посредством поперечно-винтовой прокатки. 15. Способ по п.14, отличающийся тем, что после прошивки производят предварительное вытягивание посредством поперечно-винтовой прокатки. 16. Способ по пп.14 и 15, отличающийся тем, что внутри полученной заготовки удаляют окалину. 17. Способ по одному из пп.1-16, отличающийся тем, что готовую трубу подвергают термической обработке. 18. Способ по одному из пп.1-17, отличающийся тем, что готовую трубу рихтуют. 19. Способ по одному из пп.1-18, отличающийся тем, что наружную поверхность готовой трубы обрабатывают со снятием стружки. 20. Способ по п.19, отличающийся тем, что обработка представляет собой шлифование. 21. Устройство для изготовления бесшовной стальной трубы в соответствии с п.1, снабженное радиальной ковочной машиной, состоящей из одной ковочной станины и по меньшей мере двух расположенных в ней, выполненных с возможностью замены ковочных колодок и одного манипулятора, а также одним, входящим в ковочную станину, выполненным с возможностью аксиального перемещения стержнем, отличающееся тем, что на стороне входа так же, как и на стороне выхода, расположено по манипулятору (12, 13) и, по меньшей мере, сторона выхода имеет направляющую, причем в продольном разрезе каждая ковочная колодка (21-21'") на стороне, обращенной к обрабатываемой детали, имеет сужающийся приемный участок (26) с примыкающим к нему ровным гладким участком (27), а в поперечном сечении ковочная колодка (21-21'") имеет вогнутый изгиб, причем радиус в соответствующей плоскости поперечного сечения всегда больше, чем фактический радиус находящейся в зажиме пустотелой заготовки (8,8'). 22. Устройство по п.21, отличающееся тем, что направляющая расположена между манипулятором(12) и ковочной станиной (14). 23. Устройство по одному из пп.21, 22, отличающееся тем, что стержень (22) имеет цилиндрическую форму. 24. Устройство по одному из пп.21, 22, отличающееся тем, что стержень имеет коническую форму. 25. Устройство по одному из пп.21, 22, отличающееся тем, что стержень имеет ступенчатую форму. 26. Устройство по одному из пп.21-25, отличающееся тем, что также сторона входа имеет направляющую.
МПК / Метки
МПК: B21J 13/10, B21B 23/00, B21J 5/10, B21J 5/00, B21J 7/14
Метки: устройство, бесшовной, изготовления, способ, стальной, трубы
Код ссылки
<a href="https://eas.patents.su/7-9851-sposob-izgotovleniya-besshovnojj-stalnojj-truby-i-ustrojjstvo-dlya-izgotovleniya-besshovnojj-stalnojj-truby.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления бесшовной стальной трубы и устройство для изготовления бесшовной стальной трубы</a>
Способ расширения стальной трубы и скважин с такой трубой
Номер патента: 543
Опубликовано: 28.10.1999
Авторы: Доннелли Мартин, Стюарт Роберт Брюс, Фор Альбан Мишель, Лобек Вильхельмус Христианус Мария, Маркетц Франц
МПК: E21B 43/10, B21D 39/20, C21D 7/12...
Метки: расширения, скважин, стальной, трубой, способ, трубы
Формула / Реферат:
1. Способ расширения стальной трубы (4), выполненной из формуемой марки стали, включающий этап перемещения расширительной оправки (5), имеющей конусообразный участок (6) расширения, через трубу (4), тем самым пластически ее расширяя, отличающийся тем, что расширяют, по меньшей мере, частично сплошную трубу (4), выполненную из формуемой марки стали, которая подвергается деформационному упрочнению, не подвергаясь действию какого-либо обжатия и...
Способ изготовления термоизолированной трубы и устройство для его осуществления

Номер патента: 2445
Опубликовано: 25.04.2002
Автор: Мишкович Слободан
МПК: F16L 59/04
Метки: изготовления, способ, осуществления, термоизолированной, устройство, трубы
Формула / Реферат:
1. Способ изготовления термоизолированной трубы, при котором трубопровод (1, 44) для различных текучих сред с дополнительным оборудованием (32) и/или с гибким оборудованием (36), или без них, вталкивают в трубчатый кожух (5, 45) с помощью тележки (34) по горизонтальной направляющей (37) для тележки; на концах трубопровода размещают нижнее приспособление (10, 43) и верхнее приспособление (11, 48); с помощью принимающей тележки (40) и...
Стальной корд для усиления резиновых шин и/или конвейерных лент и способ их изготовления
Номер патента: 4583
Опубликовано: 24.06.2004
Авторы: Ваннесте Стейн, Де Рор Нико, Мерссхаут Дирк, Востин Стивен
МПК: D07B 1/06
Метки: резиновых, корд, усиления, конвейерных, лент, стальной, изготовления, шин, способ
Формула / Реферат:
1. Стальной корд для усиления резиновых шин и/или конвейерных лент, при этом стальной корд содержит прядь металлического сердечника и по меньшей мере один смежный слой стальных элементов вокруг пряди металлического сердечника, отличающийся тем, что прядь металлического сердечника покрыта полимерным материалом, при этом полимерный материал имеет минимальную толщину, причем минимальная толщина больше 0,02 мм. 2. Стальной корд по п.1, в котором...
Защищенная от коррозии железобетонная конструкция, способ ее изготовления и система для обеспечения коррозионной устойчивости стальной арматуры (варианты)
Номер патента: 5014
Опубликовано: 28.10.2004
Автор: Люблинский Ефим Я.
МПК: C23F 13/00
Метки: защищенная, способ, конструкция, арматуры, устойчивости, коррозии, обеспечения, изготовления, железобетонная, варианты, коррозионной, система, стальной
Формула / Реферат:
1. Способ изготовления железобетонной конструкции со стальными арматурными прутками, в котором упомянутые арматурные прутки заделывают в бетон, имеющий значение pH от примерно 9 до примерно 13, отличающийся тем, что упомянутые прутки имеют покрытие из практически чистого алюминия толщиной от примерно 0,25 до 2 мм, на котором имеется слой оксида, имеющий толщину от примерно 0,1 до примерно 100 мкм и содержащий оксид алюминия и/или гидроксид...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: способ, шестерни(варианты, устройство, ковкой, заготовки, изготовления, кованой, цельной
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Устройство и способ подавления выбросов
Следующий патент: Ситовый узел, предназначенный для прикрепления к выпуклой вибрационной деке грохота
Случайный патент: Триазолофталазины