Пакет для настаивания и его производство
Номер патента: 25154
Опубликовано: 30.11.2016
Авторы: Хэддоу Филип Гордон, Уитлок Питер Джон, Акс Сьюзанн Эмма, Паркер Ричард Чарльз, Хилл Говард Пол
Формула / Реферат
1. Устройство для производства пакетов для настаивания, содержащее продольный запечатыватель (23) для преобразования полотна упаковочного материала в трубку, средство для протягивания указанного трубчатого полотна через выходное отверстие (24) канала (21), имеющее наружное поперечное сечение, содержащее по меньшей мере две вершины (25), по меньшей мере один формующий элемент (26) для выполнения углублений в трубчатом полотне между вершинами (25) и запечатывающие элементы для деления указанного трубчатого полотна на отделения через интервалы по длине, при этом указанные запечатывающие элементы образуют поперечные места (7) скрепления по ширине указанного трубчатого полотна с углублениями и выполнены так, что расстояние D между последовательными поперечными местами скрепления составляет от 40 до 70 мм.
2. Устройство по п.1, в котором пакет для настаивания выполнен из проницаемого для жидкости упаковочного материала, покрывающего область от 5000 до 10500 кв.мм.
3. Устройство по п.1, в котором указанные по меньшей мере две вершины (25) ограничивают поверхность.
4. Устройство по любому из пп.1-3, которое выполнено с возможностью протягивания указанного полотна упаковочного материала вдоль наружной поверхности канала посредством направляющего элемента (22).
5. Устройство по любому из пп.1-4, содержащее продольный запечатыватель (23), смежный с указанным каналом для преобразования указанного полотна упаковочного материала в закрытую трубку вокруг канала.
6. Устройство по любому из пп.1-5, в котором указанный канал имеет входное отверстие (20) и выходное отверстие (24), при этом указанное входное отверстие (20) имеет круглое поперечное сечение как снаружи, так и внутри, при этом указанный канал переходит от круглого поперечного сечения во входном отверстии (20) к наружному поперечному сечению, содержащему по меньшей мере две вершины (25) в выходном отверстии (24).
7. Устройство по любому из пп.1-6, содержащее поперечные запечатывающие элементы и режущие элементы, предпочтительно при этом указанные запечатывающие и/или режущие элементы находятся по меньшей мере на паре роторов (27).
8. Способ производства пакета для настаивания из полотна проницаемого для жидкости упаковочного материала на устройстве по п.1, включающий этапы:
(a) запечатывания указанного полотна упаковочного материала для образования трубчатого полотна;
(b) протягивания указанного трубчатого полотна по каналу (21) и через выходное отверстие (24) указанного канала, при этом указанное выходное отверстие канала имеет поперечное сечение, содержащее по меньшей мере две вершины (25);
(c) выполнения углублений в поверхности указанного трубчатого полотна между вершинами (25) для введения сгибов (13, 14) в упаковочном материале, при этом указанные сгибы образуют по меньшей мере одну складку (15);
(d) образования первого поперечного места (7) скрепления поперек указанного трубчатого полотна;
(e) доставки порции материала для настаивания (17) в трубчатое полотно через канал;
(f) образования второго поперечного места (7) скрепления поперек трубчатого полотна;
(g) разделения указанных отделений, образованных поперечными местами скрепления, на отдельные пакеты для настаивания путем разрезания указанного полотна по местам скрепления, при этом указанные первый и второй поперечные места скрепления образованы так, что они разделены расстоянием D, при этом указанное расстояние D составляет от 40 до 70 мм.
9. Способ по п.8, в котором запечатывание и разрезание полотна выполняются на отдельных рабочих местах.
10. Способ по п.8 или 9, в котором указанное трубчатое полотно протягивается по каналу, по существу, с одинаковой скоростью.
11. Способ по любому из пп.8-10, в котором указанный пакет для настаивания выполнен из проницаемого для жидкости упаковочного материала, покрывающего область от 5000 до 10500 кв.мм.

Текст
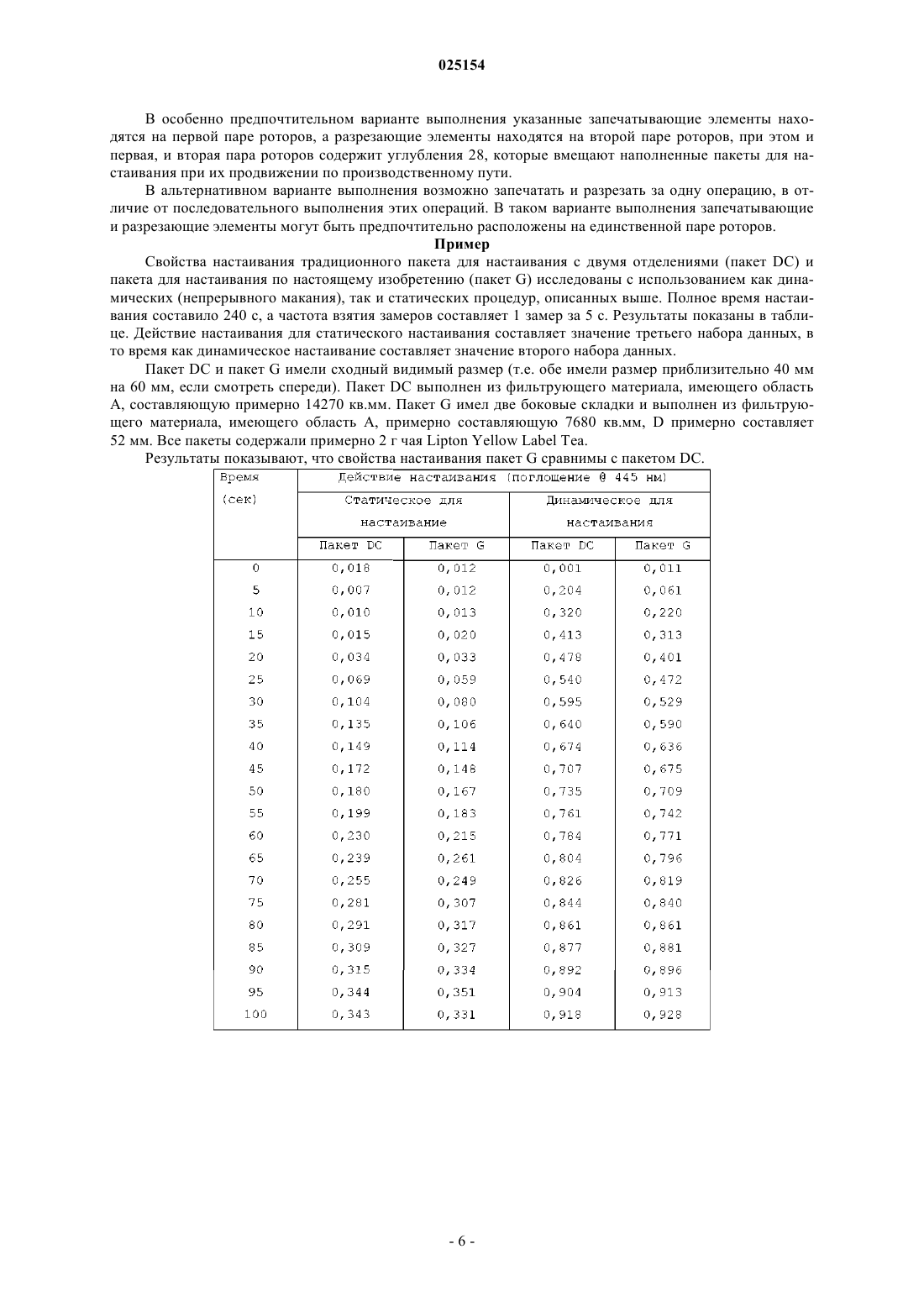
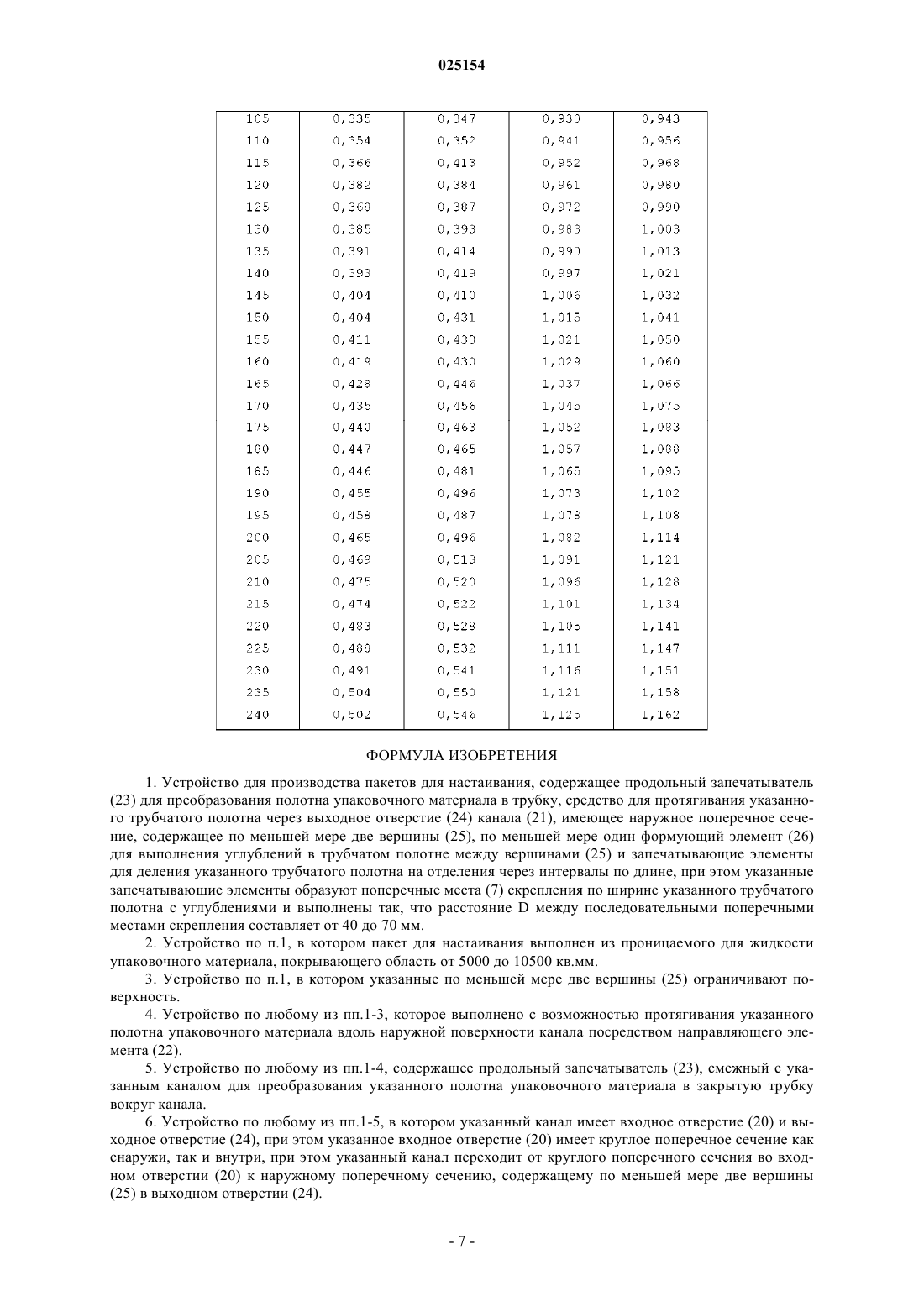
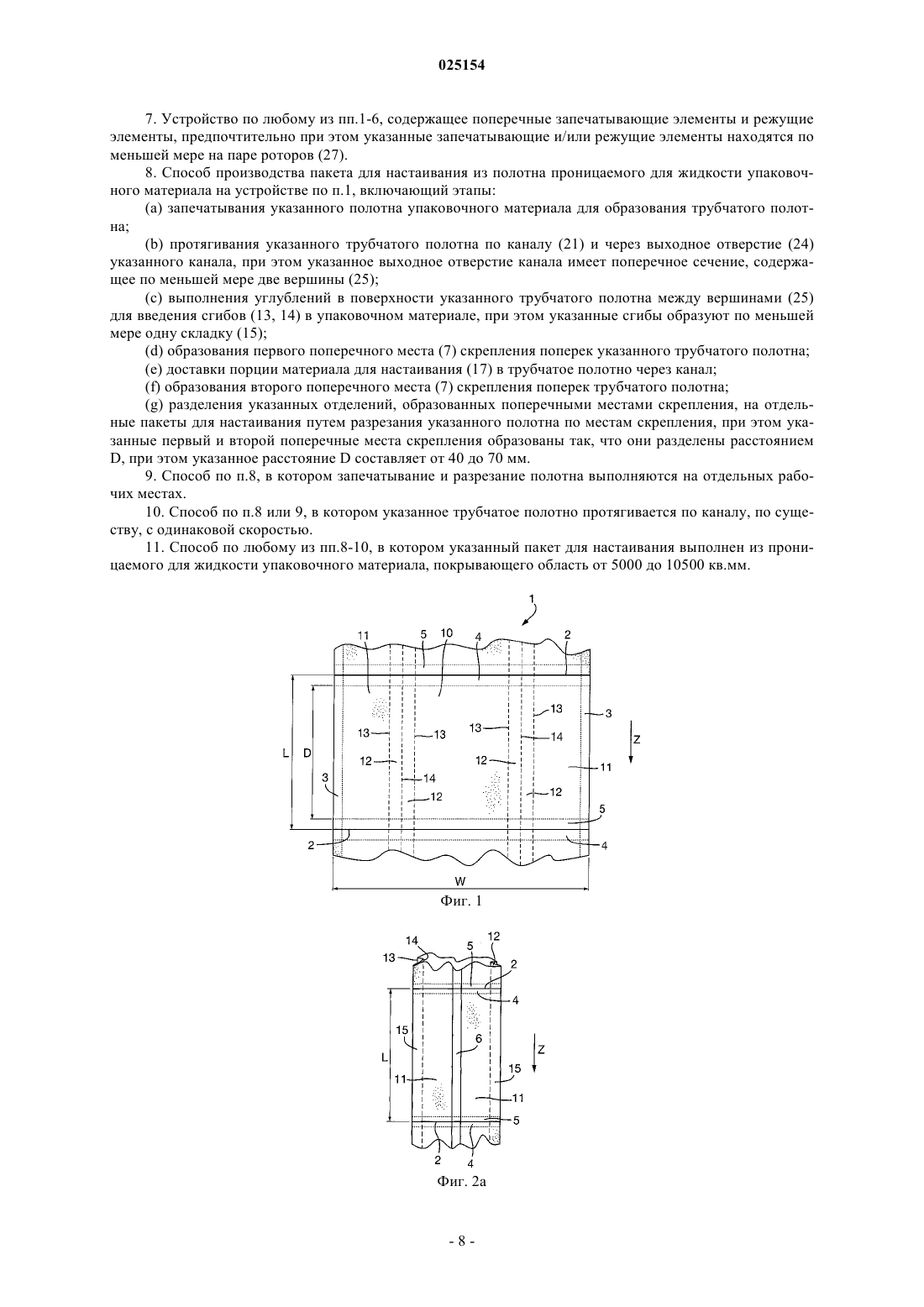
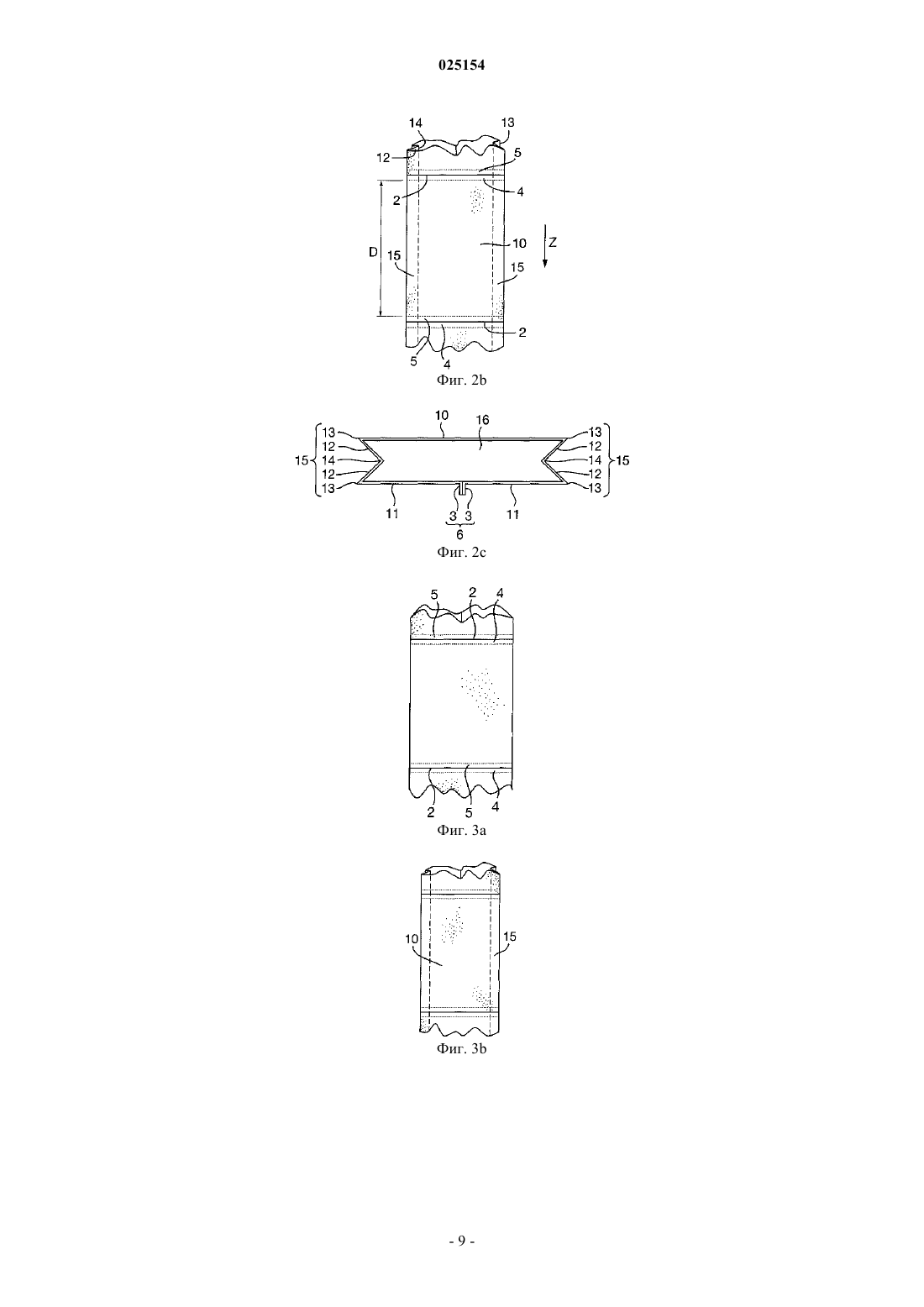
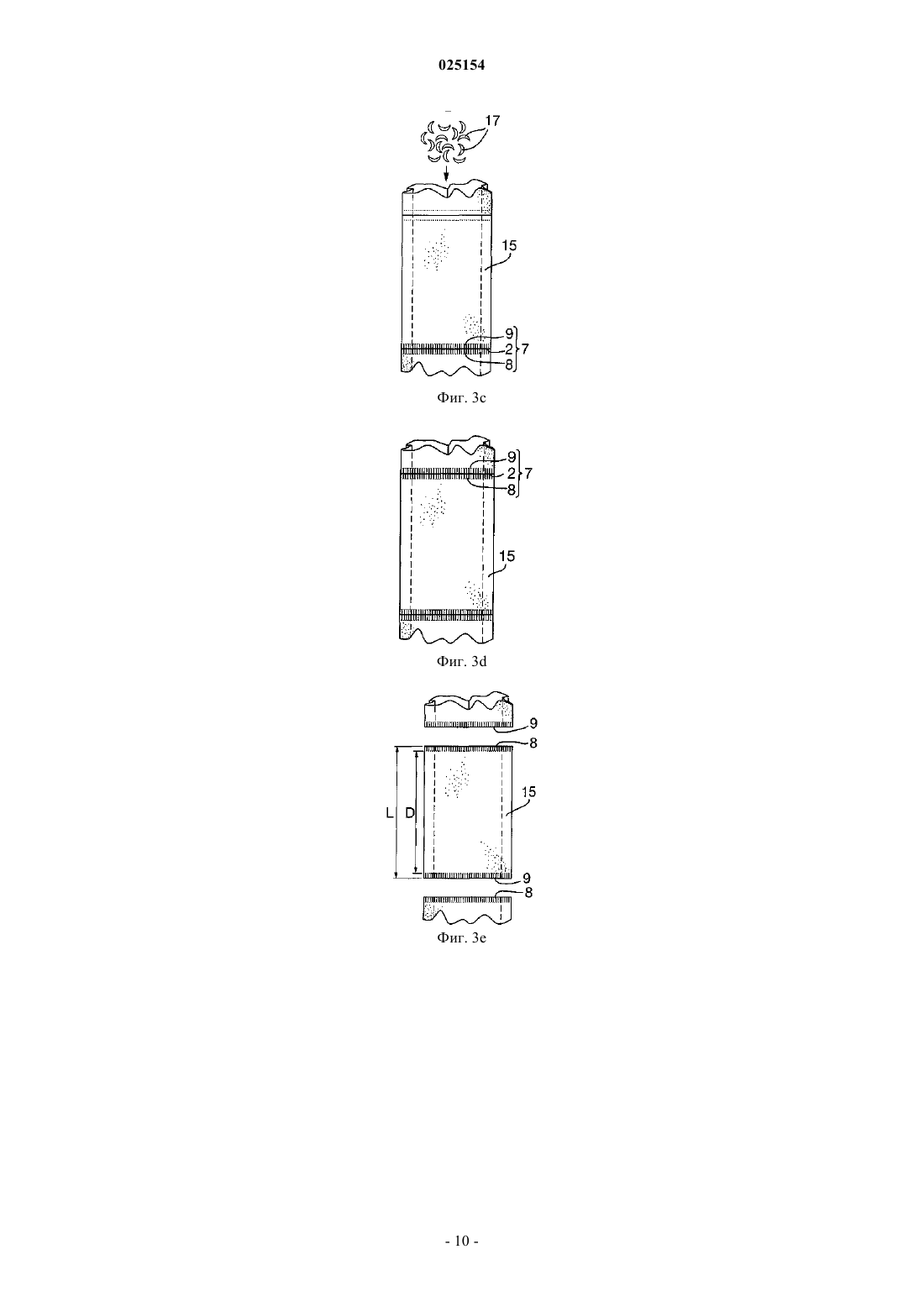
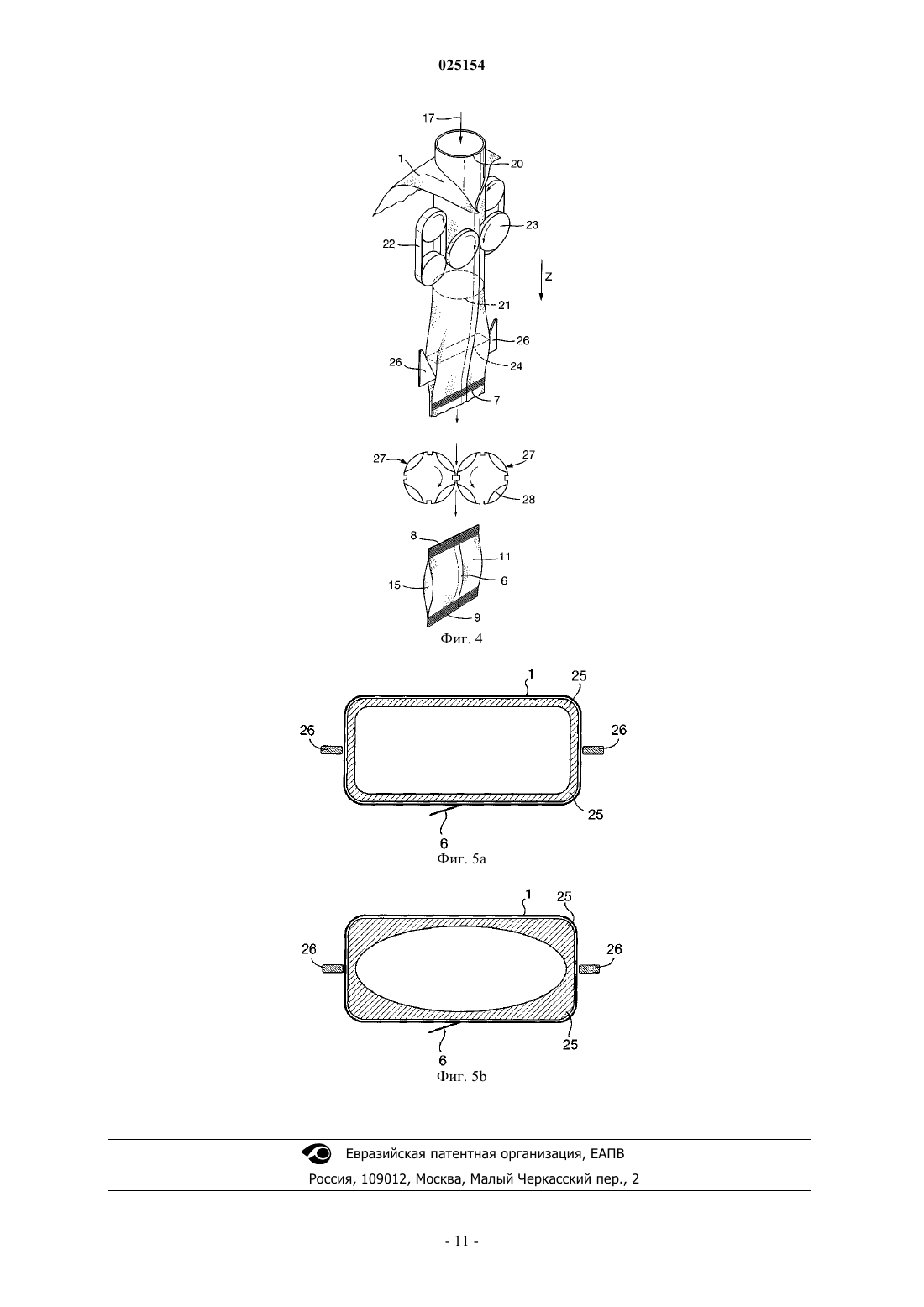
ПАКЕТ ДЛЯ НАСТАИВАНИЯ И ЕГО ПРОИЗВОДСТВО Настоящее изобретение относится к пакету для настаивания, содержащему единственное запечатанное отделение (16), при этом указанное отделение имеет верхнюю часть (8) и дно (9),образованные двумя поперечными местами (7) скрепления, разделенными расстоянием D, при этом указанное расстояние D составляет от 40 до 70 мм, при этом указанное отделение содержит по меньшей мере одну угловую складку (15), при этом указанная угловая складка (15) состоит из двух угловых панелей (12) и трех угловых сгибов (13, 14). Область техники Настоящее изобретение относится к пакетам для настаивания, в частности к пакетам для настаивания, содержащим материал для настаивания, такой как чай, а также к устройству и способам производства таких пакетов для настаивания. Уровень техники Ранее традиционные пакеты для настаивания (например, чайные пакетики) обычно были плоскими,содержащими одно отделение, наполненное материалом для настаивания (например, листовым чаем,травяными смесями). Позднее распространенными стали пакеты для настаивания с двумя отделениями,такие как описано в US 2593608 (A.G.F. Rambold). В таких пакетах для настаивания указанный материал для настаивания содержится в двух отделениях, при этом каждое отделение прикреплено к другому в основании и вершине. Этот вид пакета для настаивания считается обеспечивающей более быстрое настаивание путем обеспечения повышенного потока воды вокруг материала для настаивания. Однако недостаток пакетов для настаивания с двумя отделениями заключается в том, что они требуют значительно больше упаковочного материала, чем их аналоги с одним отделением. Таким образом, существует потребность в пакете для настаивания, который имеет сходное действие настаивания с пакетом для настаивания с двумя отделениями, но который требует меньше упаковочного материала. Сущность изобретения Выяснено, что упаковочный материал для настаивания в пакете для настаивания с одним отделением, содержащим одну или более боковых складок, обеспечивает больше пространства указанному материалу для настаивания для перемещения и/или усиливает поток воды вокруг указанного материала для настаивания, по сравнению с традиционной пакетом для настаивания с одним отделением. Это обеспечивает более быстрое настаивание и/или обеспечивает настаивание с большим количеством вкуса. Дополнительно или альтернативно предусмотрено, что пакет для настаивания с одним отделением с складкой может содержать меньше материала для настаивания на один пакет и, кроме того, достигать того же действия настаивания, что и традиционный пакет для настаивания с одним отделением. Размер такого пакета для настаивания таков, что он имеет наружные измерения, сходные с измерениями традиционного пакета для настаивания. Это значит, что потребители могут удобным образом использовать указанный пакет для настаивания обычным способом. Следовательно, расстояние D, разделяющее поперечные места скрепления, составляет 40-70 мм, более предпочтительно 45-65 мм, наиболее предпочтительно 50-60 мм. Желательно обеспечить пакет для настаивания с одним отделением с одной или более складок, который может быть образован и наполнен при высокой скорости производства. Таким образом, первый объект изобретения относится к устройству для производства пакетов для настаивания, при этом указанное устройство содержит продольный запечатыватель для преобразования полотна упаковочного материала в трубку и средство для проведения трубчатого полотна через выходное отверстие канала, при этом указанное выходное отверстие канала имеет наружное поперечное сечение, содержащее по меньшей мере две вершины, при этом указанное устройство содержит по меньшей мере один формующий элемент для вырезания указанного трубчатого полотна между двумя вершинами и дополнительно содержит запечатывающие элементы для отделения указанного трубчатого полотна по интервалам вдоль его длины, при этом указанные запечатывающие элементы образуют поперечные места скрепления по ширине предусмотренного трубчатого полотна и выполнены так, чтобы расстояние D между последовательными поперечными местами скрепления составляет от 40 до 70 мм. Второй объект изобретение относится к способу производства пакета для настаивания из полотна упаковочного материала, включающего этапы:(a) запечатывания полотна упаковочного материала для получения трубчатого материала;(b) проведения указанного трубчатого полотна по каналу и через выходное отверстие, при этом указанное выходное отверстие канала имеет поперечное сечение, содержащее две вершины;(c) вырезания поверхности указанного трубчатого полотна между вершинами для выполнения сгибов в упаковочном материале, при этом указанные сгибы образуют по меньшей мере одну складку;(d) образования первого поперечного места скрепления поперек указанного трубчатого полотна;(e) доставки порции материала для настаивания в указанное трубчатое полотно через канал;(f) образования второго поперечного места скрепления через указанное трубчатое полотно; при этом указанные первый и второй поперечные места скрепления образуют отдельное отделение,содержащее порцию материала для настаивания, и при этом указанные первый и второй поперечные места скрепления образованы так, что они разделены расстоянием D, при этом указанное расстояние D составляет от 40 до 70 мм. Методы и определения Как используется здесь, термин "содержащий" включает термины "состоящий, по существу, из" и"состоящий из". Следует отметить, что при уточнении любого ряда значений или количеств, любое конкретное верхнее значение или количество может быть связано с любым конкретным нижним значением или количеством. Описание изобретения, как обеспечено здесь, следует считать покрывающим все вари-1 025154 анты выполнения, обозначенные в формуле изобретения, как по-своему зависимые друг от друга, независимо от того, как обеспечены пункты формулы - с зависимостью от других зависимых пунктов или избыточностью. Материал для настаивания. Как используется здесь, термин "материал для настаивания" относится к любому материалу для настаивания или растворимому материалу, который может быть погружен в жидкость для подготовки настоя. Данный процесс обозначен как "заваривание". Указанный материал для настаивания предпочтительно содержит растительный материал. Например, материал для настаивания может содержать растительный материал, полученный из Camellia sinensis, Aspalathus linearis, Mentha piperita, Matricaria recutita и/или их смесей. В предпочтительном варианте выполнения указанный материал для настаивания содержит сухие вещества чая. Сухие вещества чая. Как используется здесь, указанный термин "сухие вещества чая" относится к сухому материалу, получаемому из листьев растения Camellia sinensis var. sinensis и/или Camellia sinensis var. assamica. Указанные листья могут быть подвергнуты так называемому этапу "ферментации", когда их окисляют определенные эндогенные энзимы, высвобожденные во время ранних этапов производства "черного чая". Это окисление даже может быть дополнено действием внешних энзимов, таких как оксидазы, лакказы, пероксидазы. Альтернативно указанные листья могут быть частично ферментированы ("чай Оолонг") или могут быть оставлены, по существу, неферментированными ("зеленый чай"). Проницаемость для жидкости. Как используется здесь, термины "водопроницаемый" и "проницаемый для жидкости" используются взаимозаменяемым образом для описания нерастворимого в воде, пористого упаковочного материала,который имеет отверстия, позволяющие жидкостям, особенно водянистым жидкостям, проходить через них. Подходящие упаковочные материалы включают нетканые, нетканые на влажной основе и тканые,выполненные полимерами или целлюлозно-полимерными смесями (например, смесями целлюлозы или целлюлозы и полипропилена) или перфорированными пленками. Указанный упаковочный материал может быть термосвариваемым или нетермосвариваемым. В определенных вариантах выполнения термосвариваемый упаковочный материал предпочтителен для упрощения высокоскоростного производства пакетов для настаивания. В других вариантах выполнения нетермосвариваемый упаковочный материал предпочтителен благодаря своей биоразлагаемости. Определение свойств настаивания. Потребительские исследования показали, что потребители используют широкий ряд способов приготовления настоев из пакетов для настаивания. Например, выяснено, что потребители используют "динамические" способы настаивания, включающие перемешивание, погружение и сжатие указанного пакета для настаивания в горячей воде. Выяснено, что, в качестве альтернативы этим способам, потребители используют "статический" способ настаивания, т.е. допускают настаивание на заданном отрезке времени без перемешивания. В действительности многие потребители применяют сочетание статических и динамических техник, например, они оставляют настой завариваться и перемешивают непосредственно перед удалением пакета для настаивания или погружают указанный пакет для настаивания на пару секунд до того, как оставляют настой завариваться. Механические "динамические" и "статические" действия выработаны для возможности определения свойств настаивания повторяющимся образом. Эти способы позволяют контролировать определенные внешние факторы, известные как влияющие на действие настаивания (например, ориентация пакета,амплитуда и скорость погружения, размер сосуда, скорость размешивания и т.д.) и, таким образом, обеспечить повторяемые способы для сравнения различных систем пакетов для настаивания. Динамический способ. Указанное динамическое действие (непрерывное погружение) представляет лабораторный аналог потребительской подготовки настоя, включающей размешивание указанного пакета для настаивания. Оборудование: устройство для погружения пакета для настаивания с погружным рычагом (длина хода: 130 мм,скорость работы: 60 погружений в минуту); спектрофотометр со световой ячейкой, непрерывно регистрирующей поток света (длина потока 5 мм); приспособленнаяколба с дренажной трубкой на дне (вместимость 400 мл); перистальтический насос (скорость потока 60 мл/мин); трубка с узким проходным сечением (приблизительно 1-3 мм проходного сечения). Процедура. 1. Указанную приспособленную колбу соединяли со спектрофотометром с использованием трубки с узким проходным сечением, так что жидкость покидает указанную колбу через дренажную трубку, проходит через указанный перистальтический насос в световую ячейку и затем возвращается в колбу. Конец трубки с узким проходным сечением, обеспечивающей возврат потока из спектрофотометра, касается стороны колбы над поверхностью жидкости. 2. Установили спектрофотометр для измерения поглощательной способности на 445 нм и уточнения общего времени настаивания и частоты взятия замеров (например, общее время настаивания 240 с с частотой взятия замеров 1 замер за 5 с). В качестве нуля (точка отсчета) используется горячая дистиллированная вода, прокачиваемая через ячейку. 3. Прикрепляли указанный пакет для настаивания к погружному устройству с погружным рычагом в высшей точке (следует отметить, когда указанный погружной рычаг находится в высшем положении,дно пакета для настаивания должно быть выше уровня жидкости и, когда он находится в нижней точке,указанный пакет для настаивания должен быть полностью погружен). 4. Добавляли 235 мл кипящей воды в указанную колбу и начинали накачивание. 5. На краткое время позволяли системе стабилизироваться, затем запускали погружное устройства и насос. 6. В конце времени настаивания останавливали спектрофотометр, погружное устройство и насос. 7. Наполняли устройства горячей дистиллированной водой. 8. Повторяли процедуры по необходимости для получения дублированного набора данных. Каждый раз необходимо использовать новый пакет для настаивания. Предпочтительно процедуру повторяют, по меньшей мере, дважды (получая результат в третий раз). Статический способ. Также возможно измерить "статическое" настаивание, где указанный пакет для настаивания не погружают, за исключением начального погружения указанного пакета для настаивания в жидкость в начальной точке. Для удобства та же процедура и устройство, как описано выше, могут использоваться без погружного устройства в движении. Альтернативно зажимное устройство, прикрепленное к ретортной стойке, может использоваться для подвешивания указанного пакета для настаивания. Предпочтительно процедуру повторяют по меньшей мере пять раз (получая результат на шестой раз). Каждый раз необходимо использовать новый пакет для настаивания. Подробное описание Конкретные варианты выполнения изобретения показаны на чертежах, на которых: фиг. 1 - вид полотна упаковочного материала по варианту выполнения изобретения; фиг. 2 а - вид сзади в перспективе частично завершенного пакета по варианту выполнения изобретения; фиг. 2b - вид спереди в перспективе частично завершенного пакета по фиг. 2 а; фиг. 2 с - вид в поперечном сечении частично завершенной упаковки по фиг. 2 а в виде сверху; фиг. 3 а-3 е - несколько видов спереди в перспективе, демонстрирующих этапы формования пакета для настаивания, согласно варианту выполнения изобретения; фиг. 4 - вид устройства для производства пакетов для настаивания, согласно варианту выполнения изобретения; и фиг. 5 а и 5b - виды в поперечном сечении двух возможных вариантов выполнения выходного отверстия канала устройства по фиг. 4, при виде сверху. На фиг. 1 показан вид полотна упаковочного материала по варианту выполнения изобретения, в котором продолженное полотно 1 проницаемого для жидкости упаковочного материала проходит в направлении Z. Указанное полотно упаковочного материала имеет ширину W. Длина L, относящаяся к одному пакету, показана границами 2, но указанное полотно может иметь неопределенную длину. Единственный пакет для настаивания содержит участок продолженного полотна с боковыми запасами 3 вдоль краев и концевыми запасами 4, 5 на каждой стороне границ 2. Единственный пакет для настаивания состоит из упаковочного материала, который покрывает область А. Указанная область А является удобным измерением количества упаковочного материала, требуемого для образования каждого пакета для настаивания. Для минимизации действия на окружающую среду желательно ограничить количество упаковочного материала, используемого для образования такого пакета для настаивания. Однако нежелательно ограничивать количество упаковочного материала до сокращения действия настаивания из пакета для настаивания. Следовательно, для балансировки воздействия на окружающую среду и действия настаивания единственный пакет для настаивания, согласно настоящему изобретению, предпочтительно состоит из упаковочного материала, который покрывает область А от 5000 до 10500 кв.мм, более предпочтительно от 5500 до 9000 кв.мм, наиболее предпочтительно от 6000 до 7500 кв.мм. В предпочтительном варианте выполнения каждый пакет для настаивания содержит, по существу,прямоугольный участок продолженного полотна, при этом указанная область А эквивалентна длине L пакета, умноженной на ширину W полотна (т.е. А = LW). С точки зрения удобства предпочтительно,чтобы пакет для настаивания помещался в чашку и/или кружку. Следовательно, желательно, чтобы длина L не была слишком большой. Однако указанный пакет для настаивания также должен быть достаточно большим для вмещения достаточного материала для настаивания для получения напитка, наполненного вкусом. Следовательно, длина L пакета предпочтительно составляет от 44 до 80 мм, более предпочтительно от 48 до 75 мм, наиболее предпочтительно - от 52 до 70 мм. Предпочтительно ширина W полотна составляет от 90 до 160 мм, более предпочтительно от 95 до 145 мм, наиболее предпочтительно от 100 до 125 мм. Продольный шов 6 содержит боковой запас 3 в завершенном пакете, согласно предпочтительному варианту выполнения изобретения (см. фиг. 2 с). В особенно предпочтительных вариантах выполнения указанный продольный шов 6 может быть местом скрепления встык или местом скрепления внахлест. Поперечные места 7 скрепления образуют верхнюю часть 8 и дно 9 законченного пакета (см. фиг. 3d). Указанные поперечные места скрепления содержат концевые запасы 4, 5 полотна упаковочного материала. В предпочтительном варианте выполнения указанные поперечные места 7 скрепления выполнены так, что они параллельны друг другу и перпендикулярны указанному продольному месту 6 скрепления. Указанный пакет имеет переднюю поверхность и заднюю поверхность. В предпочтительном варианте выполнения указанная передняя поверхность содержит единственную переднюю стенку 10, а указанная задняя поверхность содержит две задние стенки 11. Выполняют по меньшей мере одну складку, содержащую стенки 12 складки, ограниченные сгибами складки, образованными по линиям 13, 14. Предпочтительно указанная складка (складки) продолжается,по существу, продольно между указанных поперечных мест 7 скрепления, которые образуют верхнюю часть 8 и дно 9 завершенного пакета. Завершенный пакет содержит по меньшей мере одну складку 15 и предпочтительно имеет две боковые складки 15. Указанная боковая складка 15 состоит из двух стенок 12 складки и трех сгибов складки(двух наружных сгибов 13 и одного центрального сгиба 14). В предпочтительном варианте выполнения каждая боковая складка 15 разделяет переднюю и заднюю стенки. В особенно предпочтительном варианте выполнения ширина каждой стенки 12 складки составляет не более 15 мм, а общая ширина каждой боковой складки 15 (т.е. расстояние между двумя наружными сгибами 14, когда складка полностью раскрыта) составляет не более 30 мм. Предпочтительно каждая стенка 12 складки имеет ширину от 3 до 10 мм, более предпочтительно от 4 до 8 мм. Предпочтительно общая ширина каждой боковой складки 15 составляет от 6 до 20 мм, более предпочтительно от 8 до 16 мм. На фиг. 2 а-2 с показаны три различных вида частично завершенного пакета после формования продольного места скрепления 6 и двух боковых складок 15, как в одном из предпочтительных вариантов выполнения. На фиг. 2 а показан вид в перспективе пакета в виде сзади с продольным местом скрепления 6, проходящим вниз по задней поверхности между двух задних стенок 11. На фиг. 2b показан вид в перспективе того же пакета в виде спереди. На фиг. 2 с показано поперечное сечение частично завершенного пакета в виде сверху, демонстрируя отделение 16, образованное передней поверхностью, содержащей переднюю стенку 10, задней поверхностью, имеющей две задние стенки 11, соединенные продольным местом скрепления 6, и двумя боковыми складками 15, при этом каждая боковая складка 15 содержит две стенки 12 складки. Указанные боковые запасы 3 (фиг. 1) вмещены в указанный продольный шов 6,который в данном варианте выполнения является местом скрепления встык. Каждая боковая складка 15"М"-образно и состоит из двух стенок 12 складки, двух наружных сгибов 13 и одного центрального сгиба 14. Наружный сгиб 13 образует границу между стенкой 12 складки и передней стенкой 10 или задней стенкой 11, в то время как центральный сгиб 14 образует границу между двумя стенками 12 складки. На фиг. 3 а-3 е показа ряд видов в перспективе, демонстрирующих последовательность этапов процесса, которые могут быть выполнены для образования пакета для настаивания, в то время как непрерывное полотно 1 проницаемого для жидкости упаковочного материала перемещается через последовательные рабочие места. На первом рабочем месте указанные боковые запасы 3 полотна запечатаны вместе с продольным местом скрепления 6 для придания полотну трубчатой формы (фиг. 3 а). На втором рабочем месте на указанном трубчатом полотне выполняют углубления для введения сгибов, образующих одну или более складок. Например, на фиг. 3b показан предпочтительный вариант выполнения, в котором две "М"-образные боковые складки 15 введены в указанное трубчатое полотно. Указанное полотно проходит вертикально (вниз) в зону запечатывания, где выполняются поперечные места 7 скрепления, образующие отдельные пакеты. Поперечный шов выполнен так, что он образует дно 9 настоящего пакета над местом скрепления и верхнюю часть 8 предыдущего пакета ниже места скрепления (фиг. 3 с). Вводное устройство доставляет порцию материала 17 для настаивания в указанное трубчатое полотно, и дополнительно поперечный шов 7 выполняют так, что он образует верхнюю часть 8 настоящего пакета и дно 9 следующего пакета, как показано на фиг. 3d. Таким образом, указанное трубчатое полотно наполняют порциями материала 17 для настаивания, в то время как его преобразуют в цепочку пакетов, образованных поперечными местами 7 скрепления. Указанную цепочку пакетов последовательно разделяют на отдельные пакеты путем разделения полотна в поперечных местах 7 скрепления по границам 2, как показано на фиг. 3 е. В альтернативном варианте выполнения возможно запечатать и разрезать за одну операцию в отличие от последовательного выполнения этих операций. Пакеты для настаивания по изобретению содержат отделение 16, имеющее верхнюю часть 8 и дно 9, образованные двумя поперечными местами 7 скрепления, отделенными расстоянием D, при этом указанные места скрепления выполнены на противоположных концах указанного отделения 16. С точки зрения удобства использования пакет для настаивания по настоящему изобретению сходен по размеру с традиционным пакетом для настаивания. Предпочтительно указанный пакет для настаивания помещает-4 025154 ся в чашку и/или кружку. Следовательно, расстояние D составляет от 40 до 70 мм, более предпочтительно от 45 до 65 мм, наиболее предпочтительно от 50 до 60 мм. Предпочтительно, что указанный пакет для настаивания может вмещать достаточно материала для настаивания для получения напитка, полного вкуса. В определенных предпочтительных вариантах выполнения указанный пакет для настаивания содержит от 1,0 до 3,8 г материала для настаивания, более предпочтительно от 1,3 до 3,4 г и наиболее предпочтительно от 1,6 до 3,0 г. На фиг. 4 показан предпочтительный вариант выполнения устройства для производства пакетов для настаивания по изобретению. Это устройство имеет единственный производственный путь, в который дозирующим устройством (не показан) подается материал 17 для настаивания. Полотно упаковочного материала 1 подают поверх формовочного направляющего элемента вблизи входного отверстия 20 канала 21. Предпочтительно указанное входное отверстие 20 канала имеет круглое поперечное сечение. Здесь полотно принимает трубчатую форму наружной поверхности канала и направляется вниз по трубке посредством одного или более направляющих элементов 22, в то время как противоположные боковые запасы запечатаны вместе продольно продольным запечатывателем 23 (устройством продольного запечатывания). В предпочтительном варианте выполнения указанный продольный запечатыватель 23 выполнен смежно каналу и в особенно предпочтительном варианте выполнения указанный продольный запечатыватель 23 содержит пару нагревающих и нажимных валков, которые сваривают указанные боковые запасы вместе для образования продольного места скрепления встык. Указанное трубчатое полотно проводят по каналу 21 через выходное отверстие указанного канала 24, предпочтительно посредством одного или более направляющих элементов 22. Указанное выходное отверстие 24 канала имеет внутреннее поперечное сечение и наружное поперечное сечение, которые могут иметь одинаковую форму (см. фиг. 5 а) или различные формы (см. фиг. 5b). В частности, предпочтительно, что указанное выходное отверстие 24 канала имеет наружное поперечное сечение, содержащее по меньшей мере две вершины 25. В предпочтительном варианте выполнения канал переходит из имеющего круглое поперечное сечение (как наружное, так и внутреннее) во входном отверстии в имеющий наружное поперечное сечение в выходном отверстии, которое содержит по меньшей мере две вершины 25. Более предпочтительно наружное поперечное сечение выходного отверстия канала содержит по меньшей мере две вершины 25, ограничивающие поверхность, и в особенно предпочтительном варианте выполнения, таком как показанные на фиг. 5 а и 5b, указанное выходное отверстие канала имеет прямоугольное наружное поперечное сечение. Для увеличения потока материала для настаивания через канал предпочтительно, что внутреннее поперечное сечение выходного отверстия канала имеет ту же форму, что и наружное поперечное сечение, например, как показано на фиг. 5 а. Может быть желательно предотвратить накопление материала для настаивания в вершинах внутреннего поперечного сечения выходного отверстия канала. Следовательно, в определенных других вариантах выполнения указанное поперечное сечение выходного отверстия канала может содержать меньше вершин, чем наружное поперечное сечение, например, как показано на фиг. 5b. В указанном трубчатом полотне выполняют углубления между вершинами 25 посредством по меньшей мере одного формующего элемента 26. Предпочтительно указанный формующий элемент (элементы) 26 расположены смежно выходному отверстию 24 канала. Например, на фиг. 4, 5 а и 5b показаны предпочтительные варианты выполнения, в которых в указанном трубчатом полотне выполнены углубления посредством двух формующих элементов 26, при этом каждый формующий элемент вводит"М"-образную боковую складку 15 (на фиг. 2 показан частично завершенный пакет, выполненный с использованием устройства, показанного на фиг. 4, после образования складки, но до разделения на отделения указанного трубчатого полотна). В предпочтительном варианте выполнения, показанном на фиг. 4, полотно с углублениями протягивается вертикально (вниз) к зоне запечатывания, где указанное устройство содержит поперечные запечатывающие элементы для разделения указанного трубчатого полотна на отделения по его длине через интервалы. Указанные поперечные запечатывающие элементы образуют последовательные поперечные места 7 скрепления по ширине трубчатого полотна с углублениями. Продвижение указанного трубчатого полотна 1, предпочтительно продвигающегося, по существу, с одинаковой скоростью, и согласование по времени запечатывающих элементов выполнены так, что указанное расстояние D между последовательными поперечными местами скрепления составляет от 40 до 70 мм, более предпочтительно от 45 до 65 мм, наиболее предпочтительно от 50 до 60 мм. Указанное трубчатое полотно с углублениями наполняют порциями материала для настаивания и формируют из него цепочку пакетов, образованных поперечными местами 7 скрепления. В предпочтительном варианте выполнения вводное устройство подает материал для настаивания через канал, так что каждое запечатанное отделение содержит единственную порцию материала для настаивания. Разделенное на отделения трубчатое полотно последовательно разделено на отдельные пакеты путем разрезания полотна по поперечным местам скрепления 7. В предпочтительном варианте выполнения, показанном на фиг. 4, разрезающие элементы удерживаются на паре роторов 27, при этом указанные роторы содержат углубления 28, которые вмещают наполненные пакеты для настаивания при их продвижении по производственному пути. В особенно предпочтительном варианте выполнения указанные запечатывающие элементы находятся на первой паре роторов, а разрезающие элементы находятся на второй паре роторов, при этом и первая, и вторая пара роторов содержит углубления 28, которые вмещают наполненные пакеты для настаивания при их продвижении по производственному пути. В альтернативном варианте выполнения возможно запечатать и разрезать за одну операцию, в отличие от последовательного выполнения этих операций. В таком варианте выполнения запечатывающие и разрезающие элементы могут быть предпочтительно расположены на единственной паре роторов. Пример Свойства настаивания традиционного пакета для настаивания с двумя отделениями (пакет DC) и пакета для настаивания по настоящему изобретению (пакет G) исследованы с использованием как динамических (непрерывного макания), так и статических процедур, описанных выше. Полное время настаивания составило 240 с, а частота взятия замеров составляет 1 замер за 5 с. Результаты показаны в таблице. Действие настаивания для статического настаивания составляет значение третьего набора данных, в то время как динамическое настаивание составляет значение второго набора данных. Пакет DC и пакет G имели сходный видимый размер (т.е. обе имели размер приблизительно 40 мм на 60 мм, если смотреть спереди). Пакет DC выполнен из фильтрующего материала, имеющего область А, составляющую примерно 14270 кв.мм. Пакет G имел две боковые складки и выполнен из фильтрующего материала, имеющего область А, примерно составляющую 7680 кв.мм, D примерно составляет 52 мм. Все пакеты содержали примерно 2 г чая Lipton Yellow Label Tea. Результаты показывают, что свойства настаивания пакет G сравнимы с пакетом DC. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для производства пакетов для настаивания, содержащее продольный запечатыватель(23) для преобразования полотна упаковочного материала в трубку, средство для протягивания указанного трубчатого полотна через выходное отверстие (24) канала (21), имеющее наружное поперечное сечение, содержащее по меньшей мере две вершины (25), по меньшей мере один формующий элемент (26) для выполнения углублений в трубчатом полотне между вершинами (25) и запечатывающие элементы для деления указанного трубчатого полотна на отделения через интервалы по длине, при этом указанные запечатывающие элементы образуют поперечные места (7) скрепления по ширине указанного трубчатого полотна с углублениями и выполнены так, что расстояние D между последовательными поперечными местами скрепления составляет от 40 до 70 мм. 2. Устройство по п.1, в котором пакет для настаивания выполнен из проницаемого для жидкости упаковочного материала, покрывающего область от 5000 до 10500 кв.мм. 3. Устройство по п.1, в котором указанные по меньшей мере две вершины (25) ограничивают поверхность. 4. Устройство по любому из пп.1-3, которое выполнено с возможностью протягивания указанного полотна упаковочного материала вдоль наружной поверхности канала посредством направляющего элемента (22). 5. Устройство по любому из пп.1-4, содержащее продольный запечатыватель (23), смежный с указанным каналом для преобразования указанного полотна упаковочного материала в закрытую трубку вокруг канала. 6. Устройство по любому из пп.1-5, в котором указанный канал имеет входное отверстие (20) и выходное отверстие (24), при этом указанное входное отверстие (20) имеет круглое поперечное сечение как снаружи, так и внутри, при этом указанный канал переходит от круглого поперечного сечения во входном отверстии (20) к наружному поперечному сечению, содержащему по меньшей мере две вершины 7. Устройство по любому из пп.1-6, содержащее поперечные запечатывающие элементы и режущие элементы, предпочтительно при этом указанные запечатывающие и/или режущие элементы находятся по меньшей мере на паре роторов (27). 8. Способ производства пакета для настаивания из полотна проницаемого для жидкости упаковочного материала на устройстве по п.1, включающий этапы:(a) запечатывания указанного полотна упаковочного материала для образования трубчатого полотна;(b) протягивания указанного трубчатого полотна по каналу (21) и через выходное отверстие (24) указанного канала, при этом указанное выходное отверстие канала имеет поперечное сечение, содержащее по меньшей мере две вершины (25);(c) выполнения углублений в поверхности указанного трубчатого полотна между вершинами (25) для введения сгибов (13, 14) в упаковочном материале, при этом указанные сгибы образуют по меньшей мере одну складку (15);(d) образования первого поперечного места (7) скрепления поперек указанного трубчатого полотна;(e) доставки порции материала для настаивания (17) в трубчатое полотно через канал;(f) образования второго поперечного места (7) скрепления поперек трубчатого полотна;(g) разделения указанных отделений, образованных поперечными местами скрепления, на отдельные пакеты для настаивания путем разрезания указанного полотна по местам скрепления, при этом указанные первый и второй поперечные места скрепления образованы так, что они разделены расстояниемD, при этом указанное расстояние D составляет от 40 до 70 мм. 9. Способ по п.8, в котором запечатывание и разрезание полотна выполняются на отдельных рабочих местах. 10. Способ по п.8 или 9, в котором указанное трубчатое полотно протягивается по каналу, по существу, с одинаковой скоростью. 11. Способ по любому из пп.8-10, в котором указанный пакет для настаивания выполнен из проницаемого для жидкости упаковочного материала, покрывающего область от 5000 до 10500 кв.мм.
МПК / Метки
МПК: B65D 85/808, B65D 75/46
Метки: пакет, производство, настаивания
Код ссылки
<a href="https://eas.patents.su/12-25154-paket-dlya-nastaivaniya-i-ego-proizvodstvo.html" rel="bookmark" title="База патентов Евразийского Союза">Пакет для настаивания и его производство</a>
Плавучий заварочный пакет
Номер патента: 15758
Опубликовано: 30.12.2011
Автор: Пурлиев Марат Энесович
МПК: B65D 85/808
Метки: плавучий, заварочный, пакет
Формула / Реферат:
1. Плавучий заварочный пакет, содержащий по меньшей мере один отсек полуфабриката с размещенным в нем полуфабрикатом и плавучий материал в количестве, достаточном для придания пакету плавучести при помещении его в жидкость, отличающийся тем, что пакет содержит по меньшей мере один плавучий отсек, в котором размещен только плавучий материал, при этом плавучий отсек и отсек полуфабриката присоединены друг к другу.2. Пакет по п.1, отличающийся тем,...
Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет
Номер патента: 11134
Опубликовано: 30.12.2008
Авторы: Простак Владимир Дмитриевич, Лукашевич Сергей Федорович, Филипчик Виктор Константинович, Кайрович Чеслав Альбинович
МПК: B65G 57/16
Метки: радиаторов, способ, автоматизированной, укладки, пакет, отопительных, транспортный, секционных
Формула / Реферат:
1. Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет, при котором на стол пакетоформирующего устройства подают первый радиатор, смещают его в направлении, перпендикулярном вертикальной оси секции радиатора, на расстояние, равное 1/4 ширины секции радиатора, и фиксируют, затем последовательно подают последующие радиаторы, причем каждый следующий радиатор подают, не допуская его смещения в направлении,...
Пластиковый пакет с боковыми складками и способ его изготовления
Номер патента: 3541
Опубликовано: 26.06.2003
Автор: Симхае Ибрахим
МПК: B65D 33/02
Метки: пакет, складками, пластиковый, боковыми, способ, изготовления
Формула / Реферат:
1. Пластиковый пакет типа "майка", содержащий рукав из пластиковой пленки с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы, и ручки, выполненные в частях пакета, заложенных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую, по меньшей мере, поперек одного из указанных внутренних...
Вертикально стоящий пакет с наклоняемым запирающим элементом
Номер патента: 3486
Опубликовано: 26.06.2003
Автор: Аххаммер Герман
МПК: B65D 75/58
Метки: запирающим, элементом, наклоняемым, вертикально, стоящий, пакет
Формула / Реферат:
1. Вертикально стоящий пакет из термосвариваемой или поддающейся сварке пластмассовой пленки для приема жидкого и/или пастообразного материала с двумя боковыми стенками (2, 3), продольные ребра которых соединены между собой, причем на нижнем конце вертикально стоящего пакета между нижними поперечными ребрами (8, 9) находится складное дно, расположенное между боковыми стенками и служащее устойчивым основанием (10), а на верхнем конце вертикально...
Этикетированные пакеты и их производство
Номер патента: 293
Опубликовано: 25.02.1999
Авторы: Гудвин Джеймс, Бэйли Томас Вилльям, Эппелби Харви Вилльям Фрэнсис
МПК: B65B 29/04, B31D 1/02, B65D 81/00...
Метки: производство, пакеты, этикетированные
Формула / Реферат:
1. Способ производства этикетированных пакетов, предусматривающий, что ряд этикеток располагают с промежутками на перемещаемом носителе, накладывают на этикетки нитку и отрезки нитки между соседними парами этикеток формируют в изогнутом рисунке, по существу копланарном с соседними этикетками ряда, причем этикетки прикрепляют к вытянутой нитке, а полотно пакетирующего материала прикрепляют к нитке и этикеткам.2. Способ по п. 1, отличающийся тем,...
Предыдущий патент: Способ двухстадийной промывки газа
Следующий патент: Способ получения углеводородного масла, реакционное устройство синтеза фишера-тропша и система получения углеводородного масла
Случайный патент: Дизамещенные фталазины-антагонисты сигнального пути hedgehog