Способ и устройство для непрерывного изготовления профильных секций.
Формула / Реферат
1. Способ для непрерывного изготовления профилированных секций, отличающийся тем, что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или несколько выемок (10), выполненных во внешней поверхности (9) штампа (5) для формования во время вращения штампа (5) поперечных отстоящих друг от друга элементов (13) профилированной секции или поперечно секциям (11, 12) и за одно целое с такой секцией или секциями.
2. Способ по п.1, отличающийся тем, что перемещающийся материал (3) формуют в две параллельные удлиненные профилированные секции (11, 12) и тем, что материал (3), вводимый в выемку или выемки (10) штампа (5) во время вращения его, образует части (13) профилированной секции в форме поперечных оттяжек, проходящих между профилированными секциями (11, 12) и выполненных за одно целое с ними.
3. Устройство для осуществления способа для непрерывного изготовления профилированных секций по п.1, отличающееся тем, что оно содержит штамп (5), служащий в качестве формующего устройства и установленный в выходной горловине канала (2), через который нагнетается материал, причем штамп установлен с возможностью вращения и выполнен с одной или несколькими выемками (10) на его внешней поверхности (9), при этом выемка или выемки (10) обеспечивают формование поперечно одной или нескольких полосок материала, которые образуют удлиненные профилированные секции (11, 12) и которые продвигаются после штампа (5), а части (13) профилированной секции выполнены за одно целое с удлиненными профилированными секциями(11, 12).
4. Устройство по п.З, отличающееся тем, что включает несколько, предпочтительно четыре, штампа (14-17), относительное расположение которых таково, что ось вращения (18-21) штампа или штампов, смежных с одним штампом (14-17), перпендикулярна оси вращения первого штампа.
Текст
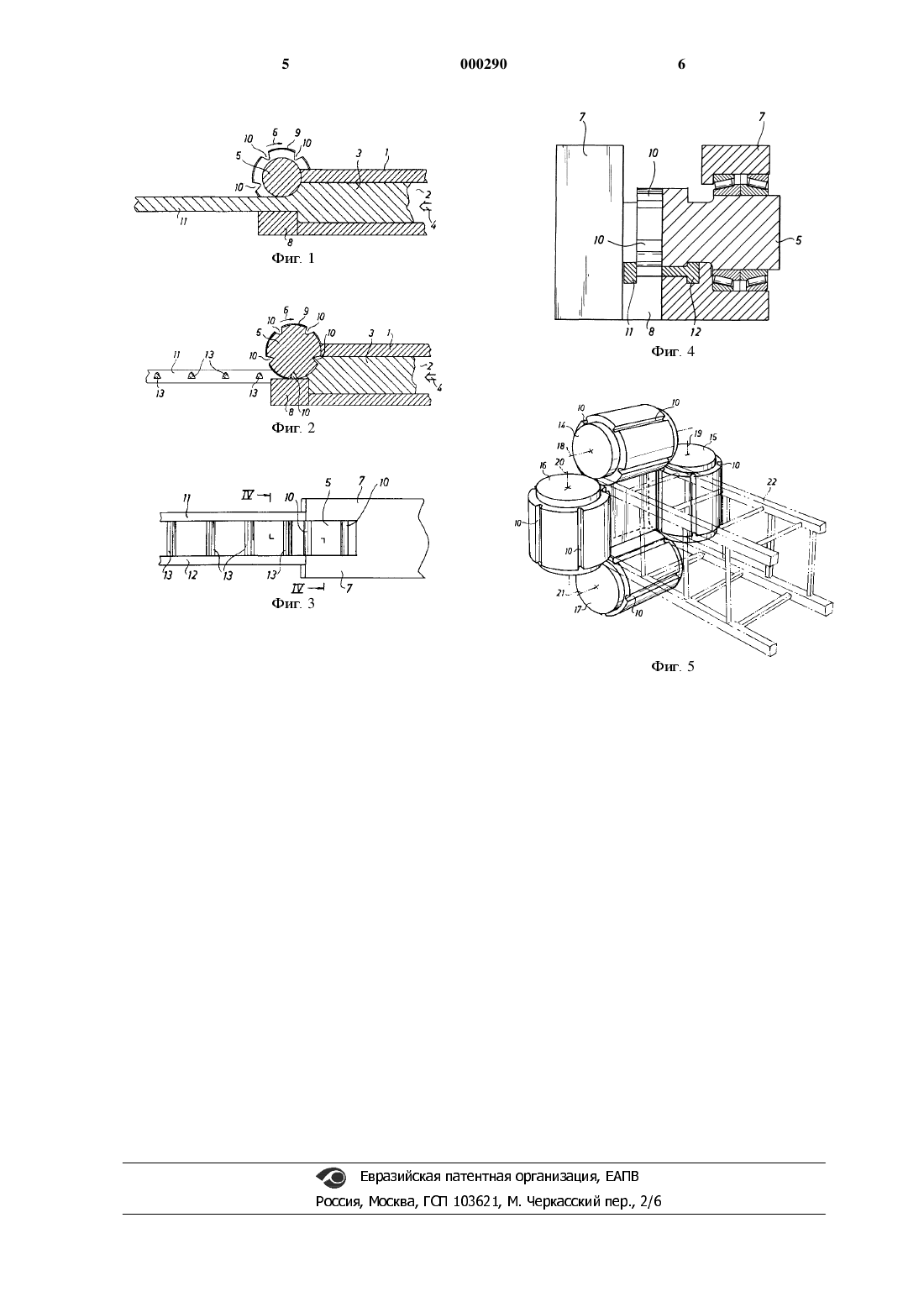
(54) СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СЕКЦИЙ Ф Приоритетные данные: (56) 5153307007Изобретатель: Янссон Марк Ларе (ЗЕ)Изобретение относится к способу непрерывного изготовления профилированных заготовок.В непрерывной отливке в соответствии с технологией предшествующего уровня техники возможно изготовлять удлиненные профилированные секции с широким разнообразием профилей сечений. Однако при этом возможно изготовлять только профилированные секции,имеющие либо гладкие боковые поверхности,либо боковые поверхности ребристых структур в продольном направлении профилированной секции. Не было возможным изготовлять профилированные секции, имеющие поперечно расположенные ребра или профилированные ССКЦИИ, ИМСЮЩИС ЗЛСМСНГЫ, ВЬПСТУППОЩИС ПОперечно от секций.В качестве очевидного примера потребности в профилированных секциях последнего ТРШа МОЖНО НЗЗВЗТЬ РЗЗЛИЧНЫС РЭМНЫС КОНСТрукции, такие как мачты для радио- и телевещательных антенн. В этом случае изготовляют удлиненные профилированные секции, в которых просверливают ряд отверстий. Отверстия, вЬ 1 полненнЬ 1 е на концах секций, позволяют взаимосоединять профилированные секции в более длинные отрезки посредством болтовых соединений, а равноотстоящие отверстия между концами секций позволяют также посредством болтовых соединений прикреплять поперечные звенья между удлиненными профилированными секциями, выстраивая таким образом мачту. Просверливание длинных профилированных секций и сборка их, а также поперечных звеньев являются времяемкой работой, требующей высококвалифицированного персонала для установки мачты и обеспечения того, чтобы она бЬ 1 ла безопасной конструкцией. Взаимосоединение ДЛИННЬЕХ ССКЦИЙ И ПОПСрСЧНЫХ ЗВСНЪСВ ПОСрСДСТВОМ сварки ВМССТО СВИНЧИВЗНИЯ ЯВЛЯСТСЯ ТЗКже времяемкой операцией.Изобретение раскрывает способ, делающий возможным изготовление профилированных секций значительно более разнообразных тгшов, чем это было возможно прежде, включая профилированные секции, выполненные с поперСЧНО ВЬПСТУППОЩИМИ ЗЛСМСНТЗМИ. ОТЛИЧИТСЛЬные признаки способа приведены в пп.1 и 2 формулы.Изобретение также раскрывает устройство для осуществления способа непрерывного изготовления профилированных секций. Отличительные признаки этого устройства приведены в пп. 3 и 4 формулы.Ниже изобретение описано более подробно со ссылками на прилагаемые чертежи.На фиг. 1 изображен продольный разрез одного варианта устроиства в соответствии с изобретением;на фиг. 2 - другой продольный разрез устройства;на фиг. 4 - устройство в увеличенном масштабе, разрез по линии 4 - 4 на фиг. 3;Устройство 1, формующее секцию, вьшолнено с каналом 2, в который подается вещество 3 в виде пластически/термически формуемого материала, такого как нагретый металл, который непрерывно подвержен воздействию давления для продвижения вещества в направлении стрелки 4 на фиг. 1 и 2. Формующее устройство 1 включает штамп, который установлен для вращательного движения в направлеьши стрелки 6 в несущих корпусах 7 по каждой стороне штампа 5.Штамп 5 проворачивается с упором против неподвижной матрицы 8 и по своей внешней поверхности 9 выполнен с равноотстоящими выемками 10.В СООТВСТСТВИИ С показанным вариантом формующее устройство 1 имеет две выпускные горловины, позволяющие непрерывно экструдировать две параллельные полосы 11, 12 материала между вращающимся штампом 5 и неподвижной матрицей 8, тогда как материал 3 поджимается вперед. Одновременно с продвижением материала и вращеьшем Штампа 5 одна выемка 10 единовременно заполняется материалом 3, причем последний остается за одно целое с полосами 11, 12, образуя равноотстоящие поперечные части профилированной секции или оттяжки 13.В соответствии с выбранным вариантом конечной композитной профилированной секции будет придана лестнгщеобразная форма,при которой длинные полосы или профилированные секции 11, 12 и поперечные оттяжки 13 образуют вместе один единый непрерывный ЗЛСМСНТ.Таким образом могут быть изготовлены ССКЦИИ ЗНЗЧИТСЛЬНОЙ ДЛИНЫ, СОСТЗВНЫС ЧЗСТИ которых, в противоположность тому, что требовалось прежде, не нуждаются в дальнейшей обработке, например сверленгш отверстий в них, а также не является необходимым собирать части посредством болтовых соединений или любым другим способом. Придание формы поперечным оттяжкам 13 может быть различным посредством изменения формы выемок 10, а оттяжки не обязательно направлены под прямым углом к длинной профилированной секции 11, 12 как ПОКЗЗЗНО, а МОГУТ ТЗКЖС бЫТЬ НЗКЛОЪШЫМИ ПОД углом, подходящим для намеченных целей.Фиг. 5 иллюстрирует вариант, в соответствии с которым устройство включает четыре штампа 14, 15, 16 и 17. Штампы расположены относительно друг друга таким образом, что оси вращения 18, 19, 20 и 21 каждого штампа направлены перпендикулярно к осям вращения соседних штампов. Благодаря такому расположению становится возможным изготовлениеготовой рамной конструкции 22 уже в течение непрерывного процесса формования профилированных секций как показано пунктирными ЛИНИЯМИ. ВСЯ КОНСТРУКЦИЯ ЯВЛЯСТСЯ ОДНИМ цельным изделием, таким же как профилированная секция в соответствии с предшествующим вариантом. По этому примеру легко понять, какая экономия времени и затрат достигается ввиду того, что необходимость в сборке и установке профилированных частей конструкции была исключена. Устройство в соответствии с изобретеъшем может быть использовано для изготовления широкого разнообразия различных профилированных секций из ряда разЛИЧНЬТХ материалов.Для использования в электротехнической области могут быть изготовлены многозвеньевые кабели; для самолетов, поездов, судов и автомобилей могут быть изготовлены легкие алюминиевые профилированные ССКЦРШ, прочНОСТЬ КОТОРЫХ НС ЗЗВИСИТ ПОЛНОСТЬЮ ОТ МЗТСриала, а от того факта, что во время изготовления посредством вращающихся штампов достигается эффект проката, то есть изменение структуры материала в поверхностном слое, и в то же время отсутствует необходимость сверления отверстий в профилированных секциях, что ослабляло бы их.Устройство в соответствии с изобретением также очень пригодно для изготовления профилированных секций для возведения различного туша мачт, например, безопасных при столкновении столбов для уличного освещения и световых указателей движения. При ударе они деформируются и гнутся, а не входят в столкнувшееся транспортное средство. Кроме этого, в Широком ряде других ситуаций возможно использовать профилированные секции, изготовЛСЪШЬТС В СООТВСТСТВИИ С ДЗННЬТМ СПОСОбОМ И С помощью устройства в соответствии с изобретением.Следовательно, изобретение не ограничено ОПИСЗННЬТМИ И ИЗООРЗЖСННЬТМИ ВЗРИЗНТЗМИ, а может быть видоизменено различным образом в объеме пунктов формулы.Вместо изготовления профилированной секции, включающей поперечно выступающие ЗЛСМСНТЬТ, ВОЗМОЯСНО ВЬТПОЛНИТЬ ШТЗМП 5 С ВЫемками такого вида, что удлиненные профилированные секции 11 и 12 будут иметь рамообразную конфигурацию. Полученная рама будет обладать чрезвычайно высокой прочностью,поскольку ее поверхностная структура будет отличаться от структуры рамы, ИМСЮЩСЙ вЬ 1 резанные в ней зубья.1. Способ для непрерывного изготовления профилированных секций, отличающийся тем,что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или несколько выемок (10),выполненных во внешней поверхности (9) штампа (5) для формования во время вращения штампа (5) поперечных отстоящих друг от друга элементов (13) профилированной секции или поперечно секциям (11, 12) и за одно целое с такой секцией или секциями.2. Способ по п.1, отличающийся тем, что перемещающийся материал (3) формуют в две параллельные удлиненные профилированные секции (11, 12) и тем, что материал (3), вводимый в выемку или выемки (10) Штампа (5) во время вращения его, образует части (13) профилированной секции в форме поперечных оттяжек, проходящих между профилированными секциями (11, 12) и выполненных за одно целое С НИМИ.3. Устройство для осуществления способа для непрерывного изготовления профилированных секций по п.1, отличающееся тем, что оно содержит штамп (5), служащий в качестве формующего устройства и установленный в вЬ 1 ходной горловине канала (2), через который нагнетается материал, причем штамп установлен с возможностью вращения и выполнен с одной или несколькими выемками (10) на его внешней поверхности (9), при этом выемка или выемки(10) обеспечивают формование поперечно одной или нескольких полосок материала, которые образуют удлиненные профилированные секции (11, 12) и которые продвигаются после штампа (5), а части (13) профилированной секции выполнены за одно целое с удлиненными профилированными секциями(1 1, 12).4. Устройство по п.3, отличающееся тем,что включает несколько, предпочтительно четыре, штампа (14-17), относительное расположение которых таково, что ось вращения (18-21) штампа ИЛИ ШТЗМПОВ, СМСЯСНЬТХ С ОДНШИ штампом (14-17), перпендикулярна оси вращения первого штампа.
МПК / Метки
МПК: B29C 47/24
Метки: устройство, непрерывного, секций, изготовления, профильных, способ
Код ссылки
<a href="https://eas.patents.su/4-290-sposob-i-ustrojjstvo-dlya-nepreryvnogo-izgotovleniya-profilnyh-sekcijj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для непрерывного изготовления профильных секций.</a>
Устройство для приема соска и способ его изготовления
Номер патента: 136
Опубликовано: 29.10.1998
Авторы: Петтерсон Торбьерн, Флодин Ханс
МПК: A01J 5/08
Метки: соска, способ, изготовления, приема, устройство
Формула / Реферат:
1. Устройство для приема соска, содержащее тонкую гибкую стенку, образующую канал для приема указанного соска, причем внутренняя сторона указанной стенки обращена к каналу, а наружная сторона указанной стенки обращена от канала, отличающееся тем, что, по меньшей мере, часть наружной стороны стенки выполнена с множеством увеличенных участков поверхности с формой, размерами и распределением, обеспечивающими препятствия для развития трещин на...
Способ и установка для непрерывного приготовления целлюлозной пульпы
Номер патента: 264
Опубликовано: 25.02.1999
Авторы: Шуден Кристиан, Комбетт Филип
МПК: D21C 5/00
Метки: непрерывного, пульпы, приготовления, способ, установка, целлюлозной
Формула / Реферат:
1. Способ непрерывного приготовления целлюлозной пульпы, предназначенной, в частности, для использования в химической или целлюлозно-бумажной промышленности, из сырья, представляющего собой текстильные волокна, отличающийся тем, что:- отделяют текстильные волокна от посторонних частиц, таких как растительные остатки, металлические или минеральные частицы;- осуществляют уплотнение текстильных волокон;- непрерывным образом осуществляют отбеливание...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Реслер Йоахим, Кац Эдуард Лейбович, Лубенец Владимир Платонович, Контер Максим Лианович
МПК: B22D 27/04
Метки: изготовления, вакуумной, устройство, камере, этого, литьевой, заготовки, способ, осуществления, способа
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Многодисковое соединительное устройство, автоматическая трансмиссия, снабженная этим устройством, и способ изготовления этого устройства.
Номер патента: 123
Опубликовано: 27.08.1998
Автор: Антонов Руман
МПК: F16D 13/52
Метки: многодисковое, этим, устройства, способ, соединительное, автоматическая, трансмиссия, изготовления, снабженная, устройством, устройство, этого
Формула / Реферат:
1. Многодисковое фрикционное соединительное устройство, в особенности для автоматической трансмиссии, предназначенной для двигательных транспортных средств, содержащее первый (8, 21) и второй (20, 26, 27) соосно вращающиеся элементы, первую группу дисков (22), изготовленных из металла, вращающихся заодно с первым элементом и чередующихся с дисками (19) второй группы, вращающимися заодно со вторым элементом, а также средства (29, 34, 17, В2)...
Способ непрерывного получения комплексной эластичной уточной нити из сложного полиэфира для ткани шинного корда
Номер патента: 12
Опубликовано: 30.12.1997
Авторы: Фишер Клаус, Шаффнер Пауль
Метки: комплексной, сложного, непрерывного, получения, нити, шинного, корда, уточной, полиэфира, эластичной, способ, ткани
Формула / Реферат:
1. Способ непрерывного получения комплексной, эластичной уточной нити из элементарных частично ориентированных нитей из сложного полиэфира для ткани шинного корда, отличающийся тем, что элементарную частично ориентированную нить из полиэфира с исходным титром 170-260 дтекс подвергают пневмосоединению посредством находящегося под давлением 0,5-3 бар газа в приборе для пневмосоединения и непосредственно после этого подвергают усадке с опережением...
Предыдущий патент: Пластмассовая распределительная коробка с блоками розеток
Следующий патент: Модульный протез
Случайный патент: Фармацевтическая композиция, способная увеличивать активность glp-1 у человека, и способы ее применения