Способ десульфации компонентов топлива
Номер патента: 13841
Опубликовано: 30.08.2010
Авторы: Кеклер Кеннет Пол, Корма Авелино, Гринау Пол, Ходжес Майкл Дж., Нокс Томас
Формула / Реферат
1. Способ получения продуктов, которые содержат органические соединения серы с более высокой молекулярной массой, чем соответствующие серосодержащие соединения в сырье, включающий
подачу углеводородного сырья, содержащего вещества, кипящие при примерно от 60 до примерно 425°С, содержащие серосодержащие соединения с содержанием серы в количестве до примерно 5000 м.д., азот - до примерно 2000 м.д. и азотсодержащие соединения с содержанием азота в количестве до примерно 2000 м.д., включая неосновные азотсодержащие соединения, такие как нитрилы и пирролы, с содержанием азота в количестве до примерно 200 м.д. и высоким содержанием олефинов до примерно 60 вес.%;
удаление неосновных азотсодержащих соединений из вышеуказанного сырья путем адсорбции для получения выходящего потока с пониженным содержанием вышеуказанных неосновных азотсодержащих соединений;
контактирование вышеуказанного выходящего потока с кислотным катализатором в условиях алкилирования, эффективных для превращения части серосодержащих соединений в серосодержащие соединения с более высокой молекулярной массой и более высокой точкой кипения путем алкилирования вышеуказанными олефинами и для получения выходящего потока, содержащего такие серосодержащие соединения с более высокой молекулярной массой и более высокой точкой кипения.
2. Способ по п.1, в котором используемый адсорбент представляет собой цеолиты со структурой фожазита.
3. Способ по п.1, в котором адсорбент выбирают из группы, состоящей из фожазитов с введенными щелочными металлами, фожазитов с введенными щелочно-земельными металлами, фожазитов с введенными щелочными металлами, частично обмененными с Н+ или переходными металлами групп IB, IIB, IV, VIII, и их смесей, фожазитов с введенными щелочно-земельными металлами, частично обмененными с Н+ или переходными металлами групп IB, IIB, IV, VIII, и их смесей, кристаллических силикатов магния и кристаллических силикатов магния с введенными обменом щелочными металлами.
4. Способ по п.2, в котором адсорбент регенерируют с помощью органического растворителя.
5. Способ по п.4, в котором органический растворитель содержит одно ароматическое кольцо.
6. Способ по п.5, в котором растворитель выбирают из группы, состоящей из бензола и алкилбензолов с общим числом атомов углерода, равным одиннадцати или меньше.
7. Способ по п.4, в котором растворитель является алифатическим спиртом с двенадцатью или меньше атомами углерода.
8. Способ по п.3, в котором адсорбентами являются сепиолит в природной форме или сепиолит с введенными обменом щелочными металлами.
Текст
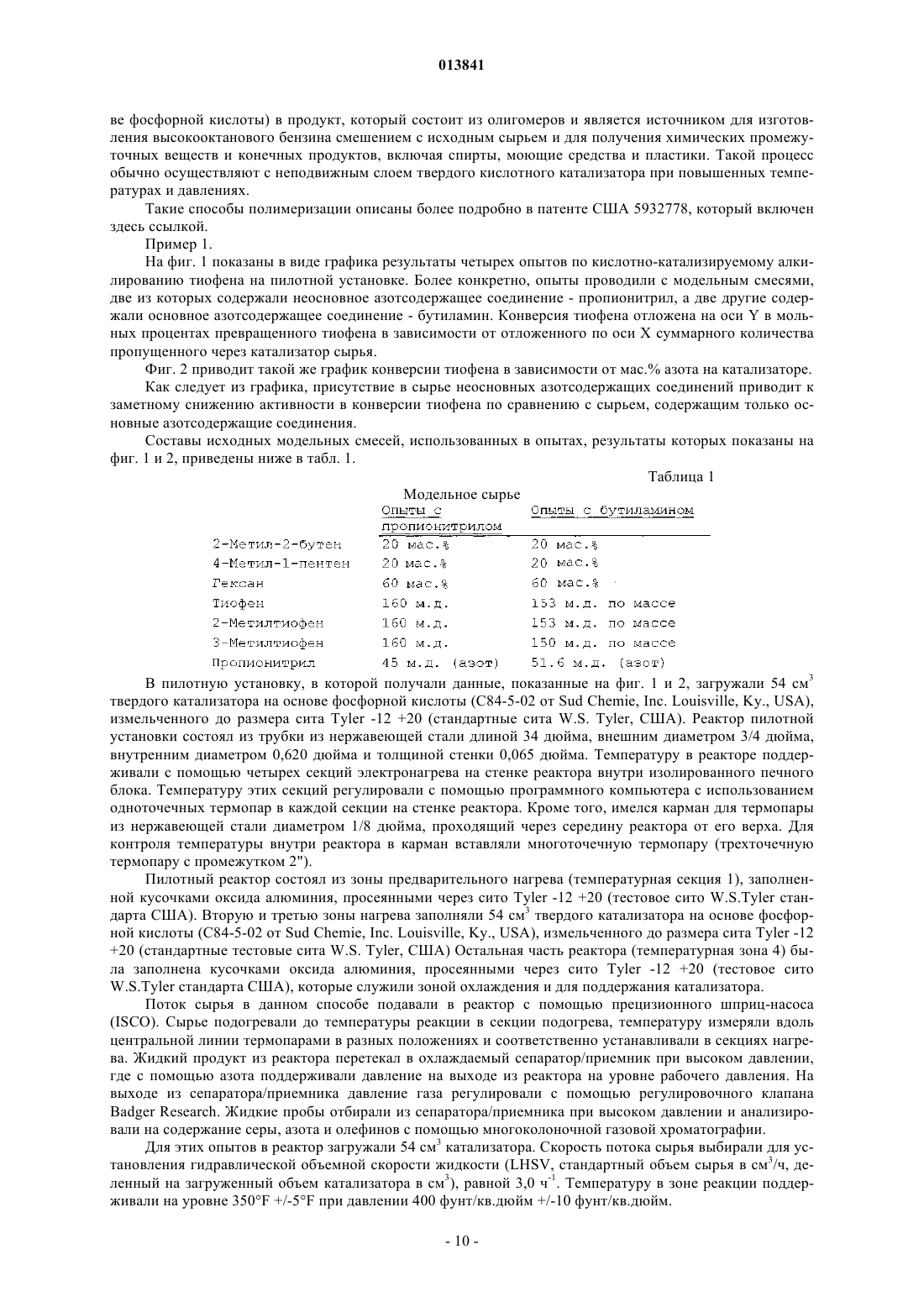
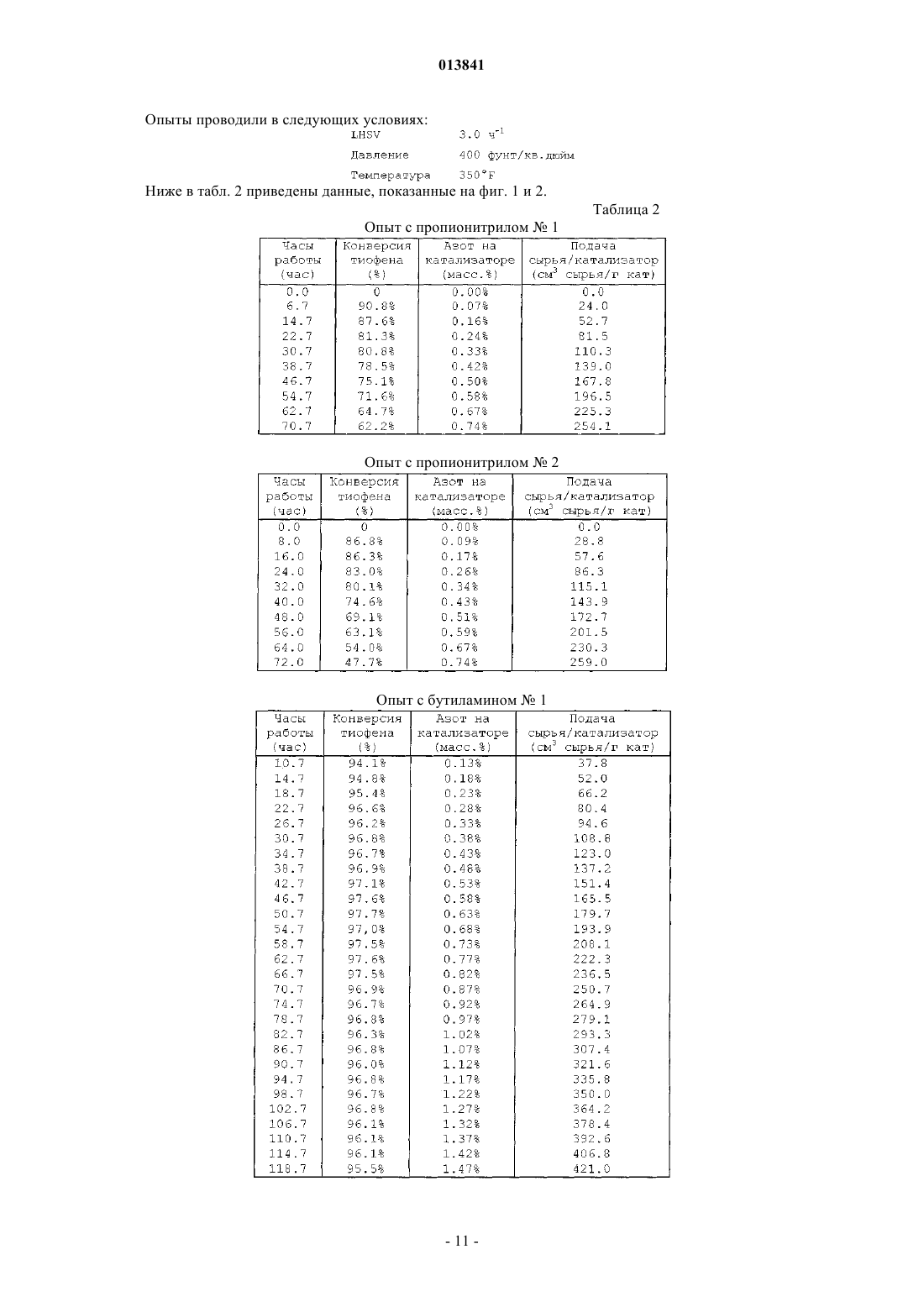
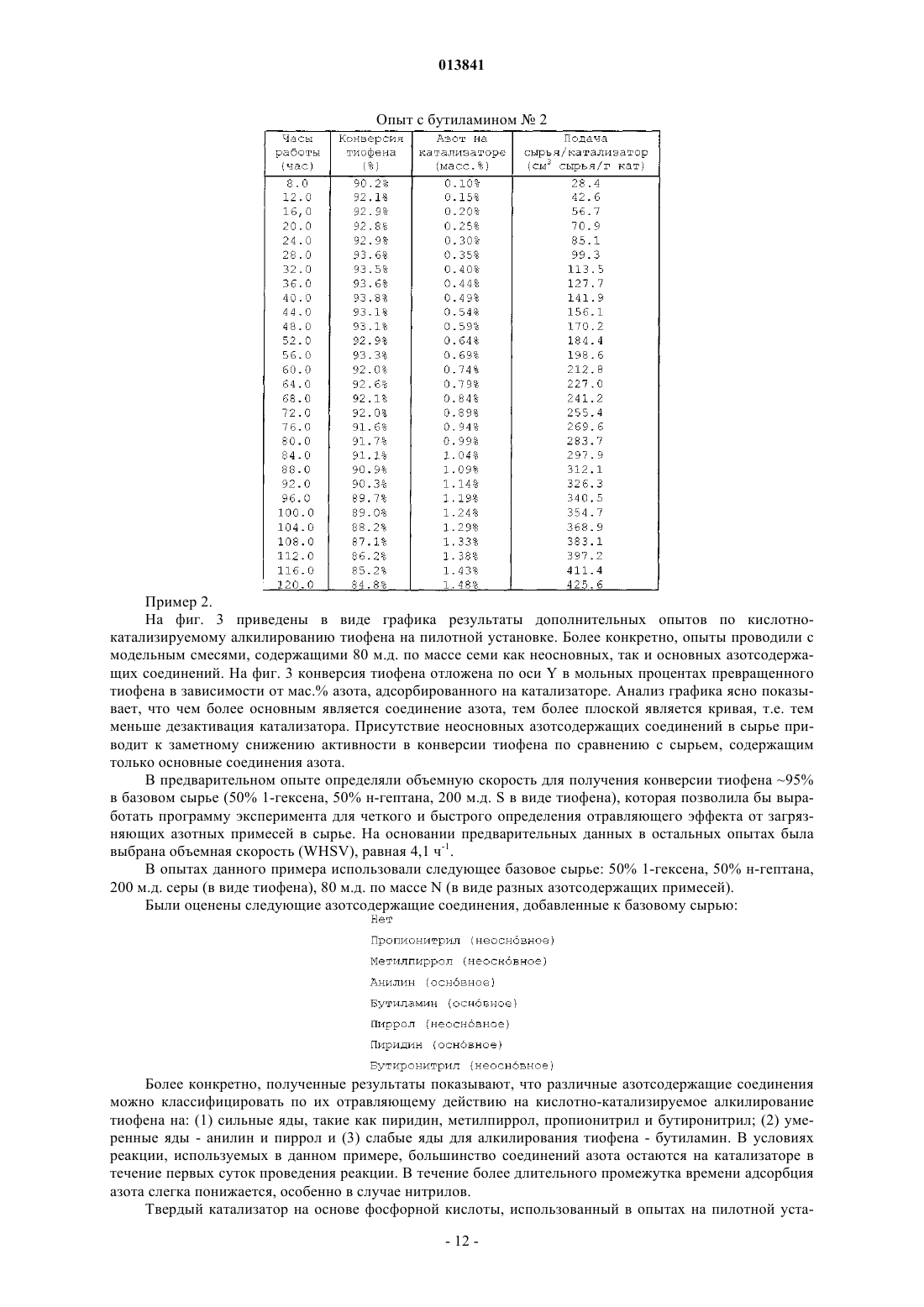
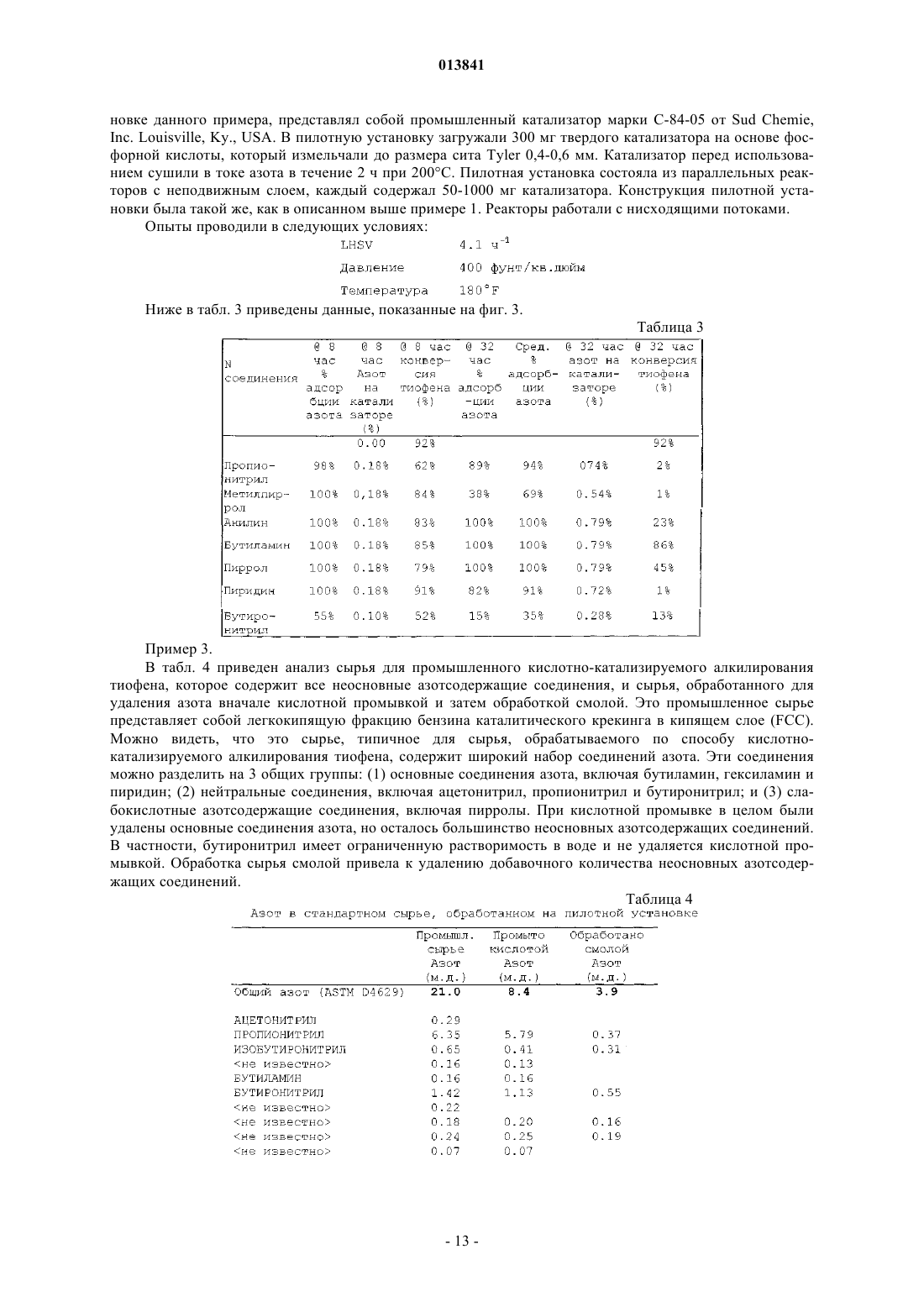
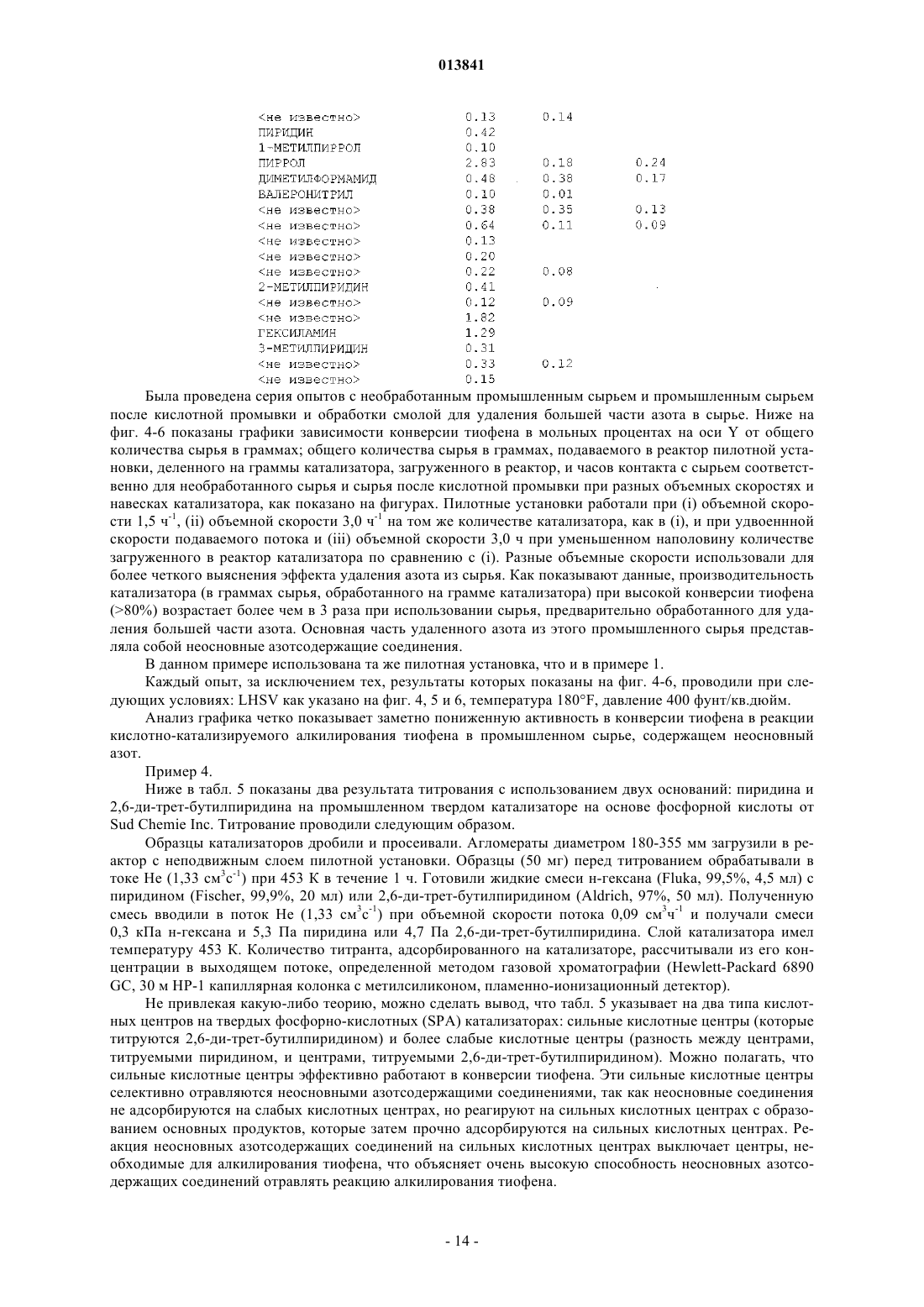
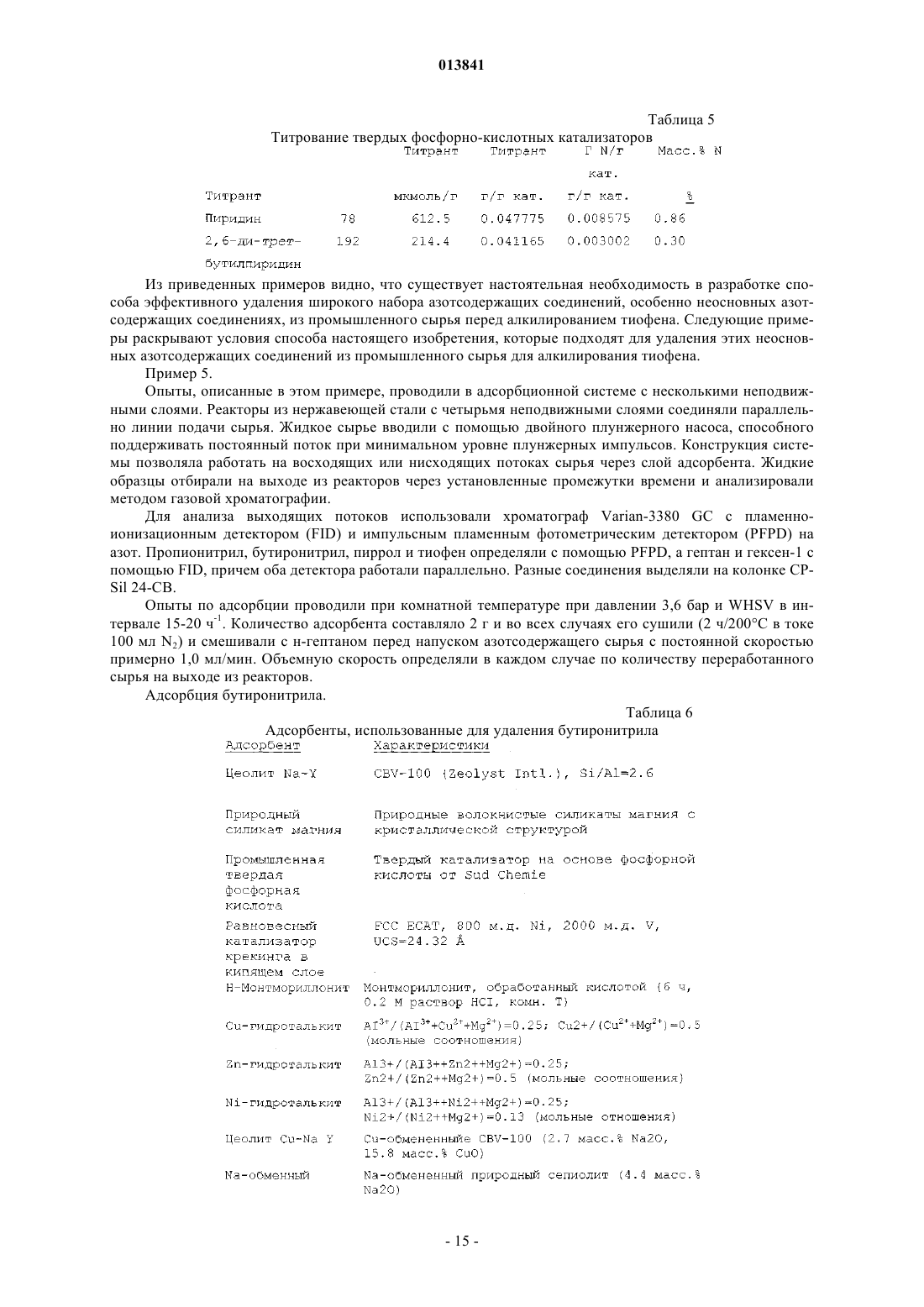
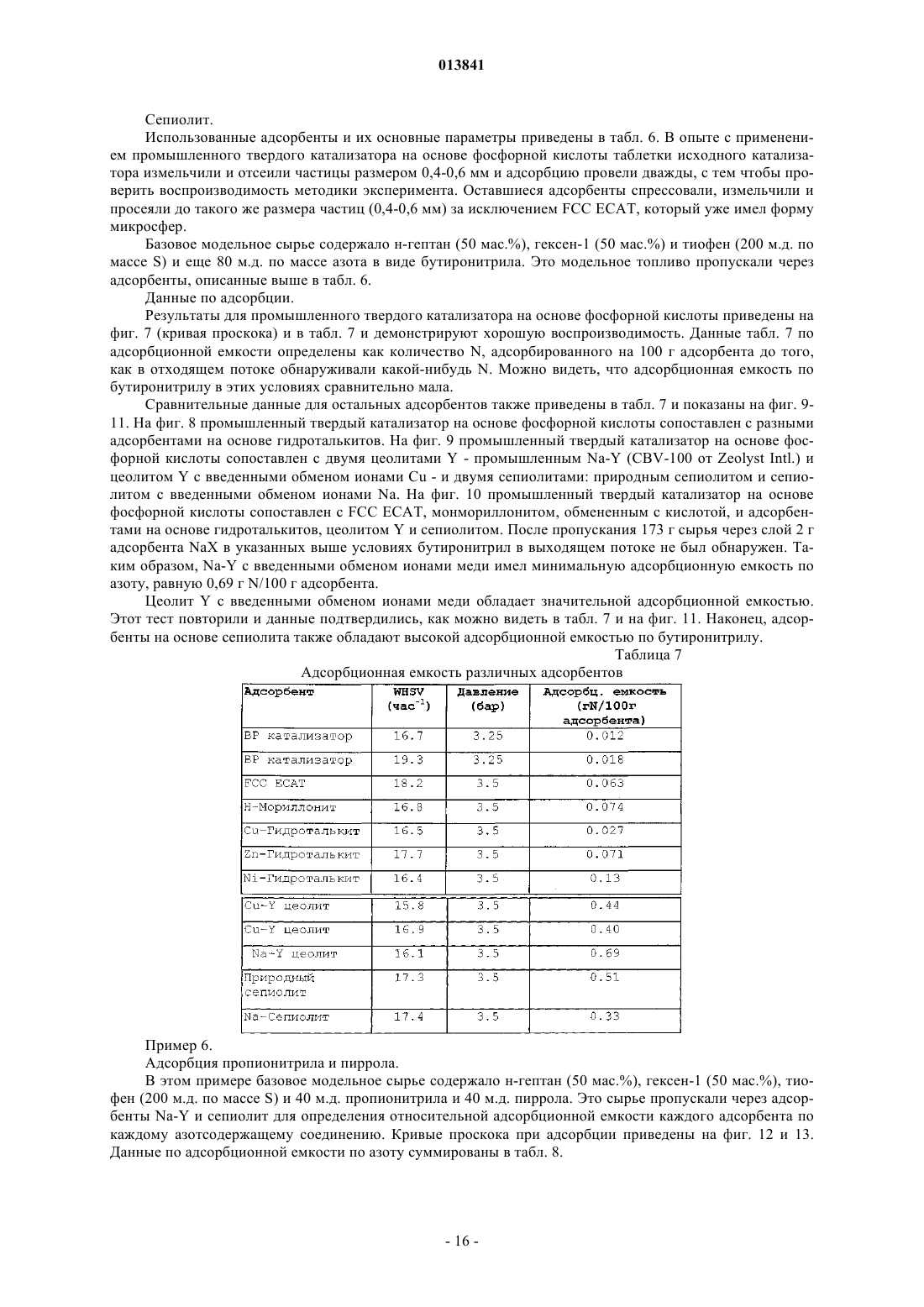
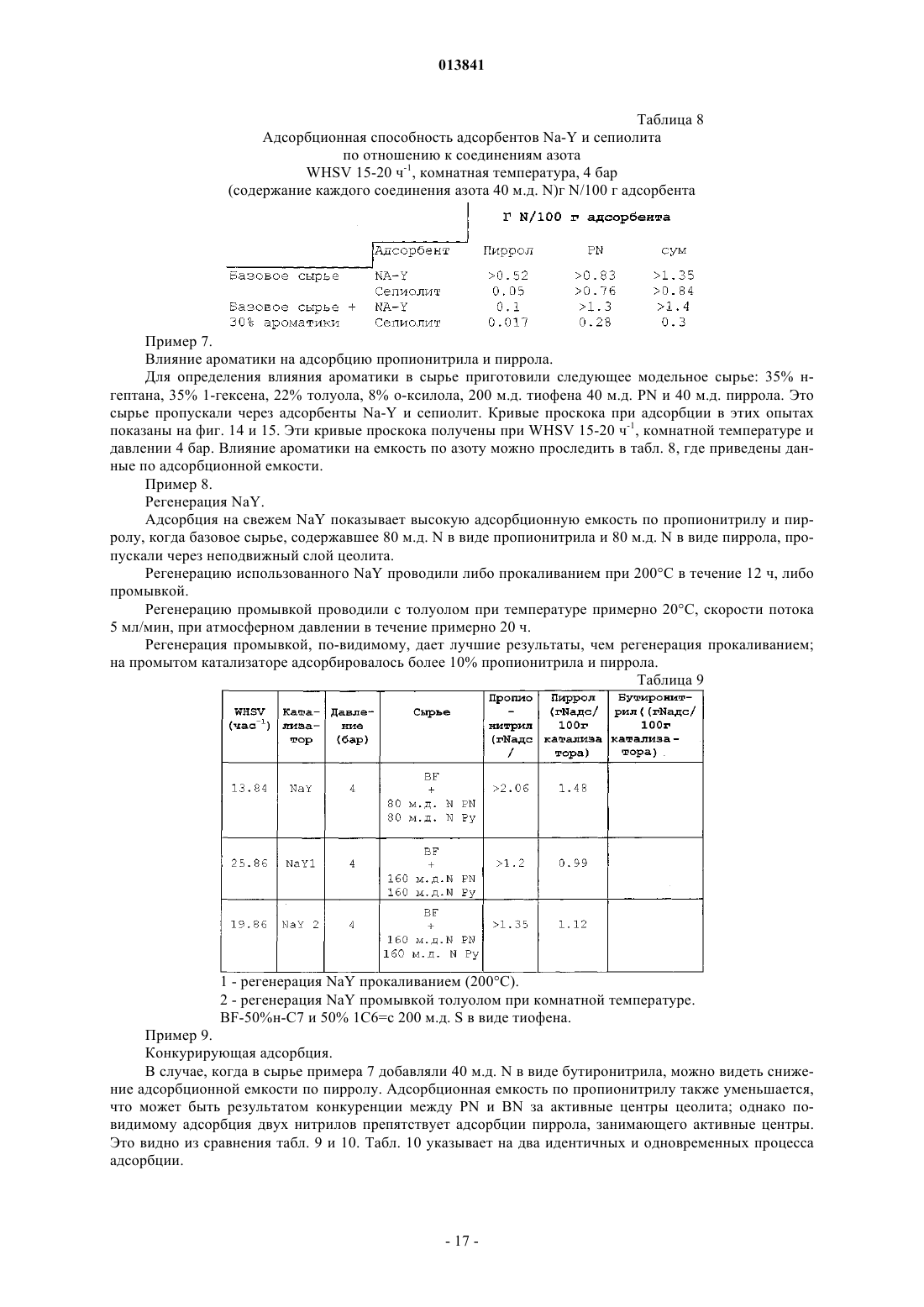
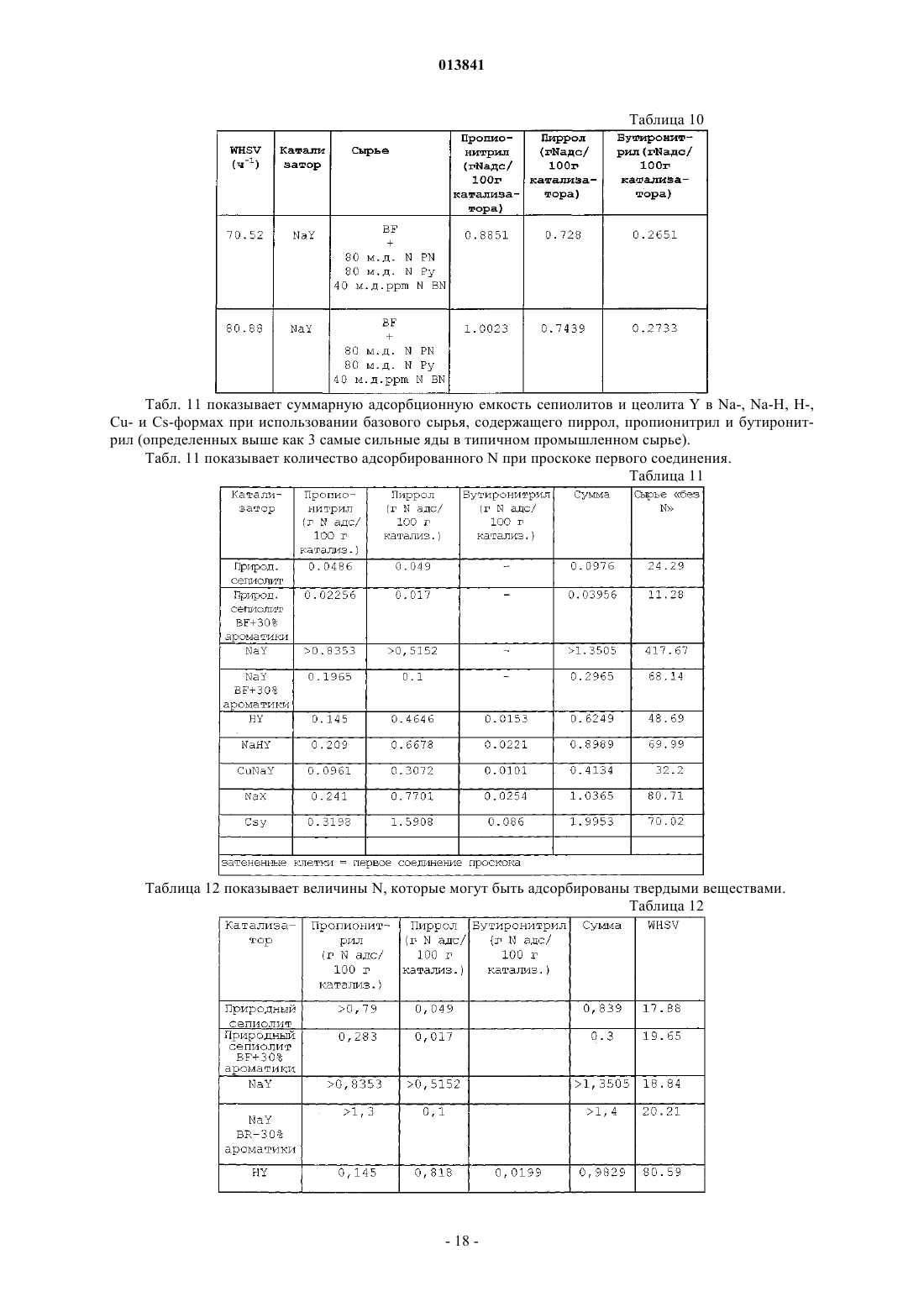
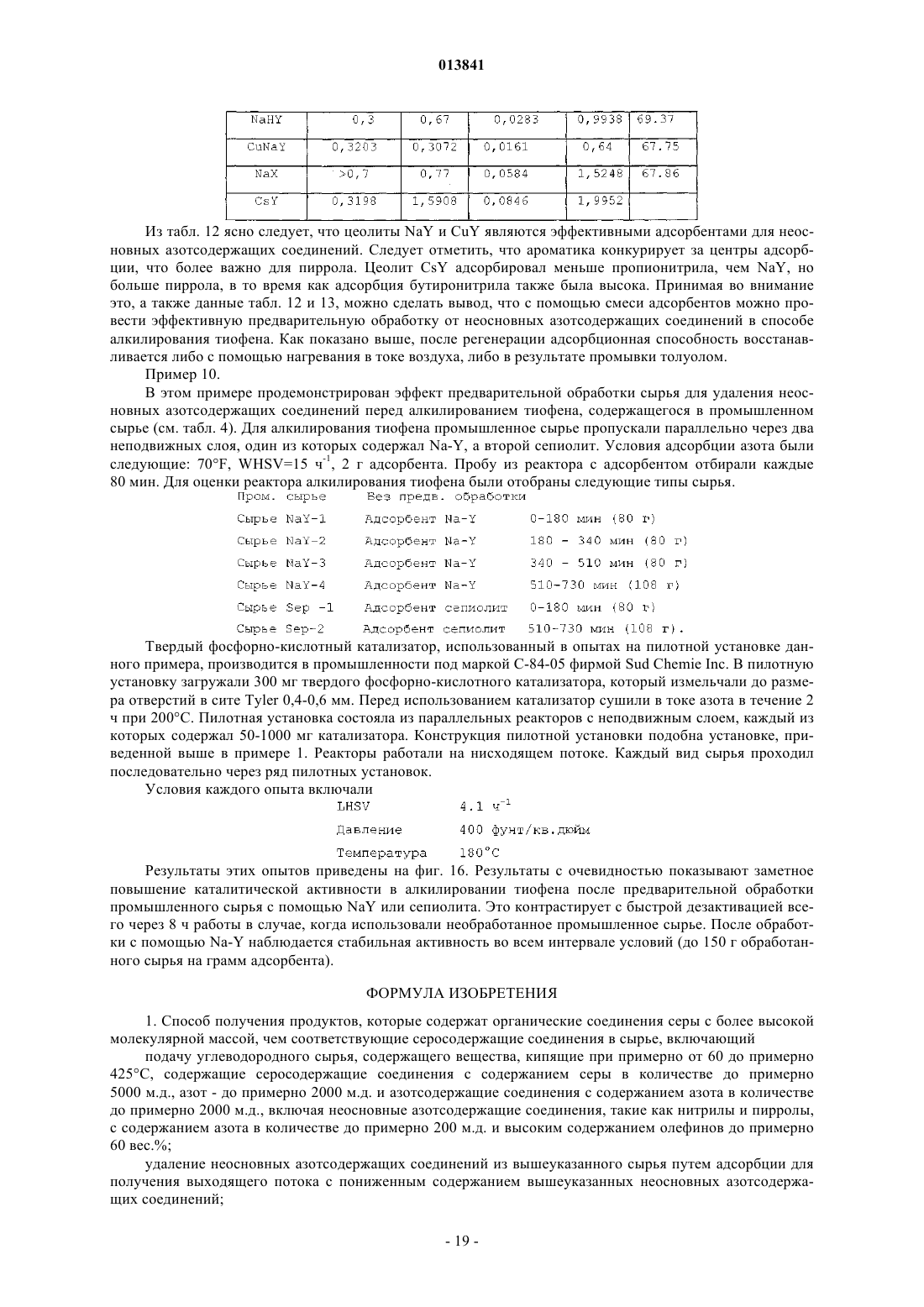
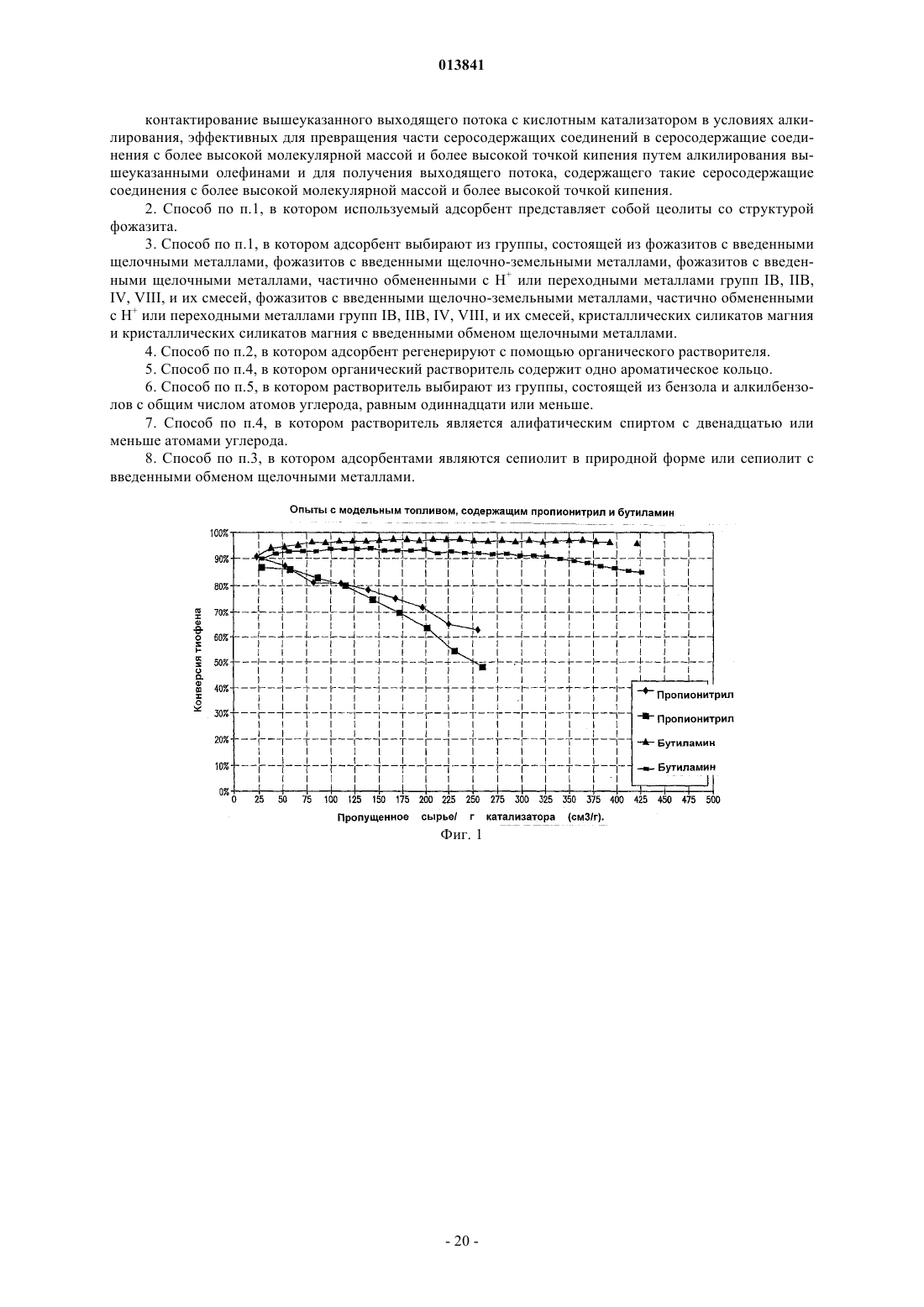
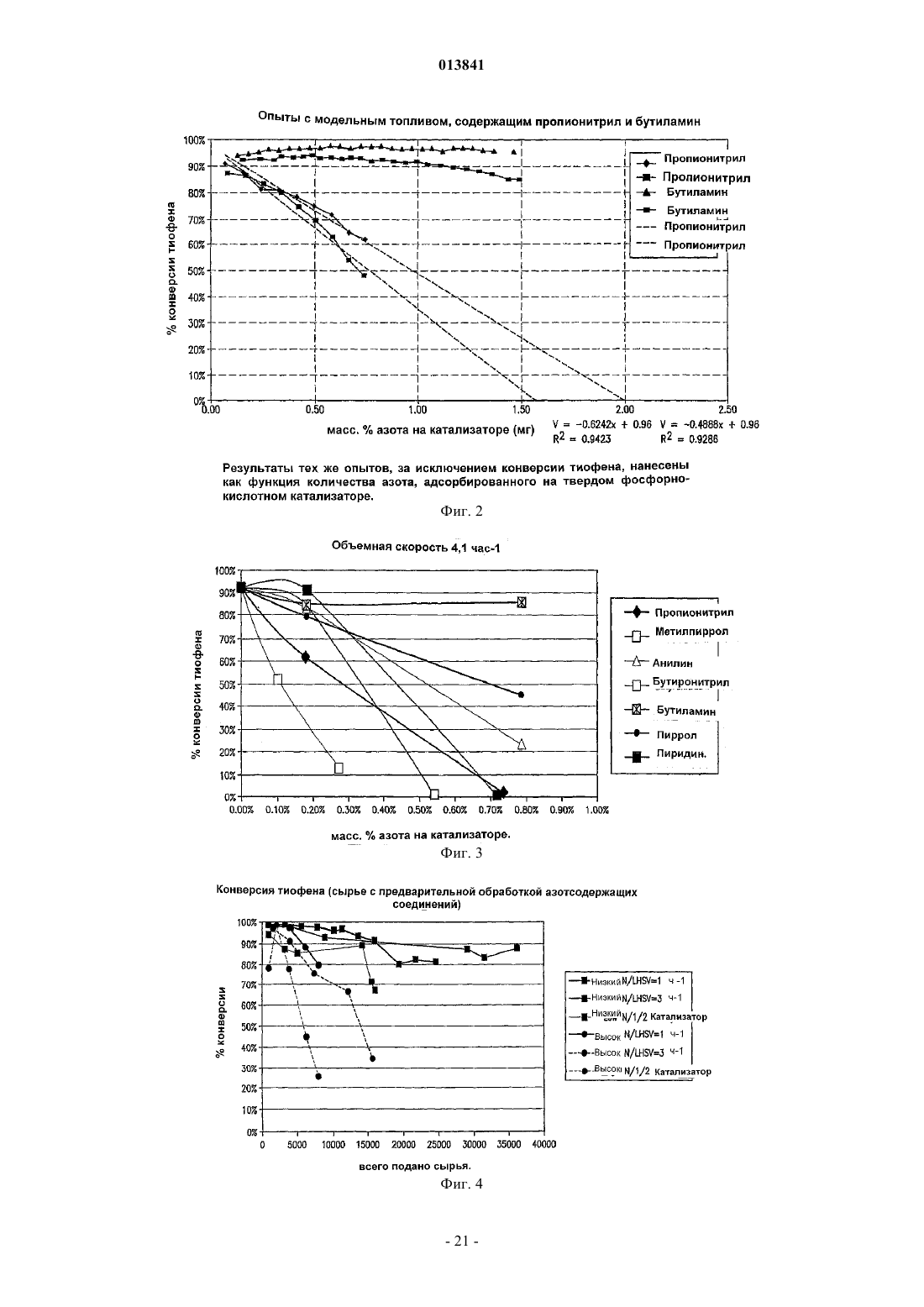
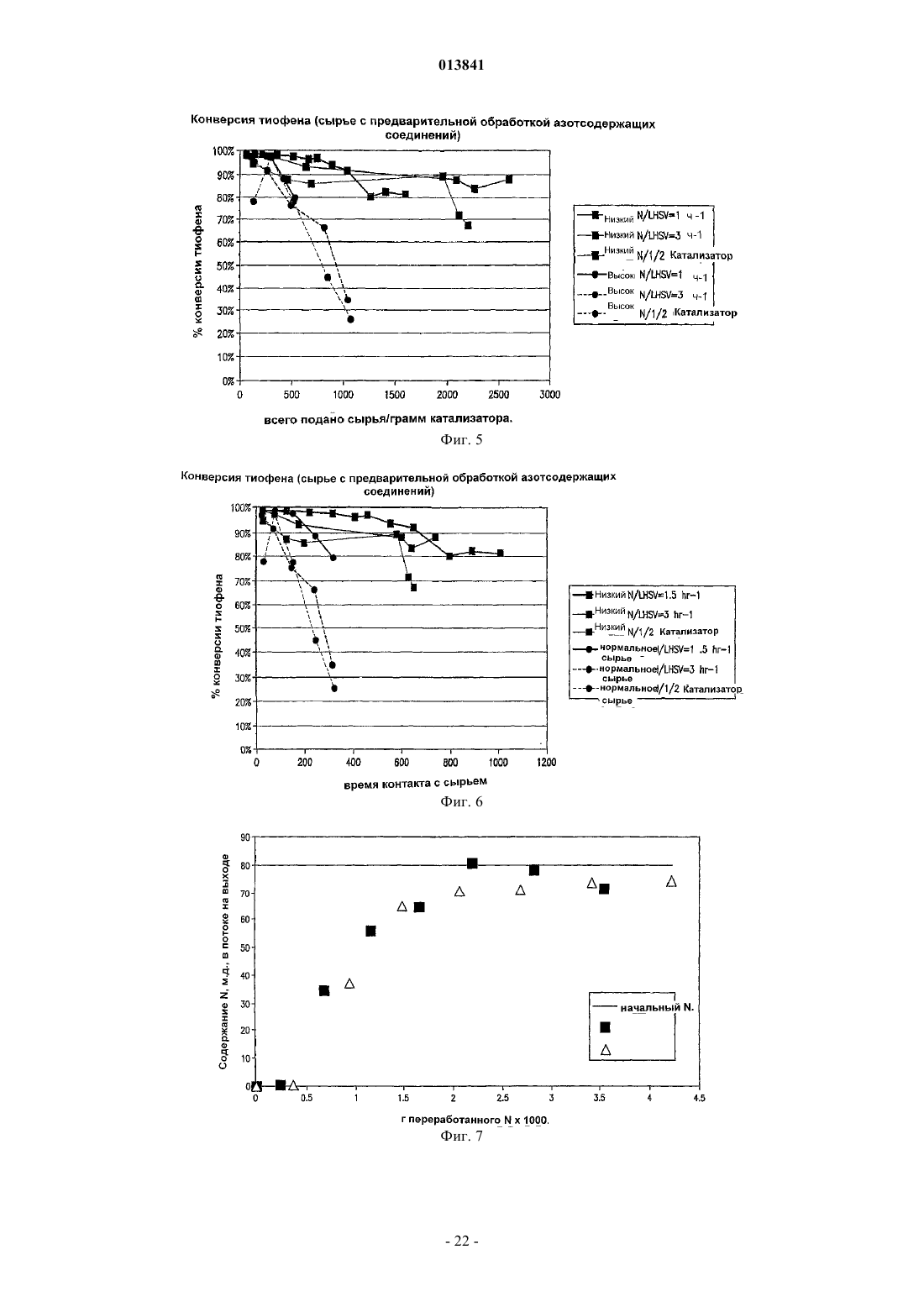
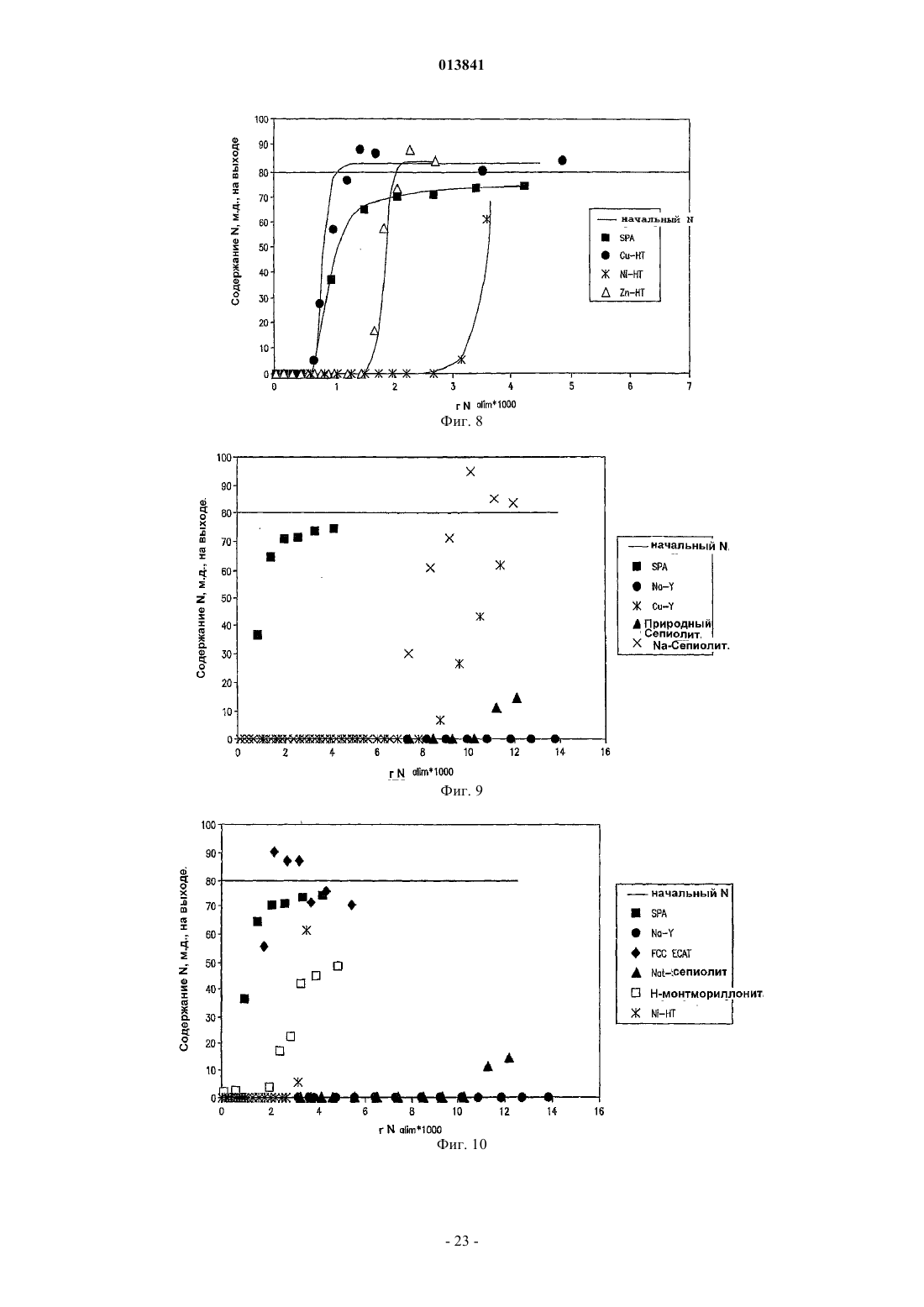
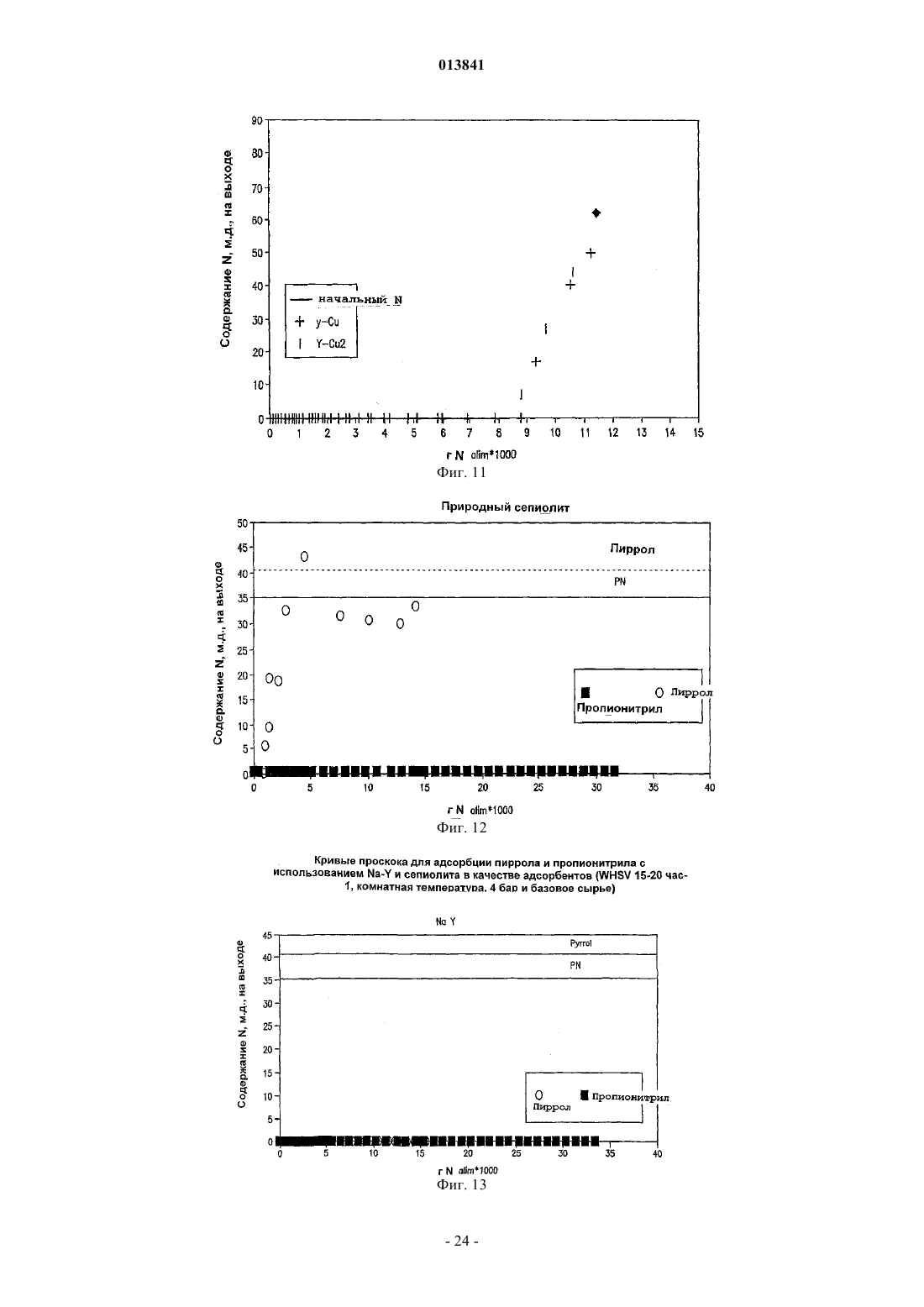
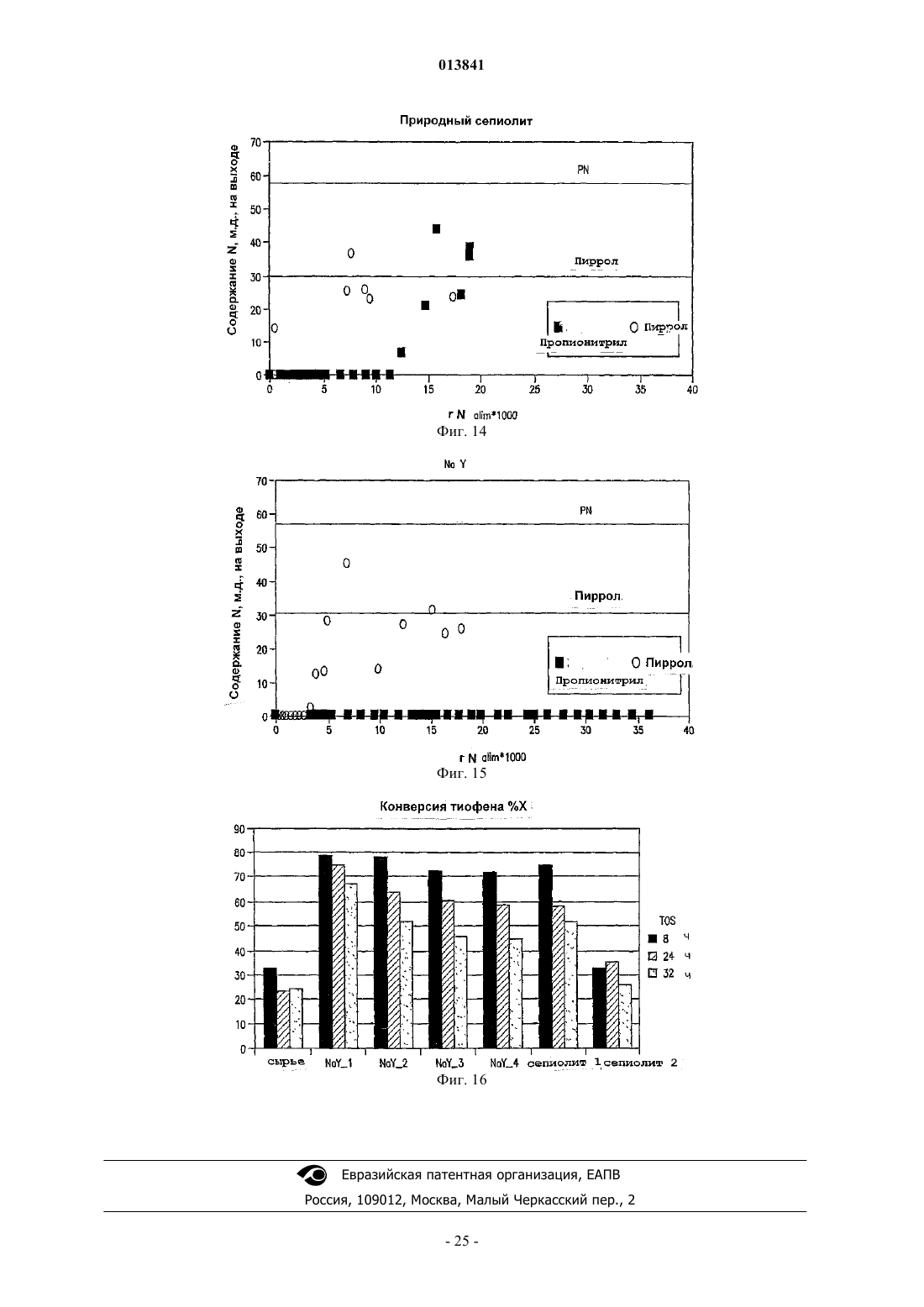
СПОСОБ ДЕСУЛЬФАЦИИ КОМПОНЕНТОВ ТОПЛИВА Раскрыт способ удаления очень вредных неосновных азотсодержащих соединений в восходящем потоке способа кислотно-катализируемого алкилирования тиофена с использованием адсорбентов, способных адсорбировать неосновные азотсодержащие соединения. Кеклер Кеннет Пол (US), Корма Авелино(71)(73) Заявитель и патентовладелец: БП КОРПОРЕЙШН НОРТ АМЕРИКА ИНК. (US) 013841 Область техники Настоящее изобретение относится к моторным топливам, которые получают из природной нефти и являются жидкостями при обычных условиях. В широком смысле оно относится к комплексным процессам получения продуктов с пониженным содержанием серы из сырья в случае, когда сырье содержит ограниченные количества нежелательных примесей - серосодержащих органических соединений. Более конкретно, изобретение относится к комплексным процессам, которые включают обработку технологического потока нефтеперерабатывающего завода твердым адсорбентом для удаления азотсодержащих соединений неосновной природы и химическую реакцию алкилирования одной или более серосодержащих примесей в более высококипящие продукты путем контактирования с кислотным катализатором при повышенных температурах. Алкилированные соединения серы затем концентрируют перегонкой и далее гидрируют для удаления серы. Нефтепродукты можно сразу использовать в качестве моторного топлива и/или компонентов для смешения при изготовлении топлив, более безопасных для окружающей среды. Предпосылки создания изобретения Хорошо известно, что в последние десятилетия 19-го века изобретение двигателей внутреннего сгорания революционизировало перевозки. В то время как Бенц и Готтлиб Вильгельм Даймлер изобретали и разрабатывали двигатели с электрическим зажиганием топлива типа бензина, Рудольф С.К. Дизель изобрел и построил названный по его имени двигатель, использующий сжатие для автозажигания топлива, с целью утилизации дешевых органических топлив. Такая же, если не более важная разработка усовершенствованных двигателей с искровым зажиганием для использования моторных топлив, протекала одновременно с улучшением составов бензинового топлива. Современные высокоэффективные бензиновые двигатели требуют даже более улучшенных технических условий для состава топлива, но вопросы цены также остаются на повестке дня. В настоящее время большинство видов моторного топлива получают из природной нефти. Действительно, нефть все еще остается главным мировым источником углеводородов, используемых в качестве топлива, и нефтехимического сырья. Хотя составы природной нефти или сырых нефтей значительно варьируются, все сырые нефти содержат соединения серы и большинство из них содержат соединения азота, которые могут также содержать кислород, но содержание кислорода в большинстве сырых нефтей невелико. Обычно концентрация серы в сырой нефти составляет меньше примерно 8%, и большинство сырых нефтей содержат серу в концентрациях примерно 0,5-1,5%. Концентрация азота обычно меньше 0,2%, но может доходить до 1,6%. Сырую нефть редко используют в исходной форме, ее превращают на нефтеперерабатывающих заводах в широкий набор компонентов топлива и сырье для нефтехимического производства. Обычно моторные топлива получают переработкой и смешением фракций дистиллатов, полученных из сырой нефти, с тем чтобы удовлетворить техническим условиям для конечного использования. Поскольку большинство сырых нефтей, доступных сегодня в большом количестве, являются высокосернистыми, перегнанные фракции следует десульфировать для получения продуктов, которые удовлетворяли бы техническим условиям на их применение и/или экологическим стандартам. Серосодержащие органические соединения в топливах продолжают быть основным источником загрязнения окружающей среды. При сжигании они превращаются в оксиды серы, которые, в свою очередь, превращаются в оксикислоты, и,кроме того, вносят вклад в эмиссию твердых частиц. При любых технических условиях по сере в моторном топливе удаление серы из нефтяного сырья и нефтепродуктов в ближайшие годы будет привлекать все возрастающее внимание. Хотя законодательство по сере для дизельного топлива в Европе, Японии и США недавно понизило содержание серы до 0,05 мас.% (макс.), имеются признаки того, что в будущем технические условия могут довести эту величину ниже сегодняшних 0,05 мас.%. Сейчас законодательство США по содержанию серы в бензине ограничивает каждый нефтеперерабатывающий завод содержанием в среднем 30 м.д. серы. В 2006 г. и в дальнейшем средние технические условия будут заменены максимальным пределом в 80 м.д. Каталитический крекинг в кипящем слое является одним из основных способов переработки, который сейчас используют для превращения нефти в нужные виды топлива, такие как бензин и дизельное топливо. В этом процессе сырье из высокомолекулярных углеводородов превращают в продукты с более низкой молекулярной массой путем контакта с частицами горячего мелкораздробленного твердого катализатора в кипящем или диспергированном состоянии. Подходящее углеводородное сырье обычно кипит в интервале 205-650 С, и его обычно приводят в контакт с катализатором при температурах 450-650 С. Подходящее сырье включает различные нефтяные фракции, такие как легкие газойли, тяжелые газойли,широкий набор газойлей, вакуумные газойли, керосины, отстойные нефти, фракции мазута, восстановленные сырые нефти и нефти от циклов, полученные из любых таких нефтей, а также фракции, полученные при переработке сланцевого масла, битуминозного песка и ожижении угля. Продукты способа каталитического крекинга в кипящем слое обычно разделяют по температуре кипения, и они включают легкую нафту (кипящую при 10-221 С), тяжелую нафту (кипящую при примерно 10-249 С), керосин (кипящий при примерно 180-300 С), нефть легкого цикла (кипящую при примерно 221-345 С) и нефть тяжелого цикла (кипящую при температурах выше примерно 345 С). Значительную часть бензина в Соединенных Штатах производят с помощью каталитического кре-1 013841 кинга в кипящем слое, однако получаемый этим способом бензин имеет высокое содержание серы. Сера в жидких продуктах этого процесса находится в виде сероорганических соединений и является нежелательной примесью, которая превращается в оксиды серы, когда эти продукты используют в качестве топлива. Такие оксиды серы загрязняют окружающую среду. Кроме того, они могут дезактивировать многие катализаторы, разработанные для каталитических дожигателей, используемых в автомобилях для каталитического превращения вредных выхлопов в менее вредные газы. Поэтому желательно уменьшить содержание серы в продуктах каталитического крекинга до наиболее низкого возможного уровня. Серосодержащие примеси в бензинах прямой гонки, которые получают простой дистилляцией сырой нефти, обычно сильно отличаются от примесей в бензинах крекинга. Первые содержат в основном меркаптаны и сульфиды, в то время как вторые обогащены тиофеном, бензотиофеном и производными тиофена и бензотиофена. Низкосернистые нефтепродукты традиционно получают каталитическим крекингом с помощью гидроочистки либо сырья, либо нефтепродуктов. Гидроочистка включает обработку продуктов крекинга водородом в присутствии катализатора и превращает серу в серосодержащих примесях в сероводород,который можно выделить и получить элементную серу. К сожалению, такая обработка бывает обычно очень дорогостоящей, поскольку требует источника водорода, оборудования для проведения процесса под высоким давлением, дорогостоящих катализаторов гидроочистки и завода, на котором полученный сероводород превращают в элементную серу. Кроме того, процесс гидроочистки может привести к нежелательной деструкции олефинов в составе сырья из-за их превращения в насыщенные углеводороды путем гидрирования. Такая деструкция олефинов при гидрировании обычно нежелательна, так как приводит к поглощению дорогостоящего водорода, а также потому, что олефины являются ценными компонентами высокооктанового бензина. Например, нафта с температурой кипения бензина каталитического крекинга характеризуется сравнительно высоким октановым числом благодаря высокому содержанию олефинов. Гидроочистка таких веществ приводит наряду с целевым десульфированием к уменьшению содержания олефинов, и октановое число продукта после гидроочистки уменьшается по мере увеличения степени десульфирования. Для удаления основной части серы из нефтяных дистиллатов для смешения при получении моторных топлив нефтеперерабатывающих заводов можно использовать традиционные катализаторы гидродесульфирования, но они не эффективны в удалении серы из стерически затрудненных сероорганических соединений, таких как полициклические ароматические соединения серы. Это особенно актуально для дважды стерически затрудненного гетероатома серы (например, в 4,6-диметилдибензотиофене). В присутствии традиционных катализаторов гидродесульфирования при высоких температурах выход падает,катализаторы быстрее зауглероживаются и качество продукта ухудшается (например, цвет нефтепродукта). Применение высокого давления требует больших капитальных затрат. Следовательно, существует необходимость в недорогом способе эффективного удаления серосодержащих примесей из жидких углеводородных дистиллатов. Есть также необходимость в таком способе, который можно использовать для удаления серосодержащих примесей из жидких углеводородных дистиллатов, таких как продукты каталитического крекинга в кипящем слое, которые богаты олефинами и содержат в качестве нежелательных примесей тиофены и бензотиофены. В будущем для того чтобы удовлетворить более жестким техническим условиям, такие стерически затрудненные соединения серы также придется удалять из дистиллатного сырья и продуктов. Существует настоятельная необходимость в экономичном способе удаления серы из моторных топлив нефтеперерабатывающих заводов, особенно из компонентов бензина. Известно много способов удаления серы из дистиллатного сырья и продуктов. В патенте США 2448211, Phillip D. Caesar и др., утверждается, что тиофен и его производные можно проалкилировать путем реакции с олефиновыми углеводородами при температуре примерно 140410 С в присутствии катализатора, такого как активированная природная глина или композит синтетического адсорбента из оксида кремния и по меньшей мере одного амфотерного оксида металла. Подходящие катализаторы на основе активированной природной глины включают глины, на которые осаждают хлорид цинка или фосфорную кислоту. Подходящие катализаторы на основе оксида кремнияамфотерного оксида металла включают комбинации оксида кремния с веществами, такими как оксид алюминия, оксид циркония, оксид церия и оксид тория. В патенте США 2469823, Rowland С. Hansfor andPhillip D. Caesar, показано, что трифторид бора можно использовать для катализа алкилирования тиофена и алкилтиофенов алкилирующими реагентами, такими как олефиновые углеводороды, алкилгалогениды, спирты и меркаптаны. Кроме того, в патенте США 2921081 (Zimmerschied и др.) раскрыто, что катализаторы - твердые кислоты можно готовить, комбинируя соединения циркония, выбранные из группы,состоящей из диоксида циркония и галогенидов циркония, с кислотой, выбранной из группы, состоящей из ортофосфорной кислоты, пирофосфорной кислоты и трифосфорной кислоты. В ссылке на Zimmerschied et al. также показано, что тиофен можно алкилировать пропиленом при температуре 227 С в присутствии такого катализатора. В патенте США 2583087, Jerome A.Vesely, утверждается, что тиофен можно удалить из ароматических углеводородов путем селективного алкилирования и выделения полученного алкилтиофена дистил-2 013841 ляцией. Селективное алкилирование проводят путем смешения ароматического углеводорода, содержащего тиофен, с алкилирующим реагентом и контактирования смеси с катализатором алкилирования при тщательно регулируемой температуре от примерно -20 до примерно 85 С. Раскрыто, что подходящие алкилирующие реагенты включают олефины, меркаптаны, сложные эфиры минеральных кислот и алкоксидные соединения, такие как алифатические спирты, простые эфиры и сложные эфиры карбоновых кислот. Раскрыто также, что подходящие катализаторы алкилирования включают следующие: (1) галогениды металлов - катализаторы Фриделя-Крафтса, которые предпочтительно использовать в безводной форме; (2) фосфорную кислоту, предпочтительно пирофосфорную кислоту или смесь таких веществ с серной кислотой, в которой объемное соотношение серной и фосфорной кислот меньше 4:1; и (3) смесь фосфорной кислоты, такой как ортофосфорная или пирофосфорная кислота, с кремнистым адсорбентом,таким как кизельгур или кремнистая глина, которую прокалили при температуре примерно 400-500 С с образованием кремнефосфорной кислотной комбинации, которую часто называют твердым катализатором на основе фосфорной кислоты. В патенте США 4775462, Tamotsu Imai and Jeffrey C. Bricker, описан неокислительный способ обессеривания кислой углеводородной фракции, в котором меркаптаны превращаются в тиоэфиры, которые считаются допустимыми в топливах. Способ включает контактирование углеводородной фракции, содержащей меркаптаны, с катализатором, состоящим из кислотного неорганического оксида, полимерной смолы на основе сульфокислоты, интеркалатного соединения, катализатора - твердой кислоты, галогенида бора, диспергированного на оксиде алюминия, или галогенида алюминия, диспергированного на оксиде алюминия, в присутствии ненасыщенного углеводорода в количестве, равном количеству меркаптанов, обычно от примерно 0,01 до примерно 20 мас.%. Хотя считается, что получаемый нефтепродукт не содержит меркаптанов, этот способ не снижает концентрацию элементной серы. В патенте США 5171916, Quany N. Le and Michael S. Saril, описан способ повышения качества нефти легкого цикла путем: (А) алкилирования ароматики, содержащей гетероатомы, в нефти цикла алифатическим углеводородом с 14-24 атомами углерода и по меньшей мере одной олефиновой двойной связью с использованием кристаллического металлсиликатного катализатора; и (В) отделения высококипящего продукта алкилирования с температурой кипения в интервале кипения смазки от неконвертированной нефти легкого цикла фракционной перегонкой. Заявлено также, что неконвертированная нефть легкого цикла содержит пониженное количество серы и азота, а высококипящий продукт алкилирования используют в качестве основы синтетической алкилированной ароматической смазки. В патенте США 5599441, Nick A. Colins and Jeffrey С. Trewella, описан способ удаления тиофеновых соединений серы из нафты крекинга путем: (А) контактирования нафты с кислотным катализатором для алкилирования тиофеновых соединений олефинами, присутствующими в нафте, как алкилирующими реагентами; (В) удаления отходящего потока из секции алкилирования; и (С) отделения алкилированных тиофеновых соединений из потока, отходящего из секции алкилирования, фракционной перегонкой. Заявлено также, что в нафту крекинга можно добавить дополнительные олефины в качестве добавочных алкилирующих реагентов. Недавно в патенте США 6024865, Bruce D. Alexander, George A. Huff, Vivek R. Pradhan, William J.Reagan and Roger H. Cayton, раскрыт продукт с пониженным содержанием серы, который получают из сырья, содержащего в качестве нежелательных примесей смесь углеводородов и серосодержащих ароматических соединений. Способ включает разделение сырья фракционной перегонкой на более низкокипящую фракцию, которая содержит более летучие серосодержащие ароматические примеси, и по меньшей мере одну более высококипящую фракцию, которая содержит менее летучие серосодержащие ароматические примеси. Каждую фракцию затем избирательно вводят в условия реакции, которые эффективны для превращения по меньшей мере части содержащихся в ней серосодержащих ароматических примесей в более высококипящие серосодержащие продукты путем алкилирования с помощью алкилирующих реагентов в присутствии кислотного катализатора. Более высококипящие серосодержащие продукты удаляют фракционной перегонкой. Заявлено также, что алкилирование можно провести постадийно при условии, что условия алкилирования являются менее жесткими на начальной стадии алкилирования, чем на второй стадии, например, с использованием более низкой температуры на первой стадии, в отличие от более высокой температуры на второй стадии. В патенте США 6059962, Bruce D. Alexander, George A. Huff, Vivek R. Pradhan, William J. Reaganand Roger H. Cayton, раскрыт продукт с пониженным содержанием серы, который получают многостадийным способом из сырья, состоящего из смеси углеводородов и включающего нежелательные примеси серосодержащих ароматических соединений. Первая стадия включает: (1) введение сырья в условия алкилирования, эффективные для превращения части примесей в более высококипящие серосодержащие продукты и (2) разделение полученных продуктов фракционной перегонкой на более низкокипящую и более высококипящую фракции. Более низкокипящую фракцию составляют углеводороды, и содержание серы в ней понижено по сравнению с исходным сырьем. Более высококипящую фракцию составляют углеводороды и неконвертированные серосодержащие ароматические примеси, а также более высококипящие серосодержащие продукты. Каждая последующая стадия включает: (1) введение более высококипящей фракции с предыдущей стадии в условия алкилирования, эффективные для превращения по-3 013841 меньшей мере части содержащихся в ней серосодержащих ароматических соединений в более высококипящие серосодержащие продукты и (2) разделение полученных продуктов фракционной перегонкой на более низкокипящую фракцию и более высококипящую фракцию, содержащую более высококипящие серосодержащие продукты алкилирования. Весь углеводородный продукт с пониженным содержанием серы состоит из более низкокипящих продуктов, полученных на разных стадиях. Еще раз было заявлено,что алкилирование может быть стадийным при условии, что условия алкилирования будут менее жесткими на начальной стадии алкилирования, чем на второй стадии, например, путем применения более низкой температуры на первой стадии, в отличие от более высокой температуры на второй стадии. Специалистам в этой области известна необходимость удаления некоторых азотсодержащих соединений в восходящих потоках разных процессов. Например, в патенте США 6602405 В 2 (Pradhan et al.) раскрыт способ получения продуктов с пониженным содержанием серы, в котором основные азотсодержащие примеси удаляют из сырья до его подачи в секцию реакции с олефинами в присутствии твердого катализатора на основе фосфорной кислоты или катализатора на основе кислотной полимерной смолы. В патенте США 6599417 В 2 (Pradhan et al.) также предложен способ удаления основных азотсодержащих примесей из сырья до его подачи в секцию реакции с олефинами. В патенте США 6736660 В 2 (Pradhan et al.) раскрыто удаление азотсодержащих органических соединений в восходящих потоках кислотно-катализируемого способа. Хотя на предшествующем уровне техники была известна необходимость удаления азотсодержащих соединений в восходящих потоках кислотно-катализируемого процесса, но на предшествующем уровне техники не принимали во внимание тот факт, что азотсодержащие органические соединения неосновной природы являются даже более сильными ядами, чем основные или нейтральные соединения азота. Типичные способы удаления азотсодержащих соединений, раскрытые в этой области, такие как кислотная промывка или метод кислотного защитного слоя, не будут эффективны в удалении таких весьма вредных азотсодержащих соединений неосновной природы. Поэтому и сегодня существует необходимость в способах получения продуктов с пониженным содержанием серы из сырья, содержащего ограниченные количества серосодержащих и неосновных азотсодержащих органических соединений, в котором вредные неосновные соединения азота можно легко удалить до того, как они выступят в роли каталитического яда. Настоящее изобретение направлено на решение указанных проблем для получения компонентов для смешения в моторных топливах нефтеперерабатывающих заводов, безопасных для окружающей среды. Сущность изобретения Раскрыты экономичные способы получения компонентов для смешения при изготовлении моторных топливах на нефтеперерабатывающих заводах с помощью комплексных многостадийных процессов,которые включают обработку фракции легкокипящих углеводородов нефтеперерабатывающего завода для удаления неосновных азотсодержащих соединений, химическую конверсию одной или более серосодержащих примесей в более высококипящие продукты путем алкилирования олефинами и удаление более высококипящих продуктов фракционной перегонкой. Настоящее изобретение предлагает проводить обработку углеводородов разных типов, особенно углеводородных масел нефтяного происхождения,которые содержат серу. В целом содержание серы в нефти превышает 1% и находится в интервале 2-3%. Способы изобретения особенно подходят для обработки фракций нефтеперерабатывающего завода, содержащих бензин, керосин, легкую нафту, тяжелую нафту и нефть легкого цикла и предпочтительно нафту процессов каталитического и/или термического крекинга. В одном варианте данное изобретение предлагает способ получения продуктов, которые являются жидкими при обычных условиях и содержат органические соединения серы с более высокой молекулярной массой, чем соответствующие серосодержащие соединения в исходном сырье, который включает: (а) сырье, состоящее из смеси углеводородов, которая включает олефины, серосодержащие органические соединения и неосновные азотсодержащие органические соединения, причем сырье представляет собой углеводороды, кипящие в интервале примерно 60-425 С и содержащие серу в количестве примерно 40005000 м.д. и азот до примерно 200 м.д., в том числе неосновные соединения азота в количестве до 200 м.д., (b) пропускание сырья через слой твердого адсорбента, содержащего цеолиты типа фожазита с щелочными или щелочно-земельными элементами или частично обмененные цеолиты типа фожазита с щелочными или щелочно-земельными металлами, содержащие Н+ или переходные металлы групп IB,IIB, IVB, VIII, кристаллические силикаты магния и кристаллические силикаты магния с введенными обменом щелочными металлами или смеси всех указанных выше компонентов, пригодные для адсорбции в слое, с тем чтобы повысить эффективность селективной адсорбции и/или образования комплексов между по меньшей мере частью содержащихся неосновных азотсодержащих органических соединений и адсорбентом, и получают таким образом выходящий из слоя поток, который содержит меньшее количество азотсодержащих органических соединений, чем исходное сырье, (с) на стадии контактирования при повышенных температурах контактирование отходящего потока с кислотным катализатором в условиях,эффективных для превращения части примесей, например тиофенов, в серосодержащей вещества с более-4 013841 высокой молекулярной массой путем алкилирования олефинами, что формирует поток продуктов. Подходящее сырье включает продукты крекинг-процессов нефтеперерабатывающих заводов, которые состоят в основном из веществ, кипящих в интервале примерно 60-425 С. Предпочтительно, когда такой поток с нефтеперерабатывающего завода состоит в основном из веществ, кипящих в интервале примерно 60-400 С и более предпочтительно в интервале примерно 90-375 С. В случае, когда выбранное сырье представляет собой нафту из крекинг-процесса нефтеперерабатывающего завода, сырье состоит в основном из веществ, кипящих в интервале примерно 20-250 С. Предпочтительно, чтобы сырье представляло собой фракцию нафты, состоящую в основном из веществ, кипящих в интервале примерно 40-225 С и более предпочтительно в интервале примерно 60200 С. Для способов данного изобретения лучше, чтобы сырье состояло из нафты, полученной каталитическим крекингом. Предпочтительно, чтобы мольное содержание олефинов в сырье было, по меньшей мере, равно содержанию серосодержащих органических соединений. В качестве кислотного катализатора на стадии контактного алкилирования тиофена выгодно использовать твердый катализатор на основе фосфорной кислоты. Повышенные температуры, используемые на контактной стадии алкилирования тиофена, находятся в интервале примерно 90-250 С, предпочтительно в интервале примерно 100-235 С и наиболее предпочтительно в интервале примерно 140-220 С. Данное изобретение особенно применимо для уменьшения содержания серосодержащих органических соединений в сырье, которое содержит соединения со стерически затрудненным атомом серы, например, такие как полициклические ароматические серосодержащие соединения. Обычно серосодержащие органические соединения представляют собой, по меньшей мере, сульфиды, гетероароматические сульфиды и/или соединения, которые выбирают из группы, состоящей из замещенных бензотиофенов и дибензотиофенов. Для более полного понимания настоящего изобретения надо обратиться к вариантам, описанным ниже с помощью примеров изобретения. Краткое описание чертежей На фиг. 1 показана конверсия тиофена в разных модельных топливах, содержащих соединения азота с разной степенью кислотности. На фиг. 2 показана зависимость конверсии тиофена в опытах, приведенных на фиг. 1, от количества азота, адсорбированного на катализаторе. На фиг. 3 показана зависимость конверсии тиофена от массового процентного содержания азота,адсорбированного на катализаторе, в добавочных порциях сырья, содержащих соединения азота с разной степенью кислотности. На фиг. 4-6 показана конверсия тиофена в разных видах топлива, не обработанных и обработанных в разных условиях реакции. На фиг. 7-11 показана адсорбционная емкость различных адсорбентов по бутиронитрилу. На фиг. 12 и 13 приведены кривые проскока для адсорбции пиррола и пропионитрила. На фиг. 14 и 15 приведены кривые проскока для адсорбции пропионитрила и пиррола в присутствии сырья, содержащего ароматику. На фиг. 16 показаны данные по конверсии тиофена в разном сырье, обработанном в течение разного времени разными адсорбентами. Описание изобретения Подходящее сырье для использования в данном изобретении получают из нефтяных дистиллатов,которые обычно содержат в основном фракции с нефтеперерабатывающих заводов, состоящие в основном из углеводородов, которые являются жидкими при обычных условиях. Нефтяные дистиллаты - это жидкости, которые кипят в широком или узком интервале температур от примерно 10C до примерно 345 С. Однако такие жидкости присутствуют и в продуктах ожижения угля и переработки глинистых сланцев или битуминозных песков. Это дистиллатное сырье может содержать до 2,5 мас.% элементной серы, но обычно содержит примерно 0,1-0,9 мас.% элементной серы. Более высокосернистое дистиллатное сырье обычно представляет собой чистые дистиллаты, полученные из высокосернистой сырой нефти, дистиллата коксовых установок и нефти каталитического цикла из установок каталитического крекинга, перерабатывающих сравнительно высокосернистое сырье. Содержание азота в дистиллатном сырье настоящего изобретения также зависит от содержания азота в сырой нефти, гидрогенизирующей производительности нефтеперерабатывающего завода в расчете на баррель сырой нефти и альтернативного распределения компонентов в дистиллатном сырье для гидрогенизации. Дистиллатное сырье с более высоким содержанием азота - это обычно дистиллаты коксовых установок и нефтепродукты каталитического цикла. Это дистиллатное сырье может содержать азот в концентрации до 2000 м.д., но обычно содержит примерно 5-900 м.д. Подходящие фракции с нефтеперерабатывающих заводов обычно имеют плотность по системе API в интервале примерно от 10 до 100API, предпочтительно примерно 10-75API и более предпочтительно примерно 15-50API. Эти фракции включают, но не ограничиваются ими, нафту каталитического про-5 013841 цесса в псевдоожиженном слое, нафту процесса в кипящем слое или нафту процесса замедленного коксования, легкую нафту, нафту гидрокрекинга, нафту гидроочистки, изомерат и продукт каталитического риформинга и их комбинации. Продукт каталитического риформинга и нафты каталитического крекинга часто можно разделить на более узкокипящие фракции, такие как легкая и тяжелая каталитическая нафта и легкие и тяжелые продукты каталитического риформинга, которые можно использовать как сырье согласно настоящему изобретению. Предпочтительные фракции представляют собой легкую чистую нафту, нафты каталитического крекинга, включая легкую и тяжелую нафту установок каталитического крекинга, продукты каталитического риформинга, включая легкие и тяжелые продукты каталитического риформинга, и производные этих углеводородных фракций нефтеперерабатывающего завода. Более подходящее для данного изобретения сырье включает любые сложные смеси углеводородов,полученные из дистиллатных фракций нефтеперерабатывающего завода, которые обычно кипят при температурах примерно 60-425 С. Обычно такое сырье представляет собой смесь углеводородов, но содержит небольшое количество серосодержащих органических примесей, в том числе ароматического характера, такие как тиофеновые и бензотиофеновые соединения. Предпочтительно, когда сырье имеет начальную температуру кипения ниже примерно 79 С и конечную температуру перегонки примерно 345 С или ниже и более предпочтительно примерно 249 С или ниже. При желании сырье может иметь конечную температуру перегонки примерно 221 С или ниже. Предполагается, что одну или более из указанных дистиллатных фракций, используемых в качестве сырья, можно объединять. Во многих случаях качество моторных топлив или компонентов для смешения в моторных топливах нефтеперерабатывающих заводов, полученных из разных источников, является сравнимым. В этих случаях определяющими могут быть такие факторы материально-технического обеспечения, как доступность достаточно больших объемов сырья, расположение ближайших поставщиков и потребителей и краткосрочная экономика. Продукты каталитического крекинга являются в высшей степени предпочтительным сырьем для данного изобретения. Сырье этого типа включает жидкости, которые кипят ниже примерно 345 С, такие как легкая нафта, тяжелая нафта и легкая нефть каталитического цикла. Однако следует подчеркнуть, что в настоящем изобретении можно использовать в качестве сырья все получаемые летучие продукты каталитического крекинга. Подходящим сырьем являются продукты каталитического крекинга, так как они обычно содержат относительно много олефинов, что дает возможность обходиться без добавления алкилирующих реагентов на первой стадии алкилирования в данном изобретении. Кроме серосодержащих органических соединений, таких как меркаптаны и сульфиды, серосодержащие ароматические соединения, такие как тиофен, бензотиофен и производные тиофена и бензотиофена, часто являются основными компонентами серосодержащих примесей в продуктах каталитического крекинга, и такие примеси легко удалять с помощью данного изобретения. Например, типичная легкая нафта после каталитического крекинга в кипящем слое нефтяного газойля содержит примерно до 60 мас.% олефинов и примерно до 0,5 мас.% серы, причем основная часть серы находится в виде тиофеновых и бензотиофеновых соединений. Предпочтительное сырье для использования в практике данного изобретения состоит из продуктов каталитического крекинга и также по меньшей мере 1 мас.% олефинов. Особенно предпочтительное сырье состоит из продуктов каталитического крекинга и к тому же по меньшей мере 5 мас.% олефинов. Такое сырье может быть частью летучих продуктов способа каталитического крекинга, которые выделяют дистилляцией. В практике данного изобретения сырье содержит серосодержащие ароматические соединения в качестве примесей. В одном варианте изобретения сырье содержит в качестве примесей тиофеновые и бензотиофеновые соединения. При желании практика настоящего изобретения позволяет превратить по меньшей мере примерно 50% или даже более этих серосодержащих ароматических соединений в более высококипящие серосодержащие вещества. В одном варианте изобретения сырье содержит бензотиофен,и по меньшей мере примерно 50% бензотиофена превращаются в более высококипящие серосодержащие вещества путем алкилирования и удаляются при перегонке. В качестве катализаторов в секции алкилирования тиофена настоящего изобретения можно использовать любые вещества кислотного характера, которые способны ускорять алкилирование серосодержащих ароматических соединений олефинами. Хотя можно использовать и жидкие кислоты, такие как серная кислота, особенно подходят твердые кислотные катализаторы, и такие твердые кислотные катализаторы включают жидкие кислоты, нанесенные на твердую подложку. Твердые кислотные катализаторы обычно предпочтительны по сравнению с жидкими катализаторами благодаря легкому контактированию сырья с такими веществами. Например, поток сырья можно просто пропускать через один или более неподвижных слоев твердых частиц кислотного катализатора при соответствующей температуре. При желании на разных стадиях изобретения можно использовать разные кислотные катализаторы. Например,жесткие условия алкилирования на стадии алкилирования можно ослабить до последующей стадии путем использования менее активного катализатора, в то время как более активный катализатор можно использовать на начальных стадиях алкилирования. Катализаторы, используемые в практике данного изобретения, включают вещества кислотной природы, такие как катализаторы, состоящие из кислых полимерных смол, нанесенных кислот и неорганиче-6 013841 ских оксидов кислотного характера. Подходящие кислые полимерные смолы включают полимерные смолы на основе сульфокислот, которые хорошо известны в этой области и доступны в промышленности. Типичным примером является Амберлист 35 от Rohm and Haas Co. Нанесенные кислоты, которые используют в качестве катализаторов, включают, но не ограничиваются ими, бренстедовские кислоты (примеры включают фосфорную кислоту, серную кислоту, борную кислоту, HF, фторсульфоновую кислоту, трифторметансульфоновую кислоту и дигидроксифторборную кислоту) и льюисовские кислоты (примеры включают BF3, BCl3, AlCl3, AlBr3, FeCl3, ZnCl2, SbF5, SbCl5 и комбинации AlCl3 и HCl), которые нанесены на твердые вещества, такие как оксид кремния, оксид алюминия, алюмосиликат, оксид циркония или глину. Нанесенные катализаторы обычно готовят путем объединения нужной жидкости с нужным носителем и последующей сушки. Нанесенные катализаторы, которые получают нанесением фосфорной кислоты на подложку, особенно предпочтительны и называются здесь твердыми катализаторами на основе фосфорной кислоты. Такие катализаторы предпочтительны, так как они высокоэффективны и дешевы. В патенте США 2921081 (Zimmerschield et al.), который включен здесь ссылкой во всей полноте, раскрыто приготовление твердых катализаторов на основе фосфорной кислоты путем объединения соединения циркония, которое выбрано из группы, состоящей из оксида циркония и галогенидов циркония, с кислотой, выбранной из группы, состоящей из ортофосфорной кислоты, пирофосфорной кислоты и трифосфорной кислоты. В патенте США 2120702 (Ipatief et al.), который включен здесь ссылкой во всей полноте, раскрыто приготовление твердого катализатора на основе фосфорной кислоты путем объединения фосфорной кислоты и кремнистого вещества. В британском патенте 863539, который включен здесь ссылкой во всей полноте, также раскрыто приготовление твердого катализатора на основе фосфорной кислоты путем нанесения фосфорной кислоты на твердое кремнистое вещество, такое как диатомитовая земля или кизельгур. При приготовлении твердой фосфорной кислоты нанесением фосфорной кислоты на кизельгур можно полагать, что катализатор содержит: (i) одну или более из свободных фосфорных кислот, т.е. ортофосфорную кислоту, пирофосфорную кислоту или трифосфорную кислоту, и (ii) фосфаты кремния, которые получают по химической реакции кислоты или кислот с кизельгуром. Хотя считается, что безводные фосфаты кремния не активны в алкилировании, они могут гидролизоваться с образованием смеси ортофосфорной и полифосфорной кислот, которые каталитически активны. Точный состав такой смеси будет зависеть от количества воды, с которой контактирует катализатор. Для поддержания активности твердого катализатора алкилирования на основе фосфорной кислоты при использовании в основном безводного углеводородного сырья к сырью с целью поддержания достаточного уровня гидратации традиционно добавляют небольшое количество воды или спирта, такого как изопропиловый спирт. Считается, что спирт подвергается дегидратации при контакте с катализатором и полученная вода затем гидратирует катализатор. Если катализатор содержит слишком мало воды, то его кислотность будет очень высока, что может привести к быстрой дезактивации в результате зауглероживания, и кроме того, катализатор не будет механически прочным. Дальнейшая гидратация катализатора понижает его кислотность и уменьшает тенденцию к быстрой дезактивации из-за зауглероживания. Однако избыточная гидратация такого катализатора может вызвать размягчение и образование механических агломератов, что приводит к большому падению давления в реакторах с неподвижным слоем. Соответственно существует оптимальный уровень гидратации твердого катализатора на основе фосфорной кислоты, который зависит от условий реакции, характера подложки и алкилирующего реагента. В предпочтительных вариантах изобретения, использующих твердые катализаторы на основе фосфорной кислоты, необходим гидратирующий реагент в таком количестве, при котором возрастает активность катализатора. Лучше, когда гидратирующий реагент является по меньшей мере одним из компонентов группы, состоящей из воды и спиртов с примерно 2-5 атомами углерода. Обычно бывает достаточно такого количества гидратирующего реагента, которое приводит к концентрации воды в сырье в интервале примерно 50-1000 м.д. Эту воду удобно вводить в виде спирта, такого как изопропиловый спирт. Кислотные неорганические оксиды, которые используют в качестве катализаторов, включают, но не ограничиваются ими, оксиды алюминия, алюмосиликаты, природные и синтетические модифицированные глины и природные и синтетические цеолиты, такие как фожазиты, мордениты, L, омега, X, Y, бета и ZSM. Вполне пригодны цеолиты, включая бета, Y, ZSM-3, ZSM-4, ZSM-5, ZSM-18 и ZSM-20. Желательно, чтобы цеолиты были внедрены в матрицу неорганического оксида, такого как алюмосиликат. В практике данного изобретения в качестве кислотного катализатора вполне можно использовать равновесный катализатор крекинга. Катализаторы могут содержать смеси различных веществ, таких как льюисовская кислота (примеры включают BF3, BCl3, SbF5 и AlCl3), нецеолитный твердый неорганический оксид (типа оксида кремния, оксида алюминия и алюмосиликата) и широкопористые кристаллические молекулярные сита (примеры включают цеолиты, модифицированные глины и алюмофосфаты). Желательно, чтобы твердый катализатор был в такой физической форме, которая обеспечила бы быстрое и эффективное контактирование с реагентами на той стадии способа, где его используют. Хотя изобретение не должно этим ограничиваться, предпочтительно, чтобы твердый катализатор был в виде-7 013841 частиц, наибольший размер которых в среднем равен примерно от 0,1 мм до примерно 2 см. Например,можно использовать практически сферические шарики катализатора со средним диаметром от примерно 0,1 мм до примерно 2 см. Альтернативно можно использовать катализатор в виде стержней диаметром от примерно 0,1 мм до примерно 1 см и длиной от примерно 0,2 мм до примерно 2 см. Как было указано выше, используемое в практике данного изобретения сырье содержит наряду с серосодержащими органическими примесями примеси азотсодержащих органических соединений. Многие типичные азотсодержащие примеси являются органическими основаниями и в некоторых случаях могут вызвать дезактивацию кислотного катализатора или катализаторов данного изобретения. Было установлено, что наибольшая часть вредных азотсодержащих органических ядов для катализаторов являются азотсодержащими органическими молекулами неосновного характера. Было установлено, что типичное промышленное сырье, используемое в способе алкилирования тиофена, содержит в основном часто более 75 мол.% неосновных, т.е. либо нейтральных, либо слабо кислотных азотсодержащих соединений. Эти соединения включают ацетонитрилы, пропионитрилы, бутиронитрилы и пирролы. Не связывая себя теорией, можно полагать, что неосновные азотсодержащие соединения превращаются в основные соединения на активных центрах кислотного катализатора. Эти неосновные азотсодержащие соединения обычно не удаляются при промывке кислотой, водой и с помощью защитных слоев, например защитного слоя адсорбента - льюисовской кислоты, который мог бы удалять основные соединения азота до контакта с кислотным катализатором. Считается, что неосновные азотсодержащие соединения селективно отравляют активные центры кислотного катализатора, на которых неосновные соединения азота превращаются в основные азотсодержащие соединения. Обычный легко- или среднекипящий бензин каталитического крекинга в кипящем слое может содержать 10-25 м.д. по массе неосновных соединений азота, в то время как более высококипящее сырье может содержать избыток в 50 м.д. по массе неосновных азотсодержащих соединений. Согласно способу настоящего изобретения эти неосновные азотсодержащие соединения необходимо удалять и это можно сделать путем комбинированной промывки основанием с последующей промывкой кислотой; с помощью адсорбента или комбинации адсорбентов, которые можно регенерировать, или кислотного вещества, которое преимущественно реагирует с неосновным азотом с образованием основных азотсодержащих соединений, которые затем можно адсорбировать. Комбинацию трех указанных способов можно использовать также для удаления неосновных азотсодержащих соединений. Согласно данному изобретению комбинацию промывки основанием и кислотой можно осуществить при температурах в интервале примерно 0-100 С и предпочтительно примерно 20-50 С и в интервале давлений примерно 0-100 фунт/кв.дюйм, предпочтительно примерно 1-25 фунт/кв.дюйм. Подходящие основные растворы включают неорганические основания, такие как гидроксид натрия или гидроксид калия, с концентрациями оснований в интервале примерно 5-50 мас.%, предпочтительно примерно 10-20 мас.%. Промывку основанием можно проводить в 1-3 стадию контакта, наиболее предпочтительно в 1 стадию. Раствор основания рециркулируют для достижения соотношения при контакте 10-100 объемов раствора на объем сырья, наиболее предпочтительно соотношения примерно 50-100 объемов раствора на объем сырья. Подходящие кислотные растворы включают неорганические кислоты, такие как серная кислота,при концентрациях кислоты в интервале примерно 5-25 мас.%, предпочтительно примерно 10-20 мас.%. Кислотную промывку можно проводить в 1-3 стадии контакта, наиболее предпочтительно в 1 стадию. Раствор кислоты рециркулируют для достижения соотношения при контакте 10-100 объемов раствора на объем сырья, наиболее предпочтительно соотношения примерно 50-100 объемов раствора на объем сырья. Вначале следует провести промывку основанием и затем кислотную промывку, с тем чтобы защитить кислотный катализатор от контакта с основанием на стадии промывки основанием. Согласно настоящему изобретению эффективные адсорбенты для неосновных азотсодержащих соединений включают цеолиты типа фожазита со щелочными или щелочно-земельными металлами или частично обмененные цеолиты типа фожазита со щелочными или щелочно-земельными металлами, содержащие Н+ или переходные металлы групп IB, IIB, IVB, VIII, кристаллические силикаты магния, кристаллические силикаты магния с введенными обменом щелочными элементами или смеси всех указанных выше компонентов. Адсорбентом может быть механическая смесь сепиолита, Na-X и Na-Y, в которой эти компоненты присутствуют в количествах 5-95 об.% каждого. Адсорбцию можно проводить при температурах примерно 0-100 С, предпочтительно примерно 2040 С и в интервале давлений примерно 0-300 фунт/кв.дюйм и предпочтительно примерно 100-150 фунт/кв.дюйм. Массовая часовая объемная скорость подачи сырья на адсорбент (WHSV) может быть в интервале примерно 0,5-50 ч-1 и наиболее предпочтительно примерно 10-15 ч-1. Количество адсорбента должно быть достаточным для работы между регенерациями в течение примерно 0,5-15 суток, более предпочтительно примерно 1-5 суток между регенерациями.-8 013841 Регенерацию отработанного адсорбента можно проводить либо термическим способом, либо промывкой растворителем, либо десорбцией при переменном давлении. Эти способы включают высокотемпературное окисление в присутствии кислородсодержащего газа при температуре примерно 100-1000 С, предпочтительно примерно 100-500 С и давлении примерно 1100 фунт/кв.дюйм, предпочтительно примерно 0-50 фунт/кв.дюйм. Условиям высокотемпературного пиролиза соответствуют температуры примерно 100-1000 С и предпочтительно примерно 100-500 С и давления примерно 0-100 фунт/кв.дюйм и предпочтительно примерно 1-50 фунт/кв.дюйм. Условия высокотемпературной гидроочистки включают температуры примерно 500-700 С и давления примерно 25-40 атм в присутствии водородсодержащего газа. Эффективным растворителем для промывки на нефтеперерабатывающем заводе является толуол. Считается также, что многие другие нефтяные фракции нефтеперерабатывающего завода являются эффективными растворителями регенерации. Регенерацию растворителем проводят в условиях температуры примерно 50-400F и давления примерно 0-300 фунт/кв.дюйм и более предпочтительно примерно 50150F и примерно 0-50 фунт/кв.дюйм. Подходящие способы удаления основных азотсодержащих примесей до сих пор обычно включали обработку кислотным веществом. Такие способы включают промывку водным раствором кислоты и использование защитного слоя, расположенного перед кислотным катализатором. Примеры эффективных защитных слоев включают, но не ограничиваются ими, цеолит А, цеолит Y, цеолит L, морденит, фторированный оксид алюминия, свежий катализатор крекинга, равновесный катализатор крекинга и кислотные полимерные смолы. При использовании методики с защитным слоем часто бывает желательно использовать два защитных слоя, чтобы один защитный слой можно было регенерировать, в то время как другой использовался бы для предварительной обработки сырья и защиты кислотного катализатора. Если для удаления основных азотсодержащих примесей используется кислотная промывка, сырье обрабатывают водным раствором подходящей кислоты. Подходящие кислоты для этого включают, но не ограничиваются ими, соляную кислоту, серную кислоту и уксусную кислоту. Концентрация кислоты в водном растворе не является критичной, но удобно выбрать ее в интервале 0,1-30 мас.%. Например, для удаления основных азотсодержащих соединений из тяжелой нафты каталитического крекинга можно использовать водный 2 мас.% раствор серной кислоты. В практике данного изобретения после удаления неосновных азотсодержащих соединений сырье перед стадией алкилирования приводят в контакт с кислотным катализатором при такой температуре и в течение такого времени, чтобы достичь нужной степени превращения серосодержащих органических примесей в более высококипящие серосодержащие вещества. Желательно, чтобы температура контактирования была выше примерно 50 С, предпочтительно выше 85 С и более предпочтительно выше 100 С. Обычно контактирование проводят при температурах примерно 50-260 С, предпочтительно примерно 85-220 С и более предпочтительно примерно 100-200 С. Следует подчеркнуть, что оптимальная температура зависит от используемого кислотного катализатора, выбранного алкилирующего реагента или реагентов, концентрации алкилирующего реагента или реагентов и природы удаляемых серосодержащих ароматических примесей. Отходящий поток после стадии контактирования с кислотным катализатором можно затем фракционировать по меньшей мере на одну низкокипящую фракцию, состоящую из обедненной серой фракции, и высококипящую фракцию, которая содержит часть более высококипящих веществ, как описано в патенте США 6736963, который включен здесь ссылкой. Данное изобретение представляет собой комплексный многостадийный способ концентрирования серосодержащих ароматических примесей в углеводородном сырье до сравнительно малого объема высококипящего вещества. В результате такого концентрирования серу можно удалить легче и дешевле любым традиционным способом. Например, это вещество можно смешать с высококипящим топливом,где содержание серы менее опасно. Или же его можно подвергнуть эффективной гидроочистке по сравнительно низкой цене из-за его уменьшенного объема по сравнению с объемом исходного сырья. В другом варианте считается, что удаление неосновных азотсодержащих соединений с помощью адсорбентов данного изобретения повысит эффективность других способов с использованием твердых кислотных катализаторов, таких как каталитическая конденсация или полимеризация, используемых для получения полимер-бензинов из легких олефинов. Многие промышленные химические и нефтехимические процессы включают реакцию конденсацию олефина или смеси олефинов на кислотном катализаторе с образованием более высокомолекулярных продуктов. Этот процесс называют полимеризацией, и его продуктами могут быть либо низкомолекулярные олигомеры, либо высокомолекулярные полимеры. Олигомеры образуются при конденсации 2, 3 или 4 молекул олефинов, в то время как полимеры образуются при конденсации 5 или более молекул олефинов. Использованный здесь термин полимеризация означает способ образования олигомеров и/или полимеров. Низкомолекулярные олефины (такие как пропен, 2-метилпропен, 1-бутен и 2-бутен) можно превратить путем полимеризации на твердом кислотном катализаторе (таком как твердый катализатор на осно-9 013841 ве фосфорной кислоты) в продукт, который состоит из олигомеров и является источником для изготовления высокооктанового бензина смешением с исходным сырьем и для получения химических промежуточных веществ и конечных продуктов, включая спирты, моющие средства и пластики. Такой процесс обычно осуществляют с неподвижным слоем твердого кислотного катализатора при повышенных температурах и давлениях. Такие способы полимеризации описаны более подробно в патенте США 5932778, который включен здесь ссылкой. Пример 1. На фиг. 1 показаны в виде графика результаты четырех опытов по кислотно-катализируемому алкилированию тиофена на пилотной установке. Более конкретно, опыты проводили с модельным смесями,две из которых содержали неосновное азотсодержащее соединение - пропионитрил, а две другие содержали основное азотсодержащее соединение - бутиламин. Конверсия тиофена отложена на оси Y в мольных процентах превращенного тиофена в зависимости от отложенного по оси X суммарного количества пропущенного через катализатор сырья. Фиг. 2 приводит такой же график конверсии тиофена в зависимости от мас.% азота на катализаторе. Как следует из графика, присутствие в сырье неосновных азотсодержащих соединений приводит к заметному снижению активности в конверсии тиофена по сравнению с сырьем, содержащим только основные азотсодержащие соединения. Составы исходных модельных смесей, использованных в опытах, результаты которых показаны на фиг. 1 и 2, приведены ниже в табл. 1. Таблица 1 Модельное сырье В пилотную установку, в которой получали данные, показанные на фиг. 1 и 2, загружали 54 см 3 твердого катализатора на основе фосфорной кислоты (С 84-5-02 от Sud Chemie, Inc. Louisville, Ky., USA),измельченного до размера сита Tyler -12 +20 (стандартные сита W.S. Tyler, США). Реактор пилотной установки состоял из трубки из нержавеющей стали длиной 34 дюйма, внешним диаметром 3/4 дюйма,внутренним диаметром 0,620 дюйма и толщиной стенки 0,065 дюйма. Температуру в реакторе поддерживали с помощью четырех секций электронагрева на стенке реактора внутри изолированного печного блока. Температуру этих секций регулировали с помощью программного компьютера с использованием одноточечных термопар в каждой секции на стенке реактора. Кроме того, имелся карман для термопары из нержавеющей стали диаметром 1/8 дюйма, проходящий через середину реактора от его верха. Для контроля температуры внутри реактора в карман вставляли многоточечную термопару (трехточечную термопару с промежутком 2"). Пилотный реактор состоял из зоны предварительного нагрева (температурная секция 1), заполненной кусочками оксида алюминия, просеянными через сито Tyler -12 +20 (тестовое сито W.S.Tyler стандарта США). Вторую и третью зоны нагрева заполняли 54 см 3 твердого катализатора на основе фосфорной кислоты (С 84-5-02 от Sud Chemie, Inc. Louisville, Ky., USA), измельченного до размера сита Tyler -12+20 (стандартные тестовые сита W.S. Tyler, США) Остальная часть реактора (температурная зона 4) была заполнена кусочками оксида алюминия, просеянными через сито Tyler -12 +20 (тестовое ситоW.S.Tyler стандарта США), которые служили зоной охлаждения и для поддержания катализатора. Поток сырья в данном способе подавали в реактор с помощью прецизионного шприц-насоса(ISCO). Сырье подогревали до температуры реакции в секции подогрева, температуру измеряли вдоль центральной линии термопарами в разных положениях и соответственно устанавливали в секциях нагрева. Жидкий продукт из реактора перетекал в охлаждаемый сепаратор/приемник при высоком давлении,где с помощью азота поддерживали давление на выходе из реактора на уровне рабочего давления. На выходе из сепаратора/приемника давление газа регулировали с помощью регулировочного клапанаBadger Research. Жидкие пробы отбирали из сепаратора/приемника при высоком давлении и анализировали на содержание серы, азота и олефинов с помощью многоколоночной газовой хроматографии. Для этих опытов в реактор загружали 54 см 3 катализатора. Скорость потока сырья выбирали для установления гидравлической объемной скорости жидкости (LHSV, стандартный объем сырья в см 3/ч, деленный на загруженный объем катализатора в см 3), равной 3,0 ч-1. Температуру в зоне реакции поддерживали на уровне 350F +/-5F при давлении 400 фунт/кв.дюйм +/-10 фунт/кв.дюйм. Пример 2. На фиг. 3 приведены в виде графика результаты дополнительных опытов по кислотнокатализируемому алкилированию тиофена на пилотной установке. Более конкретно, опыты проводили с модельным смесями, содержащими 80 м.д. по массе семи как неосновных, так и основных азотсодержащих соединений. На фиг. 3 конверсия тиофена отложена по оси Y в мольных процентах превращенного тиофена в зависимости от мас.% азота, адсорбированного на катализаторе. Анализ графика ясно показывает, что чем более основным является соединение азота, тем более плоской является кривая, т.е. тем меньше дезактивация катализатора. Присутствие неосновных азотсодержащих соединений в сырье приводит к заметному снижению активности в конверсии тиофена по сравнению с сырьем, содержащим только основные соединения азота. В предварительном опыте определяли объемную скорость для получения конверсии тиофена 95% в базовом сырье (50% 1-гексена, 50% н-гептана, 200 м.д. S в виде тиофена), которая позволила бы выработать программу эксперимента для четкого и быстрого определения отравляющего эффекта от загрязняющих азотных примесей в сырье. На основании предварительных данных в остальных опытах была выбрана объемная скорость (WHSV), равная 4,1 ч-1. В опытах данного примера использовали следующее базовое сырье: 50% 1-гексена, 50% н-гептана,200 м.д. серы (в виде тиофена), 80 м.д. по массе N (в виде разных азотсодержащих примесей). Были оценены следующие азотсодержащие соединения, добавленные к базовому сырью: Более конкретно, полученные результаты показывают, что различные азотсодержащие соединения можно классифицировать по их отравляющему действию на кислотно-катализируемое алкилирование тиофена на: (1) сильные яды, такие как пиридин, метилпиррол, пропионитрил и бутиронитрил; (2) умеренные яды - анилин и пиррол и (3) слабые яды для алкилирования тиофена - бутиламин. В условиях реакции, используемых в данном примере, большинство соединений азота остаются на катализаторе в течение первых суток проведения реакции. В течение более длительного промежутка времени адсорбция азота слегка понижается, особенно в случае нитрилов. Твердый катализатор на основе фосфорной кислоты, использованный в опытах на пилотной уста- 12013841 новке данного примера, представлял собой промышленный катализатор марки С-84-05 от Sud Chemie,Inc. Louisville, Ky., USA. В пилотную установку загружали 300 мг твердого катализатора на основе фосфорной кислоты, который измельчали до размера сита Tyler 0,4-0,6 мм. Катализатор перед использованием сушили в токе азота в течение 2 ч при 200 С. Пилотная установка состояла из параллельных реакторов с неподвижным слоем, каждый содержал 50-1000 мг катализатора. Конструкция пилотной установки была такой же, как в описанном выше примере 1. Реакторы работали с нисходящими потоками. Опыты проводили в следующих условиях: Пример 3. В табл. 4 приведен анализ сырья для промышленного кислотно-катализируемого алкилирования тиофена, которое содержит все неосновные азотсодержащие соединения, и сырья, обработанного для удаления азота вначале кислотной промывкой и затем обработкой смолой. Это промышленное сырье представляет собой легкокипящую фракцию бензина каталитического крекинга в кипящем слое (FCC). Можно видеть, что это сырье, типичное для сырья, обрабатываемого по способу кислотнокатализируемого алкилирования тиофена, содержит широкий набор соединений азота. Эти соединения можно разделить на 3 общих группы: (1) основные соединения азота, включая бутиламин, гексиламин и пиридин; (2) нейтральные соединения, включая ацетонитрил, пропионитрил и бутиронитрил; и (3) слабокислотные азотсодержащие соединения, включая пирролы. При кислотной промывке в целом были удалены основные соединения азота, но осталось большинство неосновных азотсодержащих соединений. В частности, бутиронитрил имеет ограниченную растворимость в воде и не удаляется кислотной промывкой. Обработка сырья смолой привела к удалению добавочного количества неосновных азотсодержащих соединений. Таблица 4 Была проведена серия опытов с необработанным промышленным сырьем и промышленным сырьем после кислотной промывки и обработки смолой для удаления большей части азота в сырье. Ниже на фиг. 4-6 показаны графики зависимости конверсии тиофена в мольных процентах на оси Y от общего количества сырья в граммах; общего количества сырья в граммах, подаваемого в реактор пилотной установки, деленного на граммы катализатора, загруженного в реактор, и часов контакта с сырьем соответственно для необработанного сырья и сырья после кислотной промывки при разных объемных скоростях и навесках катализатора, как показано на фигурах. Пилотные установки работали при (i) объемной скорости 1,5 ч-1, (ii) объемной скорости 3,0 ч-1 на том же количестве катализатора, как в (i), и при удвоеннной скорости подаваемого потока и (iii) объемной скорости 3,0 ч при уменьшенном наполовину количестве загруженного в реактор катализатора по сравнению с (i). Разные объемные скорости использовали для более четкого выяснения эффекта удаления азота из сырья. Как показывают данные, производительность катализатора (в граммах сырья, обработанного на грамме катализатора) при высокой конверсии тиофена(80%) возрастает более чем в 3 раза при использовании сырья, предварительно обработанного для удаления большей части азота. Основная часть удаленного азота из этого промышленного сырья представляла собой неосновные азотсодержащие соединения. В данном примере использована та же пилотная установка, что и в примере 1. Каждый опыт, за исключением тех, результаты которых показаны на фиг. 4-6, проводили при следующих условиях: LHSV как указано на фиг. 4, 5 и 6, температура 180F, давление 400 фунт/кв.дюйм. Анализ графика четко показывает заметно пониженную активность в конверсии тиофена в реакции кислотно-катализируемого алкилирования тиофена в промышленном сырье, содержащем неосновный азот. Пример 4. Ниже в табл. 5 показаны два результата титрования с использованием двух оснований: пиридина и 2,6-ди-трет-бутилпиридина на промышленном твердом катализаторе на основе фосфорной кислоты отSud Chemie Inc. Титрование проводили следующим образом. Образцы катализаторов дробили и просеивали. Агломераты диаметром 180-355 мм загрузили в реактор с неподвижным слоем пилотной установки. Образцы (50 мг) перед титрованием обрабатывали в токе Не (1,33 см 3 с-1) при 453 К в течение 1 ч. Готовили жидкие смеси н-гексана (Fluka, 99,5%, 4,5 мл) с пиридином (Fischer, 99,9%, 20 мл) или 2,6-ди-трет-бутилпиридином (Aldrich, 97%, 50 мл). Полученную смесь вводили в поток Не (1,33 см 3 с-1) при объемной скорости потока 0,09 см 3 ч-1 и получали смеси 0,3 кПа н-гексана и 5,3 Па пиридина или 4,7 Па 2,6-ди-трет-бутилпиридина. Слой катализатора имел температуру 453 К. Количество титранта, адсорбированного на катализаторе, рассчитывали из его концентрации в выходящем потоке, определенной методом газовой хроматографии (Hewlett-Packard 6890GC, 30 м НР-1 капиллярная колонка с метилсиликоном, пламенно-ионизационный детектор). Не привлекая какую-либо теорию, можно сделать вывод, что табл. 5 указывает на два типа кислотных центров на твердых фосфорно-кислотных (SPA) катализаторах: сильные кислотные центры (которые титруются 2,6-ди-трет-бутилпиридином) и более слабые кислотные центры (разность между центрами,титруемыми пиридином, и центрами, титруемыми 2,6-ди-трет-бутилпиридином). Можно полагать, что сильные кислотные центры эффективно работают в конверсии тиофена. Эти сильные кислотные центры селективно отравляются неосновными азотсодержащими соединениями, так как неосновные соединения не адсорбируются на слабых кислотных центрах, но реагируют на сильных кислотных центрах с образованием основных продуктов, которые затем прочно адсорбируются на сильных кислотных центрах. Реакция неосновных азотсодержащих соединений на сильных кислотных центрах выключает центры, необходимые для алкилирования тиофена, что объясняет очень высокую способность неосновных азотсодержащих соединений отравлять реакцию алкилирования тиофена. Из приведенных примеров видно, что существует настоятельная необходимость в разработке способа эффективного удаления широкого набора азотсодержащих соединений, особенно неосновных азотсодержащих соединениях, из промышленного сырья перед алкилированием тиофена. Следующие примеры раскрывают условия способа настоящего изобретения, которые подходят для удаления этих неосновных азотсодержащих соединений из промышленного сырья для алкилирования тиофена. Пример 5. Опыты, описанные в этом примере, проводили в адсорбционной системе с несколькими неподвижными слоями. Реакторы из нержавеющей стали с четырьмя неподвижными слоями соединяли параллельно линии подачи сырья. Жидкое сырье вводили с помощью двойного плунжерного насоса, способного поддерживать постоянный поток при минимальном уровне плунжерных импульсов. Конструкция системы позволяла работать на восходящих или нисходящих потоках сырья через слой адсорбента. Жидкие образцы отбирали на выходе из реакторов через установленные промежутки времени и анализировали методом газовой хроматографии. Для анализа выходящих потоков использовали хроматограф Varian-3380 GC с пламенноионизационным детектором (FID) и импульсным пламенным фотометрическим детектором (PFPD) на азот. Пропионитрил, бутиронитрил, пиррол и тиофен определяли с помощью PFPD, а гептан и гексен-1 с помощью FID, причем оба детектора работали параллельно. Разные соединения выделяли на колонке СРSil 24-CB. Опыты по адсорбции проводили при комнатной температуре при давлении 3,6 бар и WHSV в интервале 15-20 ч-1. Количество адсорбента составляло 2 г и во всех случаях его сушили (2 ч/200 С в токе 100 мл N2) и смешивали с н-гептаном перед напуском азотсодержащего сырья с постоянной скоростью примерно 1,0 мл/мин. Объемную скорость определяли в каждом случае по количеству переработанного сырья на выходе из реакторов. Адсорбция бутиронитрила. Таблица 6 Адсорбенты, использованные для удаления бутиронитрила- 15013841 Сепиолит. Использованные адсорбенты и их основные параметры приведены в табл. 6. В опыте с применением промышленного твердого катализатора на основе фосфорной кислоты таблетки исходного катализатора измельчили и отсеили частицы размером 0,4-0,6 мм и адсорбцию провели дважды, с тем чтобы проверить воспроизводимость методики эксперимента. Оставшиеся адсорбенты спрессовали, измельчили и просеяли до такого же размера частиц (0,4-0,6 мм) за исключением FCC ECAT, который уже имел форму микросфер. Базовое модельное сырье содержало н-гептан (50 мас.%), гексен-1 (50 мас.%) и тиофен (200 м.д. по массе S) и еще 80 м.д. по массе азота в виде бутиронитрила. Это модельное топливо пропускали через адсорбенты, описанные выше в табл. 6. Данные по адсорбции. Результаты для промышленного твердого катализатора на основе фосфорной кислоты приведены на фиг. 7 (кривая проскока) и в табл. 7 и демонстрируют хорошую воспроизводимость. Данные табл. 7 по адсорбционной емкости определены как количество N, адсорбированного на 100 г адсорбента до того,как в отходящем потоке обнаруживали какой-нибудь N. Можно видеть, что адсорбционная емкость по бутиронитрилу в этих условиях сравнительно мала. Сравнительные данные для остальных адсорбентов также приведены в табл. 7 и показаны на фиг. 911. На фиг. 8 промышленный твердый катализатор на основе фосфорной кислоты сопоставлен с разными адсорбентами на основе гидроталькитов. На фиг. 9 промышленный твердый катализатор на основе фосфорной кислоты сопоставлен с двумя цеолитами Y - промышленным Na-Y (CBV-100 от Zeolyst Intl.) и цеолитом Y с введенными обменом ионами Cu - и двумя сепиолитами: природным сепиолитом и сепиолитом с введенными обменом ионами Na. На фиг. 10 промышленный твердый катализатор на основе фосфорной кислоты сопоставлен с FCC ECAT, монмориллонитом, обмененным с кислотой, и адсорбентами на основе гидроталькитов, цеолитом Y и сепиолитом. После пропускания 173 г сырья через слой 2 г адсорбента NaX в указанных выше условиях бутиронитрил в выходящем потоке не был обнаружен. Таким образом, Na-Y с введенными обменом ионами меди имел минимальную адсорбционную емкость по азоту, равную 0,69 г N/100 г адсорбента. Цеолит Y с введенными обменом ионами меди обладает значительной адсорбционной емкостью. Этот тест повторили и данные подтвердились, как можно видеть в табл. 7 и на фиг. 11. Наконец, адсорбенты на основе сепиолита также обладают высокой адсорбционной емкостью по бутиронитрилу. Таблица 7 Адсорбционная емкость различных адсорбентов Пример 6. Адсорбция пропионитрила и пиррола. В этом примере базовое модельное сырье содержало н-гептан (50 мас.%), гексен-1 (50 мас.%), тиофен (200 м.д. по массе S) и 40 м.д. пропионитрила и 40 м.д. пиррола. Это сырье пропускали через адсорбенты Na-Y и сепиолит для определения относительной адсорбционной емкости каждого адсорбента по каждому азотсодержащему соединению. Кривые проскока при адсорбции приведены на фиг. 12 и 13. Данные по адсорбционной емкости по азоту суммированы в табл. 8.- 16013841 Таблица 8 Адсорбционная способность адсорбентов Na-Y и сепиолита по отношению к соединениям азота(содержание каждого соединения азота 40 м.д. N)г N/100 г адсорбента Пример 7. Влияние ароматики на адсорбцию пропионитрила и пиррола. Для определения влияния ароматики в сырье приготовили следующее модельное сырье: 35% нгептана, 35% 1-гексена, 22% толуола, 8% о-ксилола, 200 м.д. тиофена 40 м.д. PN и 40 м.д. пиррола. Это сырье пропускали через адсорбенты Na-Y и сепиолит. Кривые проскока при адсорбции в этих опытах показаны на фиг. 14 и 15. Эти кривые проскока получены при WHSV 15-20 ч-1, комнатной температуре и давлении 4 бар. Влияние ароматики на емкость по азоту можно проследить в табл. 8, где приведены данные по адсорбционной емкости. Пример 8. Регенерация NaY. Адсорбция на свежем NaY показывает высокую адсорбционную емкость по пропионитрилу и пирролу, когда базовое сырье, содержавшее 80 м.д. N в виде пропионитрила и 80 м.д. N в виде пиррола, пропускали через неподвижный слой цеолита. Регенерацию использованного NaY проводили либо прокаливанием при 200 С в течение 12 ч, либо промывкой. Регенерацию промывкой проводили с толуолом при температуре примерно 20 С, скорости потока 5 мл/мин, при атмосферном давлении в течение примерно 20 ч. Регенерация промывкой, по-видимому, дает лучшие результаты, чем регенерация прокаливанием; на промытом катализаторе адсорбировалось более 10% пропионитрила и пиррола. Таблица 9 1 - регенерация NaY прокаливанием (200 С). 2 - регенерация NaY промывкой толуолом при комнатной температуре.BF-50%н-С 7 и 50% 1 С 6=с 200 м.д. S в виде тиофена. Пример 9. Конкурирующая адсорбция. В случае, когда в сырье примера 7 добавляли 40 м.д. N в виде бутиронитрила, можно видеть снижение адсорбционной емкости по пирролу. Адсорбционная емкость по пропионитрилу также уменьшается,что может быть результатом конкуренции между PN и BN за активные центры цеолита; однако повидимому адсорбция двух нитрилов препятствует адсорбции пиррола, занимающего активные центры. Это видно из сравнения табл. 9 и 10. Табл. 10 указывает на два идентичных и одновременных процесса адсорбции. Табл. 11 показывает суммарную адсорбционную емкость сепиолитов и цеолита Y в Na-, Na-H, H-,Cu- и Cs-формах при использовании базового сырья, содержащего пиррол, пропионитрил и бутиронитрил (определенных выше как 3 самые сильные яды в типичном промышленном сырье). Табл. 11 показывает количество адсорбированного N при проскоке первого соединения. Таблица 11 Таблица 12 показывает величины N, которые могут быть адсорбированы твердыми веществами. Таблица 12 Из табл. 12 ясно следует, что цеолиты NaY и CuY являются эффективными адсорбентами для неосновных азотсодержащих соединений. Следует отметить, что ароматика конкурирует за центры адсорбции, что более важно для пиррола. Цеолит CsY адсорбировал меньше пропионитрила, чем NaY, но больше пиррола, в то время как адсорбция бутиронитрила также была высока. Принимая во внимание это, а также данные табл. 12 и 13, можно сделать вывод, что с помощью смеси адсорбентов можно провести эффективную предварительную обработку от неосновных азотсодержащих соединений в способе алкилирования тиофена. Как показано выше, после регенерации адсорбционная способность восстанавливается либо с помощью нагревания в токе воздуха, либо в результате промывки толуолом. Пример 10. В этом примере продемонстрирован эффект предварительной обработки сырья для удаления неосновных азотсодержащих соединений перед алкилированием тиофена, содержащегося в промышленном сырье (см. табл. 4). Для алкилирования тиофена промышленное сырье пропускали параллельно через два неподвижных слоя, один из которых содержал Na-Y, а второй сепиолит. Условия адсорбции азота были следующие: 70F, WHSV=15 ч-1, 2 г адсорбента. Пробу из реактора с адсорбентом отбирали каждые 80 мин. Для оценки реактора алкилирования тиофена были отобраны следующие типы сырья. Твердый фосфорно-кислотный катализатор, использованный в опытах на пилотной установке данного примера, производится в промышленности под маркой С-84-05 фирмой Sud Chemie Inc. В пилотную установку загружали 300 мг твердого фосфорно-кислотного катализатора, который измельчали до размера отверстий в сите Tyler 0,4-0,6 мм. Перед использованием катализатор сушили в токе азота в течение 2 ч при 200 С. Пилотная установка состояла из параллельных реакторов с неподвижным слоем, каждый из которых содержал 50-1000 мг катализатора. Конструкция пилотной установки подобна установке, приведенной выше в примере 1. Реакторы работали на нисходящем потоке. Каждый вид сырья проходил последовательно через ряд пилотных установок. Условия каждого опыта включали Результаты этих опытов приведены на фиг. 16. Результаты с очевидностью показывают заметное повышение каталитической активности в алкилировании тиофена после предварительной обработки промышленного сырья с помощью NaY или сепиолита. Это контрастирует с быстрой дезактивацией всего через 8 ч работы в случае, когда использовали необработанное промышленное сырье. После обработки с помощью Na-Y наблюдается стабильная активность во всем интервале условий (до 150 г обработанного сырья на грамм адсорбента). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения продуктов, которые содержат органические соединения серы с более высокой молекулярной массой, чем соответствующие серосодержащие соединения в сырье, включающий подачу углеводородного сырья, содержащего вещества, кипящие при примерно от 60 до примерно 425 С, содержащие серосодержащие соединения с содержанием серы в количестве до примерно 5000 м.д., азот - до примерно 2000 м.д. и азотсодержащие соединения с содержанием азота в количестве до примерно 2000 м.д., включая неосновные азотсодержащие соединения, такие как нитрилы и пирролы,с содержанием азота в количестве до примерно 200 м.д. и высоким содержанием олефинов до примерно 60 вес.%; удаление неосновных азотсодержащих соединений из вышеуказанного сырья путем адсорбции для получения выходящего потока с пониженным содержанием вышеуказанных неосновных азотсодержащих соединений;- 19013841 контактирование вышеуказанного выходящего потока с кислотным катализатором в условиях алкилирования, эффективных для превращения части серосодержащих соединений в серосодержащие соединения с более высокой молекулярной массой и более высокой точкой кипения путем алкилирования вышеуказанными олефинами и для получения выходящего потока, содержащего такие серосодержащие соединения с более высокой молекулярной массой и более высокой точкой кипения. 2. Способ по п.1, в котором используемый адсорбент представляет собой цеолиты со структурой фожазита. 3. Способ по п.1, в котором адсорбент выбирают из группы, состоящей из фожазитов с введенными щелочными металлами, фожазитов с введенными щелочно-земельными металлами, фожазитов с введенными щелочными металлами, частично обмененными с Н+ или переходными металлами групп IB, IIB,IV, VIII, и их смесей, фожазитов с введенными щелочно-земельными металлами, частично обмененными с Н+ или переходными металлами групп IB, IIB, IV, VIII, и их смесей, кристаллических силикатов магния и кристаллических силикатов магния с введенными обменом щелочными металлами. 4. Способ по п.2, в котором адсорбент регенерируют с помощью органического растворителя. 5. Способ по п.4, в котором органический растворитель содержит одно ароматическое кольцо. 6. Способ по п.5, в котором растворитель выбирают из группы, состоящей из бензола и алкилбензолов с общим числом атомов углерода, равным одиннадцати или меньше. 7. Способ по п.4, в котором растворитель является алифатическим спиртом с двенадцатью или меньше атомами углерода. 8. Способ по п.3, в котором адсорбентами являются сепиолит в природной форме или сепиолит с введенными обменом щелочными металлами.
МПК / Метки
МПК: C10G 53/08, C10G 25/00, C10G 29/20, C10G 69/12, B01J 20/34, C07D 333/06
Метки: компонентов, десульфации, топлива, способ
Код ссылки
<a href="https://eas.patents.su/26-13841-sposob-desulfacii-komponentov-topliva.html" rel="bookmark" title="База патентов Евразийского Союза">Способ десульфации компонентов топлива</a>
Мониторинг компонентов оборудования и система управления процессом замены изношенных компонентов
Номер патента: 11102
Опубликовано: 30.12.2008
Авторы: Бут Майкл Л., Уоллер Аарон Д., Хольм Андерс, Фрафйорд Эрик, Орке Пер Рейдар, Лонг Уэйн Р., Йедебо Йон Груде
МПК: G06Q 90/00
Метки: замены, оборудования, процессом, управления, изношенных, компонентов, система, мониторинг
Формула / Реферат:
1. Система управления заменой компонентов оборудования, состоящего из большого количества компонентов, каждый из которых имеет ограниченный срок службы, содержащая компьютер по меньшей мере с одним процессором; компьютерный программный модуль, предназначенный для определения профиля режимов работы, содержащего множество случаев использования оборудования, причем каждый такой случай включает два или более из множества компонентов и заданных...
Способ получения моторного топлива
Номер патента: 7773
Опубликовано: 27.02.2007
Авторы: Коденев Евгений Геннадьевич, Кильдяшев Сергей Петрович, Аксенов Дмитрий Григорьевич, Кихтянин Олег Владимирович, Ечевский Геннадий Викторович, Климов Олег Владимирович
МПК: B01J 29/00, C10G 11/05
Метки: топлива, получения, способ, моторного
Формула / Реферат:
1. Способ получения моторного топлива, в том числе дизельного топлива с низкой температурой застывания, из углеводородов дизельной фракции, заключающийся в превращении углеводородов с температурой кипения 160-360шС в присутствии пористого катализатора при температуре не менее 200шС, давлении не более 3 МПа, путем подачи углеводородов дизельной фракции в реактор, содержащий неподвижный слой катализатора, отличающийся тем, что в качестве...
Способ получения компонентов моторных топлив
Номер патента: 2641
Опубликовано: 29.08.2002
Авторы: Лихолобов Владимир Александрович, Белый Александр Сергеевич, Дуплякин Валерий Кузьмич, Кирьянов Дмитрий Иванович, Кильдяшев Сергей Петрович, Смоликов Михаил Дмитриевич
МПК: C10G 63/02
Метки: компонентов, топлив, получения, моторных, способ
Формула / Реферат:
1. Способ получения компонентов моторных топлив, включающий риформинг в присутствии платинусодержащего катализатора с последующим отделением жидких высокооктановых продуктов от газообразных (водород и C1-C4 углеводородные газы) и рециркуляцией C1-C4 углеводородных газов в зону риформинга, отличающийся тем, что газообразные продукты риформинга подвергают разделению путем связывания водорода при контактировании с ароматическими углеводородами в...
Способ предотвращения разваривания в заливочной жидкости сушёных растительных компонентов при производстве стерилизуемых консервов
Номер патента: 1572
Опубликовано: 23.04.2001
Авторы: Эльдарханов Аднан Саидович, Квасенков Олег Иванович, Эльдарханова Ирина Борисовна
МПК: A23B 7/10, A23L 1/212, A23B 7/022...
Метки: стерилизуемых, заливочной, способ, жидкости, предотвращения, компонентов, разваривания, сушёных, растительных, консервов, производстве
Формула / Реферат:
Способ предотвращения разваривания в заливочной жидкости сушёных растительных компонентов при производстве стерилизуемых консервов, отличающийся тем, что в состав заливочной жидкости вводят растворимую соль пищевой кислоты с поливалентным металлом, выбранным из группы макро- и микроэлементов.
Штамм микроорганизма arthrobacter sp., используемый для избирательного извлечения серы из ископаемого топлива, и способ избирательного извлечения органической серы из ископаемого топлива
Номер патента: 284
Опубликовано: 25.02.1999
Авторы: Робертьелло Андреа, Саччедду Паскуале, Фашетти Эудженио, Джанна Роберто, Серболиска Лука, Д'аддарио Эцио
МПК: C10G 32/00, C12Q 1/64, C12N 1/20...
Метки: органической, избирательного, arthrobacter, микроорганизма, ископаемого, способ, извлечения, серы, топлива, используемый, штамм
Формула / Реферат:
1. Штамм микроорганизма Arthrobacter sp. CBS 208.96, способный селективно разрывать C-S связи сульфурированных органических молекул ископаемого топлива без разрушения их углеродной структуры и используемый для избирательного извлечения серы из ископаемого топлива.2. Способ избирательного извлечения органической серы из ископаемого топлива путем селективного разрыва C-S связи в сульфурированных органических молекулах, заключающийся в том, что...
Предыдущий патент: Способ получения 1,2-дихлорэтана
Следующий патент: Способ получения промежуточных продуктов
Случайный патент: Гетероциклические сульфонамиды, их применения и фармацевтические композиции