Этикетированные пакеты и их производство
Номер патента: 293
Опубликовано: 25.02.1999
Авторы: Гудвин Джеймс, Эппелби Харви Вилльям Фрэнсис, Бэйли Томас Вилльям
Формула / Реферат
1. Способ производства этикетированных пакетов, предусматривающий, что ряд этикеток располагают с промежутками на перемещаемом носителе, накладывают на этикетки нитку и отрезки нитки между соседними парами этикеток формируют в изогнутом рисунке, по существу копланарном с соседними этикетками ряда, причем этикетки прикрепляют к вытянутой нитке, а полотно пакетирующего материала прикрепляют к нитке и этикеткам.
2. Способ по п. 1, отличающийся тем, что нитку вытягивают с образованием изогнутого рисунка после накладывания на этикетки.
3. Способ по п. 1, отличающийся тем, что нитку накладывают на носитель в указанном изогнутом рисунке поверх этикеток.
4. Способ по любому одному из пп. 1-3, отличающийся тем, что этикетки взаимодействуют с частями нитки и размещают ее в изогнутом рисунке.
5. Способ по любому одному из предыдущих пунктов, отличающийся тем, что нитку прикрепляют к этикеткам путем сгибания этикеток поверх нитки и сцепления согнутых вместе частей каждой этикетки при одновременном удерживании этикеток на носителе.
6. Способ по любому одному из предыдущих пунктов, отличающийся тем, что указанные изогнутые рисунки нитки формируют в чередующихся межэтикеточных промежутках для связи с парами этикеток на противоположных сторонах упомянутых чередующихся промежутков.
7. Способ по п.6, отличающийся тем, что после прикрепления этикеток к нитке части нитки в межэтикеточных промежутках между упомянутыми чередующимися промежутками удаляют при одновременном удерживании этикеток в их положениях на носителе для удержания оставшихся частей нитки в изогнутом рисунке.
8. Способ по любому одному из предыдущих пунктов, отличающийся тем, что полотну с прикрепленными ниткой и этикетками придают трубчатую конфигурацию вокруг полой цилиндрической формы и его боковые края запечатывают вместе в формирующе-заполняющем технологическом процессе для заполнения и разделения пакетов, причем этикетки практически диаметрально противоположны указанным запечатанным боковым краям в трубчатой конфигурации.
9. Устройство для производства этикетированных пакетов, содержащее перемещаемый носитель, имеющий наружную поверхность или поверхности, на которых с промежутками расположены в направлении перемещения несколько мест для отдельных этикеток, и средство укладывания нитки на носитель по траектории, продолжающейся поверх этикеток, причем на указанной наружной поверхности или поверхностях между соседними парами указанных мест расположены удерживающие элементы для размещения нитки в изогнутом рисунке, при этом устройство дополнительно содержит средство прикрепления нитки к этикеткам, средство наложения полотна материала пакетов к этикеткам и нитке на указанной наружной поверхности или поверхностях носителя и прикрепления к ним полотна.
10. Устройство по п.9, отличающееся тем, что удерживающие элементы выступают от носителя для взаимодействия с ниткой, причем имеются средства для перемещения, по меньшей мере, одного из упомянутых элементов вбок от траектории нитки для укладывания нитки в изогнутом рисунке на носителе в упомянутых промежутках между этикетками.
11. Устройство по п.9, отличающееся тем, что содержит направляющую, через которую нитку подают к носителю, средство перемещения указанной направляющей на пути, который проходят удерживающие элементы на носителе для укладывания нитки на упомянутые элементы для удержания ее в изогнутом рисунке.
12. Устройство по п. 11, отличающееся тем, что оно имеет средство поддержания натяжения нити при ее укладывании, чтобы образовать изогнутый рисунок посредством удерживающих элементов.
13. Устройство по любому одному из пп.9-12, отличающееся тем, что удерживающие элементы расположены в чередующихся промежутках между местами для этикеток и имеется средство разрезания нитки для удаления частей нитки в оставшихся промежутках между местами для этикеток после прикрепления нитки к этикеткам.
14. Этикетированный пакет, имеющий этикетку, отделяемо прикрепленную к пакету, и нитку на внешней стороне пакета, противоположные концы которой прикреплены к этикетке и к концевому краю пакета, причем остальная часть нитки между упомянутыми прикрепленными концами расположена на упомянутой стороне пакета на некотором расстоянии от этикетки и отделяемо прикреплена к упомянутой внешней стороне в изогнутом рисунке.
15. Пакет по п. 14, отличающийся тем, что место прикрепления нитки к уплотнению концевого края смещено в поперечном направлении от положении этикетки на пакете.
16. Пакет по п. 14 или 15, отличающийся тем, что нитка продолжается практически перпендикулярно упомянутому концевому краю в месте ее прикрепления к нему.
17. Этикетированный пакет, в котором содержимое пакета заключено между концевыми уплотнениями, сформированными во взаимно поперечных направлениях через противоположные концы пакета, причем один конец нитки, размещенной на внешней стороне пакета, прикреплен к этикетке, отделяемо прикрепленной к пакету, а другой ее конец прикреплен к одному из упомянутых концевых уплотнений, причем отрезок нити между упомянутыми местами прикрепления отделяемо прикреплен в изогнутом рисунке к пакету между этикеткой и упомянутым концевым краям.
18. Пакет по п. 17, отличающийся тем, что место прикрепления нитки к упомянутому концевому краю находится в концевой области упомянутого края, формирующего угол пакета.
Текст
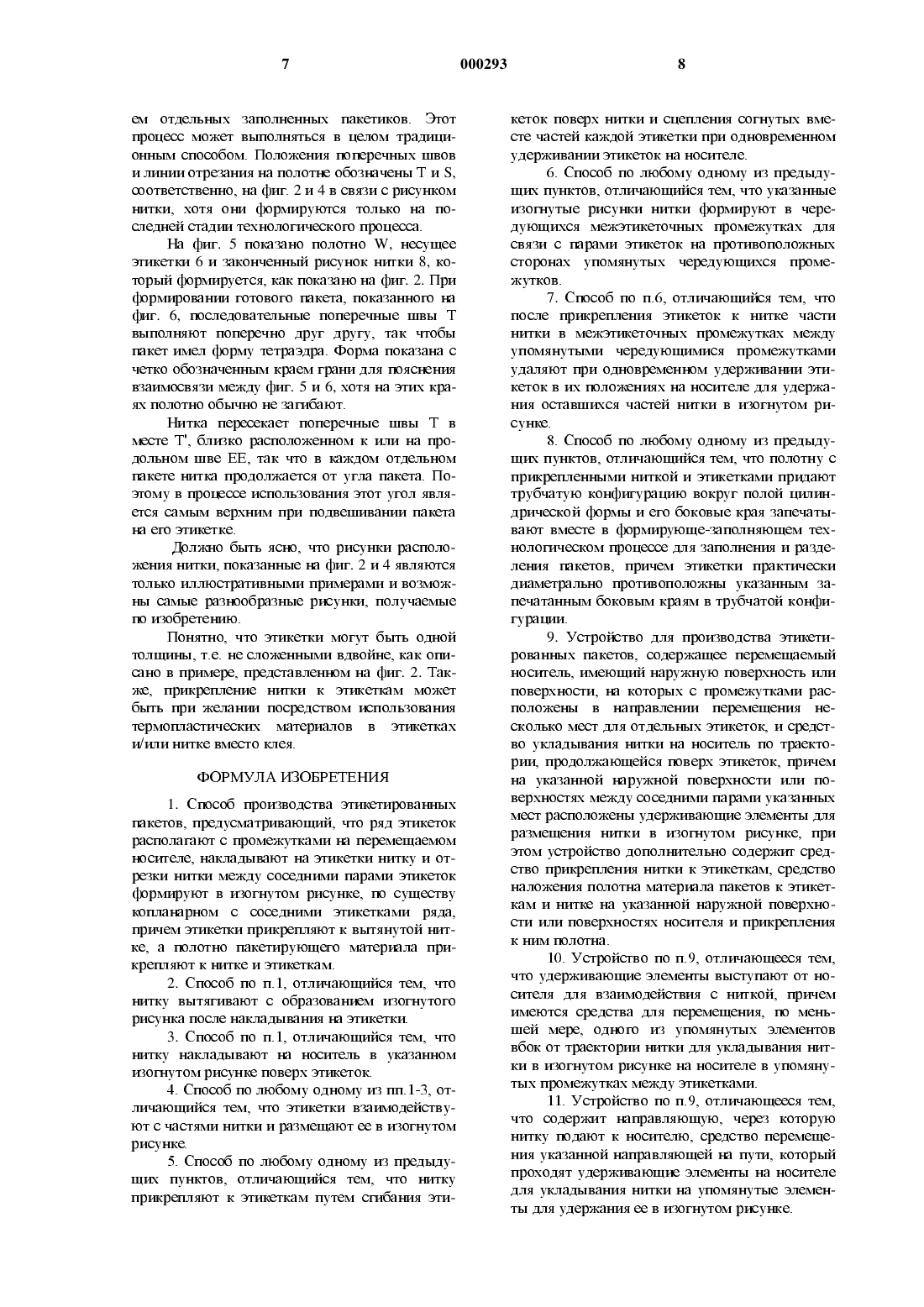
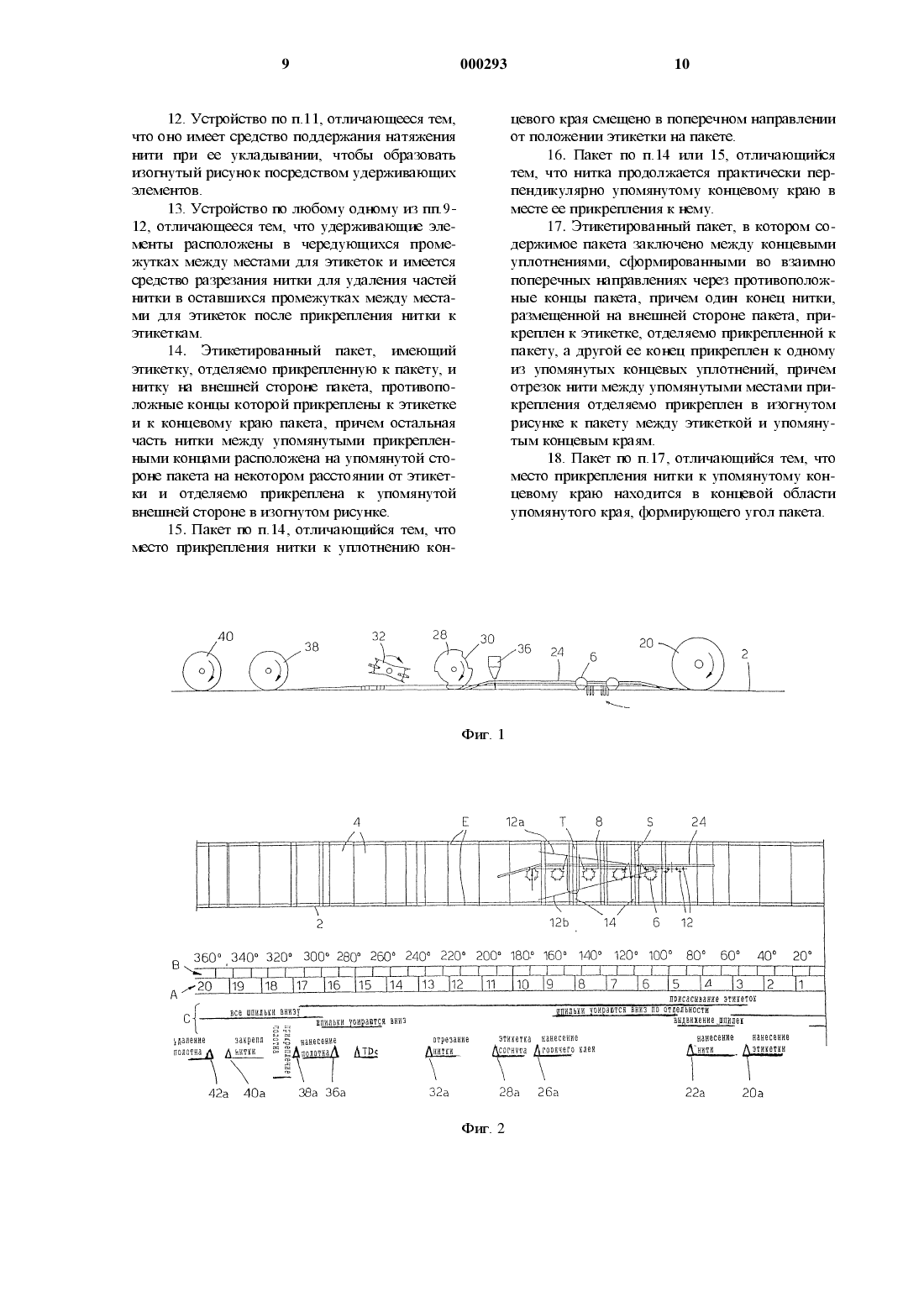
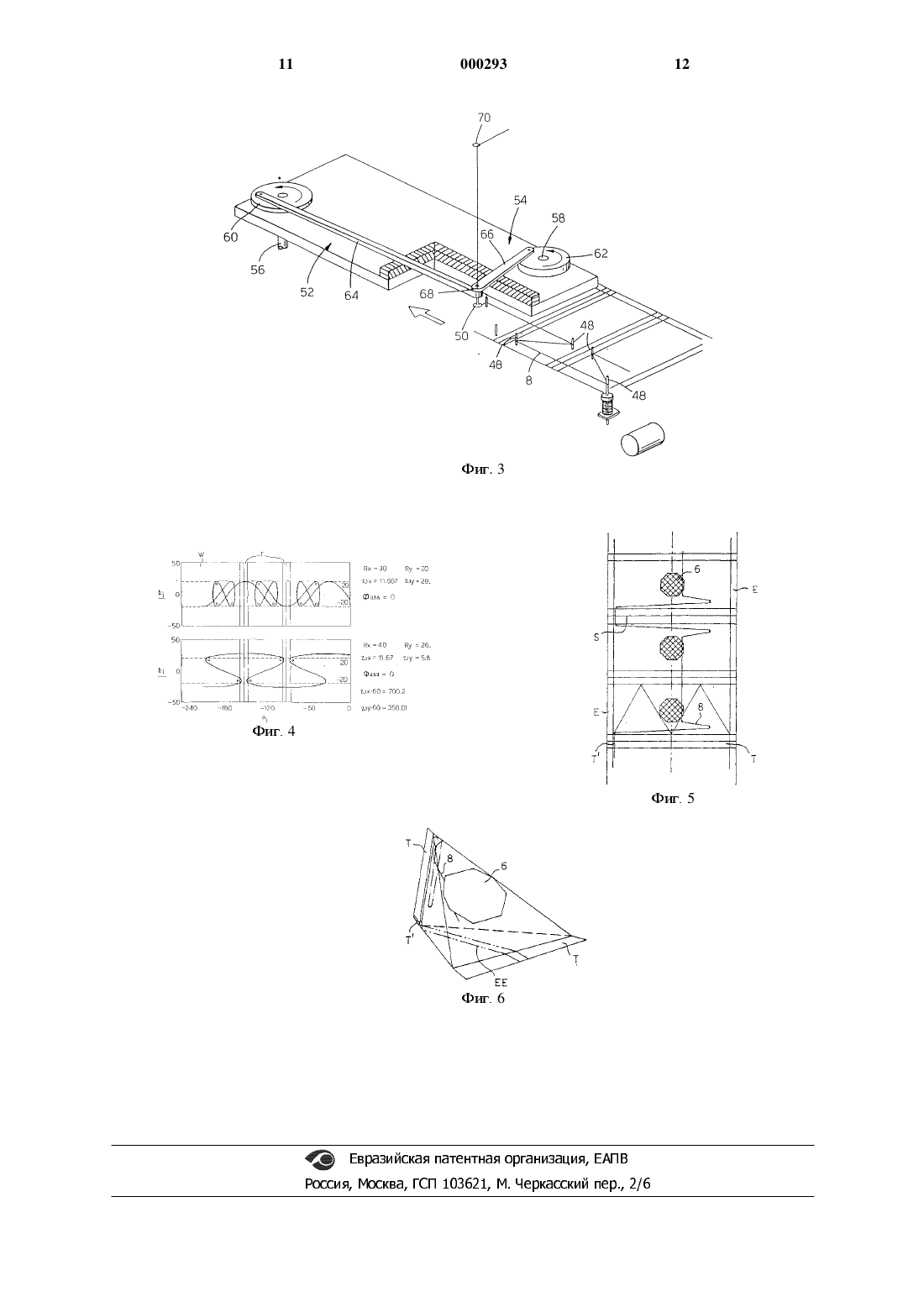
Это изобретет-те относится к способу и устройству для производства пакетов, содержащих текучий Материал, такой как чай или кофе,который должен настаиваться путем погружения пакета. Изобретение также касается разработки пакетов, снабженных этикеткой на конце НИТКИ, на КОТОРОЙ МОЖСТ ПОДВСШИВЗТЬСЯ ПЗКСТ.Такие этикетированные пакеты хорошо изВССТНЬТ как НЗСТЗИВЗСМЫС ПЗКСТЬТ, у КОТОрЬТХ этикетка служит удобным средством извлечения использованного пакета. Во многих случаях предпринимаются меры для обеспечения того,чтобы этикетка и/или нитка не свешивались свободно с таких пакетов, так как существует опасность спутывания, при упаковке вместе нескольких таких пакетов. Эта проблема обостряется тем, что обычно желательно шиеть сравнительно длиштую нитку, соединяющую этикетку с пакетом.Для уменьшения риска спутывания таких ДЛИННЬТХ НИГОК, В НСКОТОРЬТХ ТСХНИЧССКИХ решениях нитку обвивают вокруг пакетика, в то вреМЯ как В ДрУГИХ ТСХНИЧССКИХ рСШСНИЯХ НИТОЧную петлю фиксируют между этикеткой и пакетом. Примеры технических решений обоих типов приведены в ЕР 448325. Предлагалось также удерживать нитку внутри пакета.В большинстве случаев эти технические решения замедляют и усложняют процесс производства пакетов. Справедливо, что технические решения, описанные в ЕР 489554 и ШО 94/06685, в которых этикетка лежит поверх сложенной в петлю нитки, могут быть осуществлены в непрерывном процессе, который может выполняться сравнительно быстро, но управлеНИС НИГОЧНЬПИИ ПСТЛЯМИ затруднено перед ТСМ,как они окончательно удерживаются между ЗТИКСТКЗМИ И материалом ПЗКСТЗ И ПОЭТОМУ пакетирующее устройство должно допускать некоторую свободу для имеющих место изменений. Непрерывные технологические процессы также известны из ЕР 448325 и Й/О 95/10462, в которых нитку складывают в петлю вокруг пакета, но длина нитки может в таком случае для некоторых целей быть больше, чем требуется.Один объект настоящего изобретения касается способа производства этикетированных пакетиков, согласно которому ряд этикеток размещают с интервалами на перемещаемом носиТСЛС, НИТКУ УКПЗДЬШШОТ на ЗТИКСТКИ ТЗК, ЧТО ОТрСЗКИ НИТИ МСЖДУ СОССДНИМИ парами ЗТИКСТОК образуют изогнутый рисунок практически копланарно с соседними этикетками ряда, причем ЗТИКСТКИ ПрИКрСПЛШОТ К НИТИ, а ПОЛОТНО МЗТСриала пакетов пршсрепляют к нити и к этикеткам.Ссылка на то, что нитка является практически копланарной с соседними этикетками имеет место для случая, при котором этикетки расположены линейно с интервалами на круглой или многоугольной периферии вращаемогоносителя, а нитку укладывают на упомянутой периферии носителя поверх этикеток.В варианте выполнения предлагаемого способа нитка может размещаться с образованием упомянутого изогнутого рисунка после УКЛЗДКИ на ЗТИКСТКИ В МСЖЗТИКСТОЧНЫХ ПрОМСжутках, прилегающих к каждой этикетке. В другом варианте способа нитку укладывают на НОСИТСЛЬ В УПОМЯНУТОМ ИЗВИЛИСТОМ ВИДС И ПрОтягивают поверх бирок.Предпочтительно нитку прикрепляют к этикеткам клеем или средством термосваривания, например, укладывая этикетки на нитку и затем прикрепляя их с ней, в то время как этикетки удерживаются на упомянутом носителе.Согласно другому объекту изобретения предлагается устройство для производства этикетированных пакетиков, содержащее перемещаемЬ 1 й носитель, имеющий наружную поверхность или поверхности, на которых ряд мест для отдельных этикеток отстоит друг от друга отдельно в направлении перемещения и имеется средство для укладки нитки на носитель по траектории, продолжающейся поверх этикеток,причем между парами упомянутых мест имеются удерживающие элементы на упомянутой наружной поверхности или поверхностях для размещения нитки в изогнутом рисунке, при этом устройство дополнительно содержит средство прикрепления нитки к этикеткам, средство для прикладывания полотна материала пакетов к этикеткам и нитке на упомянутой наружной ПОВСрХНОСТИ ИЛИ ПОВСрХНОСТЯХ НОСИТСЛЯ И ДЛЯ прикрепления упомянутого полотна к ним.В варианте выполнения устройства для осуществления предлагаемого способа, удерживающие элементы выступают от носителя для зацепления нитки и обеспечивается средство перемещения, по меньшей мере, одного из упомянутых элементов поперечно траектории нитки для его размещения в ее изогнутом рисунке на носителе между этикетками.Другой вариант выполнения устройства содержит направляющую, через которую нитку подают к носителю, и средство перемещения упомянутой направляющей на путь, который проходят удерживающие элементы на носителе ДЛЯ УКЛЗДЬТВЗНИЯ НИТКИ на УПОМЯНУТЬТС ЗЛСМСНты для ее удержания упомянутыми элементами в изогнутом рисунке. Предпочтительно также ШИССТСЯ СрСДСТВО НЗТЯЖСНИЯ НИТКИ, ЧТОбЫ она поддерживалась В натянутом СОСТОЯНИИ, пока т-Штка укладывается в упомянутом изогнутом рисунке так, чтобы форма изгиба определялась упомянутыми удерживающими элементами.Следующий объект изобретения касается этикетированного пакета, у которого противоПОЛОЯСНЫС КОНЦЫ НИТКИ, размещенной на ВНСШней поверхности пакета, прикреплены к этикетке и пакету, а остальная часть ьштки между упомянутыми концами разъемно прикреплена визогнутом рисунке к упомянутой поверхности пакета на некотором расстоянии от этикетки.Еще один объект изобретения предлагает этикетированный пакет, в котором содержимое пакета заключено между противоположными КОНЦСВЫМИ УПЛОТНСНИЯМИ, ВЫПОЛНСННЫМИ ЧСрСЗ материалы пакета, причем упомянутые концевЬ 1 е уплотнения сформированы во взаимно поперечных направлениях, и в котором противоПОЛОЯСНЫС КОНЦЫ НИТКИ, размещенной на ВНСШней поверхности пакета, прикреплены к этикетке и концевому краю пакета на одном из упомянутых концевых уплотнеьШй, при этом ьШтка отделяемо прикреплена в изогнутом рисунке к упомянутой поверхности пакета между этикеткой и упомянутым концевым краем.Далее изобретение описывается на примере, со ссылкой на прилагаемые схематичные чертежи, на которых:фиг. 1 и 2 - виды устройства по изобретению во взаимно перпендикулярных направлениях, фиг. 3 - вид под углом части другого устройства согласно изобретению, фиг. 4 - графическое представление двух альтернативных рисунков расположения нитки,которые могут быть получены посредством устройства по фиг. 3, фиг. 5 - полотно, несущее законченный рисунок нитки, полученный в устройстве по фиг. 1 и 2, ифиг. 6 - вид под углом пакета, сформированного из полотна по фиг. 5.На фиг. 1 и 2 представлены развернутые проекции вращающегося барабана 2, который представляет собой часть первого варианта выполнения, причем фиг. 1 представляет вид барабана сбоку, а фиг. 2 представляет вид в радиальном направлении. На окружной периферии барабана находится ряд из двадцати мест 4,также показанный на шкале А в нижней части фиг. 2, снабженных всасывающим средством(не показано) для удержания соответствующих этикеток 6 на местах. Как указывает угловая шкала В, места продолжаются на все 36 О вокруг периферии барабана. Аналогичная форма барабана показана в Ю 95/10462, который также содержит средство размещения отдельных этикеток в этикеточной полоске на всасывающих местах. Как и в этом, более раннем примере, ЗТИКСТКИ ДОЛЭКНЪ 1 СКЛЗДЫВЗТЬСЯ ВДВОС,поэтому профили этикеток, показанные на фиг. 1 и 2, представляют только половшту этикетки с одной стороны от линии сгиба. Также как и в этом, более раннем примере, нитку 8 укладЬ 1 вают на периферию барабана по первоначально прямой траектории поверх этикеток.С поверхности барабана в чередующихся промежутках 14 между бирками выступают шпильки 12. В каждом таком промежутке 14 имеется две группы из трех шпилек, по паре шпилек с одной стороны траектории нитки итретьей шпилькой с другой стороны. Внутри барабана имеется кулачковый механизм для ПСрСДВИЖСНИЯ НСКОТОрЫХ ШПИЛСК ЗКСИЗЛЬНО барабану, то есть вбок от траектории нитки, и всех шпилек в радиальном направлении. Поступательное аксиальное перемещение шпилек показано на фиг. 2 сходящимися траекториями 12 а, 121).Последовательность операций, выполняемых механизмами на или рядом с барабаном 2 показана на участке С на фиг. 2 и линии, свяЗЗННЫС С ЭТИМИ операциями, ПОКЗЗЫВПОТ ИХ СОгласование и длительность по угловой шкале В. Эти и другие операции технологического процесса, также показанные на фиг. 2, а также и устройство для осуществления способа далее описываются более подробно.На фиг. 1, в частности, показан ряд устройств, расположенных в фиксированных положениях вокруг периферии барабана для воздействия на этикетки 6 и нитку 8. Ролик переноса этикетки 20, который помещает этикетку на всасывающие места барабана, находится на небольшом расстоянии выше по ходу от точки, в которой нитка достигает барабана. Угловые положения этих двух операций указаны позиционными метками 20 а, 22 а на фиг. 2. Однако,непосредственно перед точкой, в которой нитка укладывается на каждую этикетку, неподвижная направляющая ("плуг") 24, находящаяся вблизи периферии барабана, начинает сгибать этикетку по линии сгиба, устанавливая одну половшту ЗТИКСТКИ практически вертикально, как показано на фиг. 1.Таким образом нитка 8 размещается сбоку у шпилек 12 и возле вертикальных участков этикеток 6 вскоре после того, как она достигает барабана. Кулачковый механизм (не показан) для шпилек содержит два неподвижных копира внутри барабана, один из которых управляет ДВИЭКСНИСМ ШПИЛСК В радиальном направлентш(к и от поверхности барабана) и другой управляет движением шпилек поперечно поверхности. Когда нитка достигает барабана, шпильки уже подняты над его поверхностью и под действием второго кулачкового устройства две из каждой группы из трех шпилек затем начинают смещаться в поперечном направлении, как показано на фиг. 2, для вытягивания нитки по поверхности барабана с образованием изогнутого рисунка. При завершеьши движения шпилек в поперечном направлении между каждой парой этикеток, устройство выдачи горячего расплава 26 распределяет клей по нитке (позиционная метка 26 а) и выходной конец направляющей("плуга") 24 завершает складывание этикетки. Ролик 28, непосредственно следующий за штугом, оказывает давление на сложенные этикетки(позиционная метка 28 а) для распределения клея и закрепления соединения.Ролик 28 имеет вырезы 30 для того, чтобы ШПИЛЬКИ МОГЛИ ОСТЗВЗТЬСЯ В ПОДНЯТОМ ПОЛОЖС нии во время выполнения этой операции. Шпильки 12 также остаются в поднятом положении и на следующей операции (позг/Щионная метка 32 а), когда вращаемый нож 32 отрезает части нитки, продолжающейся поверх чередующихся межэтикеточных промежутков, где отсутствуют шгШльки. Так как они были приКЛССНЫ К этикеткам, КОТОрЫС СЩС УДСРЯСИВЗЮТСЯ на месте за счет всасывания, остальные части нитки удерживаются в изогнутом рисунке вокруг шпилек, подвергаясь действию небольшого усилия натяжения.Полотно Ш (не показано на фиг. 1 и 2) для формирования оболочки пакетов, теперь подается на барабан (позиционная метка 36 а) поверх ЗТИКСТОК И НИТКИ. ЦШИЛЬКИ ОТВОДЯТСЯ назад ПрИ фрикционном взаимодействии нитки с полотном, а ролик 38 для термосварки образует приХВЗТОЧНЬТС ШВЫ МСЖДУ ПОЛОТНОМ И ЗТИКСТКЗМИ(позрщионная метка 38 а). Второй ролик 40 для термосварки образует другие прихваточные швы (позиционная метка 40 а) для завершения прикрепления этикеток и гштки к полотну. Затем сборка из полотна, этикеток и нитки стягивается с барабана (позг/Щионная метка 42 а). Альтернативно, можно сделать так, чтобы шпильки не полностью отводились назад до завершения термосварки ПО ПрИХВЗТОЧНЬТМ ШВЗМ, НО МОГЛИ подаваться к роликам 38, 40 посредством их подпружинивания.На фиг. 3 показано альтернативное устройство для развертывания нитки поверх этикеток 6 на периферии аналогичного вращающегося барабана, на котором они удерживаются вышеописанным образом. Нитка 8 удерживается аналогичными шпильками 48, вЬ 1 ступающими от поверхности барабана, но в этом случае поперечные положения шпилек фиксируются,ХОТЯ ОНИ СЩС МОГУТ ОТВОДИТЬСЯ назад В ПОВСрХность барабана. Другие особенности устройства,не показанные на фиг. 3, могут быть тактами же,как описанные со ссылкой на фиг. 1 и 2.Нитка теперь развертывается на барабан через трубчатую направляющую 50, которая движется по замкнутой петле над поверхностью барабана под управлением двух кривошипнорычажных механизмов 52, 54, содержащих соответствующие вращающиеся приводные валы 56, 58, несущие кривошипы 60, 62. Конец соответствующей соединительной тяги 64, 66 шарнирно прикреплен к каждому кривошипу на радиусе от своей оси приводного вала. Другие концы двух тяг 64, 66 взаимосвязаны посредством шарнирного соедршения 68, коаксиального с трубчатой направляющей 50 для нитки. Нитка проводится от своей бобины через фиксированную направляющую 70 при практически постоЯННОМ НЗТЯЖСНИИ И развертывается ПОСрСДСТВОМ трубчатой направляющей на вращающийся барабан. Соединительные тяги продолжаются обычно поперечно друг другу, среднее положение тяги 64 находится в направлении движениясоседней поверхности барабана и среднее положение тяги 66 является перпендикулярным этому направлению.Траектория трубчатой направляющей определяется скоростями вращения двух приводных валов, радиусом точки вращения каждого кривошипа от оси его приводного вала и сдвигом фаз, если вообще имеется, между двумя кривошипами. При изменении скоростей вращения и радиусов кривошипов друг относительно друга в двух механизмах или сдвига фаз между двумя МСХЗНИЗМЭМИ изменяется траектория трубчатой направляющей для нитки.Для развертывания нитки на полотне 7/ в виде, показанном на фиг. 3, соответствующими являются условия, показанные на фиг. 4 внизу. То есть, механизм с соединительной тягой 64 имеет радиус кривошипа 40 мм и скорость вращения 700 об/мин, в то время как механизм с соединительной тягой 66 имеет радиус кривошипа 26 мм и скорость вращения 350 об/мин. Два механизма имеют нулевой сдвиг фаз.На фиг. 4 вверху показан альтернативный извилистый вид нитки, который может быть получен, если первый МСХЗНИЗМ ИМССТ радиус точки вращения кривошипа 30 мм и имеет скорость вращения 700 об/мин, в то время, как второй механизм Шиеет радиус точки вращения кривошипа 20 мм и скорость вращения 1750 об/мин, при этом опять же два механизма находятся в фазе друг с другом.Конечно, не обязательно, чтобы траектория направляющей 50 точно соответствовала требуемому изотнутому рисунку нитки. Если поддерживается незначительное натяжение нитки при следовании направляющей по своей траСКТОрИИ, нитка ДОЛЭКНЗ ВЬТТЯГИВЗТЬСЯ ОТНОСИтельно шпилек и этикеток для определения своего окончательного вида.На фиг. 4 показано полотно Ш и взаимоСВЯЗЬ вида НИТКИ С ПОПСРСЧНЬТМИ швами (УПЛОТнениями) Т, которые определяют границы между последовательными пакетиками. Этикетки 6 не показаны, но как показано на фиг. 2, они могут быть размещены на полпути между швами Т.Сборка из полотна, нитки и этикеток, полученная посредством любого из описанных выше примеров, может обрабатываться для формирования отдельных пакетов рядом различных способов. Однако, в настоящем случае полотно используется в формирующезаполняющем технологическом процессе, в котором после прикрепления этикеток и нитки противоположные боковые края Е подаются вместе на трубчатый формовочный валок и уплотняются вдоль продольного шва ЕЕ (фиг. 6) с получением замкнутой трубы, которая запечатывается в поперечном направлении через определенные интервалы времени, после попадания в нее заполняющего материала, а затем разрезается в местах поперечных швов с получени СМ ОТДСЛЬНЬТХ ЗЗПОЛНСННЬТХ ПЗКСТИКОВ. ЭТОТ ПрОЦССС МОЖСТ ВЬ 1 ПОЛНЯТЬСЯ В ЦСЛОМ традрщионным способом. Положения поперечных швов и линии отрезания на полотне обозначены Т и 5,соответственно, на фиг. 2 и 4 в связи с рисунком нитки, хотя они формируются только на последней стадии технологического процесса.На фиг. 5 показано полотно Ш, несущее этикетки 6 и законченный рисунок нитки 8, который формируется, как показано на фиг. 2. При формировании готового пакета, показанного на фиг. 6, последовательные поперечные швы Т выполняют поперечно друг другу, так чтобы пакет имел форму тетраэдра. Форма показана с ЧСТКО ОООЗНЗЧСННЬТМ краем грани ДЛЯ ПОЯСНСНИЯ взаимосвязи между фиг. 5 и 6, хотя на этих краях полотно обычно не загибают.Нитка пересекает поперечные швы Т в месте Т, близко расположенном к или на продольном шве ЕЕ, так что в каждом отдельном пакете нитка продолжается от угла пакета. Поэтому в процессе использования этот угол являСТСЯ СЗМЬТМ ВСрХНИМ ПрИ ПОДВСШИВЗНИИ ПЗКСТЗ на его этикетке.Должно быть ясно, что рисунки расположения нитки, показанные на фиг. 2 и 4 являются ТОЛЬКО иллюстративными примерами И ВОЗМОЖны самые разнообразные рисунки, получаемые по изобретению.Понятно, что этикетки могут быть одной ТОЛЩИНЬТ, Т.С. не СЛОЖСННЪТМИ ВДВОКШС, как ОПИсано в пршиере, представленном на фиг. 2. ТакЖС, прикрепление НИТКИ К ЗТИКСТКЗМ МОЖСТ быть при желании посредством использования термопластических материалов В ЗТИКСТКЗХ и/или нитке вместо клея.1. Способ производства этикетированньтх пакетов, предусматривающий, что ряд этикеток располагают с промежутками на перемещаемом НОСИТСЛС, НЗКЛЗДЬТВЗЮТ на ЗТИКСТКИ НИТКУ И ОТрСЗКИ НИТКИ МСЖДУ СОССДНИМИ парами ЗТИКСТОК формируют в изогнутом рисунке, по существу копланарном с соседними этикетками ряда,причем этикетки прикрепляют к вытянутой нитке, а полотно пакетирующего материала приКРСПЛЯЪОТ К НИТКС И этикеткам.2. Способ по п.1, отличающийся тем, что нитку вытягивают с образованием изогнутого рисунка после накладывания на этикетки.3. Способ по п.1, отличающийся тем, что нитку накладывают на носитель в указанном изогнутом рисунке поверх этикеток.4. Способ по любому одному из пп.1-3, отличающийся тем, что этикетки взаимодействуют с частями нитки и размещают ее в изогнутом рисунке.5. Способ по любому одному из предыдуЩИХ ПУНКТОВ, ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО НИТКУ прикрепляют к этикеткам путем сгибания эти 000293КСТОК ПОВСрХ НИТКИ И СЦСПЛСНИЯ СОГНУТЬТХ ВМСсте частей каждой этикетки при одновременном удерживании этикеток на носителе.6. Способ по любому одному из предыдуЩИХ ПУНКТОВ, ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО УКЗЗЗННЬТС изогнутые рисунки нитки формируют в чередующихся межэтикеточных промежутках для связи с парами этикеток на противоположных сторонах упомянутых чередующихся промежутков.7. Способ по п.6, отличающийся тем, что ПОСЛС ПрИКрСПЛСНИЯ ЗТИКСТОК К НИТКС части нитки в межэтикеточных промежутках между упомянутыми чередующимися промежутками удаляют при одновременном удерживании этикеток в их положениях на носителе для удержания оставшихся частей нитки в изогнутом рисунке.8. Способ по любому одному из предыдуЩИХ ПУНКТОВ, ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО ПОЛОТНУ С прикрепленными ниткой и этикетками придают трубчатую конфигурацию вокруг полой цилиндрической формы и его боковые края запечатывают вместе в формирующе-заполняющем технологическом процессе для заполнения и разделения пакетов, причем этикетки практически диаметрально противоположны указанным запечатанным боковым краям в трубчатой конфитурации.9. Устройство для производства этикетированных пакетов, содержащее перемещаемый носитель, имеющий наружную поверхность или поверхности, на которых с промежутками расПОЛОЖСНЪТ В направлении ПСрСМСЩСНИЯ НССКОЛЬКО МССТ ДЛЯ ОТДСЛЬНЫХ ЗТИКСТОК, И СрСДСТВО укладывания НИТКИ на НОСИГСЛЬ ПО траектории, продолжающейся поверх этикеток, причем на указанной наружной поверхности или поверхностях между соседними парами указанных мест расположены удерживающие элементы для размещения нитки в изогнутом рисунке, при этом устройство дополнительно содержит средС'ГВО ПрИКрСПЛСНИЯ НИТКИ К этикеткам, СрСДСТВО наложения полотна материала пакетов к этикеткам и нитке на указанной наружной поверхноС'ТИ ИЛИ ПОВСрХНОСТЯХ НОСИТСЛЯ И ПрИКрСПЛСНИЯ К НИМ ПОЛОТНЗ.10. Устройство по п.9, отличающееся тем,ЧТО УДСрЯШВЗЮЩИС ЗЛСМСНТЫ ВЫСТУПЗЮТ ОТ НОсителя для взаимодействия с ниткой, причем имеются средства для перемещения, по меньшей мере, одного из упомянутых элементов вбок от траектории ъштки для укладывания нитки в изогнутом рисунке на носителе в упомянутых промежутках между этикетками.11. Устройство по п.9, отличающееся тем,что содержит направляющую, через которую нитку подают к носителю, средство перемещения указанной направляющей на пути, который проходят удерживающие элементы на носителе ДЛЯ УКЛЗДЬТВЗНИЯ НИТКИ на УПОМЯНУТЬТС ЗЛСМСНты для удержания ее в изогнутом рисунке.
МПК / Метки
МПК: B31D 1/02, B65B 29/04, B65D 81/00
Метки: этикетированные, пакеты, производство
Код ссылки
<a href="https://eas.patents.su/7-293-etiketirovannye-pakety-i-ih-proizvodstvo.html" rel="bookmark" title="База патентов Евразийского Союза">Этикетированные пакеты и их производство</a>