Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Формула / Реферат
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается внутри разливочного стакана в качестве первичного охлаждения, отличающийся тем, что в дополнение к первичному охлаждению отлитое изделие (3, 3') охлаждается снаружи от стенок печи (1), по меньшей мере, на еще одной стадии охлаждения струёй (6) хладагента, направленной на поверхность отлитого изделия таким образом, что попадание хладагента в расплав внутри печи предотвращается; хладагент собирается собирающим средством (7), таким как собирающие воронки, расположенные в районе крепления форсунок (6) для распыления хладагента, и рециркулирует через резервуар (10) для хладагента назад, в пункт охлаждения.
2. Способ по п.1, отличающийся тем, что в хладагенте (6) используется добавка, преимущественно вода.
3. Способ по любому из пп.1-2, отличающийся тем, что струя (6) хладагента направлена на отлитое изделие (3, 3') в точке расположения направляющего его средства (5), такого как изгибающие ролики.
4. Способ по любому из пп.1-3, отличающийся тем, что отлитое изделие (3, 3') окружено защитным газом на протяжении, по меньшей мере, части расстояния между точкой первичного охлаждения и форсункой для распыления хладагента.
5. Устройство для охлаждения изделия, отлитого в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, когда разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи (1) и металл разливается через них, посредством чего отлитое изделие охлаждается внутри разливочного стакана в качестве первичного охлаждения, отличающееся тем, что устройство состоит из резервуара (10) для хладагента, насоса (11), по меньшей мере одной форсунки (6) для распыления хладагента для охлаждения отлитого изделия, расположенной снаружи от стенок печи (1) таким образом, что хладагент, распыляемый из форсунки, не попадает в печь, собирающего средства (7), такого как собирающая воронка, расположенная в районе крепления форсунки (6) для распыления хладагента.
6. Устройство по п.5, отличающееся тем, что охлаждающее устройство является замкнутым.
7. Устройство по пп.5 и 6, отличающееся тем, что на каждое отлитое изделие (3, 3') приходится по меньшей мере одна форсунка (6) для распыления хладагента.
8. Устройство по пп.5-7, отличающееся тем, что струя из форсунки (6) для распыления хладагента направлена так, что она сталкивается с отлитым изделием (3, 3') в районе расположения направляющего средства (5) для направления изделия, такого как изгибающий ролик.
9. Устройство по любому из пп.5-8, отличающееся тем, что устройство включает средство (8) для подачи защитного газа на отлитое изделие (3, 3') на протяжении, по меньшей мере, части расстояния между точкой (2) первичного охлаждения и форсункой (6) для распыления хладагента.

Текст
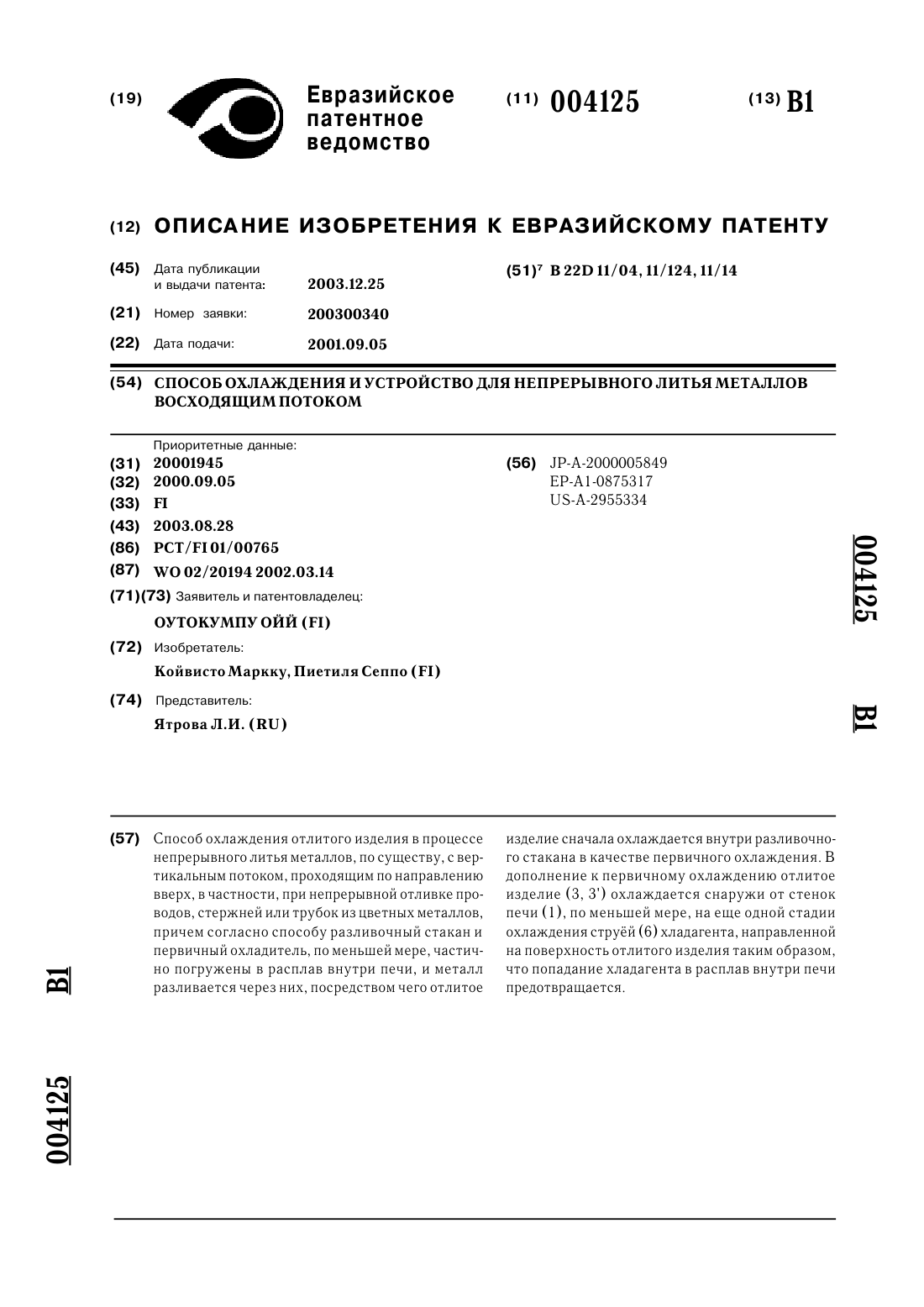
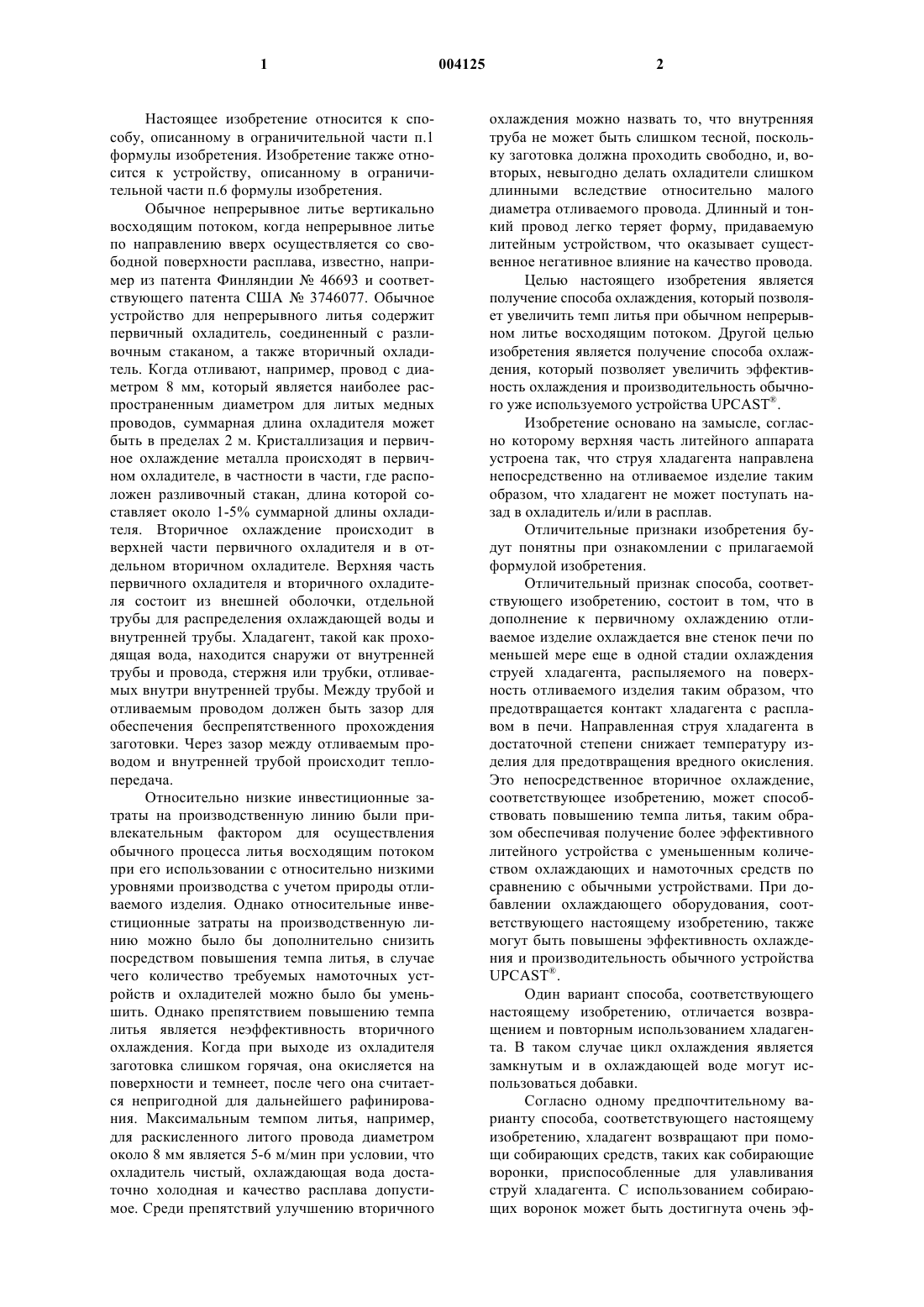
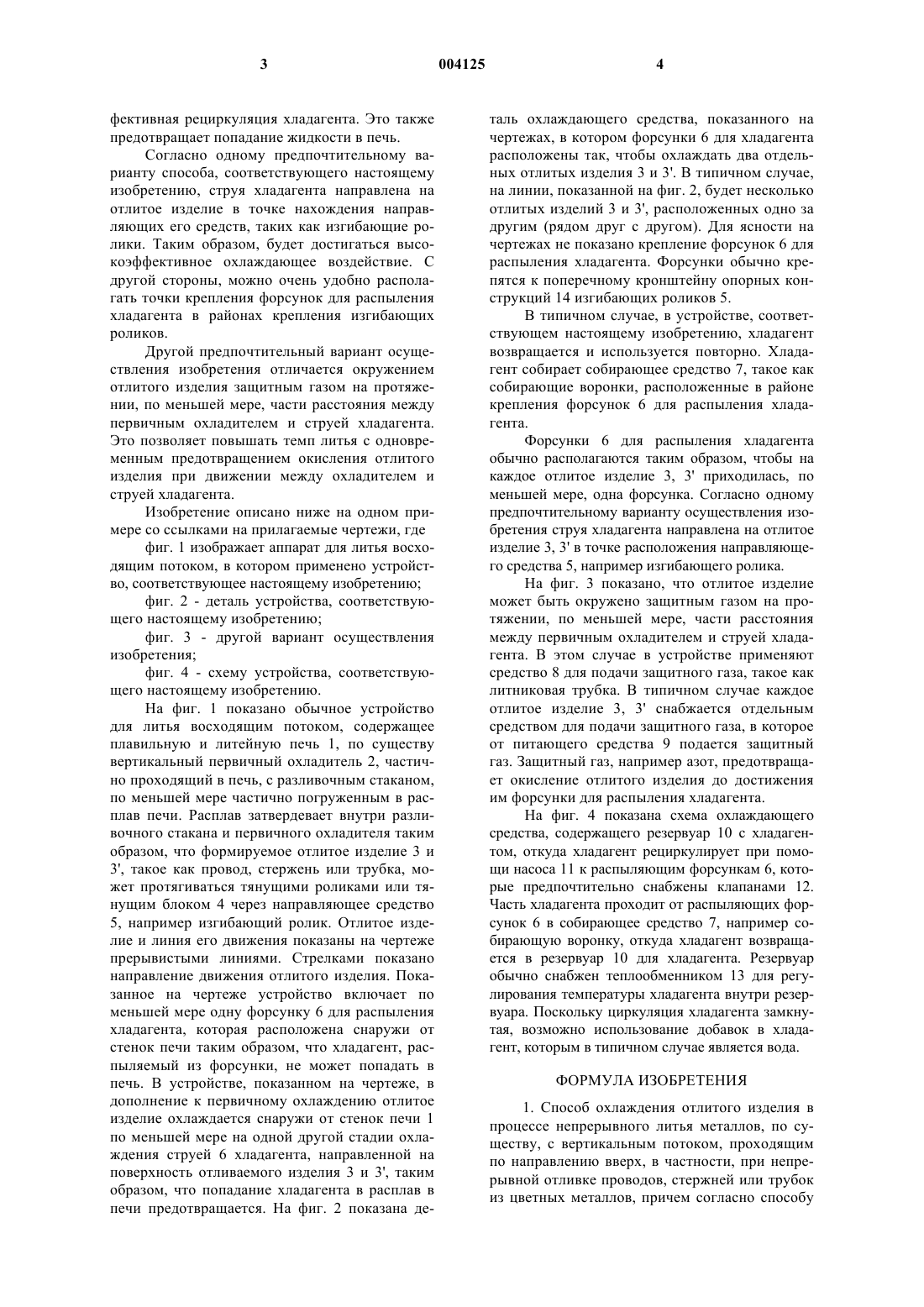
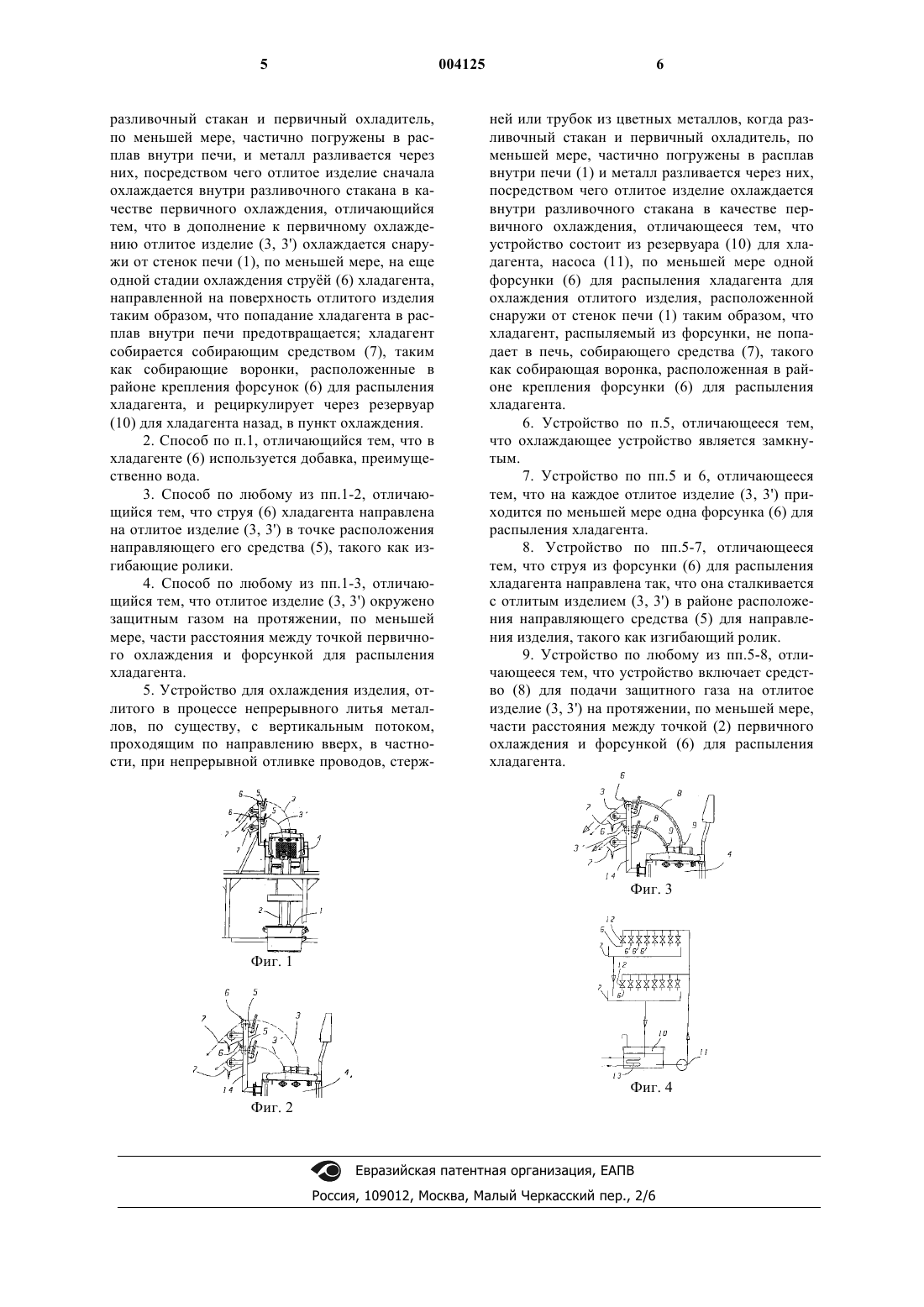
1 Настоящее изобретение относится к способу, описанному в ограничительной части п.1 формулы изобретения. Изобретение также относится к устройству, описанному в ограничительной части п.6 формулы изобретения. Обычное непрерывное литье вертикально восходящим потоком, когда непрерывное литье по направлению вверх осуществляется со свободной поверхности расплава, известно, например из патента Финляндии 46693 и соответствующего патента США 3746077. Обычное устройство для непрерывного литья содержит первичный охладитель, соединенный с разливочным стаканом, а также вторичный охладитель. Когда отливают, например, провод с диаметром 8 мм, который является наиболее распространенным диаметром для литых медных проводов, суммарная длина охладителя может быть в пределах 2 м. Кристаллизация и первичное охлаждение металла происходят в первичном охладителе, в частности в части, где расположен разливочный стакан, длина которой составляет около 1-5% суммарной длины охладителя. Вторичное охлаждение происходит в верхней части первичного охладителя и в отдельном вторичном охладителе. Верхняя часть первичного охладителя и вторичного охладителя состоит из внешней оболочки, отдельной трубы для распределения охлаждающей воды и внутренней трубы. Хладагент, такой как проходящая вода, находится снаружи от внутренней трубы и провода, стержня или трубки, отливаемых внутри внутренней трубы. Между трубой и отливаемым проводом должен быть зазор для обеспечения беспрепятственного прохождения заготовки. Через зазор между отливаемым проводом и внутренней трубой происходит теплопередача. Относительно низкие инвестиционные затраты на производственную линию были привлекательным фактором для осуществления обычного процесса литья восходящим потоком при его использовании с относительно низкими уровнями производства с учетом природы отливаемого изделия. Однако относительные инвестиционные затраты на производственную линию можно было бы дополнительно снизить посредством повышения темпа литья, в случае чего количество требуемых намоточных устройств и охладителей можно было бы уменьшить. Однако препятствием повышению темпа литья является неэффективность вторичного охлаждения. Когда при выходе из охладителя заготовка слишком горячая, она окисляется на поверхности и темнеет, после чего она считается непригодной для дальнейшего рафинирования. Максимальным темпом литья, например,для раскисленного литого провода диаметром около 8 мм является 5-6 м/мин при условии, что охладитель чистый, охлаждающая вода достаточно холодная и качество расплава допустимое. Среди препятствий улучшению вторичного 2 охлаждения можно назвать то, что внутренняя труба не может быть слишком тесной, поскольку заготовка должна проходить свободно, и, вовторых, невыгодно делать охладители слишком длинными вследствие относительно малого диаметра отливаемого провода. Длинный и тонкий провод легко теряет форму, придаваемую литейным устройством, что оказывает существенное негативное влияние на качество провода. Целью настоящего изобретения является получение способа охлаждения, который позволяет увеличить темп литья при обычном непрерывном литье восходящим потоком. Другой целью изобретения является получение способа охлаждения, который позволяет увеличить эффективность охлаждения и производительность обычного уже используемого устройства UPCAST. Изобретение основано на замысле, согласно которому верхняя часть литейного аппарата устроена так, что струя хладагента направлена непосредственно на отливаемое изделие таким образом, что хладагент не может поступать назад в охладитель и/или в расплав. Отличительные признаки изобретения будут понятны при ознакомлении с прилагаемой формулой изобретения. Отличительный признак способа, соответствующего изобретению, состоит в том, что в дополнение к первичному охлаждению отливаемое изделие охлаждается вне стенок печи по меньшей мере еще в одной стадии охлаждения струей хладагента, распыляемого на поверхность отливаемого изделия таким образом, что предотвращается контакт хладагента с расплавом в печи. Направленная струя хладагента в достаточной степени снижает температуру изделия для предотвращения вредного окисления. Это непосредственное вторичное охлаждение,соответствующее изобретению, может способствовать повышению темпа литья, таким образом обеспечивая получение более эффективного литейного устройства с уменьшенным количеством охлаждающих и намоточных средств по сравнению с обычными устройствами. При добавлении охлаждающего оборудования, соответствующего настоящему изобретению, также могут быть повышены эффективность охлаждения и производительность обычного устройстваUPCAST. Один вариант способа, соответствующего настоящему изобретению, отличается возвращением и повторным использованием хладагента. В таком случае цикл охлаждения является замкнутым и в охлаждающей воде могут использоваться добавки. Согласно одному предпочтительному варианту способа, соответствующего настоящему изобретению, хладагент возвращают при помощи собирающих средств, таких как собирающие воронки, приспособленные для улавливания струй хладагента. С использованием собирающих воронок может быть достигнута очень эф 3 фективная рециркуляция хладагента. Это также предотвращает попадание жидкости в печь. Согласно одному предпочтительному варианту способа, соответствующего настоящему изобретению, струя хладагента направлена на отлитое изделие в точке нахождения направляющих его средств, таких как изгибающие ролики. Таким образом, будет достигаться высокоэффективное охлаждающее воздействие. С другой стороны, можно очень удобно располагать точки крепления форсунок для распыления хладагента в районах крепления изгибающих роликов. Другой предпочтительный вариант осуществления изобретения отличается окружением отлитого изделия защитным газом на протяжении, по меньшей мере, части расстояния между первичным охладителем и струей хладагента. Это позволяет повышать темп литья с одновременным предотвращением окисления отлитого изделия при движении между охладителем и струей хладагента. Изобретение описано ниже на одном примере со ссылками на прилагаемые чертежи, где фиг. 1 изображает аппарат для литья восходящим потоком, в котором применено устройство, соответствующее настоящему изобретению; фиг. 2 - деталь устройства, соответствующего настоящему изобретению; фиг. 3 - другой вариант осуществления изобретения; фиг. 4 - схему устройства, соответствующего настоящему изобретению. На фиг. 1 показано обычное устройство для литья восходящим потоком, содержащее плавильную и литейную печь 1, по существу вертикальный первичный охладитель 2, частично проходящий в печь, с разливочным стаканом,по меньшей мере частично погруженным в расплав печи. Расплав затвердевает внутри разливочного стакана и первичного охладителя таким образом, что формируемое отлитое изделие 3 и 3', такое как провод, стержень или трубка, может протягиваться тянущими роликами или тянущим блоком 4 через направляющее средство 5, например изгибающий ролик. Отлитое изделие и линия его движения показаны на чертеже прерывистыми линиями. Стрелками показано направление движения отлитого изделия. Показанное на чертеже устройство включает по меньшей мере одну форсунку 6 для распыления хладагента, которая расположена снаружи от стенок печи таким образом, что хладагент, распыляемый из форсунки, не может попадать в печь. В устройстве, показанном на чертеже, в дополнение к первичному охлаждению отлитое изделие охлаждается снаружи от стенок печи 1 по меньшей мере на одной другой стадии охлаждения струей 6 хладагента, направленной на поверхность отливаемого изделия 3 и 3', таким образом, что попадание хладагента в расплав в печи предотвращается. На фиг. 2 показана де 004125 4 таль охлаждающего средства, показанного на чертежах, в котором форсунки 6 для хладагента расположены так, чтобы охлаждать два отдельных отлитых изделия 3 и 3'. В типичном случае,на линии, показанной на фиг. 2, будет несколько отлитых изделий 3 и 3', расположенных одно за другим (рядом друг с другом). Для ясности на чертежах не показано крепление форсунок 6 для распыления хладагента. Форсунки обычно крепятся к поперечному кронштейну опорных конструкций 14 изгибающих роликов 5. В типичном случае, в устройстве, соответствующем настоящему изобретению, хладагент возвращается и используется повторно. Хладагент собирает собирающее средство 7, такое как собирающие воронки, расположенные в районе крепления форсунок 6 для распыления хладагента. Форсунки 6 для распыления хладагента обычно располагаются таким образом, чтобы на каждое отлитое изделие 3, 3' приходилась, по меньшей мере, одна форсунка. Согласно одному предпочтительному варианту осуществления изобретения струя хладагента направлена на отлитое изделие 3, 3' в точке расположения направляющего средства 5, например изгибающего ролика. На фиг. 3 показано, что отлитое изделие может быть окружено защитным газом на протяжении, по меньшей мере, части расстояния между первичным охладителем и струей хладагента. В этом случае в устройстве применяют средство 8 для подачи защитного газа, такое как литниковая трубка. В типичном случае каждое отлитое изделие 3, 3' снабжается отдельным средством для подачи защитного газа, в которое от питающего средства 9 подается защитный газ. Защитный газ, например азот, предотвращает окисление отлитого изделия до достижения им форсунки для распыления хладагента. На фиг. 4 показана схема охлаждающего средства, содержащего резервуар 10 с хладагентом, откуда хладагент рециркулирует при помощи насоса 11 к распыляющим форсункам 6, которые предпочтительно снабжены клапанами 12. Часть хладагента проходит от распыляющих форсунок 6 в собирающее средство 7, например собирающую воронку, откуда хладагент возвращается в резервуар 10 для хладагента. Резервуар обычно снабжен теплообменником 13 для регулирования температуры хладагента внутри резервуара. Поскольку циркуляция хладагента замкнутая, возможно использование добавок в хладагент, которым в типичном случае является вода. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель,по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается внутри разливочного стакана в качестве первичного охлаждения, отличающийся тем, что в дополнение к первичному охлаждению отлитое изделие (3, 3') охлаждается снаружи от стенок печи (1), по меньшей мере, на еще одной стадии охлаждения струй (6) хладагента,направленной на поверхность отлитого изделия таким образом, что попадание хладагента в расплав внутри печи предотвращается; хладагент собирается собирающим средством (7), таким как собирающие воронки, расположенные в районе крепления форсунок (6) для распыления хладагента, и рециркулирует через резервуар(10) для хладагента назад, в пункт охлаждения. 2. Способ по п.1, отличающийся тем, что в хладагенте (6) используется добавка, преимущественно вода. 3. Способ по любому из пп.1-2, отличающийся тем, что струя (6) хладагента направлена на отлитое изделие (3, 3') в точке расположения направляющего его средства (5), такого как изгибающие ролики. 4. Способ по любому из пп.1-3, отличающийся тем, что отлитое изделие (3, 3') окружено защитным газом на протяжении, по меньшей мере, части расстояния между точкой первичного охлаждения и форсункой для распыления хладагента. 5. Устройство для охлаждения изделия, отлитого в процессе непрерывного литья металлов, по существу, с вертикальным потоком,проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стерж 6 ней или трубок из цветных металлов, когда разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи (1) и металл разливается через них,посредством чего отлитое изделие охлаждается внутри разливочного стакана в качестве первичного охлаждения, отличающееся тем, что устройство состоит из резервуара (10) для хладагента, насоса (11), по меньшей мере одной форсунки (6) для распыления хладагента для охлаждения отлитого изделия, расположенной снаружи от стенок печи (1) таким образом, что хладагент, распыляемый из форсунки, не попадает в печь, собирающего средства (7), такого как собирающая воронка, расположенная в районе крепления форсунки (6) для распыления хладагента. 6. Устройство по п.5, отличающееся тем,что охлаждающее устройство является замкнутым. 7. Устройство по пп.5 и 6, отличающееся тем, что на каждое отлитое изделие (3, 3') приходится по меньшей мере одна форсунка (6) для распыления хладагента. 8. Устройство по пп.5-7, отличающееся тем, что струя из форсунки (6) для распыления хладагента направлена так, что она сталкивается с отлитым изделием (3, 3') в районе расположения направляющего средства (5) для направления изделия, такого как изгибающий ролик. 9. Устройство по любому из пп.5-8, отличающееся тем, что устройство включает средство (8) для подачи защитного газа на отлитое изделие (3, 3') на протяжении, по меньшей мере,части расстояния между точкой (2) первичного охлаждения и форсункой (6) для распыления хладагента.
МПК / Метки
МПК: B22D 11/04
Метки: непрерывного, литья, способ, устройство, металлов, восходящим, охлаждения, потоком
Код ссылки
<a href="https://eas.patents.su/4-4125-sposob-ohlazhdeniya-i-ustrojjstvo-dlya-nepreryvnogo-litya-metallov-voshodyashhim-potokom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком</a>
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Лаурих Томас Эндрю, Хентош Дэниэл Патрик, Бенедикт Роберт Леон, Рекс Вилльям Аллен, Йовичин Альберт Джеймс, Зобхани Мохаммад Эгбал, Вольфе Дэвид Лоуэлл, Руни Тимоти Майкл, Рамбахер Джон Сильвестер, Мэджерус Норберт, Члебина Лоренс Эдвард, Джэкобс Бернард Байрон, Тайер Ронда Рени Бейер, Макезих Вальтер Джордж
МПК: B29C 45/27
Метки: варианты, кольцевой, детали, способ, литья, давлением, шины, устройство
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: изготовления, устройство, способ, изделий, компонентов, двух, давлением, литья
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Устройство для манипулирования вулканизированными пневматическими шинами, и способ их охлаждения
Номер патента: 94
Опубликовано: 25.06.1998
Автор: Кливленд Даниел Р.
МПК: B29C 35/00
Метки: вулканизированными, устройство, пневматическими, шинами, способ, манипулирования, охлаждения
Формула / Реферат:
1. Устройство для манипулирования вулканизированными пневматическими шинами, содержащее установленное на несущей конструкции средство поддержания шин и манипулирования ими, отличающееся тем, что средство поддержания шин и манипулирования ими представляет собой два расположенных горизонтально и параллельно друг другу опорных для шин вала, при этом, по крайне мере, один из этих валов связан с приводом для его вращения. 2. Устройство по п.1,...
Способ и устройство для непрерывного изготовления профильных секций.
Номер патента: 290
Опубликовано: 25.02.1999
Автор: Янссон Марк Ларс
МПК: B29C 47/24
Метки: профильных, способ, устройство, непрерывного, изготовления, секций
Формула / Реферат:
1. Способ для непрерывного изготовления профилированных секций, отличающийся тем, что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или...
Лёгкая строительная панель, способ и устройство для непрерывного изготовления лёгких строительных панелей с минеральным заполнителем
Номер патента: 2651
Опубликовано: 29.08.2002
Авторы: Бахор Дарийя, Зупанчич Данийел, Йарц Марьян
МПК: E04C 2/292
Метки: изготовления, способ, строительная, строительных, непрерывного, панель, минеральным, заполнителем, лёгких, лёгкая, устройство, панелей
Формула / Реферат:
1. Легкая строительная панель, которая содержит (a) закрывающие средства для защиты от внешнего окружения; (b) формообразующие средства для придания формы и прочности; (c) заполнитель из минеральной ваты, и/или стекловаты, и/или комбинации изоляционных материалов; (d) соединительные средства для соединения закрывающих и/или формообразующих средств с заполнителем. 2. Легкая строительная панель по п.1, отличающаяся тем, что обладает следующими...
Предыдущий патент: Твердые амфотерные поверхностно-активные вещества
Следующий патент: Нагреватель антенным излучением для нагрева материи при помощи резонанса
Случайный патент: Дисковая пила диаметром от 400 до 560мм для распиловки древесины хвойных пород