Разложение отходов, образующихся при синтезе с использованием катализаторной суспензии
Формула / Реферат
1. Способ разложения сульфата аммония, поступающего с различных установок нефтепереработки с образованием потоков газообразного аммиака и газообразного сероводорода, в котором усовершенствование состоит в смешивании сульфата аммония с катализаторной суспензией, содержащей молибден и никель, в установке разложения, где сульфат аммония разлагается на сероводород и аммиак после пребывания в установке разложения в течение времени от 1,5 до 3 ч.
2. Способ по п.1, дополнительно отличающийся тем, что условия в установке разложения включают температуру в диапазоне от 400 до 1000°F (204,5-537,8°С); давление в диапазоне от 100 до 3000 psi (0,689-20,68 МПа); и расход водорода в диапазоне от 2500 до 7500 станд. куб. футов/баррель (445,3-1335,8 м3/м3).
3. Способ обработки отработанного катализатора, включающий следующие стадии: (а) подачу обезмасленной суспензии отработанного катализатора в установку извлечения металлов, где она объединяется с аммонийным выщелачивающим раствором с образованием потока, содержащего воду и сульфат аммония, потока, содержащего соединение, образованное металлами VIII группы, и потока, содержащего соединение, образованное металлами VIB группы; (b) подачу потоков, содержащих соединения металлов, в установку каталитического синтеза, где они объединяются с маслом, газообразным сероводородом, аммиаком и небольшим количеством воды с образованием активной суспензии катализатора в масле, где масло содержит сульфат аммония; (с) подачу потока, выходящего со стадии (b), в установку разложения, где он объединяется с потоком, содержащим воду и сульфат аммония стадии (а); (d) разложение сульфата аммония в объединенных потоках стадии (с) на сероводород и аммиак, потоки которых отводятся из установки разложения; (е) подачу суспензии активного катализатора в масле из установки разложения на хранение или в установку гидропереработки.
4. Способ по п.3, в котором катализаторную суспензию на стадии (а) подвергают последовательным стадиям экстракции растворителем и кристаллизации для извлечения сульфата аммония, а также соединений, содержащих металлы VIII группы и VIB группы.
5. Способ по п.4, в котором металл VIII группы представляет собой никель, а металл VIB группы представляет собой молибден.
6. Способ по п.3, в котором условия в установке каталитического синтеза включают температуру в диапазоне от 80 до 200°F (26,7-93,3°С) и давление в диапазоне от 100 до 3000 psig (фунтов на кв. дюйм изб.) (0,689-20,68 МПа).
7. Способ по п.3, в котором условия в установке разложения включают температуру в диапазоне от примерно 400°F до примерно 1000°F (204,5-537,8°С); давление в диапазоне от примерно 100 до примерно 3000 psi (0,689-20,68 МПа); расход водорода в диапазоне от 2500 до 7500 станд. куб. футов/баррель (445,3-1335,8 м3/м3) и время пребывания от 1,5 до 3 ч.
8. Способ по п.3, в котором сульфат аммония поступает в установку разложения с двумя потоками: один - из установки каталитического синтеза, другой - из установки извлечения металлов.
9. Способ по п.3, в котором аммиак и сероводород из установки разложения рециркулируют в установку извлечения металлов и в установку каталитического синтеза.
Текст
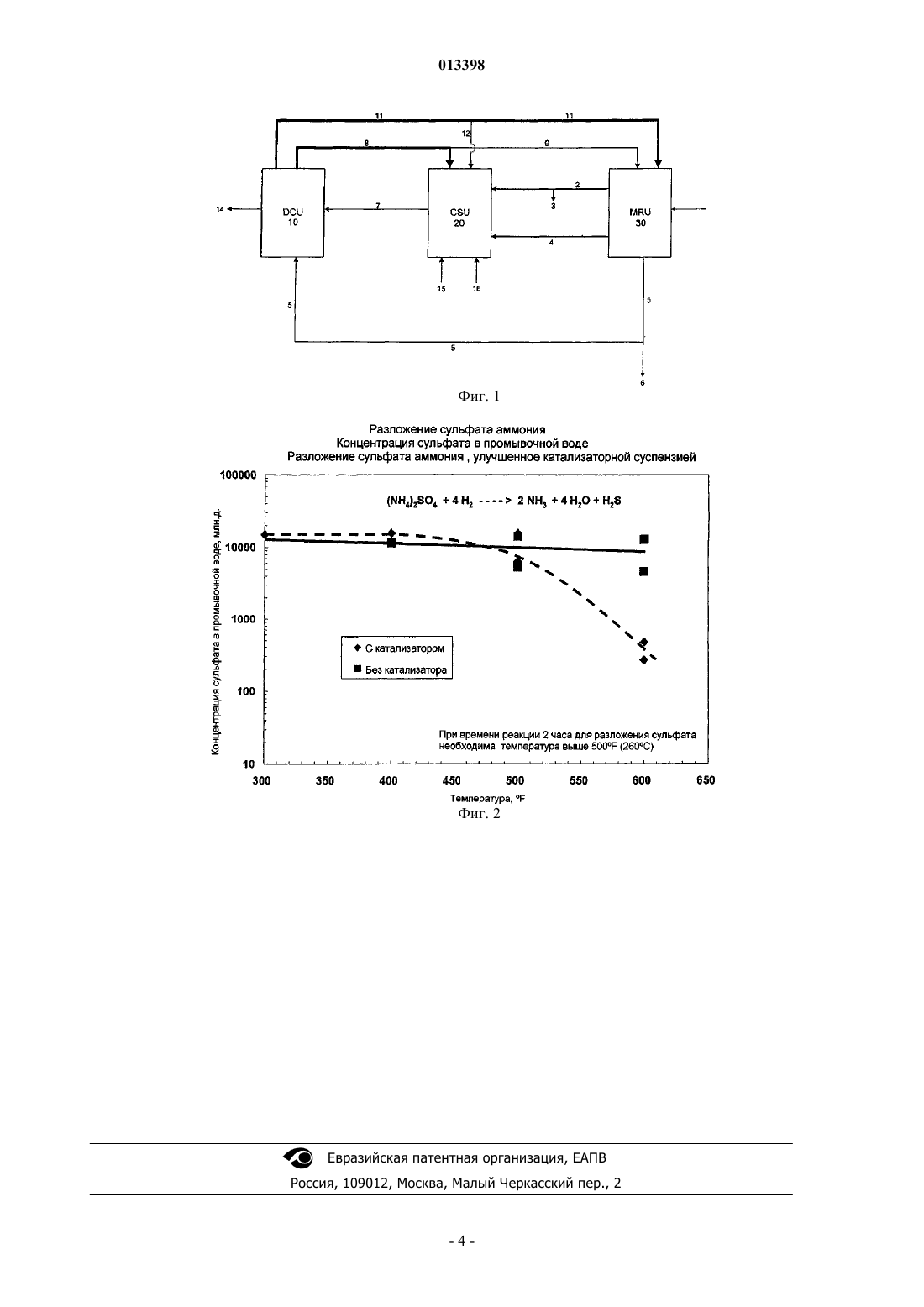
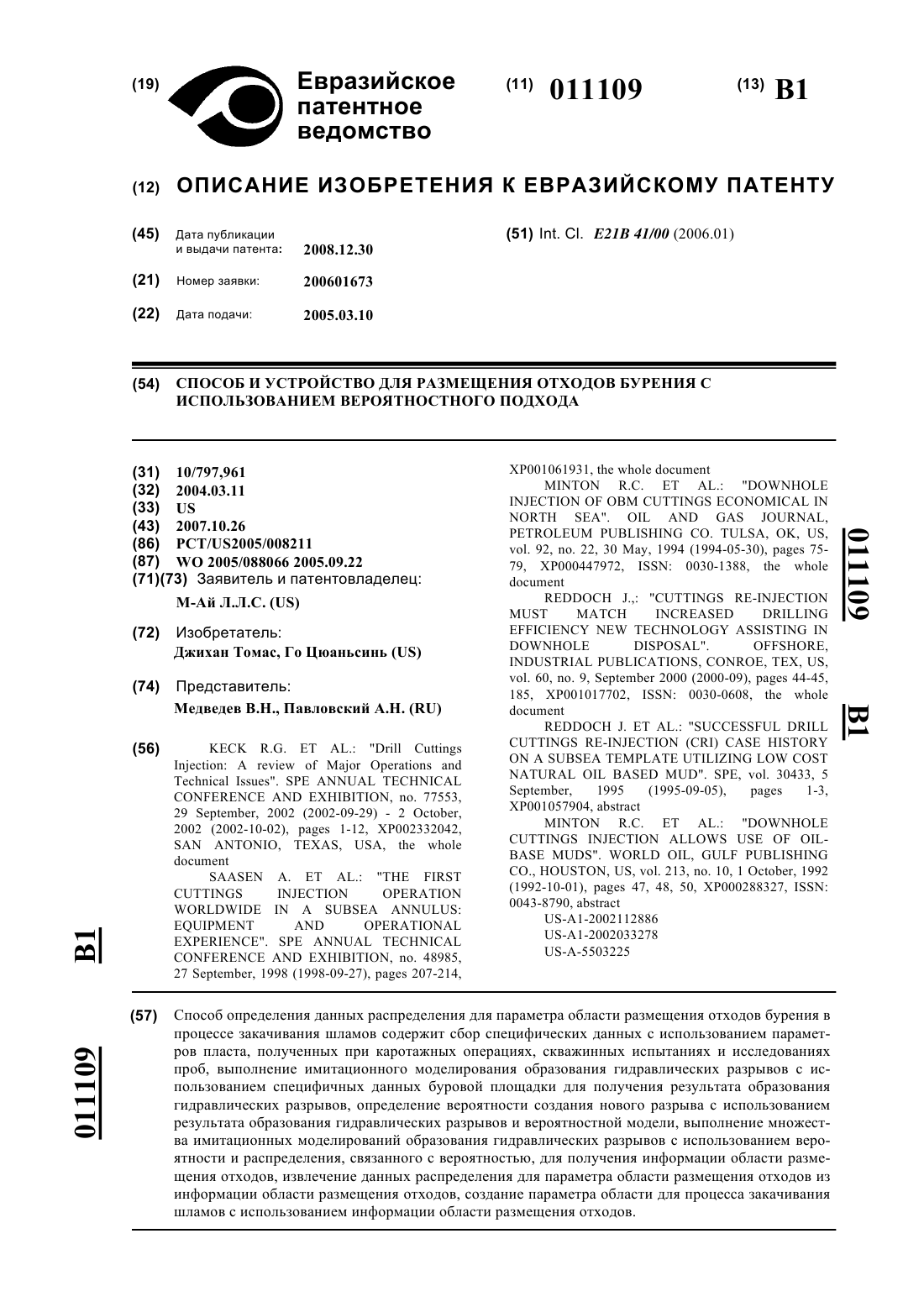
013398 Область техники, к которой относится изобретение В настоящей заявке раскрывается способ разложения сульфата аммония. Уровень техники Композиции катализаторных суспензий, способы их изготовления и их использование при гидропереработке тяжелого сырья известны в области нефтепереработки. Некоторые примеры рассмотрены ниже. В патенте США 4710486 описан способ приготовления катализатора гидропереработки углеводородного масла, представляющего собой диспергированный сульфид металла VIB группы. Стадии этого способа включают осуществление реакции водного раствора аммиака и соединения металла VIB группы,такого как оксид молибдена или оксид вольфрама, с образованием водорастворимого кислородсодержащего соединения, такого как молибдат или вольфрамат аммония. В патенте США 4970190 описан способ приготовления катализатора, представляющего собой диспергированный сульфид металла VIB группы, используемого при гидропереработке углеводородного масла. Этот катализатор промотируется металлом VIII группы. Стадии этого способа включают растворение соединения металла VIB группы, такого как оксид молибдена или оксид вольфрама, в аммиаке с образованием водорастворимого кислородсодержащего соединения, такого как молибдат или вольфрамат аммония. В патенте США 5053376 описан способ приготовления концентрата сульфидированного молибденового катализатора. Первичный концентрат катализатора получают путем смешивания друг с другом (i) углеводородного масла, содержащего компоненты с температурой кипения выше, примерно, 1050F(566C); (ii) соединения металла, выбранного из элементов II, III, IV, V, VIB, VIIB и VIII групп Периодической системы, в количестве, обеспечивающем от примерно 0,2 до 2 вес.% металла относительно углеводородного масла; (iii) элементарной серы в таком количестве, что атомное отношение серы к металлу составляет от примерно 1/1 до 8/1; затем (b) нагревают эту смесь до температуры, эффективной с точки зрения получения концентрата катализатора. В этом способе приготовления также могут быть использованы соединения аммония. При приготовлении катализаторных суспензий, подобных описанным выше, в качестве отходов возможно образование сульфата аммония. Сущность изобретения В настоящей заявке на изобретение раскрывается способ разложения сульфата аммония, источником которого могут быть различные процессы нефтепереработки. Основным источником является поток отходов установки извлечения металлов. Этот поток содержит воду и сульфат аммония. Другим, менее значительным источником может быть поток, содержащий активную катализаторную суспензию, выходящий из установки каталитического синтеза. При разложении сульфата аммония образуются потоки газообразного аммиака и газообразного сероводорода. Эти потоки могут быть различным образом использованы на нефтеперерабатывающем заводе. Они могут быть, в частности, использованы в процессах каталитического синтеза и извлечения металлов, которые иногда входят в комплекс гидропереработки с катализаторной суспензией. Большая часть образующегося аммиака может быть рециркулирована в установку извлечения металлов, тогда как большая часть сероводорода может быть рециркулирована в установку каталитического синтеза. Разложение отходов позволяет устранить примерно половину сульфата аммония, образующегося в установке извлечения металлов и в установке каталитического синтеза, расположенных последовательно. Разложение, как правило, не обеспечивает всего количества аммиака и H2SO4, необходимого для работы установок извлечения металлов и каталитического синтеза. Иногда, по мере необходимости, источником дополнительного количества H2SO4 могут выступать установки по производству серы. Присутствие сульфата аммония может вызывать закупорку оборудования, особенно на входе в реакторы, например, установки гидропереработки вакуумных остатков. Это является дополнительной причиной, по которой сульфат аммония необходимо удалять. Разложение также обеспечивает гибкость осуществления гидропереработки тяжелого масла с использованием катализаторной суспензии. В таких процессах установки извлечения металлов часто расположены после реакторов гидропереработки. При использовании изобретения, изложенного в настоящей заявке, объем сульфата аммония, подлежащего выведению, намного уменьшается. Это обеспечивает больше гибкости в отношении размещения установки извлечения металлов. Все эти преимущества, в результате, позволяют использовать катализаторную суспензию при гидропереработке более рентабельно, с меньшими последствиями для окружающей среды. Основные стадии способа разложения следующие:(a) подача обезмасленной суспензии отработанного катализатора в установку извлечения металлов,где она соединяется с аммонийным выщелачивающим раствором с образованием потока, содержащего воду и сульфат аммония, потока, содержащего соединение, образованное металлами VIII группы, и потока, содержащего соединение, образованное металлами VIB группы;-1 013398 они соединяются с маслом, газообразным сероводородом, аммиаком и небольшим количеством воды с образованием активной суспензии катализатора в масле, где масло содержит сульфат аммония;(c) подача потока, выходящего со стадии (b), в установку разложения, где он соединяется с потоком, содержащим воду и сульфат аммония, стадии (а);(d) разложение сульфата аммония в объединенных потоках стадии (с) на сероводород и аммиак, потоки которых отводятся из установки разложения;(е) подача суспензии активного катализатора в масле из установки разложения на хранение или в установку гидропереработки. Краткое описание чертежей Фиг. 1 иллюстрирует способ настоящего изобретения по разложению сульфата аммония, являющегося отходами, образующимися в установке извлечения металлов и в установке каталитического синтеза,расположенных последовательно. На фиг. 2 представлен график, отражающий относительное количество разлагаемого сульфата аммония в присутствии и в отсутствие катализаторной суспензии. Подробное описание изобретения Обезмасленную суспензию отработанного катализатора подают в установку извлечения металлов(MRU 30), где она растворяется в водном аммонийном выщелачивающем растворе (поток 11). Суспензию отработанного катализатора до этого использовали при гидропереработке. Из отработанного катализатора в ходе последовательных стадий экстракции растворителем и кристаллизации извлекают металлыVIII и VI групп, а также побочный продукт - сульфат аммония (поток 5). Металлом VIII группы является,предпочтительно, никель. Никель извлекают как поток сульфата никеля (поток 2) и направляют в установку каталитического синтеза (CSU 20). Часть потока сульфата никеля (поток 3) может отводиться с целью регулирования количества никеля, подаваемого в установку каталитического синтеза (CSU 20). Извлеченные металлы VI группы, такие как молибден, выходят из MRU с потоком 4. Если этот металл представляет собой молибден, его извлекают как поток димолибдата аммония (поток 4), который подают в установку каталитического синтеза (CSU 20). Легкие углеводороды или VGO (вакуумный газойль) (поток 15) подают в установку каталитического синтеза (CSU 20) вместе с небольшим количеством воды(поток 16). Сероводород (поток 8) вместе с небольшим количеством газообразного аммиака (поток 12) подают в установку каталитического синтеза (CSU 20). Условия в установке каталитического синтеза (CSU 20) следующие: температура в диапазоне от 80F до 200F (26,7-93,3 С), предпочтительно в диапазоне от 100F до 180F (37,8-82,2 С), наиболее предпочтительно в диапазоне от 130F до 160F (54,4-71,1 С); давление в диапазоне от 100 до 3000 psig (фунтов на кв.дюйм изб.) (0,689-20,68 МПа), предпочтительно в диапазоне от 200 до 1000 psig (1,38-6,89 МПа), наиболее предпочтительно, в диапазоне от 300 до 500 psig (2,07-3,45 МПа). Компоненты объединяются в CSU 20 с образованием суспензии активного катализатора в масле. В этом потоке также присутствует небольшое количество сульфата аммония, образовавшегося из сульфата никеля и газообразного аммония, вводимых в CSU 20. Небольшой поток воды (поток 16) предназначен для удерживания небольшого количества сульфата аммония в растворе. Это минимизирует осаждение в оборудовании. Суспензию активного катализатора в масле (поток 7) подают в установку разложения(DCU 10) для удаления сульфата аммония. Условия процесса в установке разложения (DCU 10) следующие: температура в диапазоне от примерно 400F до примерно 1000F (204,5-537,8 С), предпочтительно от примерно 500F до примерно 800F (260-426,7 С), наиболее предпочтительно от примерно 600F до примерно 700F (315,6-371,1 С); давление в диапазоне от примерно 100 до примерно 3000 psi (0,689-20,68 МПа), предпочтительно от 300 до примерно 2500 psi (2,1-17,22 МПа), более предпочтительно от примерно 500 до примерно 2000 psi (3,4413,78 МПа); расход водорода в диапазоне от примерно 2500 до примерно 7500 станд. куб. футов/баррель(445,3-1335,8 м 3/м 3), предпочтительно от примерно 5000 до примерно 6000 станд. куб. футов/баррель(890,5-1068,6 м 3/м 3). Разложение сульфата аммония на сероводород и аммиак занимает около 2 ч. Время пребывания смеси, содержащей масло, суспензию и сульфат аммония, в установке разложения составляет от 1,5 до трех часов, предпочтительно около 2 ч. Количество добавляемого аммиака основано на отношении NH3 к оксиду металла VIB группы в фунтах/фунт и, как правило, составляет от 0,1 фунта/фунт до примерно 1,0 фунта/фунт, предпочтительно, от примерно 0,15 фунта/фунт до примерно 0,5 фунта/фунт, наиболее предпочтительно от примерно 0,2 фунта/фунт до примерно 0,30 фунта/фунт. На каждый моль газообразного сероводорода, образующегося в установке разложения, образуется 2 моль аммиака. Установка разложения DCU 10 представляет собой емкостный реактор с постоянным перемешиванием (или, в качестве альтернативы, реактор с идеальным перемешиванием). Этот тип реактора применяется с целью предотвращения слипания катализатора. Сульфат аммония поступает в DCU 10 с двумя потоками, поток 7 направляется из CSU 20, но-2 013398 большая часть сульфата аммония поступает из MRU 30 с потоком 5. В DCU 10 сульфат аммония подвергают термическому разложению на газообразный аммиак и газообразный сероводород. Большую часть аммиака (поток 11) рециркулируют в установку MRU 30, небольшую часть (поток 12) рециркулируют в установку CSU 20 для превращения избытка сульфата никеля в сульфат аммония. Поток сероводорода(поток 8) подают в установку каталитического синтеза (CSU 20), а небольшую часть (поток 9) рециркулируют в установку MRU 30. Поток 6 представляет собой поток отбора сульфата аммония с целью регулирования количества аммиака, образующегося в системе в целом. Поток 14 представляет собой активную катализаторную суспензию, смешанную с VGO или легкими углеводородами. Пример На фиг. 2 представлен график зависимости концентрации сульфата в промывочной воде от температуры для двух смесей. Одна смесь представляет собой только раствор сульфата аммония. Другая смесь представляет собой раствор сульфата аммония, соединенный с содержащей молибден и никель катализаторной суспензией, приготовленной в установке каталитического синтеза. Сульфат аммония, смешанный с катализатором, начинает разлагаться на сероводород и аммиак примерно при 500F (260C). При тех же условиях в растворе, содержащем только сульфат аммония, заметных признаков разложения не наблюдается. Фиг. 2 иллюстрирует критическую важность присутствия катализаторной суспензии, такой как приготовленная в установке каталитического синтеза. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ разложения сульфата аммония, поступающего с различных установок нефтепереработки с образованием потоков газообразного аммиака и газообразного сероводорода, в котором усовершенствование состоит в смешивании сульфата аммония с катализаторной суспензией, содержащей молибден и никель, в установке разложения, где сульфат аммония разлагается на сероводород и аммиак после пребывания в установке разложения в течение времени от 1,5 до 3 ч. 2. Способ по п.1, дополнительно отличающийся тем, что условия в установке разложения включают температуру в диапазоне от 400 до 1000F (204,5-537,8 С); давление в диапазоне от 100 до 3000 psi(0,689-20,68 МПа); и расход водорода в диапазоне от 2500 до 7500 станд. куб. футов/баррель (445,31335,8 м 3/м 3). 3. Способ обработки отработанного катализатора, включающий следующие стадии: (а) подачу обезмасленной суспензии отработанного катализатора в установку извлечения металлов, где она объединяется с аммонийным выщелачивающим раствором с образованием потока, содержащего воду и сульфат аммония, потока, содержащего соединение, образованное металлами VIII группы, и потока, содержащего соединение, образованное металлами VIB группы; (b) подачу потоков, содержащих соединения металлов, в установку каталитического синтеза, где они объединяются с маслом, газообразным сероводородом, аммиаком и небольшим количеством воды с образованием активной суспензии катализатора в масле, где масло содержит сульфат аммония; (с) подачу потока, выходящего со стадии (b), в установку разложения, где он объединяется с потоком, содержащим воду и сульфат аммония стадии (а); (d) разложение сульфата аммония в объединенных потоках стадии (с) на сероводород и аммиак, потоки которых отводятся из установки разложения; (е) подачу суспензии активного катализатора в масле из установки разложения на хранение или в установку гидропереработки. 4. Способ по п.3, в котором катализаторную суспензию на стадии (а) подвергают последовательным стадиям экстракции растворителем и кристаллизации для извлечения сульфата аммония, а также соединений, содержащих металлы VIII группы и VIB группы. 5. Способ по п.4, в котором металл VIII группы представляет собой никель, а металл VIB группы представляет собой молибден. 6. Способ по п.3, в котором условия в установке каталитического синтеза включают температуру в диапазоне от 80 до 200F (26,7-93,3 С) и давление в диапазоне от 100 до 3000 psig (фунтов на кв. дюйм изб.) (0,689-20,68 МПа). 7. Способ по п.3, в котором условия в установке разложения включают температуру в диапазоне от примерно 400F до примерно 1000F (204,5-537,8 С); давление в диапазоне от примерно 100 до примерно 3000 psi (0,689-20,68 МПа); расход водорода в диапазоне от 2500 до 7500 станд. куб. футов/баррель(445,3-1335,8 м 3/м 3) и время пребывания от 1,5 до 3 ч. 8. Способ по п.3, в котором сульфат аммония поступает в установку разложения с двумя потоками: один - из установки каталитического синтеза, другой - из установки извлечения металлов. 9. Способ по п.3, в котором аммиак и сероводород из установки разложения рециркулируют в установку извлечения металлов и в установку каталитического синтеза.
МПК / Метки
МПК: C01C 1/24
Метки: отходов, катализаторной, суспензии, использованием, синтезе, разложение, образующихся
Код ссылки
<a href="https://eas.patents.su/5-13398-razlozhenie-othodov-obrazuyushhihsya-pri-sinteze-s-ispolzovaniem-katalizatornojj-suspenzii.html" rel="bookmark" title="База патентов Евразийского Союза">Разложение отходов, образующихся при синтезе с использованием катализаторной суспензии</a>
Способ и устройство для размещения отходов бурения с использованием вероятностного подхода
Номер патента: 11109
Опубликовано: 30.12.2008
Авторы: Джихан Томас, Го Цюаньсинь
МПК: E21B 41/00
Метки: бурения, устройство, подхода, размещения, отходов, использованием, вероятностного, способ
Формула / Реферат:
1. Способ определения данных распределения для параметра области размещения отходов бурения в процессе закачивания шламов, содержащий следующие стадии: сбор специфических данных с использованием параметров пласта, полученных при каротажных операциях, скважинных испытаниях и исследованиях проб; выполнение имитационного моделирования образования гидравлических разрывов с использованием специфичных данных буровой площадки для получения результата...
Способ обработки катализаторной мелочи и её устранения
Номер патента: 7585
Опубликовано: 29.12.2006
Автор: Ван Эгмонд Кор Ф.
МПК: C07C 1/20
Метки: обработки, катализаторной, способ, мелочи, устранения
Формула / Реферат:
1. Способ удаления катализаторной мелочи, образующейся в реакторе "кислородсодержащее вещество-в-олефины", включающий следующие стадии: (а) получение отходящего из реактора потока, включающего один или несколько олефиновых продуктов, причем этот отходящий из реактора поток отводят с катализаторной мелочью; (б) резкое охлаждение отходящего из реактора потока с получением жидкой фракции и резко охлажденного отходящего потока, причем жидкая фракция...
Способ переработки глинисто-солевых шламов, образующихся при производстве калийных удобрений
Номер патента: 12304
Опубликовано: 28.08.2009
Авторы: Гончар Наталья Васильевна, Воробьева Елена Викторовна, Воробьев Дмитрий Николаевич, Крутько Николай Павлович, Кириенко Валерий Михайлович, Лобанов Федор Иванович, Любущенко Александр Дмитриевич, Чередниченко Денис Викторович, Пастухов Алексей Владимирович, Варава Мария Михайловна, Воробьев Павел Дмитриевич
МПК: B01D 21/01, C05D 1/00
Метки: калийных, способ, шламов, переработки, удобрений, производстве, глинисто-солевых, образующихся
Формула / Реферат:
1. Способ переработки глинисто-солевых шламов, образующихся при производстве калийных удобрений и содержащих насыщенный солевой раствор смеси хлоридов натрия и калия, путем обработки суспензии глинисто-солевого шлама раствором флокулянта с последующим разделением твердой и жидкой фазы, отличающийся тем, что раствор флокулянта вводят перпендикулярно направлению движения потока суспензии посредством динамического миксера, вращающегося со скоростью...
Устройство для деионизации газов, в частности, образующихся при размыкании в дугогасительной камере низковольтного прерывателя цепи в литом корпусе
Номер патента: 443
Опубликовано: 26.08.1999
Авторы: Клери Ив, Килинджиан Кристофор, Риваль Марк, Бонент Серж
МПК: H01H 73/18
Метки: образующихся, деионизации, дугогасительной, частности, низковольтного, литом, устройство, камере, цепи, корпусе, газов, прерывателя, размыкании
Формула / Реферат:
1. Устройство для деионизации газов, содержащее пористый экран, расположенный вблизи выходного отверстия дугогасительной камеры низковольтного прерывателя цепи для охлаждения образующихся при размыкании газов, появляющихся при размыкании контактов после размыкания прерывателя цепи, и выполненный в виде ткани, образованной прямыми и волнистыми проволочными нитями, образующими перекрестную структуру, отличающееся тем, что волнистые проволочные...
Новый способ синтеза соединений (2s, 3аs, 7аs)-1-[(s)-аланил]-октагидро -1h-индол-2-карбоновой кислоты и применение в синтезе периндоприла
Номер патента: 5490
Опубликовано: 24.02.2005
Авторы: Мезей Тибор, Шимиг Дьюла, Порч-Маккаи Марта
МПК: C07K 5/02
Метки: кислоты, 3аs, соединений, применение, новый, синтезе, способ, периндоприла, синтеза, 7аs)-1-[(s)-аланил]-октагидро, 1h-индол-2-карбоновой
Формула / Реферат:
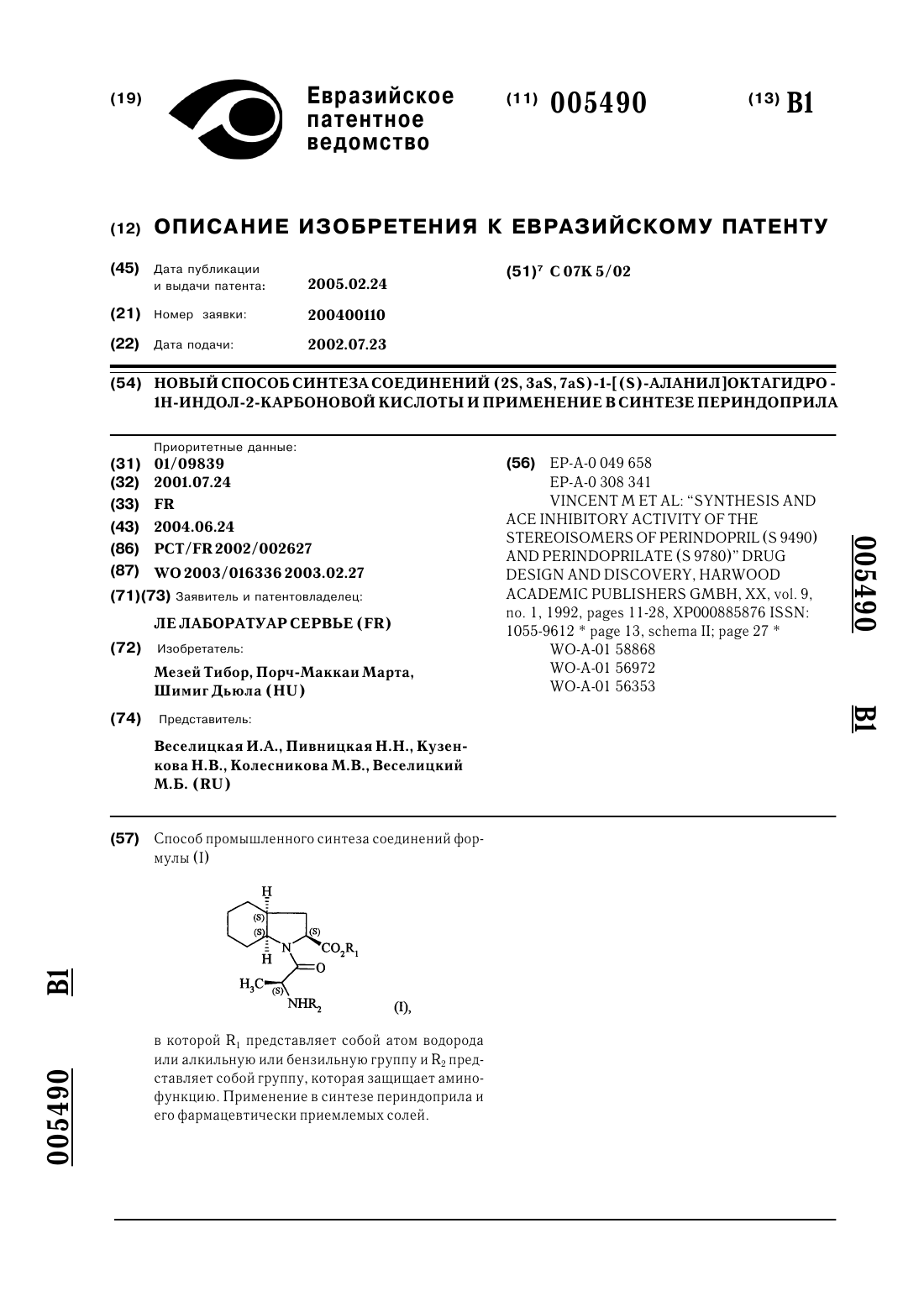
1. Способ синтеза соединения формулы (I) в которой R1 представляет собой атом водорода, линейную или разветвлённую (C1-C6)алкильную группу или бензильную группу, и R2 представляет собой группу, которая защищает аминную функцию, отличающийся тем, что сложный эфир формулы (V) в которой R1 принимает значения, указанные для формулы (I), вводят в реакцию с соединением аланина формулы (VI) в которой R2 принимает значения, указанные для формулы...
Предыдущий патент: Наполнительное устройство, машина и способ наполнения оболочек, в частности колбасных оболочек
Следующий патент: Лечение доброкачественной гиперплазии простаты селективным модулятором рецептора андрогенов ( sarm )
Случайный патент: Соединения для труб