Способ нанесения износостойких покрытий и повышения долговечности деталей
Номер патента: 2682
Опубликовано: 29.08.2002
Авторы: Векслер Юрий Генрихович, Падеров Анатолий Николаевич
Формула / Реферат
1. Способ нанесения износостойких покрытий на металлические поверхности деталей и изделий, указанный способ включает
1.1. использование камеры ионно-плазменного осаждения;
1.2. размещение внутри указанной камеры ионно-плазменного осаждения обрабатываемых деталей или изделий в качестве анода;
1.3. размещение в указанной камере катодов, состоящих из металлов IVА-VIА групп и/или сплавов этих металлов;
1.4. создание в указанной камере атмосферы газа, выбранного из группы нейтральных и реакционных газов и их смесей;
1.5. осуществление при необходимости ионной очистки поверхности деталей или изделий;
1.6. осуществление избирательного ионно-плазменного осаждения множества слоев покрытия, причем, по меньшей мере, один слой (а) состоит из указанных металлов, их смесей или сплавов замещения, второй слой (в) - из растворов неметаллических атомов азота, бора, углерода в этих металлах и третий слой (с) - из химических соединений указанных металлов с неметаллами в виде нитридов, карбидов, боридов и их смесей;
1.7. обработку одного или более указанных слоев путем имплантации в них высокоэнергетических неметаллических ионов;
1.8. охлаждение и выгрузку деталей или изделий из указанной камеры.
2. Способ по п.1, отличающийся тем, что детали или изделия после охлаждения и выгрузки подвергают упрочняющей виброобработке микрошариками и/или ионной имплантации неметаллическими атомами.
3. Способ по п.1, где указанные детали или изделия изготовлены из титана, сталей или сплавов на основе никеля.
4. Способ по п.1, где указанные катоды выбираются из сплавов титана, сталей или сплавов на основе никеля, которые после осаждения дают состав, аналогичный основе материала детали или изделия.
5. Способ по п.1, где множество слоев покрытия составляет от 3 до 500, причем указанные а, в, с последовательно чередуют.
6. Способ по п.4, где толщины указанных слоев а, в, с находятся в соотношении 1,0:2,0:2,5.
7. Способ по п.1, включающий предварительное осаждение микрослоя из скандия, иттрия или редкоземельного металла толщиной 0,02-0,08 мк до начала стадии избирательного осаждения (1.6).
8. Способ по п.1, где реакционными газами являются азот, ацетилен, метан или диборан.
9. Способ по п.1, где ионную имплантацию проводят ионами аргона, или углерода, или бора при ускоряющих напряжениях 10-50 кВ, дозах облучения 1014-1018 ион/см2 и энергией ионов 5Ч103-1Ч105 эВ.
10. Способ по п.1, где указанная стадия ионно-плазменного осаждения (1.6) включает
(а) осаждение слоя скандия в атмосфере аргона,
(б) осаждение титанового слоя в атмосфере аргона,
(в) осаждение и имплантацию азотом слоя твердого раствора азота в титане в газовой смеси азота и аргона,
(г) осаждение и имплантацию азотом слоя нитрида титана в атмосфере азота,
(д) осаждение слоя циркония в аргоне,
(ж) осаждение и имплантацию азотов твердого раствора азота в цирконии в атмосфере смеси азота и аргона,
(з) осаждение и имплантацию азотом нитрида циркония в атмосфере азота,
(и) повторение указанных стадий (б)-(з) для получения указанного множества слоев.
11. Способ по п.1, где указанная стадия осаждения (1.6) включает
(а) осаждение первого слоя сплавов титана и циркония в инертном газе,
(б) осаждение и имплантацию азотом сплавов титана и циркония с азотом в смеси инертного газа и азота,
(в) осаждение и имплантацию азотом нитридов титана и циркония в атмосфере азота,
(г) повторение указанных стадий (а)-(в) для получения необходимого множества слоев,
(д) ионную имплантацию аргоном нанесенного покрытия.
12. Способ по п.1, где указанная стадия осаждения (1.6) включает
(а) осаждение сплавов титана и циркония в инертном газе,
(б) осаждение сплавов титана и циркония с бором в смеси инертного газа с дибораном,
(в) осаждение и имплантацию бором боридов титана и циркония,
(г) повторение указанных стадий (а)-(в) для получения необходимого множества слоев,
(д) ионную имплантацию аргоном нанесенного многослойного покрытия.
13. Способ по п.1, где указанные детали являются лопатками компрессоров газовой турбины или ее частями.
14. Износостойкое покрытие металлических поверхностей, включающее нанесенные на поверхность ионно-плазменным осаждением, по меньшей мере, один слой из металла IVА-VIА групп, их смесей или сплавов замещения, по меньшей мере, один слой растворов неметаллических атомов азота, углерода, бора в указанных металлах, по меньшей мере, один слой из химических соединений указанных металлов с неметаллами в виде нитридов, карбидов или боридов и их смесей, по меньшей мере, в один из любых указанных слоев имплантированы высокоэнергетические ионы, выбранные из группы , включающей ионы аргона, азота, углерода или бора.
15. Детали и изделия, имеющие покрытия, нанесенные способом по любому из пп.1-12.
16. Детали и изделия, имеющие покрытия согласно п.14.
Текст
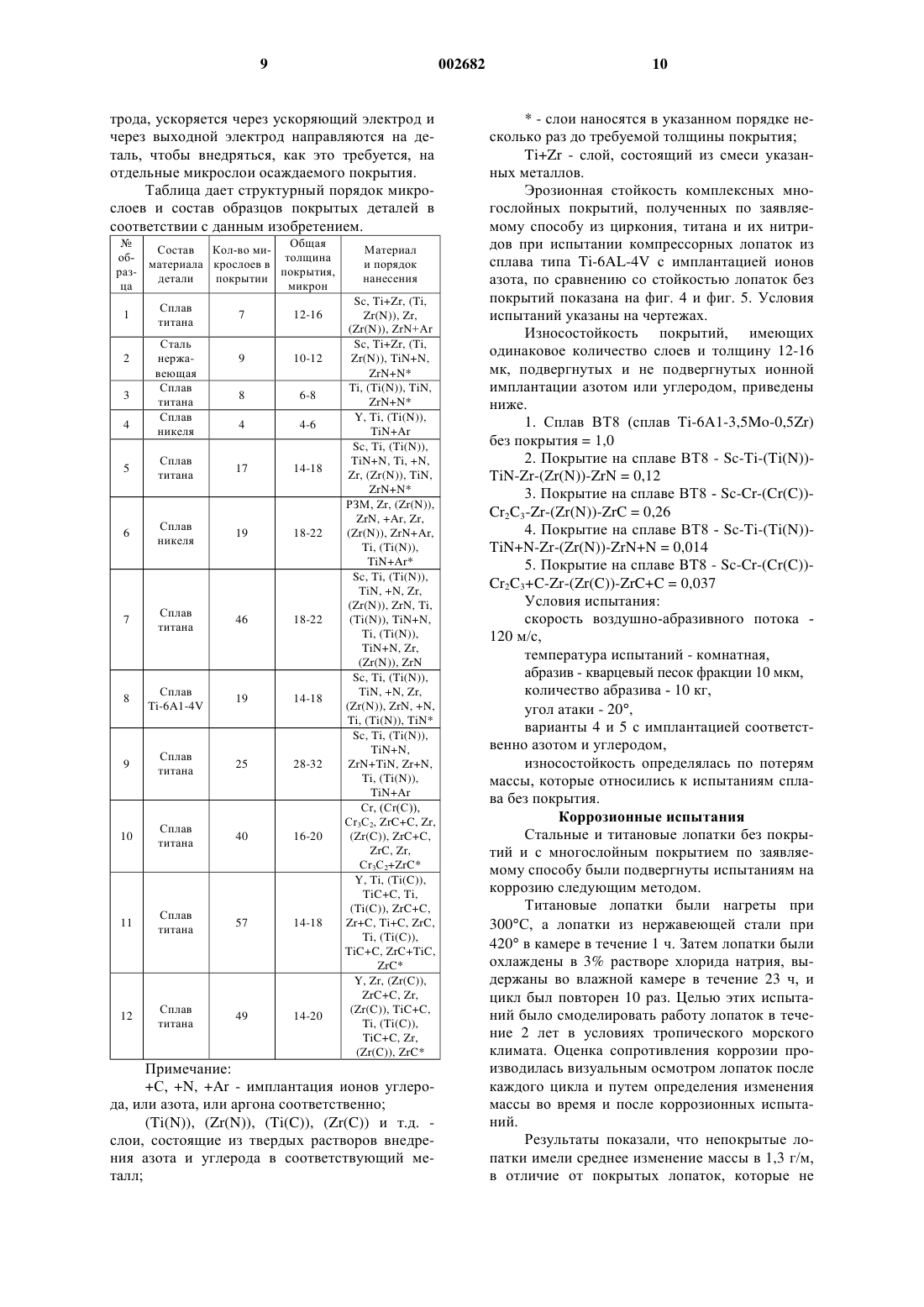
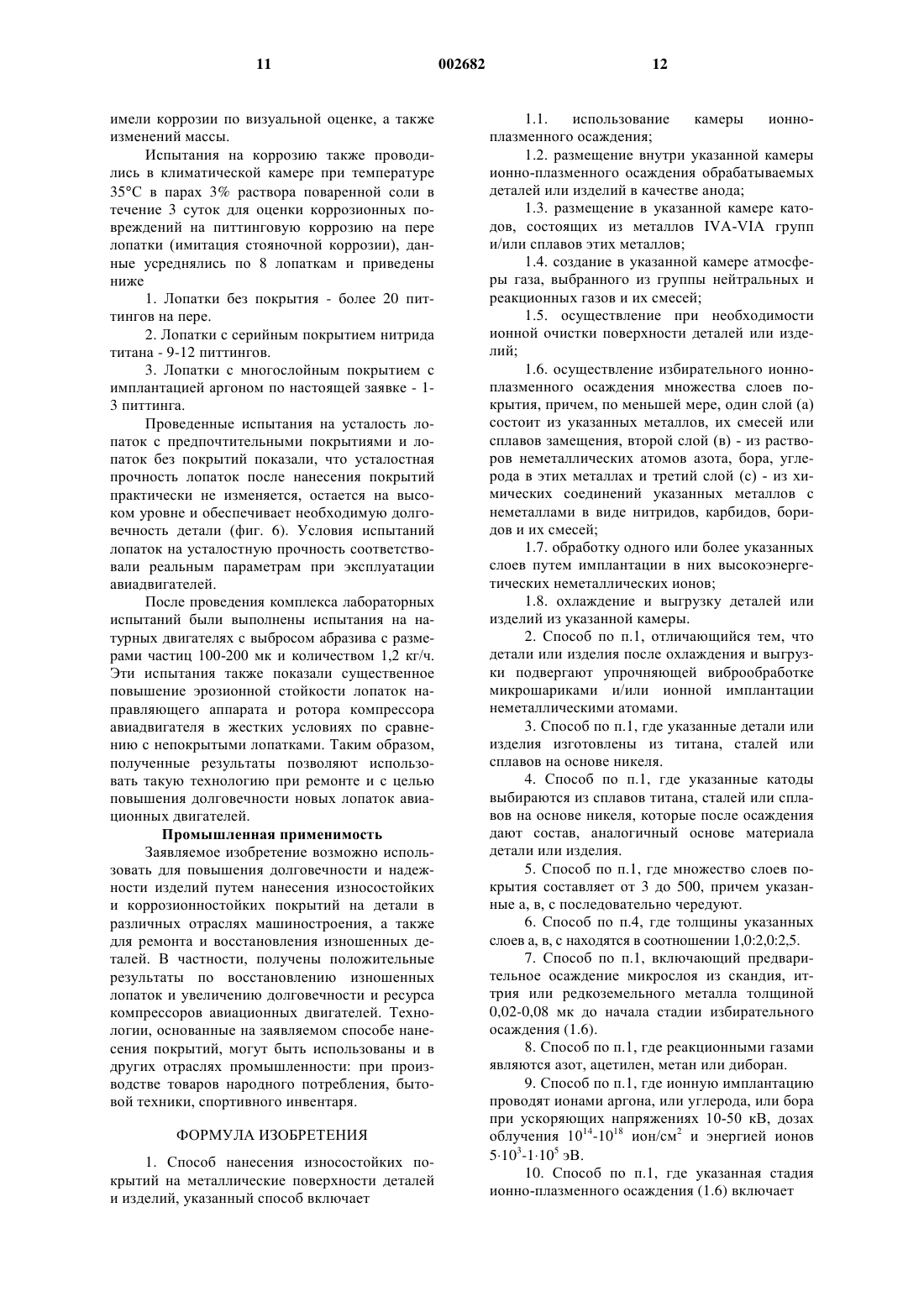
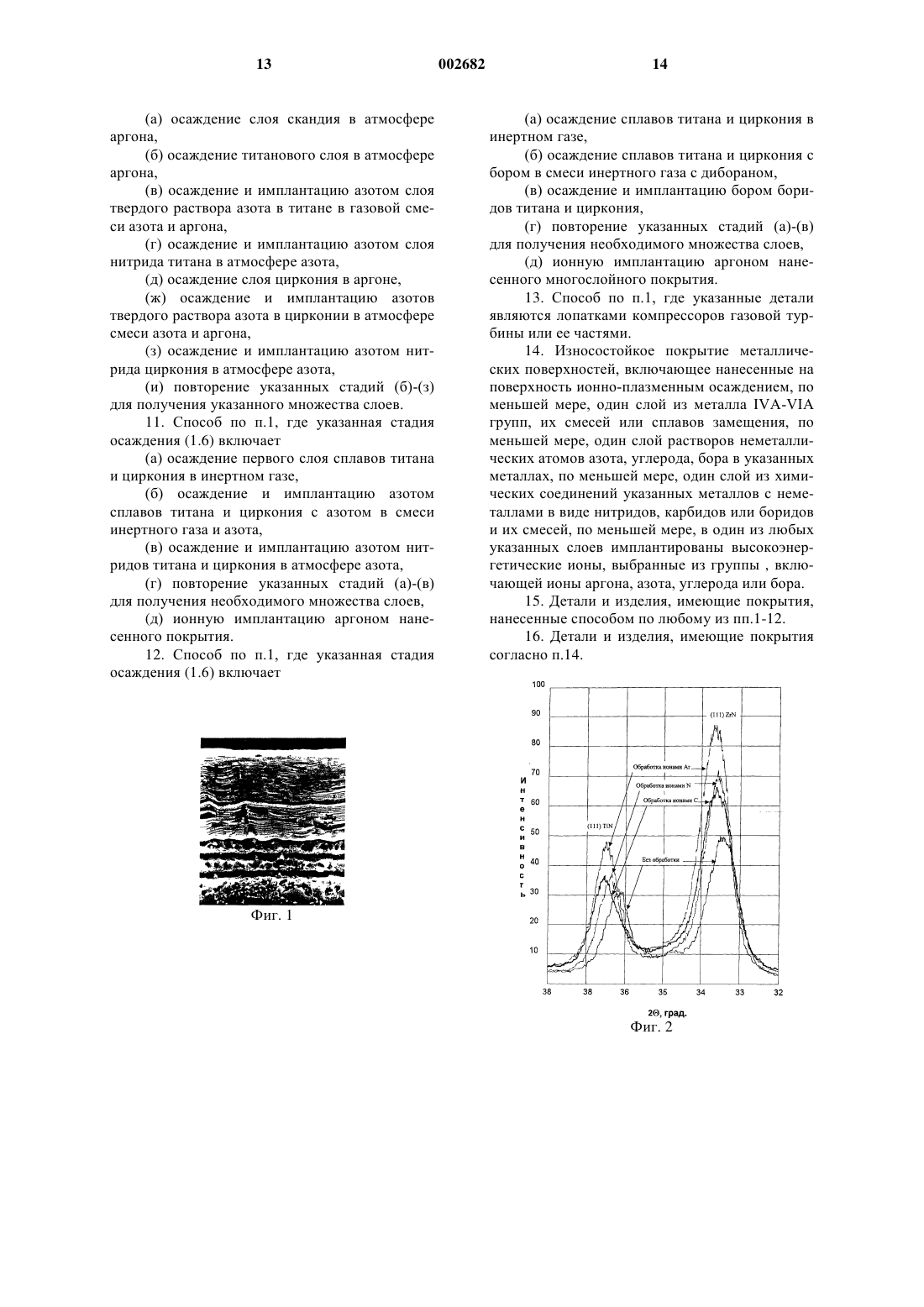
1 Область техники Настоящее изобретение относится к области металлургии и машиностроения, а именно к разработке способов повышения долговечности и надежности деталей машин, а также к обеспечению ремонта и восстановления свойств деталей, в частности лопаток газовых турбин и преимущественно лопаток компрессоров авиационных двигателей, путем нанесения покрытий на металлические поверхности. Предшествующий уровень техники Самолеты и вертолеты с газотурбинными двигателями часто эксплуатируются в условиях значительной запыленности воздушного потока,а также высокой влажности морской среды с агрессивными компонентами коррозионной активности. Такие условия работы приводят к воздушно-абразивной эрозии и коррозии деталей авиадвигателей, особенно лопаток компрессоров. Происходит изменение геометрических размеров лопаток, снижение эксплуатационных характеристик, потеря мощности, увеличение расхода топлива и значительный рост расходов на техническое обслуживание и ремонт двигателей. Применение пылезащитных устройств для предотвращения таких процессов недостаточно эффективно. Изношенные лопатки обычно восстанавливаются путем полировки кромки профиля или заменяются новыми. Так как лопатки компрессоров изготавливают из сплавов на основе титана или высоколегированных сталей, которые имеют высокую стоимость и трудно обрабатываются, то ремонт двигателей становится очень дорогим. Известен способ нанесения покрытий, устойчивых к эрозии и коррозии (Патент США 49045420 от 27.02.1990 г., пересмотренный подRe 34173 от 02.02.1993 г. для MidwestResearch Technologies Inc.), который описывает покрытие, состоящее из множества чередующихся металлических и керамических слоев. Два материала, выбранные для этих слоев, имеют дополняющие друг друга характеристики сопротивления износу - один из них пластичен,а другой тверд и хрупок. Предпочтительно используют радиочастотное распыление для нанесения покрытия, так как оно не вызывает чрезмерного нагрева, который может оказаться неприемлемым для детали, на которую нанесено покрытие. Также известны патенты РФ ( 2061090,БИ 15, 1996, и 2106429, БИ 7, 1998), в которых описаны методы нанесения многослойных покрытий на детали и инструмент, в том числе из переходных металлов, а в качестве адгезионного слоя перед нанесением покрытия предлагается нанесение циркония или между слоями металлов предлагается нанесение оксидов металла. Известен также способ осаждения тонких пленок CNX с имплантацией ионов азота из 2 плазмы (Патент США 5580429 от 03.12.1996 г. для Северо-Восточного Университета). В нем описан вакуумный дуговой источник с системой плазменно-ионной имплантации для нанесения тонких покрытий на подложки. Как катодные, так и анодные вакуумные дуговые источники (CAVAD) используются для создания плазмы твердых материалов катода или анода в катодной или анодной дуге соответственно. Газы, например водород или азот, могут находиться в пленках путем создания фоновой плазмы (плазмы заднего плана) требуемого газа с использованием энергии RF, термоионной эмиссии или последующей ионизации газа, проходящего через дугу или вокруг субстрата. Применяются высокие отрицательные импульсы для извлечения ионов и обеспечения их необходимой энергией при образовании тонкой пленки с целью получения требуемого покрытия с переменным соотношением углерод/азот. Известен также способ (Патент РФ 2062818 БИ 18 от 27.06.96) нанесения металлосодержащих покрытий на крупноразмерные подложки в вакууме, включающий очистку подложки пучком ионов инертного газа и нанесение металлосодержащего покрытия на подложку катодным распылением в разряде инертного газа при одновременной бомбардировке подложки пучком ионов инертного газа, который формируется ускорителем с замкнутым дрейфом электронов и энергии ионов инертного газа 50-150 эВ, который является наиболее близким по технической сущности к предполагаемому изобретению. Однако патенты США 4904542,5580429 и патенты РФ 2062818, 2061090 и 2106429 не рассматривают вопросы долговечности и износостойкости деталей, и особенно поверхности лопаток авиационных двигателей, к которым предъявляется определенный комплекс различных требований по износостойкости,коррозионной стойкости, сохранению уровня механических, и особенно усталостных свойств. Следовательно, существует необходимость повышения эрозионной и коррозионной стойкости и следовательно надежности и долговечности деталей различных машин, приборов и оборудования, и особенно лопаток компрессоров газотурбинных двигателей, с использованием вакуумно-плазменных технологий и ионной имплантации. Раскрытие изобретения Целью данного изобретения является создание такого способа нанесения покрытия на металлические поверхности, в частности на детали машин, паровых и газовых турбин, а еще более конкретно - на лопатки компрессора авиационного двигателя, который обеспечивал бы повышенное сопротивление эрозии, коррозии и сохранял достаточный уровень механических свойств, главным образом усталости. 3 Еще одной целью изобретения является восстановление размеров деталей, поврежденных эрозией или коррозией, в частности профиля лопатки компрессора авиадвигателя, до исходной геометрической формы и качества поверхности. Поставленные цели достигаются тем, что наносится многослойное покрытие, как минимум трех- или четырехслойное, при определенном соотношении толщины и состава микрослоев. Под термином "микрослой" в данной заявке подразумевается слой чистого металла, многокомпонентных сплавов замещения или внедрения неметаллических атомов в этих металлах или фаз внедрения на основе этих металлов, т.е. их карбиды, нитриды, бориды или сложные соединения этих фаз - карбонитриды, карбобориды и т.п. Нанесение покрытия производят ионноплазменным осаждением, упомянутое покрытие состоит из подмикрослоя из скандия, иттрия или редкоземельных металлов - лантана и лантаноидов - и множества микрослоев, каждый из которых состоит из металлов гр. IVA-VIA периодической системы (Ti, Zr, Hf, V, Nb, Та, Cr, Mo,W) или их сплавов, твердых растворов элементов внедрения в этих металлах (углерода, азота,бора) и их нитридов, карбидов илиборидов,причем один или несколько из этих микрослоев были подвергнуты имплантации высокоэнергетических неметаллических ионов (аргона, азота,углерода, бора). Микрослои из металлов, или многокомпонентного сплава, или соединения металлнеметалл, нанесенные с помощью ионов или нейтральных частиц в среде подходящего инертного газа или реакционного неинертного газа, таких как азот, метан, ацетилен, диборан,должны осаждаться требуемой толщиной, преимущественно 0,1-10 мк. Микрослой может быть дискретным слоем, отличающимся от примыкающего основного материала детали, или другого, ранее нанесенного микрослоя, или может составлять с ними некоторую смесь. Каждый микрослой может представлять собой чистый металл или сплав металлов, если при осаждении активированы одновременно несколько катодов. Множество микрослоев подбирается путем напуска в рабочую камеру соответствующей газовой атмосферы и активации соответствующих катодов. Способ нанесения покрытия позволяет выбирать количество и порядок чередования необходимых слоев и их ионную имплантацию атомами инертного газа или неинертных реакционных газов в зависимости от конкретных требований,которые обусловлены рабочими характеристиками детали и изделия в целом. Например, для лопаток направляющего аппарата компрессоров авиадвигателей важно иметь высокую твердость и износостойкость поверхности, при этом усталостные характеристики основного сплава не 4 являются лимитирующим фактором, так как лопатки не испытывают больших усталостных нагрузок. Рабочие лопатки, напротив, очень чувствительны к сохранению уровня усталостных характеристик, так как они подвергаются значительным переменным напряжениям. Поэтому покрытия для направляющих и рабочих лопаток могут иметь различную толщину, состав и количество слоев. Заявляемый способ предусматривает нанесение, как минимум, трех функциональных микрослоев: 1 - демпфирующий и коррозионностойкий микрослой, обеспечивает релаксацию напряжений между твердыми слоями, возникающих при эрозионном воздействии, и сплошность от проникновения коррозионно-активных сред и представляет собой один из переходных металловIVA-VIA групп или сплавы замещения на основе этих металлов, осаждается в атмосфере нейтрального газа и имеет толщину в диапазоне 0,02-5 мк; 2 - армирующий слой, который обеспечивает плавный переход к высокотвердому слою и состоит, в основном, из твердых растворов внедрения азота, бора, углерода на базе переходных металлов второго слоя, осаждается в атмосфере смеси из нейтрального и реакционного газа (соответственно азота, или диборана, или метана,или ацетилена) и имеет толщину 0,04-10 мк; 3 - износостойкий, высокотвердый микрослой, обеспечивающий сопротивление абразивным частицам при эрозии, состоит из фаз внедрения типа нитридов, боридов, карбидов или их сложных соединений на основе этих же переходных металлов, осаждается в атмосфере соответствующих реакционных газов и имеет толщину 0,1-12,5 мк. Кроме того, на поверхность детали или между слоями могут наносится адгезионные подмикрослои, обеспечивающие прочную связь покрытия с поверхностью детали или микрослоев между собой, которые наносятся из катода,состоящего из скандия, иттрия или редкоземельного металла или сплава с этими металлами в нейтральном газе и имеет обычно толщину 0,02-0,8 мк. Осаждение каждого из указанных выше функциональных слоев обепечивается активацией соответствующего катода, изготовленного из чистого металла или многокомпонентного сплава наносимых металлов, а также изменением парциального давления и состава газа, и соответствующим временем осаждения в заданных условиях. Пример микроструктуры заявляемого многослойного покрытия на лопатке компрессора авиадвигателя из титанового сплава приведен на фиг. 1. Одновременно проводится ионная имплантация одного или нескольких микрослоев неметаллическими атомами - аргоном, азотом, угле 5 родом или бором, причем имплантация должна осуществляться непосредственно в камере ионно-плазменной установки одновременно с процессом осаждения слоя. Имплантацию проводят ионами с энергией 5x103-1x105 эB и дозой облучения (флюенсы) 5 х 1013-1 х 1018 ион/см 2. Энергия имплантируемых ионов значительно выше энергии ионов, образуемых при нанесении покрытия в камере ионноплазменной установки. Эти ионы глубоко проникают в кристаллическую решетку осаждаемых металлов или фаз внедрения, вызывают изменение концентрации элементов внедрения,образование твердых растворов, сверхструктурных, нестехиометрических соединений и изменение субмикроструктуры и напряженного состояния микрослоев, повышают адгезионную прочность и сопротивление многослойного покрытия эрозионному износу. При ионной имплантации могут возникать местные пики высоких температур и мгновенное охлаждение этих участков поверхности, что также приводит к повышению прочностных и трибологических свойств осажденных микрослоев, подвергнутых имплантации. Пример фрагментов рентгеновских дифрактограмм, полученных после нанесения покрытий с различными видами имплантации в камере ионно-плазменной установки,приведен на фиг. 2. Для уменьшения риска перегрева или коробления детали при ионно-плазменном осаждении покрытий и ионной имплантации, особенно лопаток компрессоров авиадвигателей,желательно использовать источник высокоэнергетических пульсирующих ионов или проводить имплантацию в режиме кратковременных периодов с промежуточными отключениями. Ионы, полученные в таком источнике, имеют энергию, достаточно высокую для имплантации в кристаллическую решетку осаждаемой фазы, а также для создания высокопрочных соединений. Одновременно мгновенное охлаждение после импульса предотвращает перегрев основного материала детали, сопровождается резким охлаждением облучаемого участка поверхности,вызывает измельчение субструктуры, образование нанокристаллических или аморфизированных структур микрослоев. Ионная имплантация увеличивает не только сопротивление эрозии и коррозии, но также повышает усталостную прочность деталей, особенно при больших циклах нагружения, т.е. в условиях многоцикловой усталости. Это объясняется возникновением сжимающих напряжений на межфазных границах и устойчивых дефектов структуры, связанных с образованием высокодисперных преципитатов-предвыделений многокомпонентных соединений переменной валентности металлов с неметаллами. В то же время такие сложные процессы осаждения многослойного покрытия и ионной имплантации могут наводить повышенные 6 внутренние напряжения в поверхностных слоях деталей. Для их более благоприятного распределения необходимо непосредственно после окончания процесса нанесения покрытия проводить дополнительную обработку. После выгрузки деталей из ионно-плазменной установки должна проводиться виброобработка микрошариками. Таким образом, заявляемый способ включает в себя следующие процессы: 1. Подготовка поверхности под ионноплазменное осаждение. 2. Установка катодов из осаждаемых металлов или сплавов. 3. Помещение деталей или подложек в камеру ионно-плазменной установки, оборудованной ионным имплантором. 4. Ионная очистка поверхности. 5. Ионно-плазменное нанесение многослойных покрытий с поддержанием необходимых состава и давления газовых атмосфер внутри установки. 6. Ионная имплантация одного или нескольких слоев в процессе их формирования или после нанесения покрытия. 7. Охлаждение и выгрузка деталей. 8. Виброобработка микрошариками по заданному режиму. Подписи к рисункам и фотографиям Фиг. 1. Микроструктура износостойкого покрытия на лопатке авиадвигателя из сплава на основе титана, х 500 х 2. Фиг. 2. Фрагменты рентгеновских дифрактограмм покрытий с различными видами имплантации. Фиг. 3. Результаты исследования многослойного покрытия методом спектроскопии обратного Резерфордовского рассеяния. Фиг. 4. Сравнительные эрозионные испытания лопаток компрессора ГТД по уносу массы. Фиг. 5. Сравнительные эрозионные испытания лопаток компрессора ГТД по износу хорды. Фиг. 6. Результаты усталостных испытаний образцов и лопаток компрессоров с покрытиями и без покрытий. Варианты осуществления изобретения На практике ионно-плазменное осаждение металлических ионов с соответствующего металлического катода в среде инертного газа, например в атмосфере аргона или для осаждения нитрида металла в атмосфере азота, осуществляется по общим принципам ионно-плазменного осаждения в камере низкого давления с горячим катодом, имеющей значительную разницу потенциалов между горячим катодом и анодом,которым является деталь. Примеры покрытий, перечисленные в Табл. 1, были приготовлены следующим образом. Ионно-плазменное осаждение и имплантация проводились в установке типа ННВ-6.6, 7 оборудованной дополнительно источником ионной имплантации типа Пульсар или имплантором с ненакаливаемым катодом непрерывного действия, снабженной оптическими пирометрами высокой точности и системами дозированной подачи нейтральных и реакционных газов в камеру ионно-плазменного осаждения и в имплантор. Титановые, стальные или изготовленные из сплава на никелевой основе лопатки компрессоров авиационных двигателей были сначала обработаны ионной плазмой аргона с разницей потенциалов до 1500 В между титановым катодом и лопатками для очистки поверхности лопаток от твердых, жидких или поглощенных газовых примесей. Рассмотрим подробнее 8 вариант нанесения покрытия. После подготовки поверхности путем абразивно-жидкостной обработки, промывки и сушки лопатки из сплава типа ВТ 6 помещались в камеру ионно-плазменной установки и подвергались ионной очистке в инертном газе, затем проводилось осаждение многослойного покрытия, начиная со скандия. Подмикрослой скандия толщиной 0,030,08 микрон был осажден на поверхность лопаток при токе нагрева скандиевого катода 10-200 А для обеспечения температуры 200-400C и разнице потенциалов 100-1000 В между лопатками и скандиевым катодом. В этот раз титановый катод и циркониевый катоды не нагревались. Эта стадия заняла примерно 22 мин, и лопатки вращались со скоростью 2,5 об/мин. Титановый микрослой толщиной 0,6-1,6 мк затем был нанесен путем дезактивации скандиевого катода в результате выключения его источника тока и нагрева титанового катода путем приложения тока 20-200 А и разницы потенциалов 100-800 В между анодом и лопатками в атмосфере аргона. В течение этой стадии достигалась температура катода до 700C. Затем проводилось осаждение титана толщиной 1-2 мк в атмосфере азота и аргона, которая напускалась в рабочую камеру. Затем давление повышалось и формировался микрослой нитрида титана толщиной примерно 2-4 мк. Температура лопаток в процессе всей технологии нанесения покрытия поддерживалась в интервале 480-550 С для предотвращения каких-либо фазовых изменений в основном материале. Титановый катод был дезактивирован, а циркониевый катод нагрет до той же температуры с той же плотностью тока и разницей потенциалов, что и в предшествующей стадии осаждения титана. При нанесении слоев нитрида титана и нитрида циркония проводилась ионная имплантация азотом. Вышеперечисленные стадии осаждения были повторены в той же последовательности несколько раз для получения заданной толщины покрытия. 8 В альтернативных вариантах описанные стадии осаждения титана и циркония могут быть повторены, заменены или поменяны местами со стадиями ионного осаждения нитрида титана и (или) нитрида циркония, выполненными в атмосфере азота. Чередование различных микрослоев обеспечивается поочередным нагреванием титанового или циркониевого катодов в атмосфере аргона или азота или одновременной активацией титанового и циркониевого катодов. Изменение состава различных слоев одного из вариантов исследованного покрытия,полученного по заявляемому способу, полученное методом обратного Резерфордовского рассеяния, приведено на фиг. 3. Ясно, что требуемая общая толщина покрытия может быть получена благодаря нанесению множества микрослоев, предпочтительно 3-20. В предпочтительных вариантах каждый или некоторые из микрослоев покрытия на различных стадиях его нанесения подвергают воздействию высокоэнергетического потока ионов аргона, или азота, или углерода, или бора путем контроля атмосферы в ионном импланторе, при этом разница потенциалов между электродом ионного имплантора и лопатками составляет 1050 кВ. Ионные импланторы известны в данной области производства. В нашем случае ионный имплантор типа Пульсар обеспечивается дугой низкого давления между экранированным катодным пятном и расширенной анодной частью разряда. Дуга вырабатывает ток неметаллических ионов аргона или реакционной газовой среды, впрыскиваемой в имплантор с созданной эмиссионной поверхности анодной плазмы. Эмиссия металлических ионов катода имплантора незначительна, т.к. катод не нагревается. Далее, экранирование катодного пятна предотвращает его взаимодействие с анодной плазмой и снижает загрязнение газоразрядной плазмы металлическими ионами. Поэтому только ионы дуговой анодной плазмы входят в оптическую систему, которая образует пучок высокоэнергетических ионов. Плазма содержит менее 0,1% металлических ионов. В процессе, соответствующем данному изобретению, использовались следующие параметры: Ускоряющее напряжение Ток ионного пучка: в импульсе средний Поперечное сечение пучка Длительность импульса Частота повторения Типы ионов - ионы химически активных или инертных газов. Пучок ионов азота, или бора, или углерода,или аргона, исходящий от испускающего элек 9 трода, ускоряется через ускоряющий электрод и через выходной электрод направляются на деталь, чтобы внедряться, как это требуется, на отдельные микрослои осаждаемого покрытия. Таблица дает структурный порядок микрослоев и состав образцов покрытых деталей в соответствии с данным изобретением. Общая Состав Кол-во миобтолщина материала крослоев в разпокрытия,детали покрытии ца микрон 1 Сплав титана Сталь нержавеющая Сплав титана Сплав никеля(Ti(N, (Zr(N, (Ti(C, (Zr(C и т.д. слои, состоящие из твердых растворов внедрения азота и углерода в соответствующий металл; 10- слои наносятся в указанном порядке несколько раз до требуемой толщины покрытия;Ti+Zr - слой, состоящий из смеси указанных металлов. Эрозионная стойкость комплексных многослойных покрытий, полученных по заявляемому способу из циркония, титана и их нитридов при испытании компрессорных лопаток из сплава типа Ti-6AL-4V с имплантацией ионов азота, по сравнению со стойкостью лопаток без покрытий показана на фиг. 4 и фиг. 5. Условия испытаний указаны на чертежах. Износостойкость покрытий, имеющих одинаковое количество слоев и толщину 12-16 мк, подвергнутых и не подвергнутых ионной имплантации азотом или углеродом, приведены ниже. 1. Сплав ВТ 8 (сплав Ti-6A1-3,5Mo-0,5Zr) без покрытия = 1,0 2. Покрытие на сплаве ВТ 8 - Sc-Ti-(Ti(NTiN-Zr-(Zr(N-ZrN = 0,12 3. Покрытие на сплаве ВТ 8 - Sc-Cr-(Cr(CCr2C3-Zr-(Zr(N-ZrC = 0,26 4. Покрытие на сплаве ВТ 8 - Sc-Ti-(Ti(NTiN+N-Zr-(Zr(N-ZrN+N = 0,014 5. Покрытие на сплаве BT8 - Sc-Cr-(Cr(CCr2C3+C-Zr-(Zr(C-ZrC+C = 0,037 Условия испытания: скорость воздушно-абразивного потока 120 м/с,температура испытаний - комнатная,абразив - кварцевый песок фракции 10 мкм,количество абразива - 10 кг,угол атаки - 20,варианты 4 и 5 с имплантацией соответственно азотом и углеродом,износостойкость определялась по потерям массы, которые относились к испытаниям сплава без покрытия. Коррозионные испытания Стальные и титановые лопатки без покрытий и с многослойным покрытием по заявляемому способу были подвергнуты испытаниям на коррозию следующим методом. Титановые лопатки были нагреты при 300 С, а лопатки из нержавеющей стали при 420 в камере в течение 1 ч. Затем лопатки были охлаждены в 3% растворе хлорида натрия, выдержаны во влажной камере в течение 23 ч, и цикл был повторен 10 раз. Целью этих испытаний было смоделировать работу лопаток в течение 2 лет в условиях тропического морского климата. Оценка сопротивления коррозии производилась визуальным осмотром лопаток после каждого цикла и путем определения изменения массы во время и после коррозионных испытаний. Результаты показали, что непокрытые лопатки имели среднее изменение массы в 1,3 г/м,в отличие от покрытых лопаток, которые не 11 имели коррозии по визуальной оценке, а также изменений массы. Испытания на коррозию также проводились в климатической камере при температуре 35 С в парах 3% раствора поваренной соли в течение 3 суток для оценки коррозионных повреждений на питтинговую коррозию на пере лопатки (имитация стояночной коррозии), данные усреднялись по 8 лопаткам и приведены ниже 1. Лопатки без покрытия - более 20 питтингов на пере. 2. Лопатки с серийным покрытием нитрида титана - 9-12 питтингов. 3. Лопатки с многослойным покрытием с имплантацией аргоном по настоящей заявке - 13 питтинга. Проведенные испытания на усталость лопаток с предпочтительными покрытиями и лопаток без покрытий показали, что усталостная прочность лопаток после нанесения покрытий практически не изменяется, остается на высоком уровне и обеспечивает необходимую долговечность детали (фиг. 6). Условия испытаний лопаток на усталостную прочность соответствовали реальным параметрам при эксплуатации авиадвигателей. После проведения комплекса лабораторных испытаний были выполнены испытания на натурных двигателях с выбросом абразива с размерами частиц 100-200 мк и количеством 1,2 кг/ч. Эти испытания также показали существенное повышение эрозионной стойкости лопаток направляющего аппарата и ротора компрессора авиадвигателя в жестких условиях по сравнению с непокрытыми лопатками. Таким образом,полученные результаты позволяют использовать такую технологию при ремонте и с целью повышения долговечности новых лопаток авиационных двигателей. Промышленная применимость Заявляемое изобретение возможно использовать для повышения долговечности и надежности изделий путем нанесения износостойких и коррозионностойких покрытий на детали в различных отраслях машиностроения, а также для ремонта и восстановления изношенных деталей. В частности, получены положительные результаты по восстановлению изношенных лопаток и увеличению долговечности и ресурса компрессоров авиационных двигателей. Технологии, основанные на заявляемом способе нанесения покрытий, могут быть использованы и в других отраслях промышленности: при производстве товаров народного потребления, бытовой техники, спортивного инвентаря. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ нанесения износостойких покрытий на металлические поверхности деталей и изделий, указанный способ включает 12 1.1. использование камеры ионноплазменного осаждения; 1.2. размещение внутри указанной камеры ионно-плазменного осаждения обрабатываемых деталей или изделий в качестве анода; 1.3. размещение в указанной камере катодов, состоящих из металлов IVА-VIА групп и/или сплавов этих металлов; 1.4. создание в указанной камере атмосферы газа, выбранного из группы нейтральных и реакционных газов и их смесей; 1.5. осуществление при необходимости ионной очистки поверхности деталей или изделий; 1.6. осуществление избирательного ионноплазменного осаждения множества слоев покрытия, причем, по меньшей мере, один слой (а) состоит из указанных металлов, их смесей или сплавов замещения, второй слой (в) - из растворов неметаллических атомов азота, бора, углерода в этих металлах и третий слой (с) - из химических соединений указанных металлов с неметаллами в виде нитридов, карбидов, боридов и их смесей; 1.7. обработку одного или более указанных слоев путем имплантации в них высокоэнергетических неметаллических ионов; 1.8. охлаждение и выгрузку деталей или изделий из указанной камеры. 2. Способ по п.1, отличающийся тем, что детали или изделия после охлаждения и выгрузки подвергают упрочняющей виброобработке микрошариками и/или ионной имплантации неметаллическими атомами. 3. Способ по п.1, где указанные детали или изделия изготовлены из титана, сталей или сплавов на основе никеля. 4. Способ по п.1, где указанные катоды выбираются из сплавов титана, сталей или сплавов на основе никеля, которые после осаждения дают состав, аналогичный основе материала детали или изделия. 5. Способ по п.1, где множество слоев покрытия составляет от 3 до 500, причем указанные а, в, с последовательно чередуют. 6. Способ по п.4, где толщины указанных слоев а, в, с находятся в соотношении 1,0:2,0:2,5. 7. Способ по п.1, включающий предварительное осаждение микрослоя из скандия, иттрия или редкоземельного металла толщиной 0,02-0,08 мк до начала стадии избирательного осаждения (1.6). 8. Способ по п.1, где реакционными газами являются азот, ацетилен, метан или диборан. 9. Способ по п.1, где ионную имплантацию проводят ионами аргона, или углерода, или бора при ускоряющих напряжениях 10-50 кВ, дозах облучения 1014-1018 ион/см 2 и энергией ионов 5103-1105 эВ. 10. Способ по п.1, где указанная стадия ионно-плазменного осаждения (1.6) включает(а) осаждение слоя скандия в атмосфере аргона,(б) осаждение титанового слоя в атмосфере аргона,(в) осаждение и имплантацию азотом слоя твердого раствора азота в титане в газовой смеси азота и аргона,(г) осаждение и имплантацию азотом слоя нитрида титана в атмосфере азота,(д) осаждение слоя циркония в аргоне,(ж) осаждение и имплантацию азотов твердого раствора азота в цирконии в атмосфере смеси азота и аргона,(з) осаждение и имплантацию азотом нитрида циркония в атмосфере азота,(и) повторение указанных стадий (б)-(з) для получения указанного множества слоев. 11. Способ по п.1, где указанная стадия осаждения (1.6) включает(а) осаждение первого слоя сплавов титана и циркония в инертном газе,(б) осаждение и имплантацию азотом сплавов титана и циркония с азотом в смеси инертного газа и азота,(в) осаждение и имплантацию азотом нитридов титана и циркония в атмосфере азота,(г) повторение указанных стадий (а)-(в) для получения необходимого множества слоев,(д) ионную имплантацию аргоном нанесенного покрытия. 12. Способ по п.1, где указанная стадия осаждения (1.6) включает(а) осаждение сплавов титана и циркония в инертном газе,(б) осаждение сплавов титана и циркония с бором в смеси инертного газа с дибораном,(в) осаждение и имплантацию бором боридов титана и циркония,(г) повторение указанных стадий (а)-(в) для получения необходимого множества слоев,(д) ионную имплантацию аргоном нанесенного многослойного покрытия. 13. Способ по п.1, где указанные детали являются лопатками компрессоров газовой турбины или ее частями. 14. Износостойкое покрытие металлических поверхностей, включающее нанесенные на поверхность ионно-плазменным осаждением, по меньшей мере, один слой из металла IVА-VIА групп, их смесей или сплавов замещения, по меньшей мере, один слой растворов неметаллических атомов азота, углерода, бора в указанных металлах, по меньшей мере, один слой из химических соединений указанных металлов с неметаллами в виде нитридов, карбидов или боридов и их смесей, по меньшей мере, в один из любых указанных слоев имплантированы высокоэнергетические ионы, выбранные из группы , включающей ионы аргона, азота, углерода или бора. 15. Детали и изделия, имеющие покрытия,нанесенные способом по любому из пп.1-12. 16. Детали и изделия, имеющие покрытия согласно п.14.
МПК / Метки
МПК: C23C 14/06
Метки: повышения, покрытий, износостойких, способ, деталей, нанесения, долговечности
Код ссылки
<a href="https://eas.patents.su/9-2682-sposob-naneseniya-iznosostojjkih-pokrytijj-i-povysheniya-dolgovechnosti-detalejj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нанесения износостойких покрытий и повышения долговечности деталей</a>
Устройство для нанесения покрытий
Номер патента: 1208
Опубликовано: 25.12.2000
Авторы: Джонсон Кристиан Е., Лашмор Дэвид С., Келли Дэвид Р., Бин Гленн Л.
МПК: B05C 3/00, C25D 17/00, B05B 5/00...
Метки: покрытий, устройство, нанесения
Формула / Реферат:
1. Устройство для нанесения покрытий, содержащее неперфорированный контейнер для приёма покрываемых частиц и электролита, операционно связанный с контейнером узел для вырабатывания псевдоожиженного слоя, включающий привод, обеспечивающий упомянутому контейнеру линейное и/или угловое перемещение, узел обеспечения прохождение тока через электролит, при этом контейнер имеет основание, центральная часть которого окружена углублением для перемещения...
Камера для нанесения покрытий распылением и циркуляционная система для рабочего помещения.
Номер патента: 935
Опубликовано: 26.06.2000
Автор: Вельти Роберт
МПК: B05B 15/12
Метки: помещения, покрытий, нанесения, рабочего, система, распылением, камера, циркуляционная
Формула / Реферат:
1. Камера для нанесения покрытий распылением для обработки со всех сторон изделий, в частности автомобилей, содержащая внутреннее пространство (1а), окруженное боковыми стенками (4, 5), по меньшей мере, одним закрываемым проемом (6) для ворот, потолком (3) и поверхностью пола (2), и вентиляционную установку (20) для ввода воздуха во внутреннее пространство (1а) и вывода воздуха из внутреннего пространства (1а), причем введенный воздух может...
Состав для порошковых покрытий на основе модифицированного акриловыми соединениями (со) полимера винилиденфторида, способ его получения и применение.
Номер патента: 1796
Опубликовано: 27.08.2001
Авторы: Гэбоури Скотт Р., Дрюон Ксавьер Ф.
МПК: C08F 8/00, C08L 27/16, C09D 127/16...
Метки: полимера, состав, соединениями, получения, покрытий, со, акриловыми, порошковых, применение, модифицированного, винилиденфторида, основе, способ
Формула / Реферат:
1. Состав для порошковых покрытий, включающий выделенный из дисперсии продукт эмульсионной полимеризации акриловых мономеров в присутствии затравочных частиц (со)полимеров винилиденфторида и пигмент. 2. Способ получения состава по п.1, включающий диспергирование пигмента в латексе продукта эмульсионной полимеризации акриловых мономеров в присутствии затравочных частиц (со)полимеров винилиденфторида, выделение полученной смеси в виде порошка и, в...
Способ и устройство для гидроформинга угловых трубчатых деталей без образования складок
Номер патента: 1975
Опубликовано: 22.10.2001
Автор: Хортон Фрэнк А.
МПК: B21D 26/02
Метки: устройство, деталей, складок, гидроформинга, образования, способ, угловых, трубчатых
Формула / Реферат:
1. Способ гидроформинга угловой трубчатой детали, имеющей участки с первой и второй осями, расположенными под углом друг к другу, по меньшей мере, 30ш, включающий помещение угловой трубной металлической заготовки в главным образом соответственно изогнутую полость штампа, причем трубная заготовка на своем участке изгиба имеет внешнюю поверхность с вогнутым и выпуклым участками поверхности на главным образом противоположных сторонах трубной...
Способ манипуляции изображениями напольных покрытий или других материалов и система для его осуществления.
Номер патента: 989
Опубликовано: 28.08.2000
Авторы: Ван Варк Джей, Томас Гленн С.
МПК: G06T 11/40
Метки: материалов, изображениями, других, способ, манипуляции, покрытий, осуществления, система, напольных
Формула / Реферат:
1. Способ манипуляции с помощью компьютера характеристиками многоцветных изображений в цифровой форме материалов, в котором материал содержит, по крайней мере, одну позицию, причем каждая позиция содержит подмножество в материале, которому должна быть придана в существенной степени та же самая обработка, и в котором изображение материала сохранялось в памяти компьютера в считываемом и манипулируемом формате, и одна или более позиций материала...
Предыдущий патент: Устройство и способ пробивания отверстий и стимулирования подземной формации
Следующий патент: Способ и система для перемещения потока текучих углеводородов, содержащего воду
Случайный патент: Местный анестетик для наружного применения