Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет
Номер патента: 11134
Опубликовано: 30.12.2008
Авторы: Простак Владимир Дмитриевич, Лукашевич Сергей Федорович, Кайрович Чеслав Альбинович, Филипчик Виктор Константинович
Формула / Реферат
1. Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет, при котором на стол пакетоформирующего устройства подают первый радиатор, смещают его в направлении, перпендикулярном вертикальной оси секции радиатора, на расстояние, равное 1/4 ширины секции радиатора, и фиксируют, затем последовательно подают последующие радиаторы, причем каждый следующий радиатор подают, не допуская его смещения в направлении, перпендикулярном вертикальной оси секции радиатора, относительно первоначального положения предыдущего радиатора до момента его контакта с предыдущим радиатором, а после укладки заданного количества радиаторов пакет увязывают.
2. Способ по п.1, отличающийся тем, что подают радиаторы, имеющие одинаковое количество секций, а после подачи первого радиатора подают радиатор, имеющий меньшее количество секций.

Текст
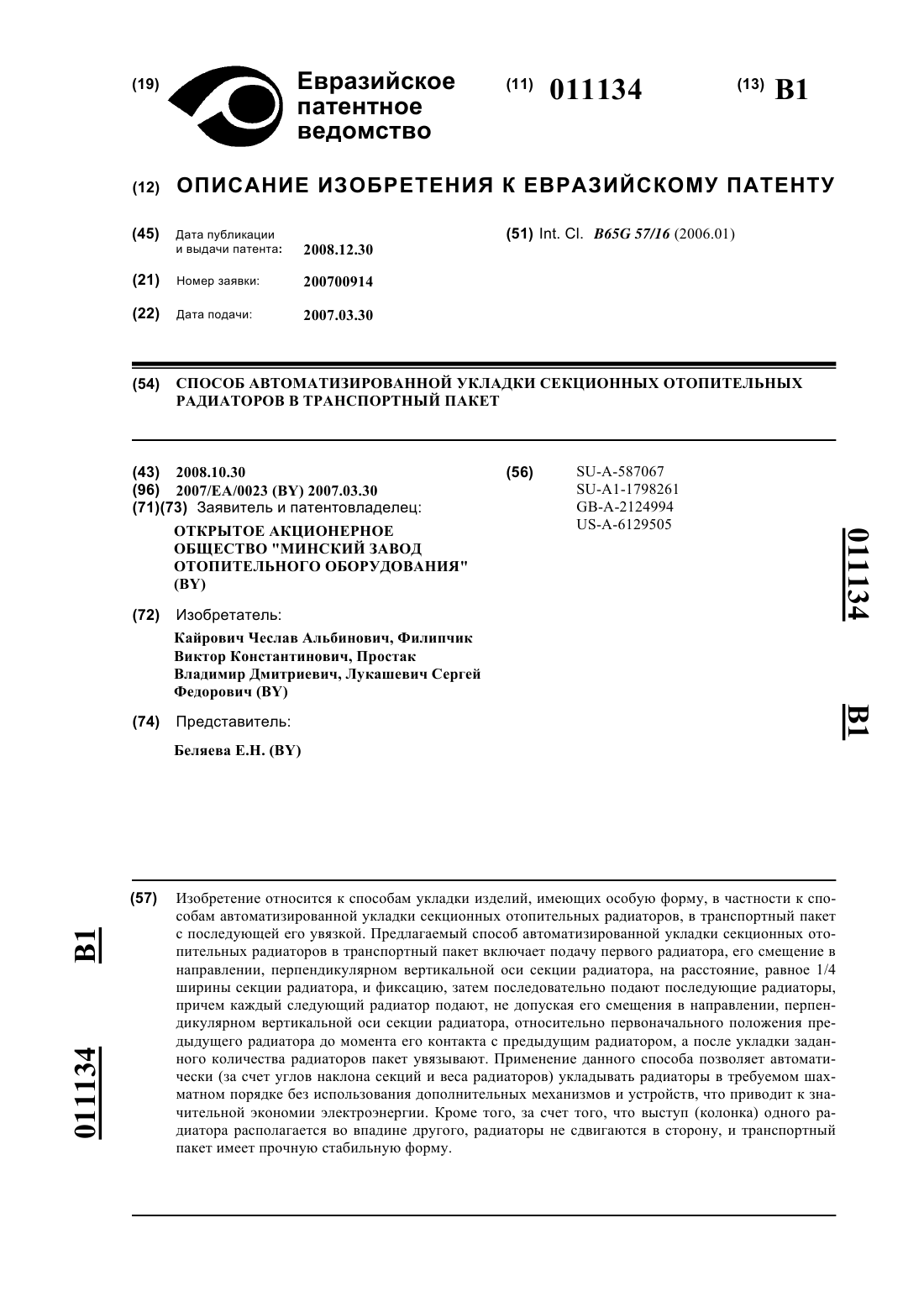
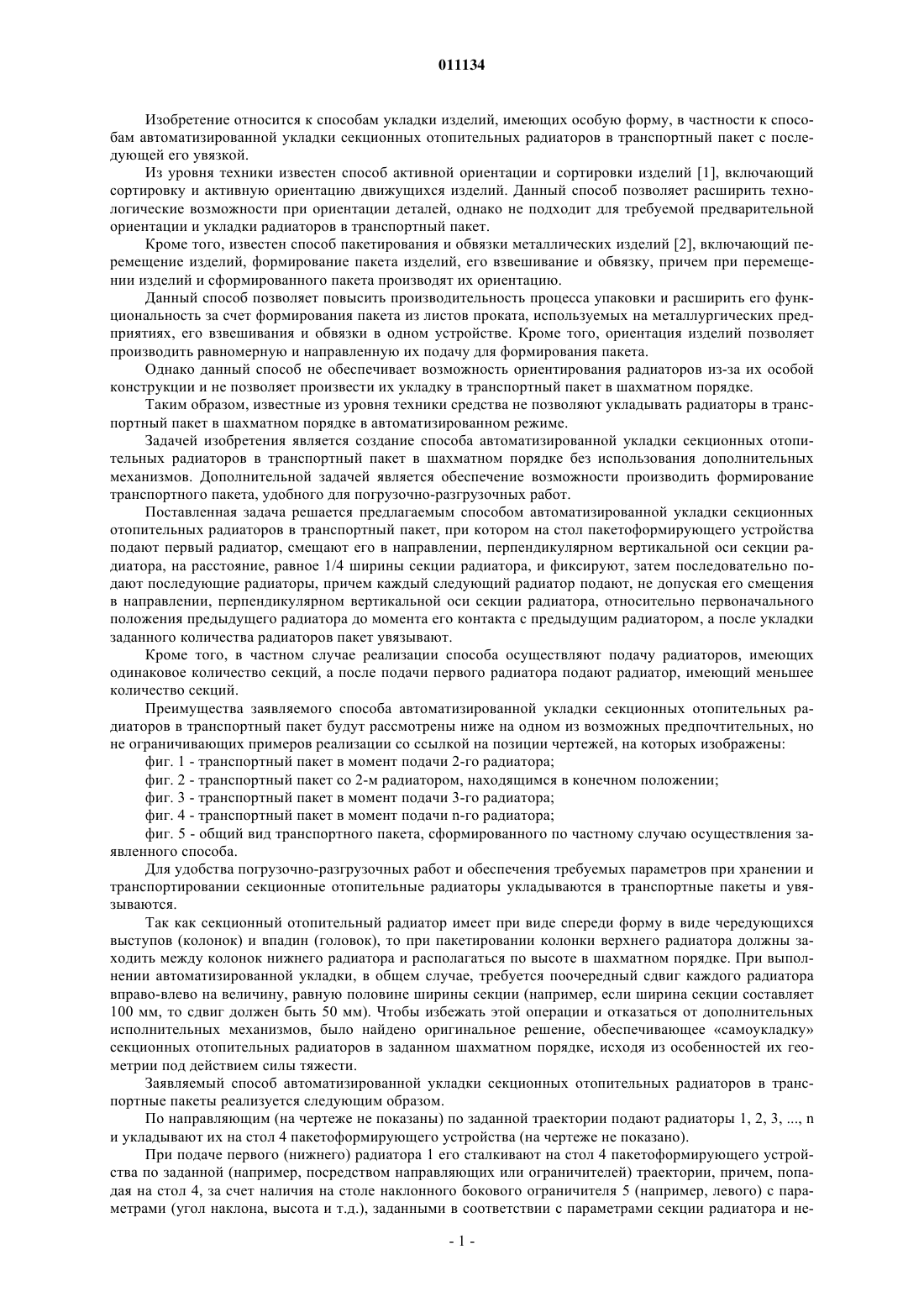
011134 Изобретение относится к способам укладки изделий, имеющих особую форму, в частности к способам автоматизированной укладки секционных отопительных радиаторов в транспортный пакет с последующей его увязкой. Из уровня техники известен способ активной ориентации и сортировки изделий [1], включающий сортировку и активную ориентацию движущихся изделий. Данный способ позволяет расширить технологические возможности при ориентации деталей, однако не подходит для требуемой предварительной ориентации и укладки радиаторов в транспортный пакет. Кроме того, известен способ пакетирования и обвязки металлических изделий [2], включающий перемещение изделий, формирование пакета изделий, его взвешивание и обвязку, причем при перемещении изделий и сформированного пакета производят их ориентацию. Данный способ позволяет повысить производительность процесса упаковки и расширить его функциональность за счет формирования пакета из листов проката, используемых на металлургических предприятиях, его взвешивания и обвязки в одном устройстве. Кроме того, ориентация изделий позволяет производить равномерную и направленную их подачу для формирования пакета. Однако данный способ не обеспечивает возможность ориентирования радиаторов из-за их особой конструкции и не позволяет произвести их укладку в транспортный пакет в шахматном порядке. Таким образом, известные из уровня техники средства не позволяют укладывать радиаторы в транспортный пакет в шахматном порядке в автоматизированном режиме. Задачей изобретения является создание способа автоматизированной укладки секционных отопительных радиаторов в транспортный пакет в шахматном порядке без использования дополнительных механизмов. Дополнительной задачей является обеспечение возможности производить формирование транспортного пакета, удобного для погрузочно-разгрузочных работ. Поставленная задача решается предлагаемым способом автоматизированной укладки секционных отопительных радиаторов в транспортный пакет, при котором на стол пакетоформирующего устройства подают первый радиатор, смещают его в направлении, перпендикулярном вертикальной оси секции радиатора, на расстояние, равное 1/4 ширины секции радиатора, и фиксируют, затем последовательно подают последующие радиаторы, причем каждый следующий радиатор подают, не допуская его смещения в направлении, перпендикулярном вертикальной оси секции радиатора, относительно первоначального положения предыдущего радиатора до момента его контакта с предыдущим радиатором, а после укладки заданного количества радиаторов пакет увязывают. Кроме того, в частном случае реализации способа осуществляют подачу радиаторов, имеющих одинаковое количество секций, а после подачи первого радиатора подают радиатор, имеющий меньшее количество секций. Преимущества заявляемого способа автоматизированной укладки секционных отопительных радиаторов в транспортный пакет будут рассмотрены ниже на одном из возможных предпочтительных, но не ограничивающих примеров реализации со ссылкой на позиции чертежей, на которых изображены: фиг. 1 - транспортный пакет в момент подачи 2-го радиатора; фиг. 2 - транспортный пакет со 2-м радиатором, находящимся в конечном положении; фиг. 3 - транспортный пакет в момент подачи 3-го радиатора; фиг. 4 - транспортный пакет в момент подачи n-го радиатора; фиг. 5 - общий вид транспортного пакета, сформированного по частному случаю осуществления заявленного способа. Для удобства погрузочно-разгрузочных работ и обеспечения требуемых параметров при хранении и транспортировании секционные отопительные радиаторы укладываются в транспортные пакеты и увязываются. Так как секционный отопительный радиатор имеет при виде спереди форму в виде чередующихся выступов (колонок) и впадин (головок), то при пакетировании колонки верхнего радиатора должны заходить между колонок нижнего радиатора и располагаться по высоте в шахматном порядке. При выполнении автоматизированной укладки, в общем случае, требуется поочередный сдвиг каждого радиатора вправо-влево на величину, равную половине ширины секции (например, если ширина секции составляет 100 мм, то сдвиг должен быть 50 мм). Чтобы избежать этой операции и отказаться от дополнительных исполнительных механизмов, было найдено оригинальное решение, обеспечивающее самоукладку секционных отопительных радиаторов в заданном шахматном порядке, исходя из особенностей их геометрии под действием силы тяжести. Заявляемый способ автоматизированной укладки секционных отопительных радиаторов в транспортные пакеты реализуется следующим образом. По направляющим (на чертеже не показаны) по заданной траектории подают радиаторы 1, 2, 3, , n и укладывают их на стол 4 пакетоформирующего устройства (на чертеже не показано). При подаче первого (нижнего) радиатора 1 его сталкивают на стол 4 пакетоформирующего устройства по заданной (например, посредством направляющих или ограничителей) траектории, причем, попадая на стол 4, за счет наличия на столе наклонного бокового ограничителя 5 (например, левого) с параметрами (угол наклона, высота и т.д.), заданными в соответствии с параметрами секции радиатора и не-1 011134 обходимым смещением, радиатор 1 смещается в боковом направлении (например, вправо) на расстояние,равное 1/4 ширины секции радиатора (на 25 мм при ширине секции 100 мм). Следующий радиатор 2 сталкивают по той же траектории, что и первый, на уложенный на столе со смещением и зафиксированный нижний радиатор 1. Таким образом, вертикальная ось каждой секции верхнего радиатора 2 смещена на величину, равную 1/4 ширины секции радиатора (например, влево) относительно оси секций нижнего радиатора 1 (фиг. 1). Радиатор 2 подают по той же траектории, что и радиатор 1, т.е. не допуская его смещения в направлении, перпендикулярном вертикальной оси секции радиатора, относительно первоначального положения нижнего радиатора 1 до момента его контакта с нижним радиатором 1. Так как на выступах радиаторов имеются формовочные уклоны и ребра, то при касании верхнего радиатора 2 с нижним радиатором 1 и с учетом смещения нижнего радиатора 1 по этим уклонам радиатор 2 за счет своего веса соскальзывает еще на 1/4 ширины секции радиатора и оказывается смещенным на расстояние 1/2 ширины секции радиатора (например, в 50 мм слева), занимая требуемое положение в пакете (фиг. 2). При этом он оказывается смещенным на 1/4 ширины секции радиатора(например, влево) от следующего укладываемого радиатора 3, расположенного в направляющих (фиг. 3). При сталкивании следующего радиатора 3 (фиг. 3) ось каждой его секции смещена (например,вправо) на величину, равную 1/4 ширины секции радиатора от оси секций радиатора 2, за счет силы тяжести сдвигается в сторону (например, вправо) и занимает свое место в шахматном порядке в транспортном пакете и т.д. Цикл повторяется необходимое количество раз до полного формирования пакета. После сталкивания последнего радиатора n (фиг. 4) по вышеописанному принципу весь пакет увязывают. В частном случае осуществления способа подают радиаторы, имеющие одинаковое количество секций, а вторым подают радиатор 6 (фиг. 5), имеющий меньшее количество секций, за счет чего в транспортном пакете образуется симметричный уступ для удобства погрузочно-разгрузочных работ вилочным погрузчиком или чалками, причем радиатор 6, как и остальные радиаторы, также располагается в транспортном пакете в шахматном порядке. Применение данного способа позволяет автоматически (за счет углов наклона секций и веса радиаторов) укладывать радиаторы в требуемом шахматном порядке относительно соседних радиаторов без использования дополнительных механизмов и устройств, что приводит к значительной экономии электроэнергии. Кроме того, за счет того, что выступ (колонка) одного радиатора располагается во впадине другого, радиаторы не сдвигаются в сторону, и транспортный пакет имеет прочную стабильную форму. А за счет того, что все радиаторы транспортного пакета имеют одинаковое количество секций за исключением второго снизу, который имеет меньшее количество секций, в транспортном пакете образуется симметричный уступ для удобства погрузочно-разгрузочных работ вилочным погрузчиком или чалками. Литература 1. RU 2130419 C1, опубл. 20.05.1999. 2. RU 2121948 C1, опубл. 20.11.1998. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет, при котором на стол пакетоформирующего устройства подают первый радиатор, смещают его в направлении, перпендикулярном вертикальной оси секции радиатора, на расстояние, равное 1/4 ширины секции радиатора, и фиксируют, затем последовательно подают последующие радиаторы, причем каждый следующий радиатор подают, не допуская его смещения в направлении, перпендикулярном вертикальной оси секции радиатора, относительно первоначального положения предыдущего радиатора до момента его контакта с предыдущим радиатором, а после укладки заданного количества радиаторов пакет увязывают. 2. Способ по п.1, отличающийся тем, что подают радиаторы, имеющие одинаковое количество секций, а после подачи первого радиатора подают радиатор, имеющий меньшее количество секций.
МПК / Метки
МПК: B65G 57/16
Метки: радиаторов, способ, пакет, автоматизированной, секционных, отопительных, транспортный, укладки
Код ссылки
<a href="https://eas.patents.su/4-11134-sposob-avtomatizirovannojj-ukladki-sekcionnyh-otopitelnyh-radiatorov-v-transportnyjj-paket.html" rel="bookmark" title="База патентов Евразийского Союза">Способ автоматизированной укладки секционных отопительных радиаторов в транспортный пакет</a>
Система и способ автоматизированной записи речи с использованием двух экземпляров преобразования речи и автоматизированной коррекции
Номер патента: 4352
Опубликовано: 29.04.2004
Авторы: Флинн Томас П., Квин Чарльз, Кан Джонатан
МПК: G10L 15/26
Метки: способ, коррекции, автоматизированной, речи, записи, преобразования, использованием, система, двух, экземпляров
Формула / Реферат:
1. Система для автоматизации услуг по записи речи для одного или нескольких речевых пользователей, содержащая средство для приема файла речевого ввода от текущего пользователя, причем упомянутый текущий пользователь является одним из упомянутых одного или нескольких речевых пользователей, первое средство для автоматического преобразования упомянутого файла речевого ввода в первый письменный текст, причем упомянутое первое средство...
Пластиковый пакет с боковыми складками и способ его изготовления
Номер патента: 3541
Опубликовано: 26.06.2003
Автор: Симхае Ибрахим
МПК: B65D 33/02
Метки: боковыми, пластиковый, пакет, способ, складками, изготовления
Формула / Реферат:
1. Пластиковый пакет типа "майка", содержащий рукав из пластиковой пленки с боковыми складками, каждая из которых имеет внутренний сгиб, линию шва на дне пакета, пересекающую указанные внутренние сгибы, и ручки, выполненные в частях пакета, заложенных в складки, с усовершенствованием, которое заключается в том, что к дну пакета приклеивают, по меньшей мере, одну ленту, проходящую, по меньшей мере, поперек одного из указанных внутренних...
Передвижное устройство для укладки под водой линии трубопровода или связи в траншею (варианты) и способ укладки под водой линии трубопровода или связи в траншею
Номер патента: 7692
Опубликовано: 29.12.2006
Авторы: Фонтолан Массимо, Джованнини Умберто
МПК: E02F 5/12, B63B 35/03, E02F 5/10...
Метки: укладки, способ, варианты, связи, трубопровода, устройство, передвижное, водой, линии, траншею
Формула / Реферат:
1. Передвижное устройство для укладки под водой линии трубопровода или связи в траншею, отличающееся тем, что оно содержит передвижную базовую станцию, средство дробления грунта в зоне, примыкающей к указанной линии, включающее движущиеся части для разрушения грунта механическим путем, соединенное с передвижной базовой станцией, по меньшей мере один узел выемки грунта, соединенный с передвижной базовой станцией и установленный с возможностью...
Способ укладки облучателя параболической антенны и гидромеханическое устройство для его реализации
Номер патента: 4364
Опубликовано: 29.04.2004
Авторы: Горохов Сергей Юрьевич, Кубасов Михаил Николаевич, Бабарыкин Евгений Александрович, Волчков Владимир Александрович, Гончарук Игорь Анатольевич, Полынкин Юрий Анатольевич, Ботеновский Сергей Леонидович, Ращеня Николай Викторович, Ковиков Евгений Петрович, Конопляник Сергей Андреевич, Вищук Виктор Адамович
МПК: F15B 15/00, H01Q 1/32
Метки: укладки, устройство, параболической, реализации, облучателя, антенны, гидромеханическое, способ
Формула / Реферат:
1. Способ укладки облучателя параболической антенны радиолокационной станции, размещаемой на подвижном шасси, заключающийся в размещении облучателя параболической антенны в транспортное положение, отличающийся тем, что укладка облучателя параболической антенны вместе с несущей трубой в транспортное положение выполняется путем перемещения с вращением облучателя параболической антенны в трех плоскостях относительно плоскости рефлектора...
Пакет, способ его изготовления и заполнения жидкостью
Номер патента: 936
Опубликовано: 26.06.2000
Автор: Де Сэн-Совёр Ксавье
МПК: B65D 77/28, B65D 30/24
Метки: заполнения, изготовления, жидкостью, способ, пакет
Формула / Реферат:
1. Пакет для упаковывания жидкости, изготавливаемый с применением пластика, выполненного в виде пленки, содержащий герметичную камеру (30) для жидкости и карман (15, 33), примыкающий к этой камере (30), в котором размещена трубочка (21) для извлечения оттуда жидкости, причем предусмотрено средство (4) для обеспечения доступа внутрь упомянутого кармана (15, 33), а также отверстие (7), проходящее насквозь через часть стенки этого кармана (15, 33),...
Предыдущий патент: Замок с многоточечным запиранием
Следующий патент: Устройство имитации пламени для электрического камина
Случайный патент: Способ получения амидов пиразолкарбоновой кислоты