Устройство для нанесения покрытий
Формула / Реферат
Устройство для нанесения покрытий с металлургической связью, содержащее соединенные трубопроводом для транспортировки порошка, имеющим горизонтальный участок, порошковый питатель и плазмотрон, выполненный с внешней дугой и с каналом локальной подачи порошка в катодную область дуги, в котором анодом является обрабатываемая деталь, отличающееся тем, что горизонтальный участок трубопровода соединен с каналом подачи порошка плазмотрона посредством узла выпуска транспортирующего газа, выполненного в виде цилиндра с пористыми стенками и с регулируемой действующей длиной.

Текст
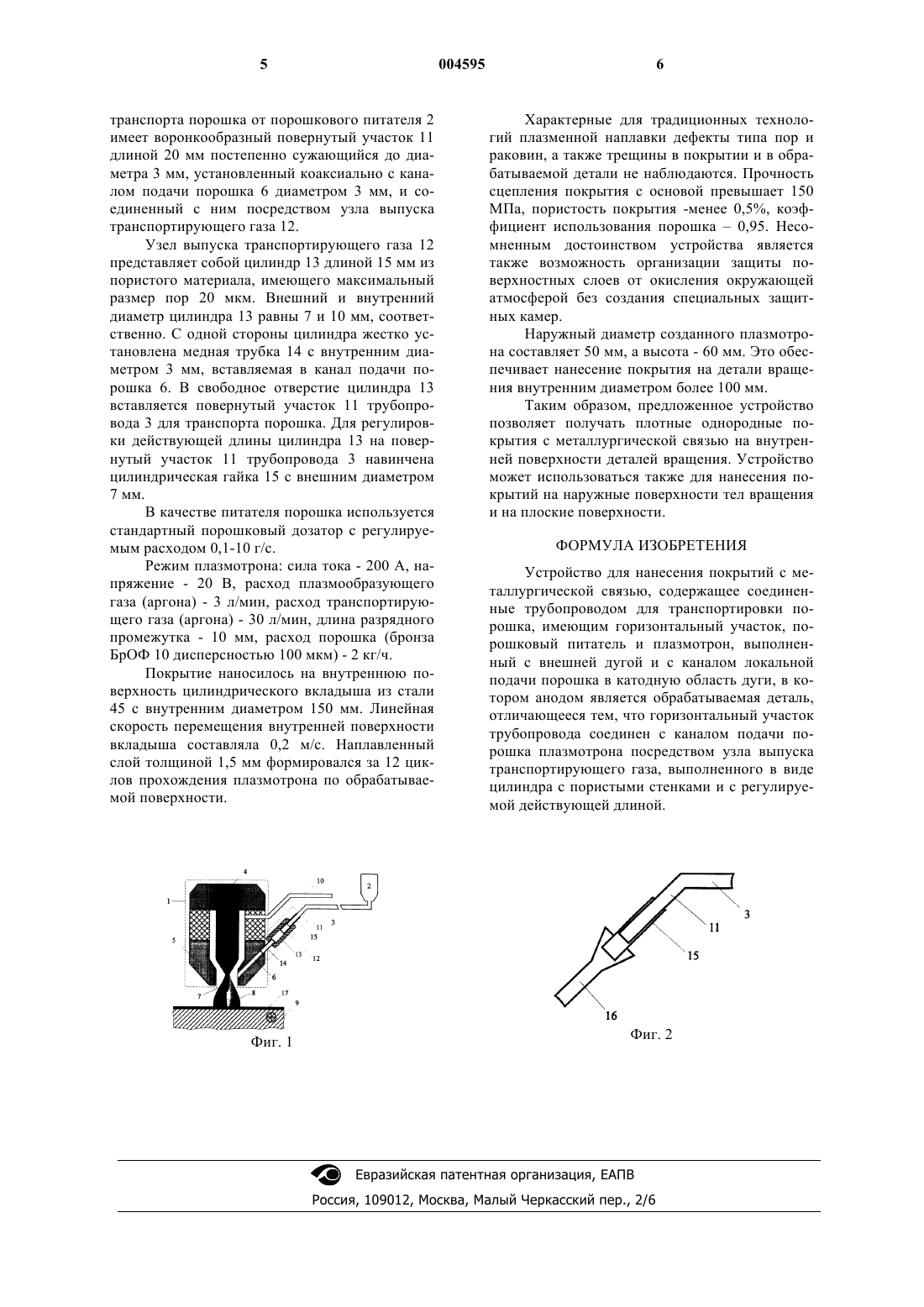
1 Изобретение относится к области нанесения антифрикционных, защитных и коррозионностойких покрытий на металлических изделиях и предназначено для использования в машиностроении, строительной технике, металлургии и т.д. Для нанесения покрытий в практике широко используются методы газотермического распыления порошковых материалов. Наиболее развитыми среди них являются методы создания покрытий плазменным напылением. Известно устройство для плазменного напыления [М.Ф.Жуков, О.П.Солоненко. Высокотемпературные запыленные струи в процессах обработки порошковых материалов. Новосибирск, 1990], содержащее струйный плазмотрон и порошковый питатель, соединенные трубопроводом для транспортировки порошка. Недостатком устройства является невозможность получения металлургической связи между отдельными частицами в покрытии из-за их быстрой кристаллизации, а также образование на их поверхности оксидных пленок. Существенны при этом и высокие растягивающие напряжения между частицами при их усадке во время кристаллизации. Известно устройство для нанесения покрытий методами плазменной наплавки[Н.Н.Дорожкин, Н.Н.Петюшев. Дуговая газопорошковая наплавка. Минск, 1989], состоящее из механизма подачи электродной проволоки, порошкового питателя и мундштука. Покрытие в данном случае образуется в процессе кристаллизации ванны жидкого металла, формируемой на упрочняемой поверхности, и введения в нее присадочного материала для придания покрытию необходимых свойств. Наплавка по сравнению с напылением обеспечивает более высокий нагрев частиц и поверхности изделия непосредственно в зоне контакта с частицей, однако приводит к сильной тепловой нагрузке на изделие. Это обусловлено высокой удельной плотностью теплового потока к изделию, которая может достигать 10 кВт/см 2. Перегрев приводит к снижению прочности основы, появлению остаточных деформаций, изменению формы и размеров деталей, ухудшению качества наплавленной поверхности, переходу в наплавленный слой элементов основного металла, возникновению пористости и хрупкости наплавленного слоя и т.д. Наиболее близким по технической сущности к заявляемому изобретению является устройство плазменной наплавки порошковыми материалами для нанесения антифрикционных,защитных и коррозионностойких покрытий,содержащее соединенные трубопроводом для транспортировки порошка порошковый питатель и плазмотрон с внешней дугой с каналом локальной подачи порошка в катодную область дуги, в котором анодом является обрабатываемая деталь [Д.В.Багино, А.И.Золотовский, 004595 2 И.П.Смягликов, В.Д.Шиманович. Исследование параметров частиц КДФ в катодной струе электрической дуги // Publ. Astron. Obs. Belgrade. 1996, 53. - P.63-66; D.V. Bagino, A.F. Iljuschenko, V.D. Shimanovich, I.P. Smyaglikov,A.I. Zolotovsky. Investigation of Heating and Acceleration of Powder Particles by Cathode PlasmaProcessing of Materials. - New York- Wallingford,1997. - Ed. P. Fauchais. - P.771-778]. Наплавляемые частицы вводятся в ламинарный поток дуговой плазмы, обусловленный катодной эмиссией и имеющий температуру свыше 15000 К. Это способствует повышению качества наплавленных слоев, имеющих металлургическую связь с основой. Недостатком указанного устройства является ограниченная возможность нанесения покрытий на внутренние поверхности цилиндрических деталей, внутренний диаметр которых незначительно превышает размеры плазмотрона. В таких устройствах трубопроводы для подачи порошка имеют горизонтально расположенные участки. Для стабильной транспортировки порошка на этих участках трубопровода требуются большие расходы транспортирующего газа. Однако большие расходы газа в плазмотрон нарушают его стабильный режим работы. Эффективная работа созданной конструкции плазмотрона для нанесения покрытий возможна только при подаче плазмообразующего газа со значительно меньшим расходом, чем требуемый для транспортировки порошка. Задачей заявляемого изобретения является создание высокоэффективного устройства для нанесения покрытий с металлургической связью на внутренние поверхности цилиндрических изделий, внутренний диаметр которых незначительно превышает размеры плазмотрона. Поставленная задача решается заявляемым устройством, которое содержит соединенные трубопроводом для транспортировки порошка порошковый питатель и плазмотрон с внешней дугой с каналом локальной подачи порошка в катодную область дуги, в котором анодом является обрабатываемая деталь. Согласно изобретению установленный горизонтально или близко к горизонтальному положению трубопровод перед соединением с каналом подачи порошка плазмотрона имеет повернутый участок коаксиальный каналу и соединенный с ним посредством узла выпуска транспортирующего газа, выполненного в виде цилиндра с пористыми стенками и с регулируемой действующей длиной. Такое устройство обеспечивает нанесение покрытий с металлургической связью без защитной камеры при подаче в качестве транспортирующего газа аргона. Снижение расхода газа, поступающего в плазмотрон, достигается выходом избыточного газа в узле выпуска транспортирующего газа. 3 Согласно второму варианту узел выпуска транспортирующего газа может быть выполнен в виде трубки, которая одним концом устанавливается в канал подачи порошка, а на другом имеет расширяющуюся воронку, в которую коаксиально помещается повернутый участок трубопровода для транспортировки порошка таким образом, чтобы между внутренней поверхностью воронки и торцом повернутого участка трубопровода оставался зазор для выхода газа. На фиг. 1 схематично представлен общий вид предлагаемого устройства. На фиг. 2 показана схема второго варианта узла выпуска транспортирующего газа. Устройство для нанесения покрытий (фиг. 1) содержит плазмотрон 1 и порошковый питатель 2, соединенные трубопроводом 3 для транспортировки порошка. Плазмотрон 1 выполнен в виде закрепленного в водоохлаждаемом держателе стержневого катода 4 и электрически изолированного от него водоохлаждаемого сопла 5 с каналом 6 локальной подачи порошка в катодную струю 7 дуги 8. Анодом плазмотрона 1 служит обрабатываемая деталь 9. Плазмообразующий газ подается по газопроводу 10. Трубопровод 3 для транспорта порошка от порошкового питателя 2 перед соединением с каналом 6 подачи порошка плазмотрона имеет повернутый участок 11 коаксиальный каналу 6 и соединенный с ним посредством узла выпуска транспортирующего газа 12. Узел выпуска газа 12 представляет собой цилиндр 13 с пористыми стенками. С одной стороны цилиндра 13 жестко установлена трубка 14, вставляемая в канал подачи порошка 6. С другой стороны в цилиндр 13 вставляется повернутая часть 11 трубопровода 3 для транспорта порошка. С целью регулировки действующей длины цилиндра 13 на повернутый участок 11 трубопровода 3 навинчивается цилиндрическая гайка 15, внешний диаметр которой равен внутреннему диаметру цилиндра 13. Возможная схема реализации узла выпуска транспортирующего газа 12 (фиг. 2) представляет собой трубку 16, которая одним концом вставляется в канал подачи порошка 6, а на другом имеет расширяющуюся воронку, в которую коаксиально помещается повернутый участок 11 трубопровода 3 таким образом, чтобы между внутренней поверхностью воронки и торцом повернутого участка трубопровода оставался зазор для выхода газа. Величина этого зазора устанавливается с помощью цилиндрической гайки 15, навинченной на повернутый участок 11 трубопровода 3. Устройство работает следующим образом. Дуговой разряд осуществляется между катодом 4 и обрабатываемой деталью 9, являющейся анодом. Для поджига дуги применяется специальный источник питания, состоящий из двух источников с общим катодом для питания вспомогательной и основной дуги. В качестве 4 вспомогательного электрода для поджига используется сопло 5. Импульс высокочастотного высоковольтного генератора, включаемого последовательно в катодную цепь, инициирует вспомогательный дуговой разряд между катодом 4 и соплом 5, который, в свою очередь,стимулирует пробой основного разрядного промежутка. Когда ток между основными электродами становится достаточным для существования самостоятельного дугового разряда, источник питания вспомогательной дуги отключается автоматически. Используемый ток дуги составляет 150-300 А, длина дугового канала - 8-15 мм, диаметр выходного отверстия сопла - 4-8 мм, расход плазмообразующего газа - аргона -2-5 л/мин. Порошок от порошкового питателя транспортируется по трубопроводу 3 с расходом аргона 10-50 л/мин. На повернутом участке 11 трубопровода 3 частицы порошка приобретают направленную скорость. Экспериментально установлено, что для формирования однородного потока частиц длина повернутого участка 11 трубопровода 3 должна быть не меньше двух его диаметров. После узла выпуска транспортирующего газа 12, через который выбрасывается практически весь транспортирующий газ, частицы порошка движутся по инерции в канале подачи порошка 6 и попадают в катодную струю 7 дуги 8. В результате действия высоких тепловых потоков, реализуемых в плазме катодной струи короткой дуги, частицы порошковых материалов нагреваются до образования жидких капель с малой вязкостью. Значительная часть массы частиц порошка в плазме переходит в мелкодисперсную и паровую фазы, что способствует формированию плотных однородных покрытий. Зоной транспортировки частиц является ламинарный поток плазмы короткой дуги 8, что препятствует их окислению. Для предотвращения перегрева обрабатываемой детали используется ее принудительное охлаждение. Покрытие 17 формируется за один или несколько циклов прохождения плазмотрона 1 по обрабатываемой поверхности в результате вращения обрабатываемой детали 9 и одновременного возвратнопоступательного перемещения плазмотрона 1 вдоль ее оси. Сущность изобретения иллюстрируется примером конкретного выполнения. Пример. Разработано и изготовлено устройство для нанесения покрытий с металлургической связью на внутренние поверхности цилиндрических деталей. Плазмотрон 1 содержит закрепленный в водоохлаждаемом держателе стержневой вольфрамовый катод 4 диаметром 6 мм и электрически изолированное от него водоохлаждаемое медное сопло 5 с каналом подачи порошка 6. Медный трубопровод 3 диаметром 5 мм для транспорта порошка от порошкового питателя 2 имеет воронкообразный повернутый участок 11 длиной 20 мм постепенно сужающийся до диаметра 3 мм, установленный коаксиально с каналом подачи порошка 6 диаметром 3 мм, и соединенный с ним посредством узла выпуска транспортирующего газа 12. Узел выпуска транспортирующего газа 12 представляет собой цилиндр 13 длиной 15 мм из пористого материала, имеющего максимальный размер пор 20 мкм. Внешний и внутренний диаметр цилиндра 13 равны 7 и 10 мм, соответственно. С одной стороны цилиндра жестко установлена медная трубка 14 с внутренним диаметром 3 мм, вставляемая в канал подачи порошка 6. В свободное отверстие цилиндра 13 вставляется повернутый участок 11 трубопровода 3 для транспорта порошка. Для регулировки действующей длины цилиндра 13 на повернутый участок 11 трубопровода 3 навинчена цилиндрическая гайка 15 с внешним диаметром 7 мм. В качестве питателя порошка используется стандартный порошковый дозатор с регулируемым расходом 0,1-10 г/с. Режим плазмотрона: сила тока - 200 А, напряжение - 20 В, расход плазмообразующего газа (аргона) - 3 л/мин, расход транспортирующего газа (аргона) - 30 л/мин, длина разрядного промежутка - 10 мм, расход порошка (бронза БрОФ 10 дисперсностью 100 мкм) - 2 кг/ч. Покрытие наносилось на внутреннюю поверхность цилиндрического вкладыша из стали 45 с внутренним диаметром 150 мм. Линейная скорость перемещения внутренней поверхности вкладыша составляла 0,2 м/с. Наплавленный слой толщиной 1,5 мм формировался за 12 циклов прохождения плазмотрона по обрабатываемой поверхности. 6 Характерные для традиционных технологий плазменной наплавки дефекты типа пор и раковин, а также трещины в покрытии и в обрабатываемой детали не наблюдаются. Прочность сцепления покрытия с основой превышает 150 МПа, пористость покрытия -менее 0,5%, коэффициент использования порошка 0,95. Несомненным достоинством устройства является также возможность организации защиты поверхностных слоев от окисления окружающей атмосферой без создания специальных защитных камер. Наружный диаметр созданного плазмотрона составляет 50 мм, а высота - 60 мм. Это обеспечивает нанесение покрытия на детали вращения внутренним диаметром более 100 мм. Таким образом, предложенное устройство позволяет получать плотные однородные покрытия с металлургической связью на внутренней поверхности деталей вращения. Устройство может использоваться также для нанесения покрытий на наружные поверхности тел вращения и на плоские поверхности. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для нанесения покрытий с металлургической связью, содержащее соединенные трубопроводом для транспортировки порошка, имеющим горизонтальный участок, порошковый питатель и плазмотрон, выполненный с внешней дугой и с каналом локальной подачи порошка в катодную область дуги, в котором анодом является обрабатываемая деталь,отличающееся тем, что горизонтальный участок трубопровода соединен с каналом подачи порошка плазмотрона посредством узла выпуска транспортирующего газа, выполненного в виде цилиндра с пористыми стенками и с регулируемой действующей длиной.
МПК / Метки
МПК: C23C 4/12, B23K 10/00, B05B 7/22
Метки: покрытий, устройство, нанесения
Код ссылки
<a href="https://eas.patents.su/4-4595-ustrojjstvo-dlya-naneseniya-pokrytijj.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для нанесения покрытий</a>
Устройство для нанесения покрытий под давлением
Номер патента: 2873
Опубликовано: 31.10.2002
Автор: Пэнкейк Юджин А.
МПК: B05C 1/08
Метки: давлением, нанесения, устройство, покрытий
Формула / Реферат:
1. Устройство нанесения покрытия под давлением для нанесения покрытия на тонколистовой материал, в котором указанное устройство нанесения покрытия под давлением содержит подающее сопло для нанесения жидкости, при этом в состав указанного подающего сопла входит заднее уплотнение, которое выполнено в виде полоски из гибкого материала. 2. Устройство нанесения покрытия под давлением по п.1, в состав которого также входят гидродинамические торцевые...
Устройство для нанесения покрытий
Номер патента: 1208
Опубликовано: 25.12.2000
Авторы: Келли Дэвид Р., Джонсон Кристиан Е., Бин Гленн Л., Лашмор Дэвид С.
МПК: B05B 5/00, C25D 17/00, B05C 3/00...
Метки: устройство, нанесения, покрытий
Формула / Реферат:
1. Устройство для нанесения покрытий, содержащее неперфорированный контейнер для приёма покрываемых частиц и электролита, операционно связанный с контейнером узел для вырабатывания псевдоожиженного слоя, включающий привод, обеспечивающий упомянутому контейнеру линейное и/или угловое перемещение, узел обеспечения прохождение тока через электролит, при этом контейнер имеет основание, центральная часть которого окружена углублением для перемещения...
Камера для нанесения покрытий распылением и циркуляционная система для рабочего помещения.
Номер патента: 935
Опубликовано: 26.06.2000
Автор: Вельти Роберт
МПК: B05B 15/12
Метки: помещения, камера, распылением, циркуляционная, нанесения, система, покрытий, рабочего
Формула / Реферат:
1. Камера для нанесения покрытий распылением для обработки со всех сторон изделий, в частности автомобилей, содержащая внутреннее пространство (1а), окруженное боковыми стенками (4, 5), по меньшей мере, одним закрываемым проемом (6) для ворот, потолком (3) и поверхностью пола (2), и вентиляционную установку (20) для ввода воздуха во внутреннее пространство (1а) и вывода воздуха из внутреннего пространства (1а), причем введенный воздух может...
Способ нанесения износостойких покрытий и повышения долговечности деталей
Номер патента: 2682
Опубликовано: 29.08.2002
Авторы: Падеров Анатолий Николаевич, Векслер Юрий Генрихович
МПК: C23C 14/06
Метки: покрытий, износостойких, повышения, нанесения, способ, долговечности, деталей
Формула / Реферат:
1. Способ нанесения износостойких покрытий на металлические поверхности деталей и изделий, указанный способ включает 1.1. использование камеры ионно-плазменного осаждения; 1.2. размещение внутри указанной камеры ионно-плазменного осаждения обрабатываемых деталей или изделий в качестве анода; 1.3. размещение в указанной камере катодов, состоящих из металлов IVА-VIА групп и/или сплавов этих металлов; 1.4. создание в указанной камере атмосферы...
Вакуумный модуль (его варианты) и система модулей для нанесения покрытий на подложку
Номер патента: 3148
Опубликовано: 27.02.2003
Авторы: Левчук Николай Евгеньевич, Хохлов Александр Евгеньевич, Марышев Сергей Павлович, Ширипов Владимир Яковлевич
МПК: C23C 14/54
Метки: модуль, покрытий, вакуумный, его, варианты, нанесения, подложку, модулей, система
Формула / Реферат:
1. Вакуумный модуль для нанесения покрытий на подложку, включающий вакуумную камеру, снабженную отверстием, предназначенным для установки подложки, уплотнительным элементом и технологическим устройством, предназначенным для нанесения покрытий, вакуумный затвор, установленный в плоскости, параллельной плоскости отверстия вакуумной камеры и предназначенный для отделения части объема камеры с технологическим устройством от отверстия, и механизм...
Предыдущий патент: Способ лечения устойчивой к медикаментам инфекции mycobacterium tuberculosis
Следующий патент: Система и способ утилизации или нейтрализации нежелательных материалов отходов (варианты)
Случайный патент: Способ и устройство для гидроабразивной резки