Пластиковый пакет с боковыми складками и способ его изготовления
Формула / Реферат
1. Пластиковый пакет типа "майка", содержащий рукав из пластиковой пленки с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы, и ручки, выполненные в частях пакета, заложенных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую, по меньшей мере, поперек одного из указанных внутренних сгибов складок в непосредственной близости от указанной линии шва или перекрывающую эту линию, при этом лента уменьшает тенденцию к разрушению соединения внутреннего сгиба складки и линии шва при загрузке пакета.
2. Пластиковый пакет по п.1, отличающийся тем, что отдельная лента нанесена на противоположные стороны указанного пакета.
3. Пластиковый пакет по п.1, отличающийся тем, что лента имеет сгиб, проходящий по дну указанного пакета.
4. Пластиковый пакет по п.1, отличающийся тем, что лента нанесена только на одну сторону указанного пакета.
5. Пластиковый пакет по п.1, отличающийся тем, что лента содержит клеящее покрытие, чувствительное к приложению давления.
6. Пластиковый пакет по п.1, отличающийся тем, что лента термически присоединена к пакету.
7. Пластиковый пакет по п.6, отличающийся тем, что лентa термически присоединена к пакету вдоль указанной линии шва.
8. Пластиковый пакет по п.1, отличающийся тем, что толщина ленты составляет около половины толщины указанной пластиковой пленки.
9. Пластиковый пакет по п.1, отличающийся тем, что отдельная лента нанесена поперек указанного соединения.
10. Пластиковый пакет типа "майка", содержащий пластиковый рукав с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы складок, и ручки, выполненные в частях пакета, заложенных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую через оба соединения указанных внутренних сгибов складок и указанной линии шва, при этом лента уменьшает тенденцию к разрушению соединения внутреннего сгиба складки и линии шва при загрузке пакета.
11. Пластиковый пакет по п.10, отличающийся тем, что отдельную ленту наносят на противоположные стороны указанного пакета.
12. Пластиковый пакет по п.11, отличающийся тем, что ленту складывают вокруг дна указанного пакета.
13. Пластиковый пакет по п.11, отличающийся тем, что ленту наносят только на одну сторону указанного пакета.
14. Пластиковый пакет по п.11, отличающийся тем, что лента содержит клеящее покрытие, чувствительное к приложению давления.
15. Пластиковый пакет по п.11, отличающийся тем, что ленту термически присоединяют к пакету.
16. Пластиковый пакет по п.15, отличающийся тем, что ленту термически присоединяют к пакету вдоль указанной линии шва.
17. Способ изготовления пластикового пакета, включающий формирование складок в рукавном пластиковом полотне, получение сварного шва, проходящего поперек рукавного полотна со складками, и нанесение, по меньшей мере, одной армирующей ленты по линии шва, при этом указанная лента проходит в участки пакета, имеющие складки.
18. Способ изготовления пластикового пакета по п.17, отличающийся тем, что армирующую ленту наносят с каждой стороны пакета.
19. Способ изготовления пластикового пакета по п.17, отличающийся тем, что одиночную ленту складывают вокруг заваренного конца пакета.
20. Способ изготовления пластикового пакета по п.17, отличающийся тем, что рукавное полотно со складками сваривают у обоих концов перед нанесением ленты.
21. Способ изготовления пластикового пакета по п.17, отличающийся тем, что армирующее полотно термически присоединяют к пакету вдоль линии шва при образовании указанной линии шва.
22. Способ изготовления пластикового пакета по п.17, отличающийся тем, что после нанесения армирующей ленты на один конец пакета на противоположном конце пакета вырезают ручки, получая готовый пакет.

Текст
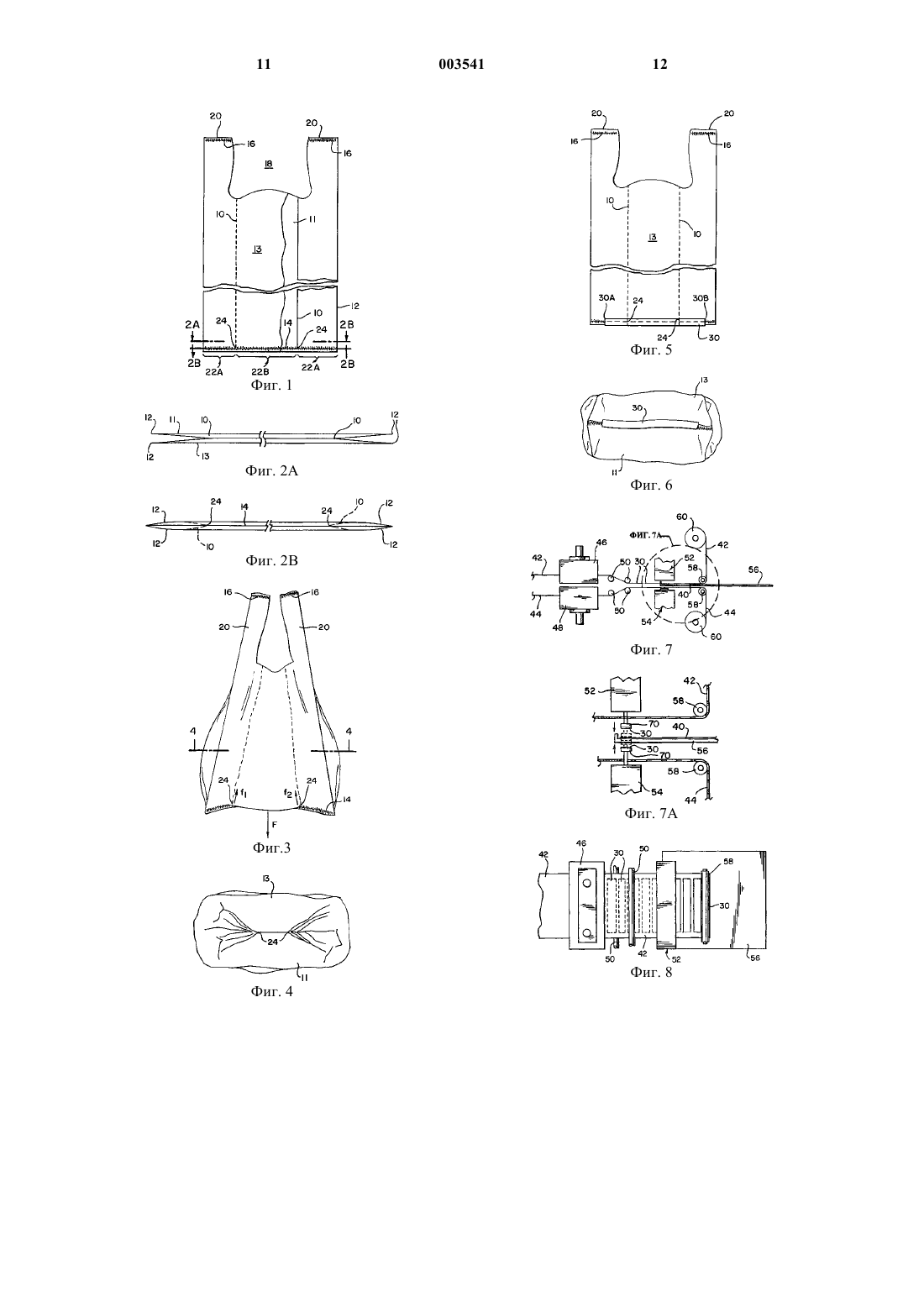
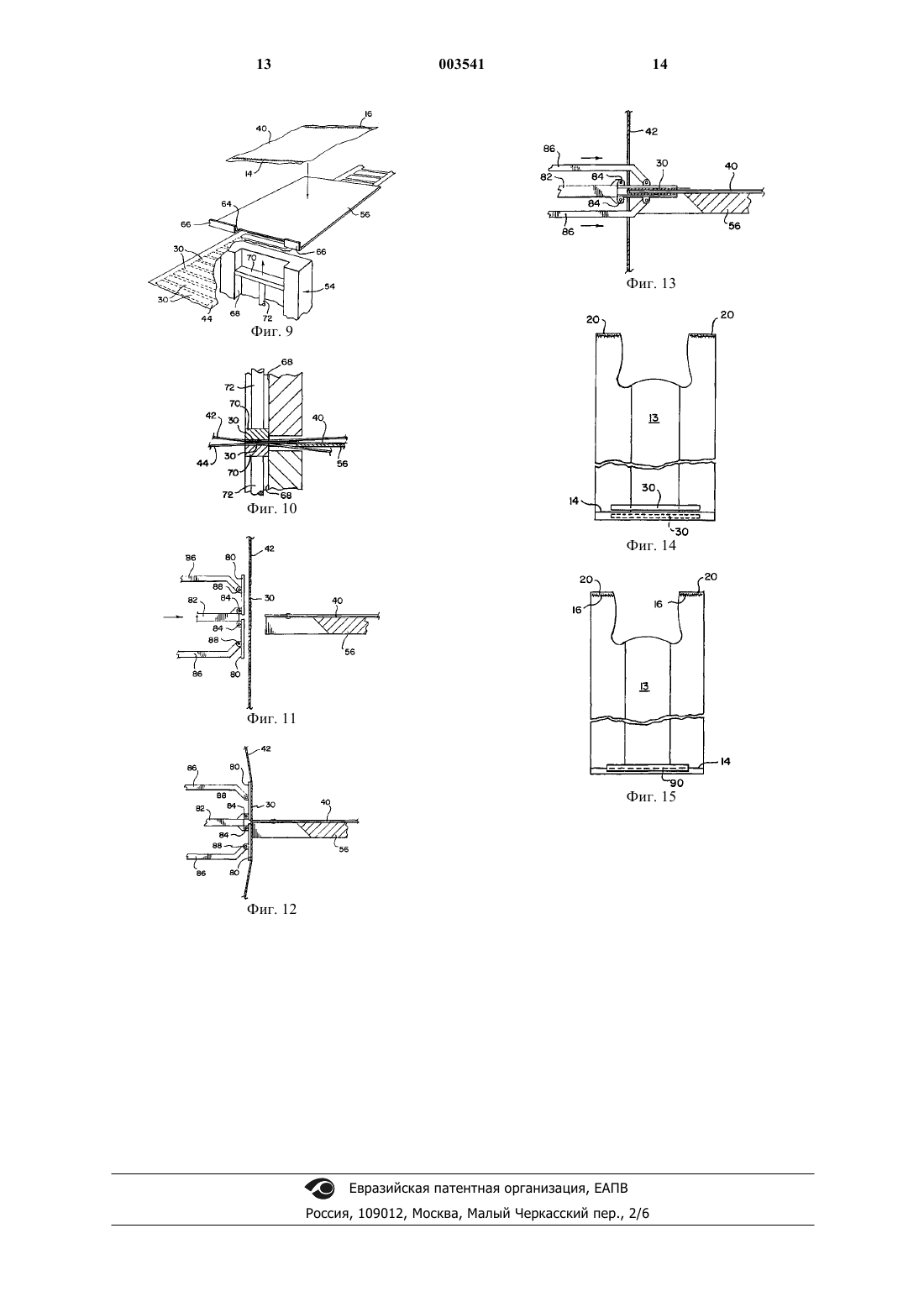
1 Настоящая патентная заявка является частичным продолжением патентной заявки 09/504,427, зарегистрированной 15 февраля 2000 г. и приведенной здесь в качестве ссылки. Настоящее изобретение относится к пластмассовым пакетам, более конкретно к пакетам с боковыми складками, в частности к пакетам,обычно называемым "майками". Пакет, который широко используется в США и других странах, известен как пакетмайка (далее "пакет"). Такие пакеты изготавливают по заказу из рукавной пластиковой пленки,в которой закладывают складки, сваривают и разрезают, получая пакет с ручками, расположенными с боковых сторон. Ручки пакета получают из заложенных в складки боковых участков. В результате, при подъеме нагруженного пакета за ручки относительно большие усилия прикладываются в противоположном направлении к участкам соединения нижнего сварного шва и сгиба складок. Поэтому весьма вероятным является разрыв пакета в местах этого соединения, если пакет загрузить и поднимать за ручки. Если перегруженный пакет не разорвется в местах соединения дна и складок, весьма вероятно, что порвутся ручки. Ручки можно сделать прочнее, если увеличить их ширину, однако,ширина ручек ограничена шириной складок, и чем шире складки, тем слабее их соединение со сварным дном. Для решения этих проблем можно увеличить толщину пластиковой пленки или улучшить качество пластика, однако, соединения при пропорциональном упрочнении останутся самым слабым местом пакета. Более того, эти решения приведут к увеличению стоимости пакета вследствие повышения качества или количества потребляемого сырья. Кроме того, при формировании складок в рукавной пленке толщина в зоне складок по боковым сторонам пакета будет в 2 раза больше,чем в центральной зоне. Сварочное устройство,которое обеспечивает сварку дна пакета, должно подать достаточное количество тепла, чтобы сварить все четыре слоя в зоне складок. Это количество тепла больше, чем требуется для центральной части пакета, не имеющей складок. Избыточное тепло, приложенное к части, не имеющей складок, ослабляет ее, особенно в зоне соединений сгибов складок и сварного дна. Один из возможных подходов к этой проблеме заключается в увеличении времени сварки за счет уменьшения скорости сварочного процесса. Однако такое изменение не обеспечивает полного решения задачи и, кроме того,вследствие уменьшения производительности увеличивает стоимость готового изделия. Основной задачей настоящего изобретения является получение пластикового пакета со складками, который отличается большей прочностью, чем известные пакеты аналогичной 2 конструкции, что при этом не вызывает существенного увеличения стоимости. Еще одной задачей изобретения является получение пластикового пакета со складками, в котором соединения в местах сгибов складок и линии сварного шва не являются самыми слабыми участками пакета. Более конкретной задачей изобретения является экономичный способ повышения прочности обычного пакета без существенного увеличения стоимости его изготовления. И, наконец, еще одной задачей изобретения является создание пакета, имеющего более широкие ручки для данной толщины пластмассовой пленки. В соответствии с изобретением, по меньшей мере, одна пластиковая лента приклеена к дну пластикового пакета со складками в зоне,которая включает или находится в непосредственной близости к соединениям сварного дна со сгибами складок. Предпочтительно две ленты прикреплены с противоположных сторон пакета или одиночная пластиковая лента сложена и проходит вдоль сварного шва. Результатом является перенос на ленту сил, обычно действующих на соединения складок и швов, поэтому пакет больше не разрывается, в первую очередь,в местах двух соединений. На прилагаемых фигурах представлены на фиг. 1 - вид спереди пакета известной конструкции, показанный в целях пояснения; на фиг. 2 А - вид фиг. 1 в разрезе по оси 2 А-2 А; на фиг. 2 В - вид фиг. 1 в разрезе по оси 2 В 2 В; на фиг. 3 - вид спереди пакета известной конструкции при полной загрузке; на фиг. 4 - вид снизу полностью загруженного пакета с фиг. 3; на фиг. 5 - вид спереди пакета согласно изобретению; на фиг. 6 - вид снизу полностью загруженного пакета с фиг. 5; на фиг. 7 - вид сбоку устройства для нанесения армирующих лент на обе стороны пакета; на фиг. 7 А - увеличенное изображение позиций нанесения лент с фиг. 7; на фиг. 8 - вид сверху устройства с фиг. 7; на фиг. 9 - схема нанесения нижней ленты в трехмерном изображении; механизм нанесения верхней ленты практически такой же; на фиг. 10 - вид сбоку устройства, присоединяющего две ленты к противоположным сторонам пакета; на фиг. 11 - вид сбоку с частичным разрезом устройства для сгибания одной ленты по дну пакета; на фиг. 12 - вид сбоку в разрезе устройства, показанного на фиг. 11 непосредственно перед сгибанием ленты; на фиг. 13 - устройство с фиг. 11 и 12 после сгибания ленты по нижней кромке пакета; 3 на фиг. 14 - другой вариант реализации изобретения и на фиг. 15 - вариант реализации изобретения, в котором используют ленту, не содержащую клеящего слоя. На фиг. 1 в целях пояснения показан пакет известной конструкции. Пакет может быть изготовлен, например, из полиэтиленовой рукавной пленки, полученной способом экструзии. Рукав частично закладывают в складки, получая внутренний сгиб 10 и два наружных сгиба 12 с каждой стороны. После этого разглаженное полотно со складками, которое содержит наружные стороны 11 и 13, подают на установку для сварки для получения сварного шва 14 на дне и верхнего сварного шва 16. Затем сваренное полотно пропускают через установку для резки, где полотно разрезается на отдельные пакеты. После этого пакеты собирают в стопы (например, в стопы по пятьдесят пакетов) и вырезают из стопы зону 18. В результате вырезания зоны 18,получаются две ручки 20 в боковых сторонах пакета, заложенных в складки. Пакет со складками содержит два наружных участка 22 А, каждый из которых образован четырьмя слоями пленки, и центральный участок 22 В, который образован всего двумя слоями. В процессе термосварки к дну пакета должно быть приложено достаточное количество теплоты, чтобы сварить вместе все четыре слоя в зонах 22 А. При этом практически невозможно приложить меньшее количество теплоты к участку 22 В, где имеется всего два слоя; в результате, приложение теплоты, необходимой для формования сварного шва 14 в зонах 22 А, вызывает избыточный разогрев в зоне 22 В. Вследствие этого избыточного разогрева сварной шов 14 ослабляется в центральной зоне 22 В. Шов 14 формируется при помощи сварочной полосы, которая вступает в контакт с заложенным в складки полотном, когда оно проходит через установку для сварки. На формирование шва влияет температура полосы, время выдержки полосы на полотне и давление, приложенное к полосе. Чем толще слои пластика, тем большее количество тепла и/или большее давление необходимо приложить, чтобы получить сварной шов. Увеличение количества тепла можно обеспечить путем повышения температуры сварочной полосы или времени выдержки. Обычно повышение давления не является существенным фактором. Предпочтительно существенно повышать температуру, чтобы избежать увеличения времени выдержки, что, разумеется,замедляет производственный процесс. Так, например, если толщина полотна составляет 15 мкм, для сварочной полосы, нагретой до 350F(176,67C), оптимально потребуется время выдержки 8 с при давлении 45 фунтов/кв.дюйм(3,1640 кг/см 2). На фиг. 3 показан пакет известной конструкции, который был нагружен и поднят за руч 003541 4 ки 20. Вследствие земного притяжения содержимое пакета действует с силой, показанной стрелкой F. Поскольку ручки присоединены к дну пакета в местах соединения 24, вес содержимого пакета создает равные силы f1 и f2, которые приложены в противоположных направлениях, главным образом, к соединениям. Поэтому указанные соединения являются зонами пакета, в которых наиболее вероятно разрушение (т.е. разрыв) в случае, если вес груза в пакете окажется чрезмерным. По мере увеличения глубины складки увеличивается тенденция разрушения соединений. Зона соединений ослабляется, когда пакет полностью заложен в складки, т.е. когда соединения внутренних сгибов 10 и линии сварного шва 14 пересекаются в центре линии шва. С другой стороны, более глубокие складки предпочтительны, поскольку они позволяют увеличить ширину ручек 20. В свою очередь, широкие ручки предпочтительны, так как они могут выдерживать более высокую нагрузку; кроме того,они более удобны с точки зрения потребителя. Как указано выше, прочность пакета можно увеличить путем повышения толщины пленки или качества пластика, однако, и то, и другое увеличивает стоимость пакета. Настоящее изобретение обеспечивает превосходный результат за счет армирующей ленты, которая принимает на себя силы, стремящиеся разделить соединения 24, когда пакет нагружен. В соответствии с изобретением, как показано на фиг. 5 и 6, лента 30 присоединяется к дну пакета по сварному шву 14 и служит для поглощения сил, приложенных к соединениям 24. Как показано, лента 30 проходит от точки 30 А до точки 30 В. Длина ленты не критична, однако, лента должна быть длиннее, чем расстояние между соединениями 24, и, в общем случае, чем длиннее лента 30, тем эффективнее упрочнение. Оказалось, что лента в большей степени повышает прочность пакета,чем сравнимое увеличение толщины пленки. Иными словами, 15-микронный пакет с двумя 15-микронными лентами имеет значительно меньшую вероятность разрушения в соединениях 24, чем 30-микронный пакет, который обеспечивает такую же толщину в зоне соединений. Очевидно, что одиночную ленту 30 можно согнуть и проложить по дну пакета или отдельные ленты можно проложить с каждой стороны пакета, при этом будет достигнут одинаковый результат с точки зрения упрочнения соединений 24. Некоторый выигрыш получают в том случае, когда отдельные ленты площадью, например, 1/2 кв.дюйма (около 3,1 см 2) проходят только в зонах соединений. Для этой цели можно применять полипропиленовую пленку с нанесенным слоем клея, чувствительного к давлению, однако, широкий спектр других материалов, включая материал, из которого изготавливают пакет, также может быть использован. Вместо клея, чувствительного к давлению, 5 можно использовать клеящее покрытие с тепловой активацией, или сама лента может быть изготовлена из материала, способного к сварке или спаиванию с пакетом. Размеры пакета также не являются критичными. Лента может выступать на 2 мм выше или ниже шва. Если одиночная лента согнута и проходит по дну пакета, то она должна обладать достаточной шириной, чтобы выступать на 2 мм за пределы шва по обеим сторонам пакета. Удовлетворительные результаты можно получить, используя всего одну ленту, прикрепленную к одной из сторон 11 или 13. Обычно,если места внутренних сгибов 10 неармированного пакета отрываются от наружных сторон 11 и 13 (которые скреплены соединениями 24 по линии сварного шва 14), наружные стороны одновременно начинают разрываться в точках 24. Как показали испытания, при нанесении армирующей ленты только на одну из сторон 11 или 13 тенденция к разрыву обеих сторон существенно уменьшается. При этом размеры ленты также не являются критичными, и хорошие результаты были получены с лентой, которая выступала за оба соединения 24 и имела ширину от 1/4 до 1/2 дюйма (примерно от 0,6 до 1,2 см). Существует ряд различных способов изготовления пакетов и устройств для реализации указанных способов. В указанном выше способе, когда отдельные пакеты вырезают из полотна и укладывают стопой, можно использовать обычную машину для запечатывания упаковок липкой лентой, которая позволяет присоединять одну или две ленты к сварному шву на дне каждого пакета непосредственно перед укладкой в стопу. В показанном на фигурах варианте реализации сварные швы 14 и 16 выполнены на расстоянии около 3 мм от края пакета. В некоторых способах пакеты вырезают и сваривают одновременно с помощью нагретого ножа, при этом сварочные швы получаются на кромках пакета. Настоящее изобретение можно одинаково успешно использовать как для этой, так и для других конструкций. Изобретение полезно фактически для любого случая, когда пластиковый пакет со складками сваривают после формирования складок, даже если пакет не содержит ручек. В некоторых случаях пакеты поставляют в рулонах, в которых отдельные пакеты разделяют перфорированной разделительной линией. Пакеты используют один за другим, отрывая по соответствующим разделительным линиям. В этом случае укрепляющую ленту в соответствии с изобретением наносят непосредственно над(перед) перфорацией, предпочтительно используя отдельную ленту с каждой стороны пакета. На фиг. 7-10 в схематической форме показана машина для нанесения двух лент на противоположные стороны пакета в процессе его изготовления. 6 В типичном процессе изготовления пакета рукав с заложенными складками сваривают сверху и снизу (сварочные швы 16 и 14) и вырезают заготовку (см. фиг. 9). Затем партию заготовок укладывают в стопу, например, по пятьдесят заготовок в стопе, и производят высечку,получая ручки 20. Предполагается наносить на пакет армирующую ленту 30 перед операциями укладки в стопу и высечки, однако, изобретение с таким же успехом можно использовать в способах, когда ленту наносят на других этапах цикла изготовления. Как показано на фиг. 7 и 8, верхнюю и нижнюю полосы 42 и 44 соответственно пластиковой пленки пропускают через две лентоформовочные машины 46 и 48. Каждая лентоформовочная машина 46 и 48 обеспечивает изготовление множества армирующих лент 30 желаемых размеров в полосах 42 и 44. Машины 46 и 48 могут быть аналогичны машинам для производства этикеток и могут изготавливать последовательности лент 30 путем надреза, таким образом, что они остаются в полосах 42 и 44 и могут легко отделяться на устройстве нанесения лент. Это показано штриховыми линиями,которые соответствуют периметру отдельных лент 30 в полосе 42 на фиг. 8. Надрезанные полосы 42, 44 с помощью ряда роликов 50 пропускают через устройства 52 и 54 нанесения верхней и нижней ленты соответственно. Как указано выше, ленты 30 наносят на обе стороны заготовки 40 пакета, которая поддерживается поддоном 56. Затем полосы 42 и 44 с удаленными армирующими лентами 30 пропускают через ролики 58 и сматывают в рулоны 60 и 62. Процесс нанесения ленты показан на фиг. 9 и 10. На фиг. 9 показана только нижняя станция 54 нанесения ленты, при этом верхняя станция является ее зеркальным отображением. Поддон 56 содержит вырезанную зону 64 нанесения ленты и совмещающие края 66, которые ориентируют заготовку 40 пакета таким образом, чтобы нижний сварной шов 14 находился в вырезанной зоне 64 и был доступен для нанесения лент, когда полосы 42, 44 проходят через устройства 52, 54. Каждое устройство нанесения ленты содержит вертикальную направляющую 68, по которой вертикально перемещается головка 70 давления. Головка 70 давления имеет рабочую площадь, соответствующую площади одной ленты 30, и присоединена к концу стержня 72, совершающего возвратнопоступательные движения. Движение полос 42 и 44 синхронизировано с движением заготовки 40 и головки 70 давления, например, как реакция на оптическое определение правильно размещенной заготовки 40 на поддоне 56. Когда заготовка спозиционирована соответствующим образом, головки 70 давления перемещаются вертикально в обоих устройствах 52 и 54, которые выжимают ленты 30 из полос 42 и 44 и при 7 варивают их под давлением к нижнему сварному шву 14, как описано выше. Головки 70 предпочтительно имеют электростатический заряд, с тем чтобы надрезанные участки лент 30 после их вырезки прилипали к головкам до тех пор,пока они не будут нанесены на пакет. Ленты 30 можно прикрепить к пакету клеем, чувствительным к давлению, или с помощью термореактивного клея. В последнем случае головки 70 давления нагревают в устройствах 52 и 54. После того как ленты 30 нанесены на противоположные стороны заготовки 40, заготовки снимают и укладывают в стопы для последующей вырезки ручек. Устройство, используемое для позиционирования заготовки 40 в поддоне 56 и для удаления заготовки после нанесения лент, может иметь известную конструкцию и не описывается здесь подробно. На фиг. 11, 12 и 13 показано устройство,которое может сгибать одиночную ленту так,чтобы она охватывала дно заготовки 40. В этом случае ленты 30 надрезают в одной полосе 42,которую перемещают вертикально. Устройство содержит две головки 80, которые соединены их внутренними концами с центральным опорным стержнем 82 посредством шарнирных соединителей 84. Головки 80 также присоединены к паре рычагов 86 исполнительного механизма аналогичным шарнирным соединителем 88. Если заготовка 40 пакета правильно спозиционирована на опорном поддоне 56, механизм перемещается из позиции, показанной на фиг. 11, в позицию, показанную на фиг. 12, отделяя при этом ленту 30 от полосы, в которой она была надрезана. Центральный опорный стержень 82 останавливается, однако, наружные рычаги 86 исполнительного механизма продолжают перемещаться к заготовке 40, что вызывает поворот головок 80 вокруг соединителей 84, как показано на фиг. 13. Под действием головок лента 30 складывается вокруг дна заготовки 40 пакета, и в конце хода головки оказывают давление, вызывающее приклеивание ленты к пакету. После этого механизм возвращается в исходную позицию, показанную на фиг. 11, из которой он может нанести следующую ленту 30 на следующую заготовку 40 пакета, после того как она будет спозиционирована соответствующим образом на поддоне 56. Как оказалось, лента 30, нанесенная на одну или обе стороны 11 и 13, не обязательно должна перекрывать линию сварного шва 14,чтобы обеспечить существенное упрочнение пакета. Как показано на фиг. 14, лента 30, расположенная немного выше линии шва (показана сплошными линиями) или немного ниже линии шва (показана штриховыми линиями), создает значительное упрочнение. Так, например, лента может быть расположена примерно на 1 мм выше или ниже линии шва. Другой вариант реализации изобретения показан на фиг. 15. В этом варианте исполнения 8 пластиковую полосу 90, не содержащую клеящего покрытия и показанную штриховой линией, термически присоединяют к пакету вдоль линии шва 14 в процессе получения указанной линии шва 14. Пластиковая полоса 90 может быть изготовлена из того же самого материала,что и пакет. Длина полосы также должна быть больше, чем расстояние между соединениями 24. Ширина должна быть достаточной для перекрытия ширины сварного шва. В предпочтительном варианте реализации толщина полосы примерно в 2 раза больше, чем толщина пластмассовой пленки, из которой изготовлен пакет,однако, если толщина полосы составляет примерно половину толщины сторон 11 и 13, результат получается удовлетворительным. Кроме того, установлено, что соединения 24 пакета,армированного полосой 90, которая имеет толщину, в 2 раза меньшую, чем толщина пленки пакета (например, 15 мкм), прочнее, чем соединения пакета, изготовленного из такой же пластмассовой пленки, но имеющей толщину в 2 раза больше (т.е. 30 мкм). Удовлетворительные результаты получают даже в том случае, когда полосу помещают внутрь пакетов, т.е. между одной из двух сторон 11 и 13 и складками. Отдельная лента 30 или полоса 90 оказывают большее влияние на прочность пакета, чем увеличение толщины пакета по линии шва 14,которое увеличивает количество пластмассы в зоне плавления и сварки и тем самым повышает прочность сварки. Наличие дополнительного слоя материала обеспечивает большую прочность, чем сравнимое увеличение толщины пленки. Кроме того, как показано на фиг. 1, в стандартном пакете имеется четыре слоя пленки в зонах 22 А и два слоя пленки в зоне 22 В. Поэтому отношение толщины в этих двух зонах составляет 4 к 2. Если добавить полосу 90 с толщиной, в 2 раза большей, чем толщина отдельных слоев, толщина зон 22 А со складками становится равной шести слоям, а толщина зоны 22 В равной толщине четырех слоев. Таким образом, отношение толщины составляет 6 к 4. Иными словами, при наличии армирующей полосы зоны 22 А со складками в 1,5 раза толще зоны 22 В, не имеющей складок, в то время как без армированной полосы заложенная в складки часть в 2 раза толще части 22 В, не имеющей складок. За счет улучшения (т.е. уменьшения) этого отношения толщин прочность соединений 24 повышается. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Пластиковый пакет типа "майка", содержащий рукав из пластиковой пленки с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы, и ручки, выполненные в частях пакета, заложен 9 ных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую,по меньшей мере, поперек одного из указанных внутренних сгибов складок в непосредственной близости от указанной линии шва или перекрывающую эту линию, при этом лента уменьшает тенденцию к разрушению соединения внутреннего сгиба складки и линии шва при загрузке пакета. 2. Пластиковый пакет по п.1, отличающийся тем, что отдельная лента нанесена на противоположные стороны указанного пакета. 3. Пластиковый пакет по п.1, отличающийся тем, что лента имеет сгиб, проходящий по дну указанного пакета. 4. Пластиковый пакет по п.1, отличающийся тем, что лента нанесена только на одну сторону указанного пакета. 5. Пластиковый пакет по п.1, отличающийся тем, что лента содержит клеящее покрытие,чувствительное к приложению давления. 6. Пластиковый пакет по п.1, отличающийся тем, что лента термически присоединена к пакету. 7. Пластиковый пакет по п.6, отличающийся тем, что лентa термически присоединена к пакету вдоль указанной линии шва. 8. Пластиковый пакет по п.1, отличающийся тем, что толщина ленты составляет около половины толщины указанной пластиковой пленки. 9. Пластиковый пакет по п.1, отличающийся тем, что отдельная лента нанесена поперек указанного соединения. 10. Пластиковый пакет типа "майка", содержащий пластиковый рукав с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы складок, и ручки, выполненные в частях пакета, заложенных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую через оба соединения указанных внутренних сгибов складок и указанной линии шва, при этом лента уменьшает тенденцию к разрушению соединения внутреннего сгиба складки и линии шва при загрузке пакета. 10 11. Пластиковый пакет по п.10, отличающийся тем, что отдельную ленту наносят на противоположные стороны указанного пакета. 12. Пластиковый пакет по п.11, отличающийся тем, что ленту складывают вокруг дна указанного пакета. 13. Пластиковый пакет по п.11, отличающийся тем, что ленту наносят только на одну сторону указанного пакета. 14. Пластиковый пакет по п.11, отличающийся тем, что лента содержит клеящее покрытие, чувствительное к приложению давления. 15. Пластиковый пакет по п.11, отличающийся тем, что ленту термически присоединяют к пакету. 16. Пластиковый пакет по п.15, отличающийся тем, что ленту термически присоединяют к пакету вдоль указанной линии шва. 17. Способ изготовления пластикового пакета, включающий формирование складок в рукавном пластиковом полотне, получение сварного шва, проходящего поперек рукавного полотна со складками, и нанесение, по меньшей мере, одной армирующей ленты по линии шва,при этом указанная лента проходит в участки пакета, имеющие складки. 18. Способ изготовления пластикового пакета по п.17, отличающийся тем, что армирующую ленту наносят с каждой стороны пакета. 19. Способ изготовления пластикового пакета по п.17, отличающийся тем, что одиночную ленту складывают вокруг заваренного конца пакета. 20. Способ изготовления пластикового пакета по п.17, отличающийся тем, что рукавное полотно со складками сваривают у обоих концов перед нанесением ленты. 21. Способ изготовления пластикового пакета по п.17, отличающийся тем, что армирующее полотно термически присоединяют к пакету вдоль линии шва при образовании указанной линии шва. 22. Способ изготовления пластикового пакета по п.17, отличающийся тем, что после нанесения армирующей ленты на один конец пакета на противоположном конце пакета вырезают ручки, получая готовый пакет.
МПК / Метки
МПК: B65D 33/02
Метки: пакет, изготовления, боковыми, способ, пластиковый, складками
Код ссылки
<a href="https://eas.patents.su/8-3541-plastikovyjj-paket-s-bokovymi-skladkami-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Пластиковый пакет с боковыми складками и способ его изготовления</a>
Пакет, способ его изготовления и заполнения жидкостью
Номер патента: 936
Опубликовано: 26.06.2000
Автор: Де Сэн-Совёр Ксавье
МПК: B65D 30/24, B65D 77/28
Метки: способ, пакет, заполнения, жидкостью, изготовления
Формула / Реферат:
1. Пакет для упаковывания жидкости, изготавливаемый с применением пластика, выполненного в виде пленки, содержащий герметичную камеру (30) для жидкости и карман (15, 33), примыкающий к этой камере (30), в котором размещена трубочка (21) для извлечения оттуда жидкости, причем предусмотрено средство (4) для обеспечения доступа внутрь упомянутого кармана (15, 33), а также отверстие (7), проходящее насквозь через часть стенки этого кармана (15, 33),...
Вертикально стоящий пакет с наклоняемым запирающим элементом
Номер патента: 3486
Опубликовано: 26.06.2003
Автор: Аххаммер Герман
МПК: B65D 75/58
Метки: стоящий, пакет, элементом, наклоняемым, запирающим, вертикально
Формула / Реферат:
1. Вертикально стоящий пакет из термосвариваемой или поддающейся сварке пластмассовой пленки для приема жидкого и/или пастообразного материала с двумя боковыми стенками (2, 3), продольные ребра которых соединены между собой, причем на нижнем конце вертикально стоящего пакета между нижними поперечными ребрами (8, 9) находится складное дно, расположенное между боковыми стенками и служащее устойчивым основанием (10), а на верхнем конце вертикально...
Автоматическое пекарное устройство и его пакет для замеса
Номер патента: 1996
Опубликовано: 22.10.2001
Автор: Хеденберг Рольф П.
МПК: A21C 1/08, B01F 11/00
Метки: замеса, устройство, автоматическое, пекарное, пакет
Формула / Реферат:
1. Устройство для автоматического приготовления выпечных продуктов из теста, содержащее верхнее и нижнее удерживающие средства (14, 16), предназначенные для крепления к каждому концу гибкого уплотняемого пакета (44) для замеса, содержащего ингредиенты для теста, рабочее место (25) для приготовления и выпекания теста, имеющее щель (37, 41) в верхней и нижней частях для возможности прохождения упомянутого пакета через это рабочее место, при этом...
Способ изготовления ленты самоклеящихся этикеток
Номер патента: 548
Опубликовано: 28.10.1999
Автор: Уилки Эндрю Уильямс
МПК: B31D 1/02
Метки: ленты, этикеток, изготовления, способ, самоклеящихся
Формула / Реферат:
1. Способ изготовления ленты самоклеящихся этикеток, включающий наличие несущей ленты, на которую сверху накладывают и прикрепляют к ней этикеточную ленту, отличающийся тем, что этикеточную ленту делят на последовательно расположенные этикеточные и обрезные участки, причем прочность крепления обрезных участков этикеточной ленты к несущей ленте выше, чем этикеточных. 2. Способ по п.1, отличающийся тем, что обрезные участки снабжены одним или...
Способ изготовления горчичника, линия для его изготовления, горчичник, выполненный данным способом, и способ его упаковки

Номер патента: 1438
Опубликовано: 26.02.2001
Авторы: Агаркова Наталья Александровна, Агарков Александр Михайлович
МПК: A61J 1/00, A61K 9/14, A61J 3/00...
Метки: упаковки, способ, горчичник, данным, выполненный, линия, горчичника, изготовления, способом
Формула / Реферат:
1. Способ изготовления горчичников путем дозированного нанесения горчичного порошка на основу и формирования горчичников путем склеивания верхнего и нижнего слоев основы термопрессующим устройством, отличающийся тем, что горчичный порошок предварительно просеивают, а дозированная подача осуществляется через дозатор в виде оборотных сменных форм, представляющий собой шаблон с отверстиями. 2. Линия для изготовления горчичников из рулонного...
Предыдущий патент: Способ обработки углеводородсодержащего пласта
Следующий патент: Способ и устройство для позиционирования поезда
Случайный патент: Производные имидазолидина в качестве ингибиторов глутаминилциклазы