Алюминиевый кабель, армированный композитным сердечником, и способ его изготовления
Формула / Реферат
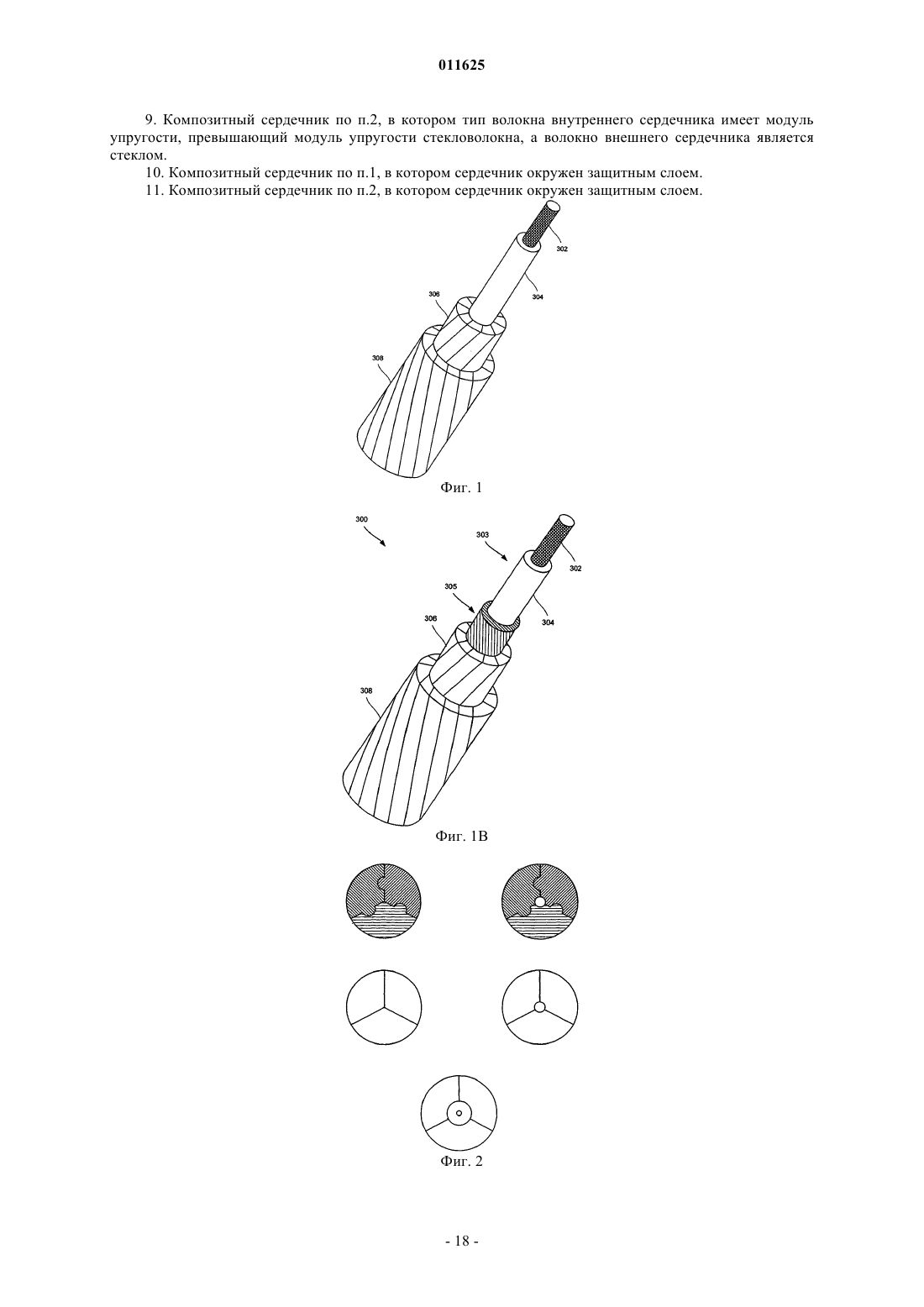
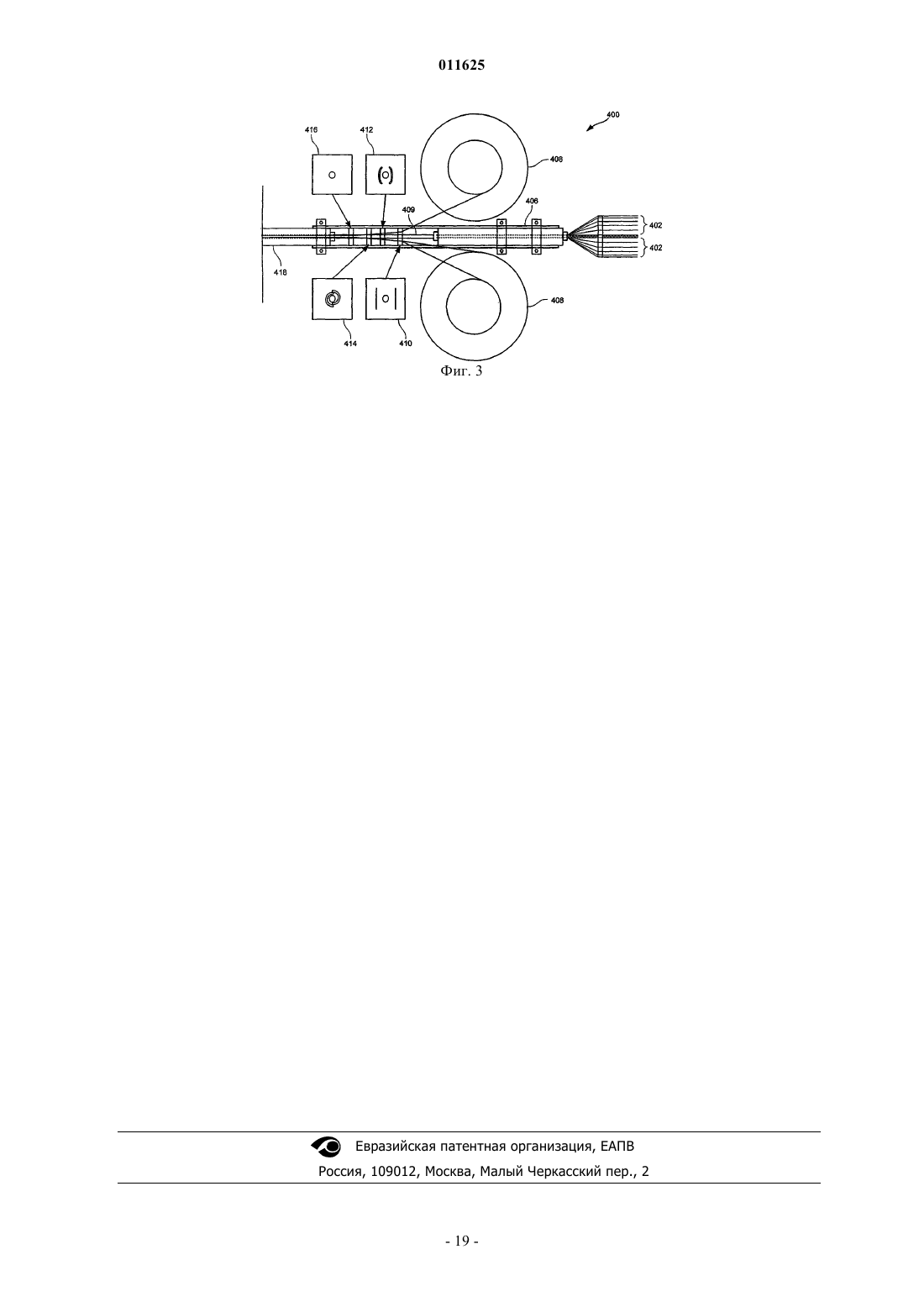
1. Композитный сердечник для электрического кабеля, образованный множеством пропитанных смолой армированных волокон по меньшей мере одного типа, при этом смола окружает и, по существу, покрывает каждое из множества армированных волокон, которые ориентированы в основном параллельно продольной оси сердечника, а весовой процент волокон в композите составляет меньше 50%.
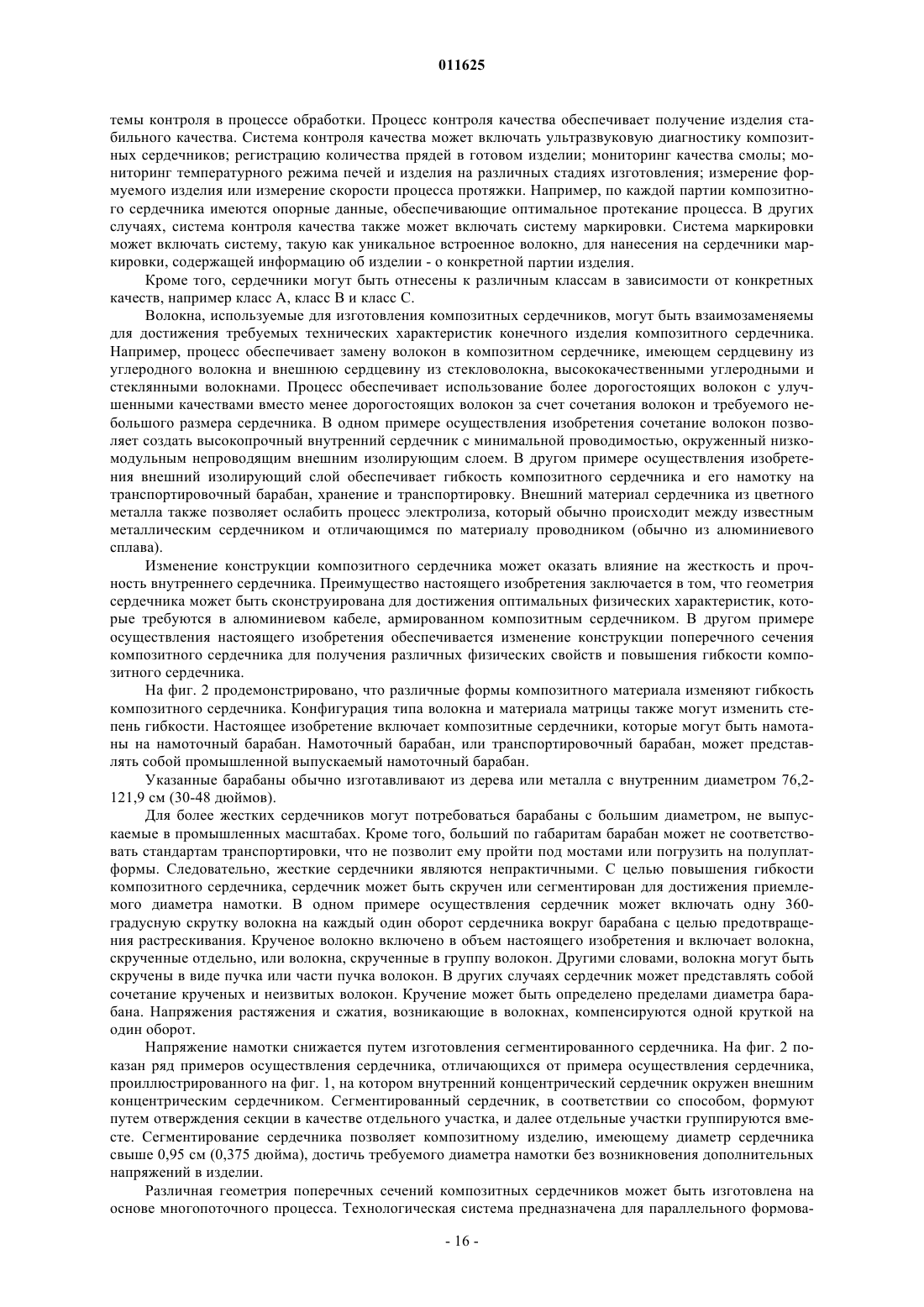
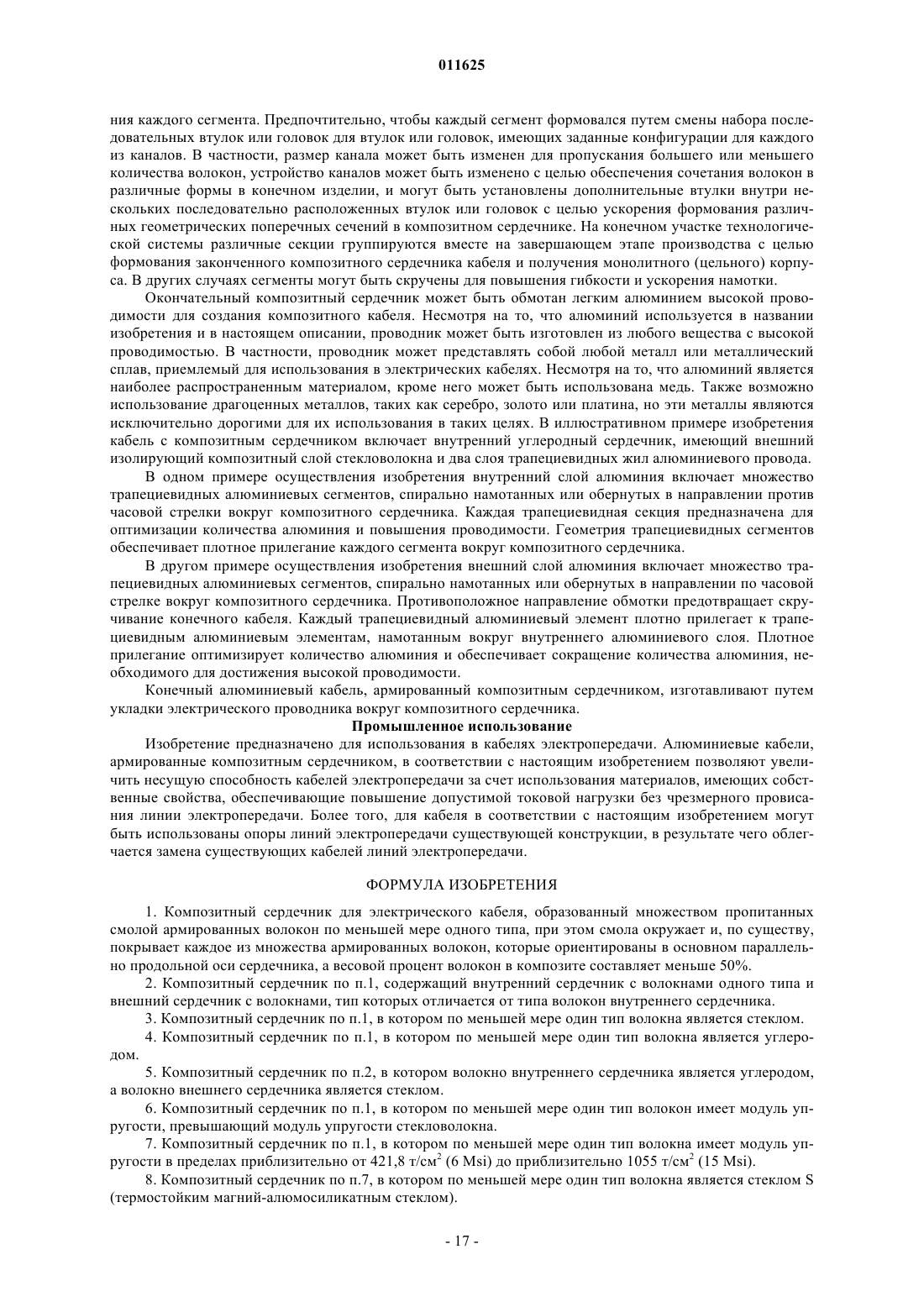
2. Композитный сердечник по п.1, содержащий внутренний сердечник с волокнами одного типа и внешний сердечник с волокнами, тип которых отличается от типа волокон внутреннего сердечника.
3. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна является стеклом.
4. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна является углеродом.
5. Композитный сердечник по п.2, в котором волокно внутреннего сердечника является углеродом, а волокно внешнего сердечника является стеклом.
6. Композитный сердечник по п.1, в котором по меньшей мере один тип волокон имеет модуль упругости, превышающий модуль упругости стекловолокна.
7. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна имеет модуль упругости в пределах приблизительно от 421,8 т/см2 (6 Msi) до приблизительно 1055 т/см2 (15 Msi).
8. Композитный сердечник по п.7, в котором по меньшей мере один тип волокна является стеклом S (термостойким магний-алюмосиликатным стеклом).
9. Композитный сердечник по п.2, в котором тип волокна внутреннего сердечника имеет модуль упругости, превышающий модуль упругости стекловолокна, а волокно внешнего сердечника является стеклом.
10. Композитный сердечник по п.1, в котором сердечник окружен защитным слоем.
11. Композитный сердечник по п.2, в котором сердечник окружен защитным слоем.

Текст
011625 Область техники, к которой относится изобретение Настоящее изобретение относится к алюминиевому кабелю, армированному композитным сердечником (АКАКС), и способу его изготовления. В частности, настоящее изобретение относится к кабелю для подачи электроэнергии, снабженному композитным сердечником, образованным армирующими волокнами и матрицей, окруженной алюминиевыми проводами, способными нести повышенную допустимую токовую нагрузку и работать при повышенных температурных режимах. Известный уровень техники Предпринимались попытки разработать композитный сердечник, состоящий из одного типа волокон и термопластичной смолы. Цель заключалась в создании электрического кабеля, в котором используется композитный сердечник из армированного пластика в качестве несущего элемента в кабеле, и в разработке способа передачи электрического тока по электрическому кабелю, в котором используется внутренний сердечник из армированного пластика. Композитный сердечник из волокна одного типа/термопластика не обеспечивал достижения указанных целей. Система, состоящая из одного типа волокна/термопластика, не обладает требуемыми физическими характеристиками для эффективного перераспределения нагрузки и предотвращения провисания кабеля. Во-вторых, композитный сердечник, содержащий стекловолокно и термопластичную смолу, не соответствует температурным режимам эксплуатации, которые требуются при повышенной допустимой токовой нагрузке, а именно в диапазоне от 90 до 240 С или выше. Кроме того, физические свойства термопластичных композитных сердечников ограничены способами технологии изготовления. Предыдущие способы изготовления не позволяют достичь высокого соотношения волокна и смолы по объему или весу. Указанные процессы не позволяют создать сердечник с большим содержанием волокон, что позволило бы достичь прочности, требуемой для электрических кабелей. Более того, скорость процесса известных способов изготовления ограничена индивидуальными особенностями самого процесса. Например, длина известных экструзионных головок/головок для получения одноосно ориентированного волокнистого пластика составляет приблизительно 91,44 см (36 дюймов), и они имеют постоянное поперечное сечение. Более длинные головки увеличивают трение между композитным материалом и головкой, тем самым увеличивая длительность процесса. Длительность процесса в таких системах для термопластичных/термореактивных смол находится в пределах от приблизительно 7,62 см (3 дюймов) в минуту до приблизительно 30,48 см (12 дюймов) в минуту. Скорости процесса при использовании полиэфирных и винилэфирных смол позволяют изготавливать композитные материалы при производительности, достигающей 182,9 см (72 дюйма) в минуту. Учитывая тот факт, что требуемые объемы кабеля измеряются в тысячах миль, такая низкая производительность не позволяет удовлетворить потребности при приемлемой экономичности. Таким образом, существует необходимость в разработке экономически обоснованного кабеля,обеспечивающего повышенную допустимую токовую нагрузку без соответствующего провисания кабеля. Кроме того, желательно изготавливать композитные сердечники с использованием процесса, обеспечивающего придание формы и регулирование состава сердечников из композитного материала в процессе изготовления и производительность до 18,29 м (60 футов) в минуту или выше. Описание изобретения Техническая проблема В известных сталеалюминиевых кабелях алюминиевый провод служит для передачи электрического тока, в то время как стальной сердечник выступает в качестве несущего элемента. Токопроводящие кабели ограничены собственными физическими характеристиками компонентов; эти компоненты ограничивают допустимую токовую нагрузку. Допустимая токовая нагрузка является критерием способности передавать электроэнергию по кабелю. Повышение тока или мощности на кабеле соответственно приводит к повышению рабочей температуры проводника. Перегрев приводит к провисанию известного кабеля, превышающего допустимые пределы, т.к. относительно высокий коэффициент теплового расширения структурного сердечника вызывает расширение элемента конструкции, в результате чего происходит провисание кабеля. Стандартные сталеалюминиевые кабели могут постоянно находиться в эксплуатации при температуре, не превышающей 75 С, без какого-либо существенного изменения физических характеристик проводника, что могло бы привести к провисанию. Эксплуатация сталеалюминиевого кабеля в течение достаточно длительного периода времени при температуре выше 100 С вызывает их пластическое и остаточное удлинение, а также значительно снижение прочности. Указанные изменения физических свойств приводят к чрезмерному провисанию линий электропередачи. Было обнаружено, что указанное провисание линий явилось одной из основных причин, вызвавших отключение электроэнергии в северо-восточной части Соединенных Штатов Америки в 2003 г. Температурные пределы ограничивают номинальную токовую нагрузку типовой 230-кВ линии, составленной из сталеалюминиевого провода'Drake' 795 кило круговых мил (kcmil), до приблизительно 400 MBA, соответствующих силе тока 1000 А. Таким образом, для повышения несущей способности кабеля электропередачи кабель как таковой должен быть сконструирован с использованием компонентов, обладающих внутренними свойствами, обеспечивающими повышенную допустимую токовую нагрузку, не вызывающую чрезмерного провисания линии электропередачи.-1 011625 Несмотря на то что повышение допустимой токовой нагрузки может быть достигнуто путем увеличения площади проводника, окружающего стальной сердечник кабеля электропередачи, увеличение объема проводника приводит к увеличению веса кабеля, что способствует возникновению провисания. Более того, увеличение веса приводит к повышению напряжения в опорных конструкциях кабеля. При таком значительном увеличении веса требуется упрочнение конструкции или замена опор линий электропередачи или одностоечных опор ЛЭП. Такая модернизация инфраструктуры обычно является необоснованной с финансовой точки зрения. Следовательно, существуют финансовые стимулы повышения несущей способности кабелей электропередачи при использовании существующих конструкций опор и линий электропередачи. Техническое решение Алюминиевый кабель, армированный композитным сердечником (АКАКС), обеспечивает решение проблемы, присущей известному уровню техники. Алюминиевый кабель, армированный композитным сердечником, является электрическим кабелем с композитным сердечником, состоящим из одного или нескольких типов армирующего волокна, утопленного в матрицу. Композитный сердечник имеет обмотку из электропроводов. Армированный кабель АКАКС является высокотемпературным проводом с низкой степенью провисания, который можно эксплуатировать при температурном режиме свыше 100 С при сохранении его стабильных свойств прочности при растяжении и удлинения при ползучести. В иллюстративных примерах осуществления изобретения алюминиевый кабель, армированный композитным сердечником, способен работать при температуре свыше 100 С и в некоторых примерах осуществления - свыше 240 С. Алюминиевый кабель, армированный композитным сердечником, с аналогичным внешним диаметром позволяет повысить допустимые значения параметров линий по сравнению с кабелями известного уровня техники по меньшей мере на 50% без существенного увеличения общего веса провода. В соответствии с настоящим изобретением в одном примере осуществления алюминиевый кабель,армированный композитным сердечником, включает сердечник, состоящий из композитного материала,окруженного защитным покрытием. Защитный материал состоит из множества волокон, выбранных из одного или нескольких типов волокон, утопленных в матрицу. Важными характеристиками алюминиевого кабеля, армированного композитным сердечником, являются относительно высокий модуль упругости и относительно низкий коэффициент теплового расширения конструктивного сердечника. Сердечник алюминиевого кабеля, армированного композитным сердечником, который также обладает меньшим диаметром, меньшим весом и более прочной конструкцией, чем известные сердечники, обеспечивает повышение допустимой токовой нагрузки электрического кабеля за счет увеличения проводящего материала в пределах одной и той же общей площади при приблизительно равном весе. Кроме того, желательным является создание композитных сердечников, обладающих большой долговечностью. Срок эксплуатации композитного несущего элемента должен составлять как минимум 40 лет, и более предпочтительно в два раза превышающий этот срок, при повышенных рабочих температурах и при других погодных условиях, в которых он будет эксплуатироваться. В одном примере осуществления в изобретении описывается композитный сердечник для электрического кабеля, включающий внутренний сердечник, состоящий из композитного материала с улучшенными свойствами, содержащий по меньшей мере один тип продольно ориентированного и в целом непрерывного волокна в термореактивной смоле; внешний сердечник, состоящий из низкомодульного композитного материала, включающий по меньшей мере один тип продольно расположенных и в целом непрерывных армирующих волокон в термореактивной смоле; и внешнюю пленку, окружающую композитный сердечник, при этом прочность при растяжении композитного сердечника составляет по меньшей мере 11250 кг/см 2 (160 Ksi). В другом примере осуществления описывается способ изготовления композитного сердечника для электрического кабеля. Шаги включают протягивание одного или нескольких типов продольно ориентированных и в целом непрерывных волокон через смолу в целях образования волоконно-смоляной матрицы; выдавливание волокон по меньшей мере через один первый тип головки с целью формирования геометрической формы, определяемой по меньшей мере одной головкой; подачу внешней пленки; обматывание внешней пленки вокруг композитного сердечника; пропускание волоконно-смоляной матрицы по меньшей мере через одну вторую головку для прессования композитного сердечника и покрытия и отверждение композитного сердечника и покрытия. В различных примерах осуществления защитное покрытие способствует получению одноосно ориентированного волокнистого пластика сердечника в процессе изготовления и служит для защиты сердечника от различных факторов, включая, например, погодные условия, оказывающие влияние на сердечник, содержащий смолу. Описание чертежей Указанные и другие цели настоящего изобретения очевидны из следующего ниже детального описания, которое ведется со ссылками на прилагаемые чертежи, на которых фиг. 1 - схематический разрез одного примера осуществления алюминиевого кабеля, армированного композитным сердечником (АКАКС), на котором показан внутренний композитный сердечник и-2 011625 внешний композитный сердечник, окруженные двумя слоями алюминиевого провода в соответствии с изобретением; фиг. 1 В - схематический разрез одного примера осуществления алюминиевого кабеля, армированного композитным сердечником (АКАКС), на котором показан внутренний композитный сердечник и внешний композитный сердечник, окруженные внешним защитным слоем и двумя слоями алюминиевого провода в соответствии с изобретением; фиг. 2 - вид в поперечном разрезе пяти возможных геометрий поперечного сечения композитного сердечника в соответствии с изобретением; фиг. 3 - вид в поперечном разрезе одного примера осуществления способа изготовления композитного сердечника в соответствии с настоящим изобретением. Для пояснения на каждом чертеже имеются позиции. Одинаковые детали обозначены одними и теми же позициями. Позиции содержат трехзначные цифры. Кроме того, чертежи не обязательно выполнены в масштабе, но скомпонованы таким образом, чтобы четко проиллюстрировать изобретение. Предпочтительный вариант осуществления изобретения Ниже приведен пример алюминиевого кабеля, армированного композитным сердечником, в соответствии с настоящим изобретением. Алюминиевый кабель, армированный композитным сердечником,включает четыре слоя компонентов, состоящих из внутреннего углеродно-эпоксидного слоя, стеклоэпоксидного слоя, каптонового материала и двух или нескольких слоев жил алюминиевого провода четырехгранной формы. Несущий элемент состоит из углеродно-эпоксидного композитного материала T700S,имеющего диаметр приблизительно 0,71 см (0,28 дюйма), окруженный внешним слоем стеклоэпоксидного материала Advantex E с пределом текучести 250 с диаметром слоя приблизительно 0,95 см (0,375 дюйма). Стеклоэпоксидный слой окружен внутренним слоем из девяти трапециевидных жил алюминиевого провода, имеющих диаметр приблизительно 1,88 см (0,7415 дюйма), и внешним слоем из тринадцати трапециевидных жил алюминиевого провода, имеющих диаметр приблизительно 2,814 см (1,1080 дюйма). Общая площадь углеродного волокна составляет приблизительно 0,387 см 2 (0,06 кв.дюйма),стекловолокна - приблизительно 0,023 см 2 (0,05 кв.дюйма), внутреннего алюминиевого слоя - приблизительно 2,03 см 2 (0,315 кв.дюйма) и внешнего алюминиевого слоя - приблизительно 3,42 см 2 (0,53 кв. дюйма). Соотношение волокна и смолы во внутреннем углеродном несущем элементе составляет 65/35 по весу, и соотношение волокна и смолы внешнего слоя стекла составляет 60/40 по весу. Характеристики обобщены в нижеприведенной таблице. Стекло Е В другом примере осуществления в вышеприведенном примере все стекло Е или часть его может быть заменено стеклом S. Значения для стекла S приведены в таблице ниже. Полное описание изобретения Ниже приведено более полное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых приведены иллюстративные примеры осуществления изобретения. Тем не менее, настоящее изобретение может быть осуществлено в многочисленных различных формах и не должно истолковываться как ограниченное приведенными в настоящем описании примерами осуществления; напротив, указанные примеры осуществления приведены с целью полного раскрытия объема изобретения в настоящем описании для специалистов в данной области техники. Алюминиевый кабель, армированный композитным сердечником Настоящее изобретение относится к элементу из упрочненного композитного материала, в котором указанный элемент далее включает внешний поверхностный слой. В одном примере осуществления композитный сердечник включает композитный материал, изготовленный из множества армирующих волокон из одного или нескольких типов волокна, утопленных в матрицу. В другом примере осуществления изобретения используется композитный сердечник в алюминиевом кабеле, армированном композитным сердечником. Указанные алюминиевые кабели, армированные композитным сердечником, обеспечивают распределение электрической энергии, при этом распределение электрической энергии включает распределительные и электрические кабели. На фиг. 1 приведен пример осуществления алюминиевого кабеля 300, армированный композитным сердечником. В примере осуществления на фиг. 1 проиллюстрирован алюминиевый кабель, армированный композитным сердечником, включающий композитный сердечник 303, далее включающий композитный внутренний сердечник 302, состоящий из углеродно-волоконного наполнителя и эпоксидной смолы, и композитный внешний сердечник 304, состоящий из стекловолоконного наполнителя и эпоксидной смолы, окруженные первым слоем алюминиевого провода 306. В данном примере осуществления провод включает несколько трапециевидных алюминиевых жил, спирально окружающих композитный сердечник. Далее, первый слой алюминиевого провода окружен вторым слоем трапециевидного алюминиевого провода 308. В еще одном примере осуществления настоящего изобретения, приведенном на фиг. 1 В, показан алюминиевый кабель 300, армированный композитным сердечником, включающий композитный сердечник 303, далее содержащий композитный внутренний сердечник 302, состоящий из углеродноволоконного наполнителя и эпоксидной смолы, и композитный внешний сердечник 304, состоящий из стекловолоконного наполнителя и эпоксидной смолы, окруженных защитным слоем или пленкой 305. Описание защитного слоя будет приведено ниже. Далее защитный слой окружен первым слоем провода 306. Первый слой далее окружен вторым слоем провода 308. Композитный сердечник в соответствии с изобретением может иметь прочность при растяжении свыше 14,06 т/см 2 (200 Ksi) и более предпочтительно находиться в диапазоне приблизительно от 14,06 т/см 2 (200 Ksi) до приблизительно 26,72 т/см 2 (380 Ksi); модуль упругости - свыше 492.2 т/см 2 (7 Msi) и более предпочтительно в диапазоне приблизительно от 492.2 т/см 2 (7 Msi) до приблизительно 2601 т/см 2(37 Msi); температурный режим работы - свыше -45 С и более предпочтительно в диапазоне приблизительно от -45 до приблизительно 240 С или выше; и коэффициент теплового расширения ниже 1,010-5/С-4 011625 и более предпочтительно в диапазоне приблизительно от 1,010-5 до приблизительно -0,610-6/С. Для создания композитного сердечника в вышеуказанных пределах характеристик могут быть использованы различные матричные материалы и типы волокон. Ниже описываются свойства матрицы и волокон. Во-первых, волокна утапливаются в матричном материале. Другими словами, матрица связывает и удерживает волокна вместе в виде монолита - несущего элемента. В матрице обеспечивается функционирование волокон в качестве единого монолита, позволяющего им противостоять физическим усилиям, воздействующим на алюминиевый кабель, армированный композитным сердечником. Матричный материал может представлять собой любой тип неорганического или органического материала, который способен залить и связать волокна в композитный сердечник. Матрица может включать такие материалы как клей, керамику, металлические матрицы, смолы, эпоксидные смолы, модифицированные эпоксидные смолы, пены, эластомеры, эпоксидные фенольные смеси или иные высококачественные полимеры с широким спектром применения, но не ограничиваться ими. Специалистам в данной области техники известны другие материалы, которые могут быть использованы в качестве матричных материалов. В то время как могут быть использованы другие материалы, в иллюстративном примере осуществления настоящего изобретения используются модифицированные эпоксидные смолы. В остальной части описания изобретения термин смола или эпоксидная смола может использоваться для определения матрицы. Тем не менее, использование терминов эпоксидная смола или смола не ограничивает изобретение указанными примерами осуществления, но все иные типы матричных материалов включены в изобретение. Композитный сердечник в соответствии с настоящим изобретением может содержать смолы с регулируемыми физическими свойствами с целью достижения целей настоящего изобретения. Кроме того, смолы в соответствии с настоящим изобретением включают несколько компонентов, которые могут быть отрегулированы и модифицированы в соответствии с изобретением. В настоящем изобретении может использоваться любая приемлемая смола. Кроме того, в различных примерах осуществления смолы разработаны для упрощения изготовления. В соответствии с настоящим изобретением вязкость различных смол может быть оптимизирована для достижения высокой реактивности и повышения скорости работы производственной линии. В одном примере осуществления может использоваться система эпоксидная смола-ангидрид. Важным аспектом оптимизации системы смолы для достижения требуемых свойств сердечника, а также его изготовления является выбор оптимального катализатора. В соответствии с изобретением катализатор (или ускоритель) должен быть оптимизирован с целью достижения максимального объема отверждения компонентов смолы за короткий период времени при минимальном количестве побочных реакций, которые, например, могли бы вызвать растрескивание. Кроме того, желательно, чтобы катализатор не проявлял активность при низких температурах в целях увеличения срока службы реактора и являлся исключительно активным при высоких температурах для достижения минимального времени протягивания в процессе изготовления. В одном примере осуществления изобретения может быть специально разработана винилэфирная смола для процессов высокотемпературного отверждения. В другом примере используется жидкая эпоксидная смола, являющаяся продуктом реакции эпихлоргидрина и бисфенола-А. В другом примере используется высокочистый диглицидный эфир бисфенола-А. Другие примеры включают полиэфирамиды,бис-малимиды, различные ангидриды или имиды. Кроме того, отвердители могут быть выбраны в соответствии с требуемыми свойствами конечного элемента композитного сердечника и способом изготовления. Например, отвердители могут представлять собой алифатические полиамины, полиамиды и их модифицированные варианты. Другие приемлемые смолы могут включать термореактивные смолы, термопластичные смолы или термопластично модифицированные смолы, ударопрочные смолы, эластомерно модифицированные смолы, многофункциональные смолы, модифицированные каучуком смолы, эфиры циановой кислоты или полицианатные смолы. Некоторые термореактивные и термопластичные смолы могут включать фенольные смолы, эпоксидные смолы, полиэфиры, высокотемпературные полимеры(полиимиды), найлоны, фторполимеры, полиэтилены, виниловые эфиры и т.д., но не ограничиваются ими. Специалистам в данной области техники должны быть известны другие смолы, которые могут быть использованы в настоящем изобретении. В зависимости от целевого применения кабеля приемлемые смолы выбирают в зависимости от требуемых свойств кабеля с целью обеспечения долговечности композитного сердечника при эксплуатации в условиях высоких температурных режимов. Приемлемые смолы также могут быть выбраны в соответствии с технологией изготовления композитного сердечника для снижения трения в процессе изготовления, повышения скорости процесса изготовления и достижения соответствующего соотношения волокно-смола в готовом композитном сердечнике. В соответствии с настоящим изобретением смолы могут иметь вязкость предпочтительно в диапазоне приблизительно от 0,05 Нс/м 2 (50 сП) до приблизительно 10 Нс/м 2 (10000 сП) и предпочтительно в диапазоне приблизительно от 0,5 Нс/м 2 (500 сП) до приблизительно 3 Нс/м 2 (3000 сП) и еще более предпочтительно в диапазоне от 0,8 Нс/м 2 (800 сП) до приблизительно 1,8 Нс/м 2 (1800 сП). Композитный сердечник в соответствии с настоящим изобретением включает смолы, имеющие вы-5 011625 сокие механические свойства и химическую стойкость. Указанные смолы способны противостоять длительному климатическому воздействию при эксплуатации по меньшей мере в течение 40 лет. Более предпочтительно композитный сердечник в соответствии с настоящим изобретением может включать смолы, имеющие высокие механические свойства и стойкость к химическим веществам, воде и ультрафиолетовому излучению в течение длительного климатического воздействия при эксплуатации по меньшей мере в течение 80 лет. Кроме того, композитный сердечник в соответствии с настоящим изобретением может включать смолы, которые можно использовать при любых условиях в температурном диапазоне от -45 до 240 С или выше при минимальном снижении конструкционных эксплуатационных характеристик при экстремальных температурах. В соответствии с настоящим изобретением смолы могут включать несколько компонентов с целью оптимизации свойств композитного сердечника и процесса изготовления. В нескольких примерах осуществления смола включает один или несколько отвердителей/ускорителей с целью проведения процесса отверждения. Выбранные ускорители зависят от типа смолы и температуры головки в процессе изготовления. Кроме того, смола может включать поверхностно-активные вещества с целью снижения поверхностного натяжения для повышения скорости работы производственной линии и качества поверхности. Кроме того, смола может содержать глину или иные заполнители. Такие ингредиенты увеличивают объем смолы и позволяют снизить затраты, при этом позволяют сохранить физические свойства смолы. Кроме того, могут быть добавлены добавки, стойкие к ультрафиолетовым лучам, которые повышают стойкость смол к ультрафиолетовому излучению, и окрашивающие добавки. В целом, свойства удлинения системы смолы должны быть выше свойств используемого стекловолокна, углеродного волокна и иных волокон. Например, вариант осуществления, в котором используется эпоксидная система, может включать низковязкую многофункциональную эпоксидную смолу, в которой используются ангидридный отвердитель и амидазольный ускоритель. Примером такого типа эпоксидной системы может являться эпоксидная матричная система горячего отверждения аралдит MY 721/отвердитель 99-023/ускоритель DY 070 компании Huntsman Inc., указанная в одноименной спецификации от сентября 2002 г. Смола имеет химическое описание N,N,N',N'-тетраглицидил-4,4'метиленбисбензенамин. Отвердитель описывается как IH-имидазол, 1-метил-1-метиимидазол. Указанная иллюстративная эпоксидная система смолы, модифицированная специально для применения в композитном сердечнике алюминиевого кабеля, может иметь следующие характеристики: удлинение при растяжении приблизительно от 3,0 до 5%; предел прочности при статическом изгибе приблизительно от 1160 кг/см 2 (16,5 Ksi) до 1371 кг/см 2 (19,5 Ksi); прочность при растяжении приблизительно от 421,8 кг/см 2 (6,0 Ksi) до 492,1 кг/см 2 (7,0 Ksi); модуль упругости при растяжении приблизительно от 31640 кг/см 2 (450 Ksi) до 35150 кг/см 2 (500 Ksi) и удлинение при изгибе приблизительно от 4,5 до 6,0%. В другом примере осуществления система эпоксидной смолы может представлять собой многофункциональную эпоксидную смолу с циклоалифатическим аминовым отвердителем. Примером такого типа эпоксидной системы может являться эпоксидная система JEFFCO 1401-16/4101-17 для инфузии компанииJEFFCO Products Inc., указанная в одноименной спецификации от июля 2002 г. Данная иллюстративная система эпоксидной смолы может иметь следующие свойства: твердость по Шору приблизительно 88D; предел прочности при растяжении 682 кг/см 2 (9,7 Ksi); удлинение при прочности на растяжение приблизительно от 4,5 до 5,0%; предел удлинения приблизительно от 7,5 до 8,5%; прочность при изгибе приблизительно 1072 кг/см 2 (15,25 Ksi) и предел прочности при сжатии приблизительно 1019 кг/см 2 (14,5Ksi). Указанные примеры осуществления системы эпоксидной смолы являются иллюстративными и не ограничивают изобретение указанными конкретными системами эпоксидной смолы. Специалистам в данной области техники известны другие эпоксидные системы, которые позволят получить композитные сердечники в рамках объема настоящего изобретения. Композитный сердечник в соответствии с настоящим изобретением может включать смолу, обладающую достаточной прочностью для того, чтобы выдержать операции сращивания без растрескивания композитного материала. Композитный сердечник в соответствии с настоящим изобретением может включать смолы, имеющие вязкость при разрушении смолы без заполнителя по меньшей мере приблизительно 0,96 МПам 1/2. Композитный сердечник в соответствии с настоящим изобретением может включать смолу, имеющую низкий коэффициент теплового расширения. Низкий коэффициент теплового расширения снижает степень провисания полученного кабеля. Смола в соответствии с настоящим изобретением может иметь коэффициент теплового расширения ниже приблизительно 4,210-5/С и, возможно, ниже 1,510-5/С. Композитный сердечник в соответствии с настоящим изобретением может содержать смолу, имеющую удлинение приблизительно более 3% и более предпочтительно приблизительно 4,5%. Во-вторых, композитный сердечник содержит множество волоконных наполнителей из одного или нескольких типов волокон. Типы волокна могут быть выбраны из углеродных (графитовых) волокон как высокомодульных, так и высокоструктурированных (из пека), кевларовых волокон, базальтовых волокон, стекловолокон, арамидных волокон, борных волокон, жидкокристаллических волокон, полиэтиленовых волокон с улучшенными свойствами или углеродных нановолокон, стальных проводных волокон,-6 011625 стальной проволоки, стальных волокон, высокоуглеродного металлокорда, снабженного покрытием с оптимизированной адгезией или без него, или нанотрубок. Несколько типов углеродных, борных, кевларовых и стеклянных волокон выпускаются в промышленном масштабе. Каждый тип волокна имеет подтипы, которые могут сочетаться в различных комбинациях с целью получения композитного материала с определенными характеристиками. Например, углеродные волокна могут представлять собой волокна любого типа из семейства продуктов Zoltek Panex (g), Zoltek PyronX, Hexcel, Toray или Thornel. Указанные углеродные волокна могут поставляться PAN Carbon Fiber или Polyacrylonitrile (PAN) Precursor. Другие углеродные волокна, кроме всего прочего, включают PAN-IM, PAN-HM, PAN-UHM, PITCH или вискозные побочные продукты. Существуют также многочисленные различные типы стекловолокон. Например, стекло А, стекло В, стекло С, стекло D, стекло Е, стекло S, стекло AR, стекло R или базальтовые волокна могут быть использованы в настоящем изобретении. Также могут быть использованы фиберглас и параглас. Как и в случае с углеродными волокнами, существуют десятки различных типов стекловолокон, и специалистам в данной области техники известны многочисленные стекловолокна, которые могут быть использованы в настоящем изобретении. Следует отметить, что указанные волокна являются исключительно примерами волокон, которые могут соответствовать указанным характеристикам изобретения таким образом, чтобы настоящее изобретение не ограничивалось только этими волокнами. Могут быть использованы другие волокна, соответствующие требуемым физическим характеристикам изобретения. С целью достижения указанных физических характеристик композитные сердечники в соответствии с настоящим изобретением могут включать только один тип волокна. Композитный сердечник может представлять собой постоянное сечение или слой, сформированный сердечник может представлять собой углеродные волокна, утопленные в смоле. Сердечник из одного типа волокон и одного типа матрицы. Например, композитный сердечник также может представлять собой стекловолокно, утопленное в полимере, и сердечник может также представлять собой базальт, утопленный в виниловом эфире. Тем не менее, большинство кабелей в рамках объема настоящего изобретения могут включать по меньшей мере два различных типа волокон. Два типа волокон могут представлять собой общие типы волокон, классы волокон, подтипы типов волокон или семейства типов волокон. Например, композитный сердечник может быть изготовлен с использованием углерода и стекла. Тем не менее, когда в примере осуществления упоминаются два или несколько типов волокон, не обязательно, чтобы типы волокон являлись различными классами волокон,например углерод и стекло. Наоборот,два типа волокон могут находиться в одном классе волокон или семействе волокон. Например, сердечник может быть изготовлен из стекла Е и стекла S, которые являются двумя типами волокон или подтипами волокон в семействе стекловолокон или классе волокон. В другом примере осуществления композитный материал может включать два различных типа углеродных волокон. Например, композитный материал может быть изготовлен из углеродного волокна IM6 и углеродного волокна IM7. Специалистам в данной области техники известны другие примеры осуществления, в которых используются два или более типов волокон. Сочетание двух или более типов волокон в элементе композитного сердечника позволяет существенно улучшить отношение предела прочности к весу по сравнению с известными материалами, такими как традиционные некомпозиционные материалы из стали, обычно используемые для кабелей в системе передачи и распределения электроэнергии. Сочетание типов волокон также позволяет обеспечить достаточную жесткость и прочность композитного сердечника с сохранением определенной гибкости. Композитные сердечники в соответствии с настоящим изобретением могут содержать волоконные пряди, обладающие относительно высоким пределом текучести и низкими числами K. Волоконная прядь представляет собой пучок непрерывных микроволокон, в которых состав пряди указан по ее пределу текучести или числу K. Например, углеродная прядь 12K имеет 12000 отдельных микроволокон, а стеклянная прядь с пределом текучести 900 имеет 1814 м в длину на каждый 1 кг (900 ярдов в длину на каждый один фунт веса) веса. В идеальном случае микроволокна пропитываются смолой таким образом,чтобы смола покрывала окружность каждого микроволокна в пучке или пряди. Пропитывание и инфильтрация волоконных прядей в композитных материалах являются критически важными для эксплуатационных качеств полученного композитного материала. Неполная пропитка приводит к дефектам или сухим участкам внутри волоконного композита, снижающим прочность, долговечность и надежность композитного продукта. Волоконные пряди также могут быть подобраны, исходя из размера волоконной пряди, приемлемого для изготовления материала. Волоконные пряди в соответствии с настоящим изобретением для углерода могут быть выбраны из 2K и выше, но более предпочтительно из приблизительно от 4 до приблизительно 50K. Стеклянные волоконные пряди могут иметь предел текучести 50 и выше, но более предпочтительно приблизительно от 115 до приблизительно 1200. Для стекловолокон отдельные диаметры волокон в соответствии с настоящим изобретением могут быть ниже 15 мм или более предпочтительно в диапазоне от приблизительно 8 до приблизительно 15 мм и наиболее предпочтительно приблизительно 10 мм в диаметре. Диаметр углеродных волокон может быть ниже 10 мм или более предпочтительно приблизительно от 5 до приблизительно 10 мм и наиболее-7 011625 предпочтительно приблизительно 7 мм. Для других типов волокон приемлемый диапазон размеров определяется в соответствии с требуемыми физическими свойствами. Диапазоны размеров подбираются с учетом оптимальных характеристик пропитки и возможности применения. Относительное количество каждого типа волокна может изменяться в зависимости от требуемых физических характеристик композитного сердечника. Например, волокна, имеющие более высокий модуль упругости, обеспечивают изготовление высокопрочного и высокожесткого композитного сердечника. В качестве примера углеродные волокна имеют модуль упругости от 1055 т/см 2 (15 Msi) и выше, но более предпочтительно приблизительно от 1547 т/см 2 (22 Msi) до приблизительно 3164 т/см 2 (45 Msi); стекловолокна считаются низкомодульными волокнами, имеющими модуль упругости приблизительно от 421,8 т/см 2 (6 Msi) до приблизительно 1055 т/см 2 (15 Msi) и более предпочтительно в диапазоне приблизительно от 632,8 т/см 2 (9 Msi) до приблизительно 1055 т/см 2 (15 Msi). Специалистам в данной области техники должно быть очевидно, что могут быть подобраны другие волокна, которые позволят достичь требуемых физических свойств композитного сердечника. В одном примере композитный сердечник может содержать значительную часть внутреннего высококачественного композитного материала, окруженного значительно меньшим по толщине внешним слоем низкомодульного стекловолокна. Путем изменения конкретных сочетаний и соотношений типов волокон также может быть достигнуто предварительное натяжение готового сердечника с целью обеспечения существенного повышения предельной прочности сердечника. Например, углеродное волокно, которое имеет исключительно низкий коэффициент теплового расширения и относительно низкое удлинение, может быть использовано в сочетании со стеклом Е (в качестве примера), которое имеет более высокий коэффициент теплового расширения и большее удлинение. Путем изменения химического состава смолы и температуры обработки полученный отвержденный продукт может быть отрегулирован с целью обеспечения более высокой прочности по сравнению с суммой отдельных прочностей каждого типа волокна. При более высоких температурах обработки стекловолокна расширяются, в то время как углеродные волокна в основном не расширяются. При регулируемой геометрии обрабатывающей головки результат заключается в том, что по мере того, как продукт поступает из головки наружу и начинает остывать до температуры внешней среды, стекло, стремясь восстановить свою первоначальную длину, начинает сжимать углеродные волокна, сохраняя при этом определенное предварительное натяжение, исходя из отношения смеси волокон и физических характеристик смолы. Полученное изделие обладает существенно улучшенными характеристиками прочности при растяжении и изгибе. Композитные сердечники в соответствии с настоящим изобретением могут включать волокна,имеющие относительно высокую прочность при растяжении. Степень начального установленного провисания подвесной кабельной линии электропередачи изменяется пропорционально квадрату длины пролета и обратно пропорционально прочности при растяжении кабеля. Повышение прочности при растяжении позволит эффективно снизить провисание алюминиевого кабеля, армированного композитным сердечником. В качестве примера могут быть выбраны углеродные или графитовые волокна, имеющие прочность при растяжении по меньшей мере 17580 кг/см 2 (250 Ksi) и более предпочтительно в диапазоне приблизительно от 24610 кг/см 2 (350 Ksi) до приблизительно 70310 кг/см 2 (1000 Ksi), но наиболее предпочтительно в диапазоне от 49920 кг/см 2 (710 Ksi) до 52730 кг/см 2 (750 Ksi). Также в качестве примера могут быть подобраны стекловолокна, имеющие прочность при растяжении по меньшей мере приблизительно 12660 кг/см 2 (180 Ksi) и более предпочтительно в диапазоне приблизительно от 12660 кг/см 2 (180Ksi) до приблизительно 56250 кг/см 2 (800 Ksi). Прочность при растяжении композитного сердечника может быть отрегулирована путем сочетания стекловолокон, имеющих более низкую прочность при растяжении, с углеродными волокнами, имеющими более высокую прочность при растяжении. Свойства обоих типов волокон могут быть объединены для изготовления нового кабеля, имеющего более желательный набор физических характеристик. Композитные сердечники в соответствии с настоящим изобретением могут иметь различные объемные доли волокна и смолы. Объемная доля является площадью волокна, деленной на общую площадь поперечного сечения. Композитный сердечник в соответствии с настоящим изобретением может содержать утопленные в смоле волокна, имеющие по меньшей мере 50% объемную долю и предпочтительно по меньшей мере 60% объемную долю. Соотношение волокна и смолы влияет на физические свойства элемента композитного сердечника. В частности, прочность при растяжении, прочность при изгибе и коэффициент теплового расширения зависят от соотношения объема волокна и смолы. В целом, более высокая доля объема волокон в композите позволяет получить композит с улучшенными свойствами. Вес матрицы волокна и смолы определяет соотношение волокна и смолы по весу. Любой слой или секция композитного сердечника может иметь различное соотношение волокна и смолы по весу по отношению к другим слоям или секциям. Эти различия могут быть достигнуты путем подбора соответствующего количества волокон для соответствующего типа смолы для получения требуемого соотношения волокна и смолы. Например, элемент композитного сердечника, имеющий диаметр поперечного сечения 9,525 мм (3/8 дюйма), состоящий из углеродного волокна и эпоксидного слоя, окруженного внешним стеклоэпоксидным слоем, может содержать 28 катушек стекловолокна с пределом текучести 250 и эпоксидную смолу, имеющую вяз-8 011625 кость в диапазоне приблизительно от 1 Hс/м 2 (1000 сП) до приблизительно 2 Hс/м 2 (2000 сП) при 50 С. Такой подбор волокна и смолы позволяет получить соотношение волокна и смолы приблизительно 65/35 по весу. Предпочтительно смола может быть модифицирована для достижения требуемой вязкости для процесса изготовления. Иллюстративный композитный материал также может содержать 28 катушек углеродного волокна 24K и эпоксидную смолу, имеющую вязкость в диапазоне приблизительно от 1Hс/м 2 (1000 сП) до приблизительно 2 Hс/м 2 (2000 сП) при 50 С. Такой подбор позволяет получить соотношение волокна и смолы приблизительно 65/35 по весу. Изменение числа катушек волокна приводит к изменению соотношения волокна и смолы по весу и, следовательно, обеспечивает изменение физических характеристик композитного сердечника. В альтернативном случае смола может быть отрегулирована с целью увеличения или снижения вязкости смолы для улучшения пропитки волокон смолой. В различных примерах осуществления композитный сердечник может содержать любую из нескольких геометрий. Ниже будет приведен ряд различных примеров осуществления разнообразных геометрий. Кроме того, композитный сердечник может содержать волокна, имеющие различное расположение или ориентацию. Постоянное вытягивание обеспечивает продольную ориентацию волокон вдоль кабеля. Продольная ось жгута может проходить по длине кабеля. В данной области техники эта продольная ось называется ориентацией 0. В большинстве сердечников продольная ось идет по центру сердечника. Волокна могут быть расположены параллельно этой продольной оси; такая ориентация часто называется ориентацией 0 или однонаправленной ориентацией. Тем не менее, для различных целей оптимизации могут быть выбраны другие виды ориентации, например для оптимизации таких переменных величин, как прочность при изгибе. Волокна в композитном сердечнике могут иметь различное расположение. Кроме ориентации 0,волокна могут быть расположены в ином направлении. В ряде примеров осуществления могут содержаться неосевые геометрии. В одном примере осуществления в композитном сердечнике могут содержаться волокна, спирально идущие вокруг продольной оси композитного сердечника. Намотка волокон может идти под любым углом приблизительно от 0 до приблизительно 90 от ориентации 0. Намотка может идти в + и - направлении или в + или - направлении. Другими словами, волокна могут быть намотаны в направлении по часовой стрелке или в направлении против часовой стрелки. В иллюстративном примере осуществления волокна намотаны спирально вокруг продольной оси под углом к продольной оси. В некоторых примерах осуществления сердечник может быть не сформирован из радиальных слоев. Вместо этого сердечник может иметь два или несколько плоских слоев, спрессованных вместе в сердечник. При такой конфигурации волокна могут иметь другую ориентацию кроме ориентации 0. Волокна могут быть уложены под углом к ориентации 0 в любом слое. Кроме того, угол может быть любым - + или - приблизительно от 0 до приблизительно 90. В некоторых примерах осуществления один тип волокна или группа волокон могут быть расположены в одном направлении, в то время как другой тип волокна или группа волокон могут быть расположены в другом направлении. Следовательно, настоящее изобретение включает все многонаправленные геометрии. Специалистам в данной области техники должно быть очевидно, что существуют другие возможные угловые ориентации. В различных примерах осуществления волокна могут быть переплетены или свиты. Например, один комплект волокон может быть спирально намотан в одном направлении, в то время как второй комплект волокон намотан в противоположном направлении. По мере намотки волокон один комплект волокон может поменяться положением с другим комплектом волокон. Другими словами, волокна могут быть сотканы или расположены крест-накрест. Указанные комплекты спирально намотанных волокон также могут быть не свиты или не сплетены, но могут образовывать концентрические слои в сердечнике. В другом примере осуществления свитый рукав может быть надет на сердечник и заделан в окончательную конфигурацию сердечника. Кроме того, волокна могут быть скручены друг с другом или в группе волокон. Специалистам в данной области техники должны быть известны другие примеры осуществления, в которых волокна имеют различную ориентацию. Указанные различные примеры осуществления включены в объем изобретения. Возможны другие геометрии, кроме ориентации волокон. Композитный сердечник может быть сформирован из различных слоев и секций. В одном примере осуществления композитный сердечник включает два или несколько слоев. Например, первый слой может содержать первый тип волокна и первый тип матрицы. Последующие слои могут содержать различные типы волокон и различные матрицы,которые не содержатся в первом слое. Различные слои могут быть сформированы в пучки и уплотнены для получения окончательного композитного сердечника. В качестве примера композитный сердечник может состоять из слоя, образованного из углерода и эпоксидной смолы, стекловолокна и эпоксидного слоя и затем базальтового волокна и эпоксидного слоя. В другом примере осуществления сердечник может состоять из четырех слоев: внутренний слой базальта, затем слой углерода, далее слой стекла и, наконец, внешний слой базальта. Все из этих различных конструкций позволяют получить различные физические свойства композитного сердечника. Специалистам в данной области техники должны быть известны другие многочисленные возможные конфигурации слоев. Еще одна конструкция сердечника может включать различные секции в сердечнике вместо слоев.-9 011625 На фиг. 2 приведено пять возможных альтернативных примеров осуществления композитного сердечника. На указанных поперечных сечениях продемонстрировано, что композитный сердечник может быть скомпонован из двух или нескольких секций, при этом указанные секции не уложены в слои. Следовательно, в зависимости от требуемых физических характеристик композитный сердечник может иметь первую секцию сердечника, состоящую из определенного композитного материала, и одну или несколько других секций из различных композитных материалов. Каждая из этих секций может быть изготовлена из множества волокон из одного или нескольких типов волокон, утопленных в одном или нескольких типах матриц. Различные секции могут быть сгруппированы в пучки и спрессованы для получения окончательной конфигурации сердечника. В различных примерах осуществления слои или секции могут включать различные волокна или различные матрицы. Например, одна секция сердечника может представлять собой углеродные волокна,утопленные в термореактивной смоле. Другая секция может представлять собой стекловолокно, утопленное в термопластичной смоле. Каждая из секций может быть однородной по матрице и типу волокна. Тем не менее, секции и слои также могут быть гибридизированы. Иными словами, любая секция или слой могут быть сформированы из двух или нескольких типов волокон. Следовательно, секция или слой могут, например, представлять собой композитный материал, выполненный из стекловолокна и углеродного волокна, утопленного в смоле. Таким образом, в соответствии с настоящим изобретением могут быть сформированы композитные сердечники только с одним типом волокна и одним типом матрицы,композитные сердечники только с одним слоем или секцией с двумя или несколькими типами волокон или одним или несколькими типами матриц, либо композитные сердечники из двух или нескольких слоев или секций, в которых содержатся один или несколько типов волокон и один или несколько типов матриц. Специалистам в данной области должны быть известны другие возможности для создания геометрии композитного сердечника. Физические характеристики композитного сердечника также могут быть отрегулированы путем регулирования процента поперечного сечения каждого компонента в композитном сердечнике. Например,путем сокращения общей площади слоя углерода в композитном сердечнике, о чем речь шла выше, с 0,4 см 2 и путем увеличения площади слоя стекла с 0,3 см 2 обеспечивается снижение жесткости и повышение гибкости полученного композитного сердечника. Высококачественные композитные волокна могут быть выбраны из группы, имеющей следующие характеристики: прочность при растяжении по меньшей мере приблизительно 17580 кг/см 2 (250 Ksi) и предпочтительно в диапазоне приблизительно от 24610 кг/см 2 (350 Ksi) до приблизительно 70,31 т/см 2(1000 Ksi); модуль упругости по меньшей мере 1055 т/см 2 (15 Msi) и предпочтительно в диапазоне приблизительно от 1547 т/см 2 (22 Msi) до приблизительно 3164 т/см 2 (45 Msi); коэффициент теплового расширения, по меньшей мере, в диапазоне приблизительно от -0,610-6/C до приблизительно 1,010-5/С; процент удлинения при пределе текучести в диапазоне приблизительно от 2 до 4%; диэлектрические свойства в диапазоне приблизительно от 0,31 Вт/мK до приблизительно 0,04 Вт/мK и плотность в диапазоне приблизительно от 1799 кг/м 3 (0,065 фунта/куб.дюйм) до приблизительно 3598 кг/м 3 (0,13 фунта/куб.дюйм). Низкомодульные волокна могут быть выбраны из группы, имеющей следующие характеристики: прочность при растяжении в пределах приблизительно от 12660 кг/см 2 (180 Ksi) до 56250 кг/см 2 (800Ksi); модуль упругости приблизительно от 421,8 т/см 2 (6 Msi) до приблизительно 1055 т/см 2 (15 Msi),более предпочтительно приблизительно от 632,8 т/см 2 (9 Msi) до приблизительно 1055 т/см 2 (15 Msi); коэффициент теплового расширения в диапазоне приблизительно от 510-6/С до приблизительно 1010-6/С; процент удлинения при пределе текучести в диапазоне приблизительно от 3 до приблизительно 6%; диэлектрические свойства в диапазоне приблизительно от 0,034 Вт/мK до приблизительно 0,04 Вт/мK; и плотность от 1660 кг/м 3 (0,060 футов/куб.дюйм) и выше, но более предпочтительно приблизительно от 1799 кг/м 3 (0,065 фунта/куб.дюйм) до приблизительно 3598 кг/м 3 (0,13 фунта/куб.дюйм). В одном примере осуществления композитный сердечник может состоять из сплетенных волокон с высоким модулем упругости и волокон с низким модулем упругости. В зависимости от отношения напряжения к деформации этот тип сердечника может представлять собой единичную секцию или слой гибридизированного композитного материала, или он может быть сформирован из нескольких секций композитного материала, содержащего волокна только одного типа. В соответствии с настоящим изобретением смолы, содержащие композитную матрицу, могут быть изготовлены по специальным техническим требованиям с целью достижения определенных свойств для процесса изготовления и достижения требуемых физических свойств конечного изделия. По существу,может быть определено отношение напряжения к деформации волокон и специально изготовленных смол. Изготовление композитного сердечника также может включать другие виды поверхностных покрытий или поверхностной обработки композитного сердечника или нанесение на композитный сердечник пленки, окружающей ее. На фиг. 1 В, например, пленка 305, или слой, окружают композитный сердечник 303. Пленка может представлять собой любое химическое вещество или материал, наносимые на сердеч- 10011625 ник, для защиты сердечника 303 от факторов неблагоприятного воздействия окружающей среды, защиты сердечника 303 от износа или для подготовки сердечника 303 для дальнейшей обработки. Некоторые из этих видов обработки могут включать гелевые покрытия, защитные краски или иные покрытия, наносимые до или после изготовления, либо пленки, такие как каптон, тефлон, тефзел, тедлар, майлар, мелонекс, теднекс, PET, PEN или другие, но не ограничиваются ими. В соответствии с настоящим изобретением защитная пленка выполняет по меньшей мере две функции. Во-первых, пленка прочно склеивается с сердечником для защиты сердечников от факторов неблагоприятного воздействия окружающей среды, тем самым увеличивая его долговечность. Во-вторых,пленка смазывает внешнюю поверхность сердечника, находящуюся в контакте с головкой, с целью упрощения изготовления и повышения скорости процесса. В различных примерах осуществления этот материал препятствует контакту нередко клейкой смоляной матрицы с внутренней поверхностью головки,тем самым существенно повышая скорость обработки. Эффект, в сущности, заключается в том, что пленка создает статические условия обработки в рамках условий, которые фактически являются динамическими. В различных примерах осуществления пленка может представлять собой однослойную пленку или многослойную пленку, в которой несколько слоев включают многочисленные размеры и(или) физические характеристики. Например, физические свойства внутреннего слоя могут быть совместимы в плане адгезии к сердечнику 303, в то время как внешний(е) слой(и) может(могут) быть просто использован(ы) в качестве несовместимого вещества, повышающего технологические свойства. Некоторые из используемых материалов могут включать поверхностные пленки, наносимые на сердечник, маты, наносимые на сердечник, или защитные, или проводящие ленты, оборачиваемые вокруг сердечника, но не ограничиваться ими. Ленты могут включать сухие или влажные ленты. Ленты могут включать бумажные ленты, металлические ленты (например, алюминиевая лента), полимерные ленты,каучуковые ленты или иные ленты, но не ограничиваются ими. Любые из указанных изделий способны защитить сердечник от факторов неблагоприятного воздействия окружающей среды, таких как влага,повышенная температура, пониженная температура, ультрафиолетовое излучение или от веществ, вызывающих коррозию. Некоторые примеры пленок могут включать каптон, тефзел (смесь тефлона и каптона), VB-3, тефлон, PEN и PET (майлар, полиэфир и т.д.). Специалистам в данной области техники должны быть известны другие покрытия и виды обработки, которые включены в настоящее изобретение. В ряде кабелей, армированных сталью или металлом, возникает другая проблема. При использовании кабелей, армированных сталью, допускается определенная степень провисания кабеля между последовательно установленными опорами или столбами. Провисание линии электропередачи создает колебание или качательное движение кабеля, и в некоторых случаях провисание может быть подвержено гармоническому колебанию, раскачиванию под действием ветра или чрезмерному раскачиванию кабеля. При определенных скоростях ветра или в связи с факторами неблагоприятного воздействия окружающей среды кабель может колебаться с гармонической частотой или с такой силой, что кабель или опорные структуры изнашиваются и ослабевают в результате напряжения или деформации. Ряд факторов неблагоприятного воздействия окружающей среды, который мог бы вызвать повреждающее действие колебания, может включать ветер, дождь, землетрясение, приливы, волны, течение рек, движение автомобильного транспорта на близлежащих дорогах, движение водного транспорта или воздушного транспорта. Специалистам в данной области должно быть очевидно, что другие силы могут вызвать повреждающие действие колебаний. Кроме того, специалистам в данной области должно быть очевидно, что гармонические или повреждающие колебания зависят от материала, из которого изготовлен кабель, от провисания,длины пролета и сил, вызывающих колебания. В отношении кабелей, протянутых поперек железнодорожных путей или вдоль них, возникает одна конкретная проблема. Движение поездов по железнодорожным путям и вибрация от мощных дизельных локомотивов вызывает вибрацию рельсовых путей и грунта около путей. Вибрация грунта вызывает вибрацию электрических опор и опорных конструкций, по которым идут электрические кабели. В свою очередь, кабели начинают колебаться из-за вибрирующих опорных конструкций. В ряде случаев колебания кабелей происходят при гармониках, вызывающих резкое или повреждающее колебание или качание. Указанное гармоническое или повреждающее колебание вызывает напряжение в кабелях и опорных конструкциях. Провисание кабелей ACSR или аналогичных кабелей вызвано воздействием вибрации. В ряде случаев провисание обусловлено гармоническими колебаниями, вызванными проходящими составами. Алюминиевый кабель, армированный композитным сердечником, расположенный в непосредственной близости от рельсовых путей, не подвержен такому воздействию вибрации. Напротив, алюминиевый кабель, армированный композитным сердечником, идущий параллельно железнодорожному пути или около него или пересекающий его, имеет меньшее провисание линии. Меньшая степень провисания линии или различные свойства композитного сердечника позволяют снизить, ослабить или уменьшить воздействие вибраций, вызываемых железнодорожными составами. Настоящее изобретение позволяет предотвратить гармонические или повреждающие качения или колебания электрического кабеля, вызываемые ветром или иными факторами, такими как проходящие железнодорожные составы. Во-первых, алюминиевый кабель, армированный композитным сердечником,может быть установлен иным способом ввиду его повышенного отношения предела прочности к весу.- 11011625 Алюминиевый кабель, армированный композитным сердечником, может быть протянут на значительные расстояния при меньшем провисании. Алюминиевые кабели, армированные композитным сердечником,могут быть изготовлены более легкими и более жесткими, чем кабели, армированные сталью, ввиду улучшенных свойств внутреннего сердечника, о чем указывалось выше. Следовательно, частоты, вызывающие проблему при использовании кабелей, армированных сталью, могут не оказывать воздействия на алюминиевый кабель, армированный композитным сердечником. Степень провисания может быть изменена с целью регулирования частоты в кабеле, способной вызвать разрушающие колебания или качания. Провисание кабеля может быть уменьшено для изменения гармонических или повреждающих частот,которые могут быть индуцированы в кабеле. Кроме того, может быть изменена длина пролета кабеля. В силу повышенной прочности ряда алюминиевых кабелей, армированных композитным сердечником,расстояние между опорами может быть изменено для корректировки повреждающих частот. Специалистам в данной области должны быть очевидны другие возможности установки, обеспечиваемые алюминиевыми кабелями, армированными композитными сердечниками, которые позволяют снизить или устранить колебание или качание, в частности гармоническое или повреждающее колебание. Во-вторых, материалы, используемые в композитном сердечнике, могут быть отрегулированы для ослабления колебаний внутри кабеля. Например, эластомер или иной материал может быть использован в слое, в секции или в качестве части матричного материала композитного сердечника. Эластомер или другой материал может выступать в качестве демпфирующего компонента, поглощающего или рассеивающего колебания. Кроме того, тип волокна может быть отрегулирован с целью демпфирования колебаний. Например, более упругий тип волокна, такой как полимерное волокно, может быть использован для поглощения или рассеивания колебаний. Следовательно, состав композитного сердечника позволяет предотвратить или ослабить силы вибрации. Специалистам в данной области техники должны быть очевидны другие изменения в композитном сердечнике, которые позволяют сократить или устранить колебание или качание, в частности гармоническое или повреждающее колебание. В-третьих, геометрия сердечника, имеющего простой или сложный профиль, обеспечивает самодемпфирующие характеристики, т.к. ее гладкие поверхности взаимодействуют между собой и(или) жилами алюминиевых проводов. Это взаимодействие поглощает колебания по широкому диапазону частот и амплитуд, которые далее могут быть отрегулированы путем изменения геометрий компонента сердечника и(или) напряжения установки алюминиевого кабеля, армированного композитным сердечником. Композитные кабели, изготовленные в соответствии с настоящим изобретением, проявляют физические свойства, при этом указанные определенные физические свойства могут регулироваться путем изменения параметров в процессе формования композитного сердечника. В частности, процесс формования композитного сердечника является регулируемым с целью достижения требуемых физических характеристик готового алюминиевого кабеля, армированного композитным сердечником. Способ изготовления композитного сердечника для алюминиевого кабеля,армированного композитным сердечником Имеется несколько процессов формовки для изготовления композитного сердечника, но в данном описании будет приведен иллюстративный процесс. Указанный иллюстративный процесс представляет собой высокоскоростную технологию изготовления композитных сердечников. Многие из процессов,включая иллюстративный процесс, могут быть использованы для получения нескольких различных композитных сердечников с несколькими различными конструкциями сердечников, упомянутыми или описанными выше. Тем не менее, в нижеприведенном описании представлена высокоскоростная технология создания сердечника из углеродного волокна с внешним слоем из стекловолокна, имеющей однонаправленные волокна, и равномерно уложенный слоями концентрический композитный сердечник. Настоящее изобретение не ограничено указанным одним примером осуществления, а охватывает все изменения,необходимые для применения высокоскоростного процесса для получения композитных сердечников,описанных выше. Указанные изменения должны быть очевидны специалистам в данной области техники. В соответствии с настоящим изобретением многофазный процесс формовки позволяет изготавливать композитный сердечник в основном из непрерывных по длине приемлемых волоконных прядей и смол, удобных для термической обработки. После изготовления соответствующего сердечника композитный сердечник может быть обернут материалом с высокой проводимостью. Ниже приведено описание процесса изготовления композитных сердечников для алюминиевых кабелей, армированных композитным сердечником, в соответствии с настоящим изобретением. На фиг. 3 показан процесс формовки сердечника многопроволочного провода в соответствии с настоящим изобретением, который в целом обозначен позицией 400. Процесс формовки 400 применяется для изготовления непрерывных композитных сердечников из приемлемых прядей или пучков волокна и смол. Полученный композитный сердечник содержит гибридизированный концентрический сердечник, имеющий внутренний и внешний слой равномерно распределенных в основном параллельных волокон. Будет приведено лишь краткое описание начала процесса, т.к. он детально описан в US CIP10/691447 и US CIP10/692304 и PCT/US 03/12520, каждый из которых включен в данный патент в виде ссылки. На начальной стадии процесса производится запуск протягивающего и наматывающего- 12011625 механизмов, чтобы начать операцию протягивания. В одном примере осуществления пропитанные исходные пряди волокон, включающие множество волокон, поступающих с выходной стороны технологической линии, служат в качестве заправочного участка в начале технологического процесса для разматывания волоконных прядей 402 (и 401) с катушек (не показаны) через направляющую волоконных прядей и систему 400 для изготовления композитного сердечника. Как показано на чертеже, волоконные пряди 402 включают центральную часть углеродных прядей 401, окруженных внешними волоконными прядями стекловолокна 402. На фиг. 3 несколько катушек волоконных прядей 401 и 402 находятся внутри размоточной стойки,и пряди пропускаются через направляющую волоконных прядей (не показано). Волокна могут быть размотаны и в зависимости от характеристик сердечника волокна могут идти параллельно либо могут быть скручены в ходе процесса. Предпочтительно протягивающее устройство (не показано) в конце устройства протягивает волокна через устройство. Каждая размоточная стойка может быть снабжена устройством, обеспечивающим регулирование натяжения каждой катушки. Например, каждая размоточная стойка может быть снабжена небольшим тормозом для отдельной регулировки натяжения каждой катушки. Регулировка натяжения позволяет снизить до минимума провисание и перекрещивание волокон по мере их прохождения через устройство и способствует процессу пропитки. В одном примере осуществления пряди 401/402 могут протягиваться через направляющую (не показано) в печь предварительного нагрева с целью удаления влаги. Предпочтительно в печи предварительного нагрева поддерживается постоянная циркуляция потока воздуха и постоянная температура с помощью нагревательного элемента. Температура в печи предварительного нагрева предпочтительно поддерживается выше 100 С. Пряди 401/402 в одном примере осуществления протягиваются в систему пропитки. Система пропитки может представлять собой любую технологическую линию или устройство, обеспечивающие смачивание или пропитку волокон смолой. Система пропитки может включать смолу в твердой форме, которая переводится в жидкое состояние при нагреве на более поздней стадии процесса. Например, термопластичная смола может быть сформована в виде нескольких волокон. Эти волокна могут быть переплетены с углеродными и стеклянными волокнами в иллюстративном примере осуществления. При нагреве пучка волокон термопластичные волокна переходят в жидкое состояние или расплавляются и пропитывают или смачивают углеродные или стеклянные волокна. В другом примере осуществления углеродные или стеклянные волокна могут иметь оболочку или покрытие, окружающую волокно. Оболочка удерживает или содержит термопластичную смолу или иной тип смолы в порошкообразной форме. При нагреве волокон оболочка расплавляется, или испаряется,смола в порошкообразной форме расплавляется, и расплавленная смола смачивает волокна. В другом примере осуществления смола представляет собой пленку, нанесенную на волокна, и при ее расплавлении происходит смачивание волокон. Еще в одном примере осуществления волокна предварительно пропитаны смолой. Такие волокна известны в данной области техники как предварительно пропитанные волокна. При использовании предварительно пропитанных волокон отпадает необходимость в применении пропиточного резервуара или бака. В примере осуществления системы смачивания используется пропиточный резервуар. Ниже в описании будет использоваться термин пропиточный резервуар, но настоящее изобретение не ограничено этим примером осуществления. Напротив, смачивающая система может представлять собой любое устройство для смачивания волокон. Пропиточный резервуар заполнен смолой для пропитки волоконных прядей 401/402. Избыток смолы удаляют с волоконных прядей 401/402 на выходе из пропиточного резервуара и перед тем как материал протягивается в головку начального отверждения. Различные альтернативные способы, хорошо известные в данной области техники, могут быть применены для нанесения смолы на волокна или для пропитки волокон смолой. Такие способы включают,например, распыление, погружение, нанесение смолы обратным валиком, нанесение смолы кистью и инжекцию смоляной смеси. В альтернативных примерах осуществления для создания вибрации используется ультразвуковое возбуждение для повышения смачиваемости волокон. В другом примере осуществления резервуар для обработки погружением может быть использован для смачивания волокон. Волокна опускаются в заполненный смолой резервуар для обработки погружением. После удаления волокон из резервуара, заполненного смолой, волокна пропитаны смолой. Еще один пример осуществления может включать блок инжекционной головки. В этом примере осуществления волокна поступают в заполненный смолой резервуар под давлением. Давление внутри резервуара обеспечивает смачивание волокон. Волокна могут быть поданы в головку для формования композитного материала, когда они еще находятся внутри резервуара под давлением. Специалистам в данной области техники должно быть очевидно,что могут быть использованы другие типы резервуаров и систем смачивания. В целом, любой из различных известных составов смолы может быть использован в настоящем изобретении. В иллюстративном примере осуществления может быть использована термоотверждающаяся смола. Смола может представлять собой, например, полиэфирамидную смолу, бис-малеимид, полиимид,жидкокристаллический полимер, виниловый эфир, высокотемпературную эпоксидную смолу на основе жидкокристаллической технологии или аналогичные полимерные материалы. Специалистам в данной области техники должно быть очевидно, что в настоящем изобретении могут быть использованы другие- 13011625 смолы. Смолы выбирают на основе процесса и физических характеристик, предъявляемых к композитному сердечнику. Кроме того, вязкость смолы оказывает влияние на скорость формовки. С целью достижения требуемого соотношения волокон и смолы для формовки элемента композитного сердечника предпочтительно, чтобы вязкость смолы находилась в пределах приблизительно от 50 до приблизительно 3 Hс/м 2(3000 сП) при 20 С. Более предпочтительно, чтобы вязкость находилась в диапазоне приблизительно от 0,80 Hс/м 2 (800 сП) до приблизительно 1,20 Hс/м 2 1200 (сП) при 20 С. Предпочтительный полимер обеспечивает стойкость по отношению к широкому спектру агрессивных химических веществ и обладает исключительно стабильными диэлектрическими и изоляционными свойствами. Также предпочтительно,чтобы полимер соответствовал требованиям газовыделения ASTME595 и испытаниям на возгораемостьUL94 и чтобы обеспечивалась его периодическая эксплуатация в диапазоне температурных режимов от 180 и 240 С или выше без термического или механического снижения прочности элемента. С целью достижения требуемого соотношения смачивания волокна и смолы пропиточный резервуар может быть снабжен устройством на выходе для удаления избыточного количества смолы с волокон. В другом примере осуществления на конечном участке смачивающей системы может быть размещен комплект скребков, предпочтительно выполненных в виде счищающих планок из хромированной стали. Скребки могут представлять собой скальпель или иное устройство для удаления избыточного количества краски. При проведении процесса смачивания каждый пучок волокна содержит в три раза больше смолы,чем требуется для окончательного изделия. С целью достижения нужного соотношения волокна и смолы в поперечном сечении элемента композитного сердечника производится расчет количества волокна без наполнения. Головка или ряд головок или скребков предназначены для удаления избыточного количества смолы и регулирования соотношения волокна и смолы по объему. В альтернативном случае головка и скребки могут быть предназначены для прохождения через них волокна и смолы в любом соотношении по объему. В другом примере осуществления устройство может представлять собой набор пластин или отжимных втулок, выдавливающих смолу. Такие устройства для выдавливания смолы также могут быть использованы с другими системами смачивания. Кроме того, специалистам в данной области техники должно быть очевидно, что для удаления избыточного количества смолы могут быть использованы другие устройства. Избыточная смола предпочтительно собирается и снова подается в пропиточный резервуар. Предпочтительно, чтобы поддон для возврата смолы в производство был расположен под пропиточным резервуаром по всей его длине для сбора избыточного количества смолы. Более предпочтительно, чтобы пропиточный резервуар был снабжен дополнительным баком для сбора избыточного количества смолы. Избыточная смола поступает самотеком в дополнительный бак по трубопроводу. В альтернативном случае избыточное количество смолы может поступать в приемный канал и возвращаться в бак самотеком. В другом случае в процессе может быть использован дренажный насос для возврата смолы из вспомогательного бака в пропиточный резервуар. Предпочтительно, чтобы компьютерная система регулировала уровень смолы в резервуаре. Низкий уровень смолы определяется с помощью датчиков и включается насос для нагнетания смолы в резервуар из вспомогательного смесительного бака в технологический резервуар. Более предпочтительно, чтобы в непосредственной близости от пропиточного резервуара был расположен смесительный бак. Смола перемешивается в смесительном баке и перекачивается в пропиточный резервуар. Волоконные пряди 401/402 протягиваются в головку 406 для прессования и придания формы прядям 401 и 402. Для прессования, удаления воздуха из композитного материала и придания формы волокнам в композитном сердечнике могут быть использованы одна или несколько головок. В иллюстративном примере осуществления композитный сердечник выполнен из двух комплектов волоконных прядей внутренние сегменты формуются из углерода, в то время как внешние сегменты формуются из стекла. Первая головка 406 предназначена для удаления избыточного количества смолы из волоконно-смоляной матрицы и обеспечивает начальную катализацию смолы (или переход в стадию В). Длина головки зависит от требуемых характеристик волокна и смолы. В соответствии с настоящим изобретением длина головки 406 может находиться в пределах приблизительно от 12,7 мм (1/2 дюйма) до приблизительно 1,829 м(6 футов). Предпочтительно, чтобы длина головки 406 находилась в пределах приблизительно от 7,62 см (3 дюймов) до приблизительно 91,44 см (36 дюймов) в зависимости от требуемой скорости технологической линии. Кроме того, головка 406 включает нагревательный элемент для изменения температурного режима головки 406. Например, для обработки различных полимерных систем желательно иметь одну или несколько нагревательных зон в головке для активации различных отвердителей или ускорителей. Смолы, используемые в соответствии с настоящим изобретением, обеспечивают скорость процесса формования до 18,29 м/мин (60 футов/мин) или выше. В одном примере осуществления настоящего изобретения сердечник протягивается из первой головки 406, и на него наматывается защитная лента, покрытие или пленка. Несмотря на то, что лента, покрытие или пленка могут быть использованы для описания различных примеров осуществления, термин пленка используется в настоящем патенте для уп- 14011625 рощения описания и не является ограничивающим. На фиг. 3 два больших барабана с лентой 408 подают ленту на первую кардную пластину 410. Кардная пластина 410 устанавливает ленты параллельно друг другу при наматывании вокруг сердечника. Сердечник 409 протягивают ко второй кардной пластине 412. Кардная пластина 412 предназначена для намотки ленты по мере ее подачи в направлении к центральному сердечнику 409. Сердечник 409 протягивают через третью кардную пластину 414. Кардная пластина 414 предназначена для намотки ленты по направлению к центральному сердечнику 409. На фиг. 3 сердечник 409 протягивают через четвертую кардную пластину 416, которая предназначена для намотки ленты вокруг сердечника 409. Несмотря на то, что данный иллюстративный пример осуществления включает четыре кардных пластины, в изобретение может быть включено любое количество пластин для охвата процесса намотки. Температурный режим между зонами каждой головки также может регулироваться в целях обеспечения катализации и обработки смолы. В другом примере осуществления лента заменена механизмом для нанесения покрытия. Такой механизм предназначен для нанесения на сердечник 409 защитного покрытия. В различных примерах осуществления покрытие может быть нанесено распылением или прокаткой с помощью устройства, отрегулированного для нанесения покрытия под любым углом по отношению к композитному сердечнику. Например, Gelcoat (наружный смоляной слой) может быть нанесен как краска с использованием способа нанесения покрытия обратным валиком. Предпочтительно, чтобы покрытие характеризовалось кратковременным периодом отверждения, что позволяло бы ему просохнуть к тому времени, когда сердечник и покрытие достигнут намоточного барабана на завершающей стадии технологического процесса. После завершения процесса намотки ленты на сердечник 409, сердечник 409 протягивают через вторую головку 418. Вторая головка 418 предназначена для дальнейшего прессования и придания формы сердечнику 409. Прессование всех волоконных прядей 401/402 позволяет создать конечный композитный сердечник с равномерно распределенным, послойным и концентрично расположенным материалом с требуемым внешним диаметром. Вторая головка также обеспечивает завершение процесса катализации. В альтернативном случае композитный сердечник 409 может быть протянут через вторую печь в стадии В в следующую систему термической обработки, в которой происходит отверждение элемента композитного сердечника. Способ определяет температуру отверждения. Температура отверждения поддерживается постоянной на протяжении всего процесса отверждения. В настоящем изобретении температура отверждения предпочтительно находится в пределах от приблизительно 176 С до приблизительно 260 С. Процесс отверждения предпочтительно происходит на участке в пределах приблизительно от 0,9144 м (3 футов) до приблизительно 18,29 м (60 футов). Более предпочтительно процесс отверждения происходит на участке длиной приблизительно 3,048 м (10 футов). После завершения процесса отверждения композитный сердечник протягивается через охлаждающее устройство. Предпочтительно, чтобы охлаждение элемента композитного сердечника происходило на участке длиной приблизительно от 2,438 м (8 футов) до приблизительно 4,572 м (15 футов) путем конвекции воздуха, прежде чем изделие достигнет съемного устройства на завершающем этапе технологического процесса. В других случаях сердечник может быть протянут к следующей системе термической обработки для дополнительного отверждения при повышенной температуре. Процесс дополнительного отверждения способствует образованию большего количества поперечных связей в смоле, в результате чего улучшаются физические характеристики композитного элемента. В технологическом процессе может быть предусмотрен временной интервал между процессом нагрева и охлаждения до момента поступления изделия на съемное устройство в конце процесса для обеспечения естественного охлаждения изделия или путем вентилирования таким образом, чтобы съемное устройство, предназначенное для захвата и вытягивания изделия, не повредило его. Съемное устройство протягивает изделие через все стадии процесса с точно регулируемой скоростью. После того как сердечник 409 пройдет через все этапы технологического процесса, сердечник можно намотать, используя устройство намотки, в котором волоконный сердечник наматывается на барабан для хранения или транспортировки. В целях обеспечения прочности сердечника важно, чтобы намотка не приводила к перенапряжению сердечника при изгибе. В одном примере осуществления сердечник не имеет каких-либо изгибов, но волокна являются однонаправленными. Стандартный намоточный барабан имеет диаметр 0,9144 м (3,0 фута), на который может быть намотано до 30,48 тысяч м (100000 футов) материала сердечника. Барабан предназначен для компенсации жесткости композитного сердечника, при этом на барабан не оказывается какого-либо усилия для придания ему слишком жесткой формы. Намоточный барабан также должен соответствовать требованиям транспортировки. Таким образом, габариты барабана должны соответствовать высоте пролета мостов и способам транспортировки на платформе полуприцепа или вагона. В другом примере осуществления система намотки включает устройство, предотвращающее изменение направления барабана с режима намотки на режим размотки. Устройство может представлять собой любое устройство, предотвращающее вращение барабана в обратном направлении, например муфту или тормозную систему. В другом примере осуществления процесс включает систему контроля качества, состоящую из сис- 15011625 темы контроля в процессе обработки. Процесс контроля качества обеспечивает получение изделия стабильного качества. Система контроля качества может включать ультразвуковую диагностику композитных сердечников; регистрацию количества прядей в готовом изделии; мониторинг качества смолы; мониторинг температурного режима печей и изделия на различных стадиях изготовления; измерение формуемого изделия или измерение скорости процесса протяжки. Например, по каждой партии композитного сердечника имеются опорные данные, обеспечивающие оптимальное протекание процесса. В других случаях, система контроля качества также может включать систему маркировки. Система маркировки может включать систему, такую как уникальное встроенное волокно, для нанесения на сердечники маркировки, содержащей информацию об изделии - о конкретной партии изделия. Кроме того, сердечники могут быть отнесены к различным классам в зависимости от конкретных качеств, например класс А, класс В и класс С. Волокна, используемые для изготовления композитных сердечников, могут быть взаимозаменяемы для достижения требуемых технических характеристик конечного изделия композитного сердечника. Например, процесс обеспечивает замену волокон в композитном сердечнике, имеющем сердцевину из углеродного волокна и внешнюю сердцевину из стекловолокна, высококачественными углеродными и стеклянными волокнами. Процесс обеспечивает использование более дорогостоящих волокон с улучшенными качествами вместо менее дорогостоящих волокон за счет сочетания волокон и требуемого небольшого размера сердечника. В одном примере осуществления изобретения сочетание волокон позволяет создать высокопрочный внутренний сердечник с минимальной проводимостью, окруженный низкомодульным непроводящим внешним изолирующим слоем. В другом примере осуществления изобретения внешний изолирующий слой обеспечивает гибкость композитного сердечника и его намотку на транспортировочный барабан, хранение и транспортировку. Внешний материал сердечника из цветного металла также позволяет ослабить процесс электролиза, который обычно происходит между известным металлическим сердечником и отличающимся по материалу проводником (обычно из алюминиевого сплава). Изменение конструкции композитного сердечника может оказать влияние на жесткость и прочность внутреннего сердечника. Преимущество настоящего изобретения заключается в том, что геометрия сердечника может быть сконструирована для достижения оптимальных физических характеристик, которые требуются в алюминиевом кабеле, армированном композитным сердечником. В другом примере осуществления настоящего изобретения обеспечивается изменение конструкции поперечного сечения композитного сердечника для получения различных физических свойств и повышения гибкости композитного сердечника. На фиг. 2 продемонстрировано, что различные формы композитного материала изменяют гибкость композитного сердечника. Конфигурация типа волокна и материала матрицы также могут изменить степень гибкости. Настоящее изобретение включает композитные сердечники, которые могут быть намотаны на намоточный барабан. Намоточный барабан, или транспортировочный барабан, может представлять собой промышленной выпускаемый намоточный барабан. Указанные барабаны обычно изготавливают из дерева или металла с внутренним диаметром 76,2121,9 см (30-48 дюймов). Для более жестких сердечников могут потребоваться барабаны с большим диаметром, не выпускаемые в промышленных масштабах. Кроме того, больший по габаритам барабан может не соответствовать стандартам транспортировки, что не позволит ему пройти под мостами или погрузить на полуплатформы. Следовательно, жесткие сердечники являются непрактичными. С целью повышения гибкости композитного сердечника, сердечник может быть скручен или сегментирован для достижения приемлемого диаметра намотки. В одном примере осуществления сердечник может включать одну 360 градусную скрутку волокна на каждый один оборот сердечника вокруг барабана с целью предотвращения растрескивания. Крученое волокно включено в объем настоящего изобретения и включает волокна,скрученные отдельно, или волокна, скрученные в группу волокон. Другими словами, волокна могут быть скручены в виде пучка или части пучка волокон. В других случаях сердечник может представлять собой сочетание крученых и неизвитых волокон. Кручение может быть определено пределами диаметра барабана. Напряжения растяжения и сжатия, возникающие в волокнах, компенсируются одной круткой на один оборот. Напряжение намотки снижается путем изготовления сегментированного сердечника. На фиг. 2 показан ряд примеров осуществления сердечника, отличающихся от примера осуществления сердечника,проиллюстрированного на фиг. 1, на котором внутренний концентрический сердечник окружен внешним концентрическим сердечником. Сегментированный сердечник, в соответствии со способом, формуют путем отверждения секции в качестве отдельного участка, и далее отдельные участки группируются вместе. Сегментирование сердечника позволяет композитному изделию, имеющему диаметр сердечника свыше 0,95 см (0,375 дюйма), достичь требуемого диаметра намотки без возникновения дополнительных напряжений в изделии. Различная геометрия поперечных сечений композитных сердечников может быть изготовлена на основе многопоточного процесса. Технологическая система предназначена для параллельного формова- 16011625 ния каждого сегмента. Предпочтительно, чтобы каждый сегмент формовался путем смены набора последовательных втулок или головок для втулок или головок, имеющих заданные конфигурации для каждого из каналов. В частности, размер канала может быть изменен для пропускания большего или меньшего количества волокон, устройство каналов может быть изменено с целью обеспечения сочетания волокон в различные формы в конечном изделии, и могут быть установлены дополнительные втулки внутри нескольких последовательно расположенных втулок или головок с целью ускорения формования различных геометрических поперечных сечений в композитном сердечнике. На конечном участке технологической системы различные секции группируются вместе на завершающем этапе производства с целью формования законченного композитного сердечника кабеля и получения монолитного (цельного) корпуса. В других случаях сегменты могут быть скручены для повышения гибкости и ускорения намотки. Окончательный композитный сердечник может быть обмотан легким алюминием высокой проводимости для создания композитного кабеля. Несмотря на то, что алюминий используется в названии изобретения и в настоящем описании, проводник может быть изготовлен из любого вещества с высокой проводимостью. В частности, проводник может представлять собой любой металл или металлический сплав, приемлемый для использования в электрических кабелях. Несмотря на то, что алюминий является наиболее распространенным материалом, кроме него может быть использована медь. Также возможно использование драгоценных металлов, таких как серебро, золото или платина, но эти металлы являются исключительно дорогими для их использования в таких целях. В иллюстративном примере изобретения кабель с композитным сердечником включает внутренний углеродный сердечник, имеющий внешний изолирующий композитный слой стекловолокна и два слоя трапециевидных жил алюминиевого провода. В одном примере осуществления изобретения внутренний слой алюминия включает множество трапециевидных алюминиевых сегментов, спирально намотанных или обернутых в направлении против часовой стрелки вокруг композитного сердечника. Каждая трапециевидная секция предназначена для оптимизации количества алюминия и повышения проводимости. Геометрия трапециевидных сегментов обеспечивает плотное прилегание каждого сегмента вокруг композитного сердечника. В другом примере осуществления изобретения внешний слой алюминия включает множество трапециевидных алюминиевых сегментов, спирально намотанных или обернутых в направлении по часовой стрелке вокруг композитного сердечника. Противоположное направление обмотки предотвращает скручивание конечного кабеля. Каждый трапециевидный алюминиевый элемент плотно прилегает к трапециевидным алюминиевым элементам, намотанным вокруг внутреннего алюминиевого слоя. Плотное прилегание оптимизирует количество алюминия и обеспечивает сокращение количества алюминия, необходимого для достижения высокой проводимости. Конечный алюминиевый кабель, армированный композитным сердечником, изготавливают путем укладки электрического проводника вокруг композитного сердечника. Промышленное использование Изобретение предназначено для использования в кабелях электропередачи. Алюминиевые кабели,армированные композитным сердечником, в соответствии с настоящим изобретением позволяют увеличить несущую способность кабелей электропередачи за счет использования материалов, имеющих собственные свойства, обеспечивающие повышение допустимой токовой нагрузки без чрезмерного провисания линии электропередачи. Более того, для кабеля в соответствии с настоящим изобретением могут быть использованы опоры линий электропередачи существующей конструкции, в результате чего облегчается замена существующих кабелей линий электропередачи. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Композитный сердечник для электрического кабеля, образованный множеством пропитанных смолой армированных волокон по меньшей мере одного типа, при этом смола окружает и, по существу,покрывает каждое из множества армированных волокон, которые ориентированы в основном параллельно продольной оси сердечника, а весовой процент волокон в композите составляет меньше 50%. 2. Композитный сердечник по п.1, содержащий внутренний сердечник с волокнами одного типа и внешний сердечник с волокнами, тип которых отличается от типа волокон внутреннего сердечника. 3. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна является стеклом. 4. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна является углеродом. 5. Композитный сердечник по п.2, в котором волокно внутреннего сердечника является углеродом,а волокно внешнего сердечника является стеклом. 6. Композитный сердечник по п.1, в котором по меньшей мере один тип волокон имеет модуль упругости, превышающий модуль упругости стекловолокна. 7. Композитный сердечник по п.1, в котором по меньшей мере один тип волокна имеет модуль упругости в пределах приблизительно от 421,8 т/см 2 (6 Msi) до приблизительно 1055 т/см 2 (15 Msi). 8. Композитный сердечник по п.7, в котором по меньшей мере один тип волокна является стеклом S- 17011625 9. Композитный сердечник по п.2, в котором тип волокна внутреннего сердечника имеет модуль упругости, превышающий модуль упругости стекловолокна, а волокно внешнего сердечника является стеклом. 10. Композитный сердечник по п.1, в котором сердечник окружен защитным слоем. 11. Композитный сердечник по п.2, в котором сердечник окружен защитным слоем.
МПК / Метки
МПК: B32B 27/04, B05D 1/18, D04H 3/08, B05D 3/02
Метки: композитным, изготовления, алюминиевый, способ, сердечником, армированный, кабель
Код ссылки
<a href="https://eas.patents.su/20-11625-alyuminievyjj-kabel-armirovannyjj-kompozitnym-serdechnikom-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Алюминиевый кабель, армированный композитным сердечником, и способ его изготовления</a>
Кабель с алюминиевым проводником, армированный композитным сердечником, и способ его производства
Номер патента: 7945
Опубликовано: 27.02.2007
Авторы: Хил Клем, Корзениовски Джордж
МПК: B29D 22/00, B32B 15/04
Метки: композитным, производства, алюминиевым, сердечником, способ, проводником, кабель, армированный
Формула / Реферат:
1. Композитный сердечник для электрического кабеля, содержащий внутренний сердечник, включающий множество продольно ориентированных и в основном непрерывных волокон с модулем упругости, превышающим модуль упругости стекловолокна, внешний сердечник, включающий множество продольно ориентированных и в основном непрерывных волокон другого типа, имеющих модуль упругости, по существу, равный модулю упругости стекловолокна, и смолу, в которой размещены...
Способ соединения оболочки с сердечником
Номер патента: 4522
Опубликовано: 24.06.2004
Авторы: Хальминен Вейо, Кивисте Туомо, Польви Вейкко
Метки: сердечником, соединения, оболочки, способ
Формула / Реферат:
1. Способ соединения сердечника (2) с высокой электропроводностью с оболочкой (1) из высокосортной стали, отличающийся тем, что сердечник (2) с высокой электропроводностью, такой как медная шина, и соединительный компонент (3) устанавливают внутри оболочки (1) и подвергают тепловой обработке, по меньшей мере, в области соединения деталей, таким образом, чтобы между сердечником (2) с высокой электропроводностью и оболочкой из высокосортной стали...
Кабель связи и способ контроля целостности его оболочки
Номер патента: 8653
Опубликовано: 29.06.2007
Авторы: Васильев Александр Иванович, Гужвин Вадим Юрьевич
МПК: H01B 11/18, G01R 31/08
Метки: способ, контроля, оболочки, целостности, связи, кабель
Формула / Реферат:
1. Кабель связи, содержащий сердечник, изоляцию и оболочку, отличающийся тем, что в его оболочку вмонтированы коаксиальные относительно сердечника и относительно друг друга трубчатые проводники, при этом указанные проводники изолированы друг от друга материалом оболочки или специальным слоем изоляции и находятся под высоким постоянным напряжением относительно друг друга. 2. Способ контроля целостности оболочки кабеля по п.1, содержащий следующие...
Зажимная соединительная муфта и устройство оконечной заделки для использования с алюминиевым кабелем, армированным составным сердечником
Номер патента: 9967
Опубликовано: 28.04.2008
Автор: Бриянт Дэвид
МПК: H01R 4/50
Метки: составным, армированным, использования, кабелем, муфта, алюминиевым, устройство, соединительная, заделки, оконечной, зажимная, сердечником
Формула / Реферат:
1. Соединение для кабеля, имеющего составной сердечник, содержащий цангу, состоящую из одной или нескольких секций, образующих усеченную коническую форму, внешний диаметр которой увеличивается от первого конца ко второму концу и создает внешний уклон, обеспечивающий скольжение внутри цангового корпуса, причем цанга дополнительно включает концентрически ориентированный канал, поперечное сечение и длина которого соответствуют поперечному сечению и...
Алюминиевый сплав, содержащий магний и кремний
Номер патента: 2891
Опубликовано: 31.10.2002
Авторы: Оддвин Рейсо, Тундал Ульф
МПК: C22F 1/05
Метки: алюминиевый, магний, содержащий, сплав, кремний
Формула / Реферат:
1. Поддающийся термообработке сплав Al-Mg-Si, получаемый с использованием процесса старения, осуществляемого после формования экструзией в две стадии, при этом на первой стадии продукт экструзии нагревают до температуры от 100 до 170шС со скоростью, по меньшей мере, 100шС/ч, и на второй стадии продукт экструзии нагревают до конечной температуры выдержки от 160 до 220шС со скоростью от 5 до 50шС/ч, а весь цикл старения осуществляют за период...
Предыдущий патент: Армированное изоляционное изделие для сборной стены с односторонней теплоизоляцией, сборная стена, а также способ её изготовления
Следующий патент: Термостат хроматографа
Случайный патент: Продукты с сахарным покрытием и способ их приготовления