Зажим топливного инжектора и способ его формирования
Формула / Реферат
1. Способ формирования зажима топливного инжектора, содержащий этапы
приготовления загрузки порошкового металла, содержащей 0,6-0,9 вес.% углерода, 1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа, а остальное - прочие элементы;
прессования загрузки порошкового металла в форме до плотности 7,0-7,1 г/см3, а затем предварительного спекания при температуре 1500-1600°F для получения заготовки из порошкового металла;
покрытия заготовки из порошкового металла смазкой, повторного прессования смазанной заготовки из порошкового металла до плотности не менее 7,3 г/см3 и затем спекания при температуре около 2050°F для получения окончательной заготовки из порошкового металла, имеющей пластичность и относительное удлинение, допускающие деформацию не менее 2% без остаточных деформаций.
2. Способ по п.1, в котором предварительное спекание при 1500-1600°F производится в течение 10 мин.
3. Способ по п.1, в котором спекание при температуре около 2050°F производится в течение от 10 до 30 мин.
4. Способ по п.1, в котором смазка выбирается из группы этилен-бис-стеарамидов.
5. Зажим топливного инжектора, выполненный из прессованного спеченного порошкового металла, содержащего 0,6-0,9 вес.% углерода, 1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа с остатком из прочих элементов, и имеющий плотность не менее 7,3 г/см3, при этом зажим представляет собой цельную конструкцию, имеющую цилиндрическую среднюю часть, которая имеет центральное отверстие, с первой выступающей частью, отходящей от нее в боковом направлении, и второй выступающей частью, отходящей от нее в боковом направлении под углом 180° к первой выступающей части, причем средняя часть зажима топливного инжектора имеет нижнюю поверхность и первую опорную кромку, выступающую вниз из нижней поверхности средней части около пересечения с первой выступающей частью, вторую опорную кромку, выступающую вниз из нижней поверхности средней части около пересечения со второй выступающей частью, и нижнюю поверхность средней части, выступающую вниз за пределы первой опорной кромки и второй опорной кромки.
Текст
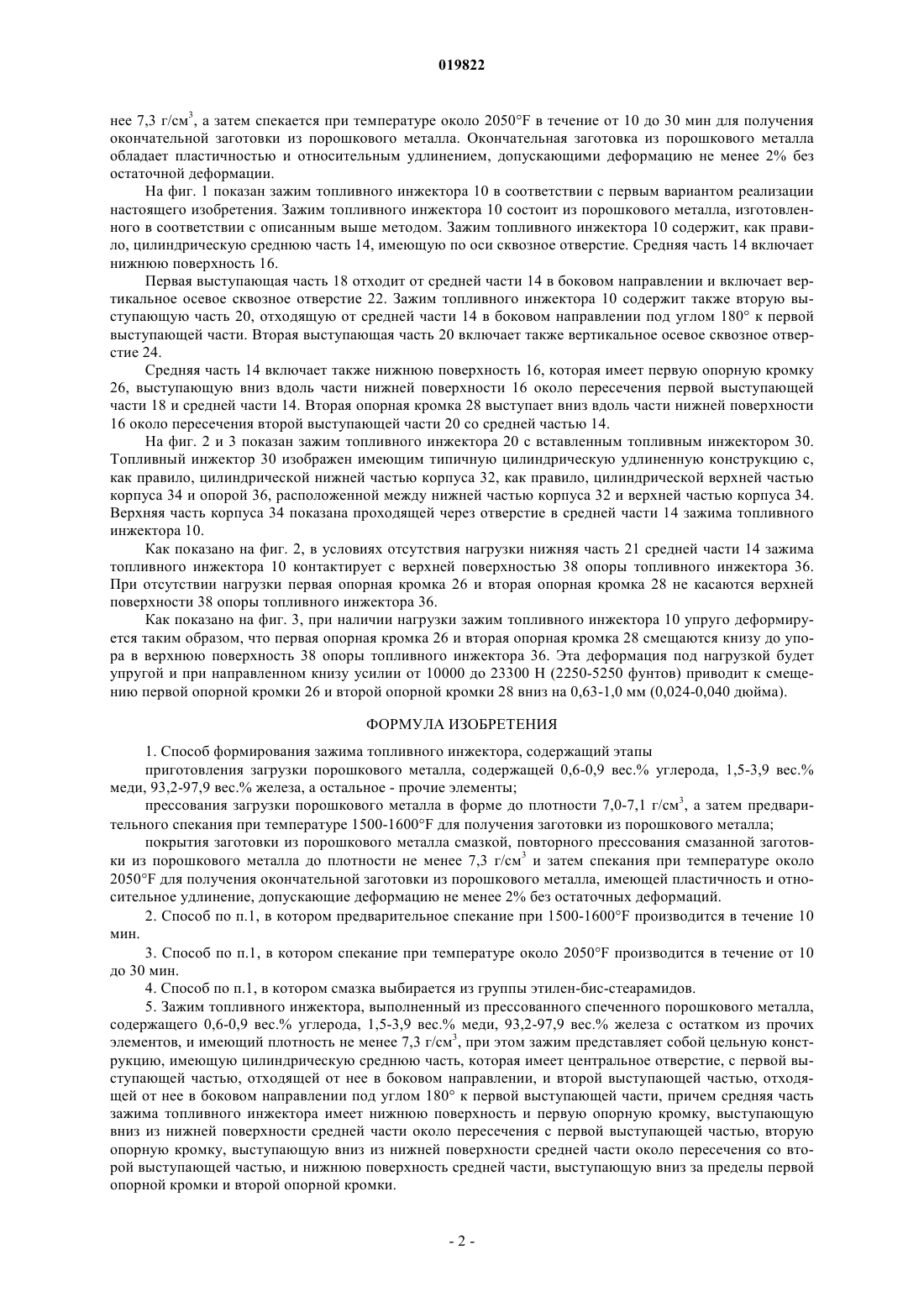
ЗАЖИМ ТОПЛИВНОГО ИНЖЕКТОРА И СПОСОБ ЕГО ФОРМИРОВАНИЯ Предлагается способ формирования зажима топливного инжектора с использованием технологии порошковой металлургии. Загрузка порошкового металла, содержащая 0,6-0,9 вес.% углерода,1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа с остатком из прочих элементов, прессуется в форме до плотности 7,0-7,1 г на 1 см 3 и подвергается предварительному спеканию при температуре 1500-1600 по Фаренгейту для образования заготовки из порошкового металла. Затем заготовка из порошкового металла смазывается, повторно прессуется до плотности не менее 73 г на 1 см 3 и спекается при температуре 2050 по Фаренгейту для образования окончательной заготовки из порошкового металла. Зажим топливного инжектора представляет собой цельную конструкцию, имеющую, как правило, цилиндрическую среднюю часть с первой выступающей частью, отходящей от нее в боковом направлении, и второй выступающей частью, отходящей от нее в боковом направлении под углом 180 к первой выступающей части. Предпосылки создания изобретения Настоящее изобретение относится к способу формирования зажима топливного инжектора, а более конкретно - к способу формирования зажима топливного инжектора с использованием технологии порошковой металлургии и к самому зажиму топливного инжектора. Топливные инжекторы в бензиновых, дизельных и других двигателях внутреннего сгорания нередко удерживаются на своем месте с помощью зажимного устройства, заканчивающегося зажимом топливного инжектора. Такие зажимы топливных инжекторов могут быть изготовлены из кованой стали или методом литья по выплавляемым моделям, некоторые зажимы топливных инжекторов изготавливаются также из подходящего порошкового металла. Эти зажимы топливных инжекторов должны быть достаточно прочными и жесткими, чтобы обеспечить надлежащие крепление и уплотнение топливных инжекторов в периоды больших напряжений. В определенных конструкциях зажимов топливных инжекторов желательно, чтобы зажим топливного инжектора деформировался при воздействии напряжения, или нагрузки. Важно, чтобы зажим топливного инжектора был способен деформироваться в пределах упругих деформаций, чтобы его реакция была упругой, без разрушения или растрескивания. Соответственно предметом настоящего изобретения является создание усовершенствованного способа изготовления зажимов топливных инжекторов с использованием методов порошковой металлургии. Другим предметом настоящего изобретения является создание усовершенствованного зажима топливного инжектора, изготавливаемого из порошкового металла. Сущность изобретения Предлагается способ изготовления зажимов топливных инжекторов с использованием метода порошковой металлургии. Указанный способ включает технологию порошковой металлургии, заключающуюся в подготовке загрузки порошкового металла, содержащей 0,6-0,9% углерода, 1,5-3,9% меди, 93,297,9% железа с остатком из прочих элементов. Загрузка порошкового металла прессуется в форме до плотности 7,0-7,1 г/см 3, после чего производится предварительное спекание при температуре 15001600F для образования заготовки из порошкового металла. Затем заготовка из порошкового металла покрывается подходящей смазкой. Потом смазанная заготовка из порошкового металла повторно прессуется до плотности не менее 7,3 г/см 3, а затем спекается при температуре около 2050F для получения окончательной заготовки зажима топливного инжектора требуемой формы из порошкового металла. Также предлагается зажим топливного инжектора, состоящий из прессованного спеченного порошкового металла. Зажим топливного инжектора представляет собой цельную конструкцию, имеющую, как правило, цилиндрическую среднюю часть, которая имеет центральное отверстие. От нее в боковом направлении отходит первая выступающая часть, а под углом 180 к первой выступающей части от нее в боковом направлении отходит вторая выступающая часть. Средняя часть зажима топливного инжектора включает нижнюю поверхность с первой опорной кромкой, выступающей вниз из средней части около пересечения с первой выступающей частью. Вторая опорная кромка выступает вниз из средней части около пересечения со второй выступающей частью. Нижняя поверхность средней части выступает вниз за нижние границы первой опорной кромки и второй опорной кромки. Когда зажим топливного инжектора подвергается воздействию направленной вниз нагрузки на первую и вторую выступающие части, первая и вторая опорные кромки упруго смещаются книзу до плоскости, совпадающей с нижней поверхностью средней части. Краткое описание чертежей На чертежах: фиг. 1 представляет собой перспективное изображение зажима топливного инжектора в соответствии с первым вариантом реализации настоящего изобретения; фиг. 2 представляет собой вид сбоку на зажим топливного инжектора в соответствии с первым вариантом реализации настоящего изобретения с топливным инжектором, вставленным в зажим топливного инжектора; на фиг. 3 показан зажим топливного инжектора в соответствии с первым вариантом реализации настоящего изобретения с топливным инжектором, вставленным в зажим топливного инжектора, когда зажим топливного инжектора подвергается воздействию направленной вниз нагрузки. Подробное описание изобретения Предлагается способ изготовления зажимов топливных инжекторов с использованием метода порошковой металлургии. Данный метод содержит этапы приготовления загрузки порошкового металла,содержащей 0,6-0,9 вес.% углерода, 1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа с остатком из прочих элементов. Загрузка порошкового металла прессуется в форме заготовки зажима топливного инжектора до плотности 7,0-7,1 г/см 3. Прессованная заготовка затем подвергается предварительному спеканию при температуре 1500-1600F в течение 15 мин для получения заготовки из порошкового металла. После этого заготовка из порошкового металла покрывается подходящей смазкой, например EBS-WAX (этиленбис-стеарамид). Смазанная заготовка из порошкового металла повторно прессуется до плотности не ме-1 019822 нее 7,3 г/см 3, а затем спекается при температуре около 2050F в течение от 10 до 30 мин для получения окончательной заготовки из порошкового металла. Окончательная заготовка из порошкового металла обладает пластичностью и относительным удлинением, допускающими деформацию не менее 2% без остаточной деформации. На фиг. 1 показан зажим топливного инжектора 10 в соответствии с первым вариантом реализации настоящего изобретения. Зажим топливного инжектора 10 состоит из порошкового металла, изготовленного в соответствии с описанным выше методом. Зажим топливного инжектора 10 содержит, как правило, цилиндрическую среднюю часть 14, имеющую по оси сквозное отверстие. Средняя часть 14 включает нижнюю поверхность 16. Первая выступающая часть 18 отходит от средней части 14 в боковом направлении и включает вертикальное осевое сквозное отверстие 22. Зажим топливного инжектора 10 содержит также вторую выступающую часть 20, отходящую от средней части 14 в боковом направлении под углом 180 к первой выступающей части. Вторая выступающая часть 20 включает также вертикальное осевое сквозное отверстие 24. Средняя часть 14 включает также нижнюю поверхность 16, которая имеет первую опорную кромку 26, выступающую вниз вдоль части нижней поверхности 16 около пересечения первой выступающей части 18 и средней части 14. Вторая опорная кромка 28 выступает вниз вдоль части нижней поверхности 16 около пересечения второй выступающей части 20 со средней частью 14. На фиг. 2 и 3 показан зажим топливного инжектора 20 с вставленным топливным инжектором 30. Топливный инжектор 30 изображен имеющим типичную цилиндрическую удлиненную конструкцию с,как правило, цилиндрической нижней частью корпуса 32, как правило, цилиндрической верхней частью корпуса 34 и опорой 36, расположенной между нижней частью корпуса 32 и верхней частью корпуса 34. Верхняя часть корпуса 34 показана проходящей через отверстие в средней части 14 зажима топливного инжектора 10. Как показано на фиг. 2, в условиях отсутствия нагрузки нижняя часть 21 средней части 14 зажима топливного инжектора 10 контактирует с верхней поверхностью 38 опоры топливного инжектора 36. При отсутствии нагрузки первая опорная кромка 26 и вторая опорная кромка 28 не касаются верхней поверхности 38 опоры топливного инжектора 36. Как показано на фиг. 3, при наличии нагрузки зажим топливного инжектора 10 упруго деформируется таким образом, что первая опорная кромка 26 и вторая опорная кромка 28 смещаются книзу до упора в верхнюю поверхность 38 опоры топливного инжектора 36. Эта деформация под нагрузкой будет упругой и при направленном книзу усилии от 10000 до 23300 Н (2250-5250 фунтов) приводит к смещению первой опорной кромки 26 и второй опорной кромки 28 вниз на 0,63-1,0 мм (0,024-0,040 дюйма). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формирования зажима топливного инжектора, содержащий этапы приготовления загрузки порошкового металла, содержащей 0,6-0,9 вес.% углерода, 1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа, а остальное - прочие элементы; прессования загрузки порошкового металла в форме до плотности 7,0-7,1 г/см 3, а затем предварительного спекания при температуре 1500-1600F для получения заготовки из порошкового металла; покрытия заготовки из порошкового металла смазкой, повторного прессования смазанной заготовки из порошкового металла до плотности не менее 7,3 г/см 3 и затем спекания при температуре около 2050F для получения окончательной заготовки из порошкового металла, имеющей пластичность и относительное удлинение, допускающие деформацию не менее 2% без остаточных деформаций. 2. Способ по п.1, в котором предварительное спекание при 1500-1600F производится в течение 10 мин. 3. Способ по п.1, в котором спекание при температуре около 2050F производится в течение от 10 до 30 мин. 4. Способ по п.1, в котором смазка выбирается из группы этилен-бис-стеарамидов. 5. Зажим топливного инжектора, выполненный из прессованного спеченного порошкового металла,содержащего 0,6-0,9 вес.% углерода, 1,5-3,9 вес.% меди, 93,2-97,9 вес.% железа с остатком из прочих элементов, и имеющий плотность не менее 7,3 г/см 3, при этом зажим представляет собой цельную конструкцию, имеющую цилиндрическую среднюю часть, которая имеет центральное отверстие, с первой выступающей частью, отходящей от нее в боковом направлении, и второй выступающей частью, отходящей от нее в боковом направлении под углом 180 к первой выступающей части, причем средняя часть зажима топливного инжектора имеет нижнюю поверхность и первую опорную кромку, выступающую вниз из нижней поверхности средней части около пересечения с первой выступающей частью, вторую опорную кромку, выступающую вниз из нижней поверхности средней части около пересечения со второй выступающей частью, и нижнюю поверхность средней части, выступающую вниз за пределы первой опорной кромки и второй опорной кромки.
МПК / Метки
МПК: B22F 3/16, F02M 61/14
Метки: способ, топливного, формирования, инжектора, зажим
Код ссылки
<a href="https://eas.patents.su/4-19822-zazhim-toplivnogo-inzhektora-i-sposob-ego-formirovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Зажим топливного инжектора и способ его формирования</a>
Способ регулирования парового инжектора
Номер патента: 2540
Опубликовано: 27.06.2002
Автор: Пальм Бенгт
МПК: F28C 3/02, A23L 3/22, F04F 5/24...
Метки: способ, парового, регулирования, инжектора
Формула / Реферат:
1. Способ регулирования парового инжектора (1) такого типа, который содержит вход (3) для пара и вход (2) для продукта, который следует подвергнуть тепловой обработке, а также выход (8) для уже обработанного продукта, паровой инжектор (1), кроме того, содержит концентрично расположенные зазоры (5, 6) для пара и продукта, причем зазоры (5, 6) можно регулировать с помощью расположенной в центре регулировочной иглы, которую можно...
Упругий рельсовый зажим
Номер патента: 137
Опубликовано: 29.10.1998
Автор: Янг Хартли Фрэнк
МПК: E01B 9/30
Метки: упругий, зажим, рельсовый
Формула / Реферат:
1. Упругий рельсовый зажим (10) для крепления рельса к лежащей под ним рельсовой подкладке или рельсовой накладке (1), отличающийся тем, что рельсовый зажим (10) состоит из двух по существу параллельных элементов (19), изогнутых в форме буквы Д, образуя переднюю часть (16), выполненную с возможностью укладки на подошву рельса, причем передняя часть (16) образована соответствующими свободными концами (18) по существу параллельных элементов (19),...
Упругий натяжной зажим и устройство фиксации рельсов, содержащее упругий натяжной зажим
Номер патента: 17980
Опубликовано: 30.04.2013
Авторы: Штайдль Михаэль, Бестерлинг Винфрид, Эсфандияри Фархад
Метки: упругий, зажим, устройство, рельсов, фиксации, натяжной, содержащее
Формула / Реферат:
1. Упругий натяжной зажим для фиксации рельсов, выполненный из пружинной стали, содержащийцентральный хомут (44), имеющий две внутренние ножки (46), соединенные дугообразным центральным участком (48);петли (42), соединенные внутренними ножками (46) центрального хомута (44) и проходящие в направлении свободных концов (50) натяжного зажима (40),отличающийся тем, что петли (42) выполнены так, чтобы каждая из них имела в ненагруженном состоянии...
Зажим для врезки в трубопровод под давлением
Номер патента: 11079
Опубликовано: 30.12.2008
Авторы: Берге Ян Олаф, Армстронг Майкл, Апеланд Хелль Эдвард, Ален Карл Хенрик
МПК: F16L 41/06
Метки: врезки, давлением, трубопровод, зажим
Формула / Реферат:
1. Зажим для врезки в трубопровод под давлением, содержащий первую часть зажима, вторую часть зажима, средство стабильного закрепления частей зажима вокруг участка трубопровода, предназначенного для формирования соединения с врезкой в трубопровод под давлением, а также муфту трубопровода, прочно соединенную с одной из частей зажима на внутренней оконечности и продолжающуюся наружу от части зажима до внешней оконечности, и втулку на внешней...
Концевой или соединительный зажим с узлом фиксации для подвесного кабеля с оплеткой
Номер патента: 449
Опубликовано: 26.08.1999
Автор: Турунен Харри
МПК: H01R 4/40
Метки: зажим, кабеля, концевой, фиксации, оплеткой, узлом, подвесного, соединительный
Формула / Реферат:
1. Концевой или соединительный зажим для подвесного кабеля, содержащий две пары зубчатых кулачков (1, 2), выполненных с возможностью их сжатия относительно друг друга с помощью узла фиксации, включающего зажимной винт (5) для сжатия кулачков относительно друг друга и гайку (11) передачи момента, предназначенную для вращения зажимного винта и снабженную ослабленной областью в виде выреза (12), отличающийся тем, что зажимной винт (5) имеет головку...
Предыдущий патент: Способ дозированного удаления жидкости и воздушно-клапанный дозатор
Случайный патент: Устройство очистки, вкладыш и способ очистки жидкости