Способ обработки алюминиевого сплава, содержащего алюминий и кремний
Формула / Реферат
1. Способ обработки алюминиевого сплава, состоящего из
0,5-2,5 мас.% легирующей смеси магния и кремния, причем молярное соотношение Mg/Si составляет от 0,70 до 1,25,
дополнительного количества Si, равного 1/3 количества Fe, Mn и Сr в сплаве, выраженного в мас.%,
других легирующих добавок и неизбежных примесей и
остальной части, приходящейся на алюминий,
где указанный сплав после охлаждения подвергают гомогенизации, предварительному нагреву перед экструзией и старением, где старение проводят после экструзии как двухстадийную операцию до конечной температуры выдержки от 160 до 220шС, отличающийся тем, что на первой стадии старения продукт экструзии нагревают со скоростью нагревания, превышающей 100ш/ч, до температуры от 100 до 170шС, а на второй стадии старения продукт экструзии нагревают со скоростью нагревания от 5 до 50ш/ч до конечной температуры выдержки и весь цикл старения осуществляют за время от 3 до 24 ч.
2. Способ по п.1, отличающийся тем, что сплав содержит от 0,60 до 1,10 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F19-F22.
3. Способ по п.1, отличающийся тем, что сплав содержит от 0,80 до 1,40 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F25-F27.
4. Способ по п.1, отличающийся тем, что сплав содержит от 1,10 до 1,80 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F29-F31.
5. Способ по п.2, отличающийся тем, что сплав содержит от 0,60 до 0,80 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F19 (185-220 МПа).
6. Способ по п.2, отличающийся тем, что сплав содержит от 0,70 до 0,90 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F22 (215-250 МПа).
7. Способ по п.3, отличающийся тем, что сплав содержит от 0,85 до 1,15 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F25 (245-270 МПа).
8. Способ по п.3, отличающийся тем, что сплав содержит от 0,95 до 1,25 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F27 (265-290 МПа).
9. Способ по п.4, отличающийся тем, что сплав содержит от 1,10 до 1,40 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F29 (285-310 МПа).
10. Способ по п.4, отличающийся тем, что сплав содержит от 1,20 до 1,55 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F31 (305-330 МПа).
11. Способ по любому из пп.1-10, отличающийся тем, что конечная температура старения составляет, по меньшей мере, 165шС.
12. Способ по любому из пп.1-11, отличающийся тем, что конечная температура старения составляет самое большее 205шС.
13. Способ по любому из пп.1-12, отличающийся тем, что на второй стадии нагревания скорость нагревания составляет, по меньшей мере, 7шС/ч.
14. Способ по любому из пп.1-13, отличающийся тем, что в конце первой стадии нагревания температура составляет от 130 до 160шС.
15. Способ по любому из пп.1-14, отличающийся тем, что общее время старения составляет по меньшей мере 5 ч.
16. Способ по любому из пп.1-15, отличающийся тем, что во время предварительного нагревания перед экструзией сплав нагревают до температуры от 510 до 550шС, после чего сплав охлаждают до нормальных температур экструзии.
Текст
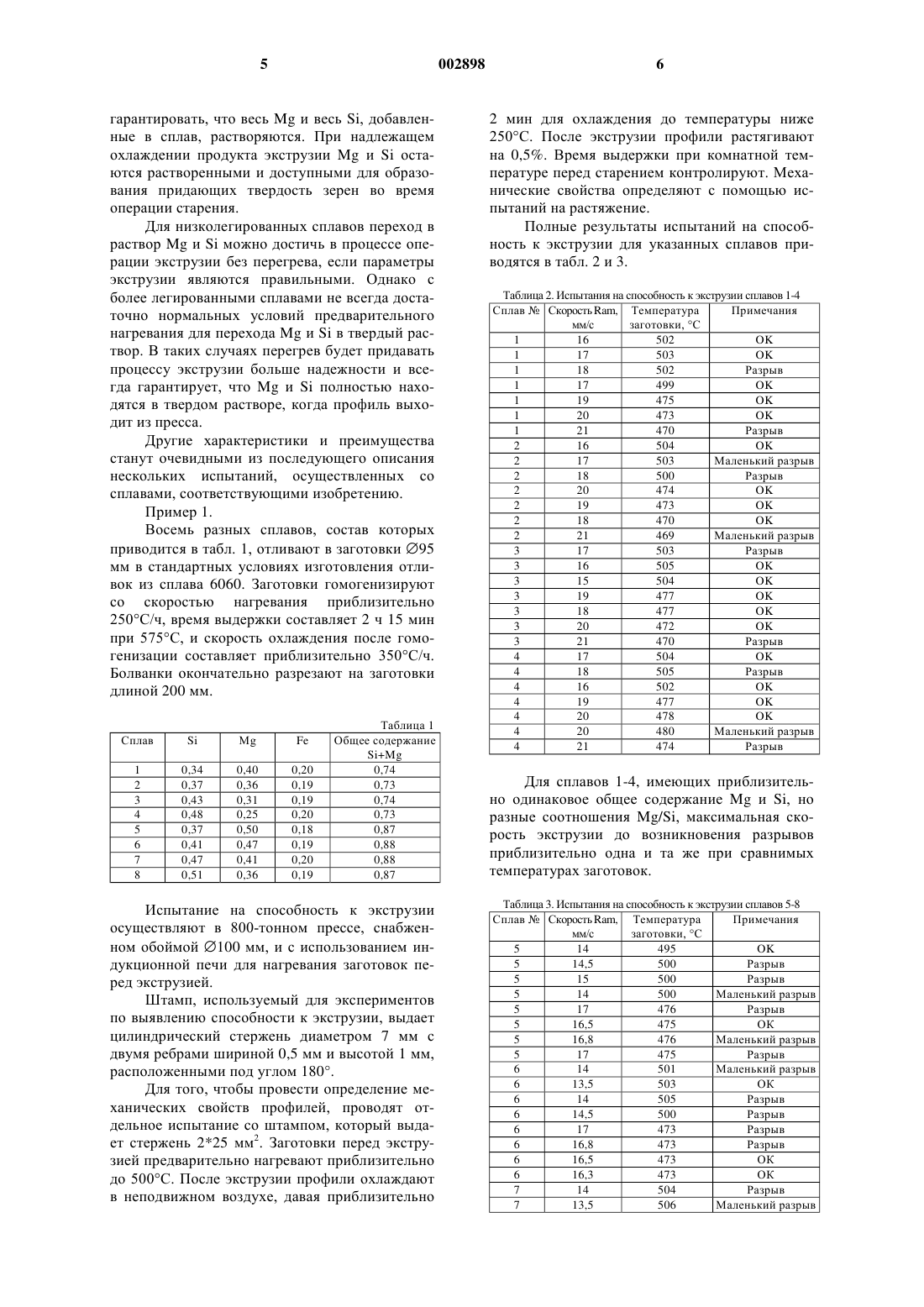
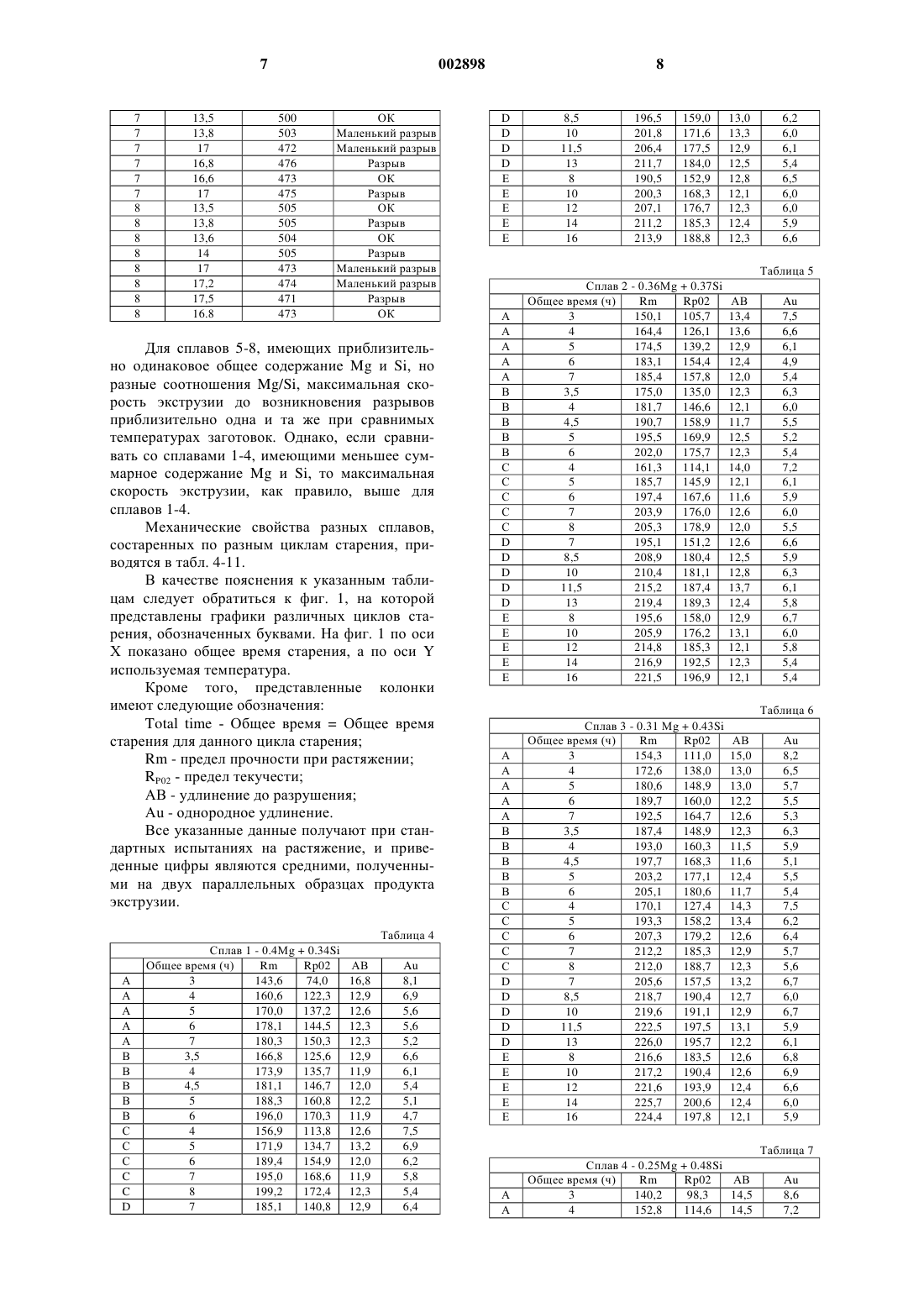
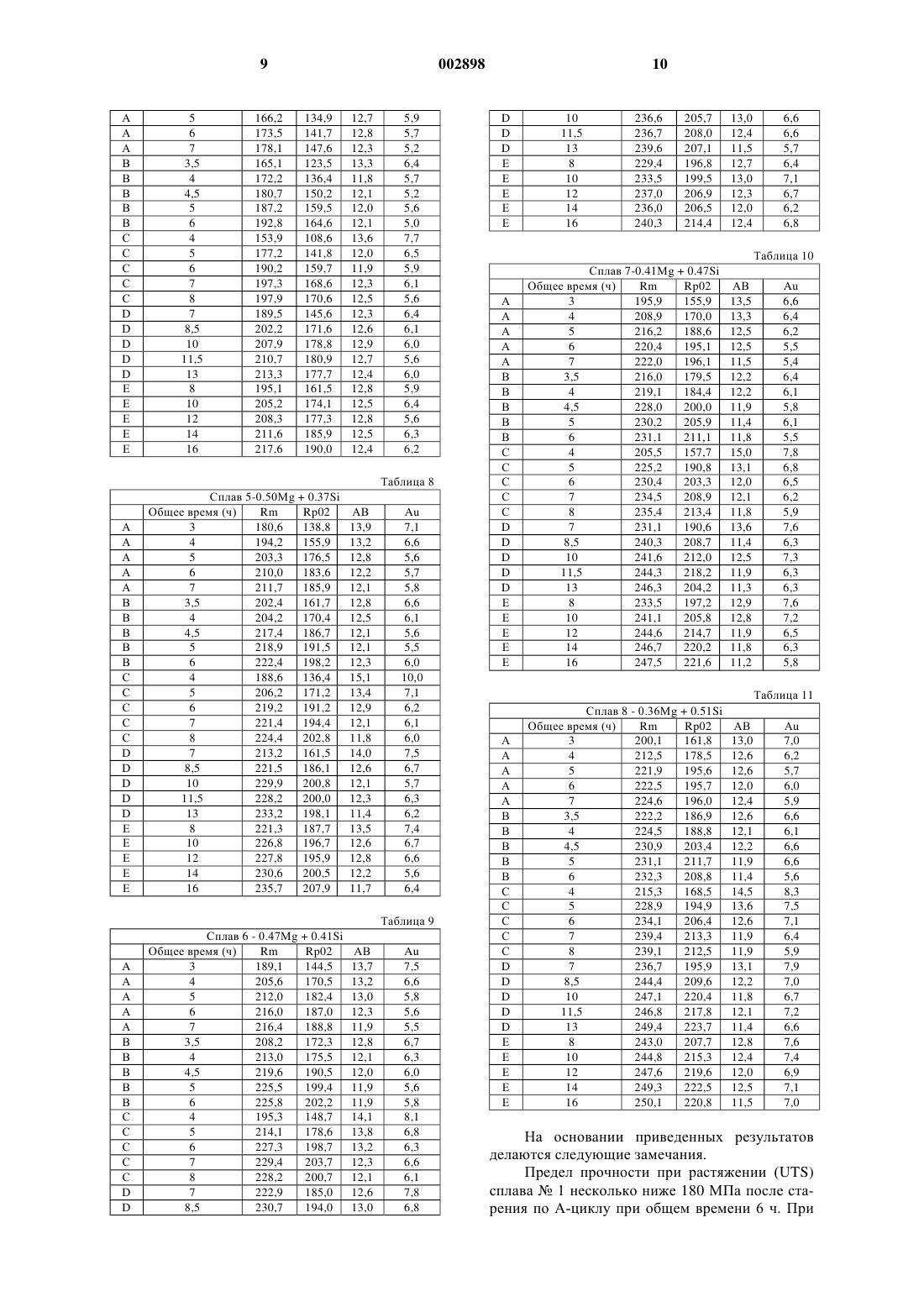
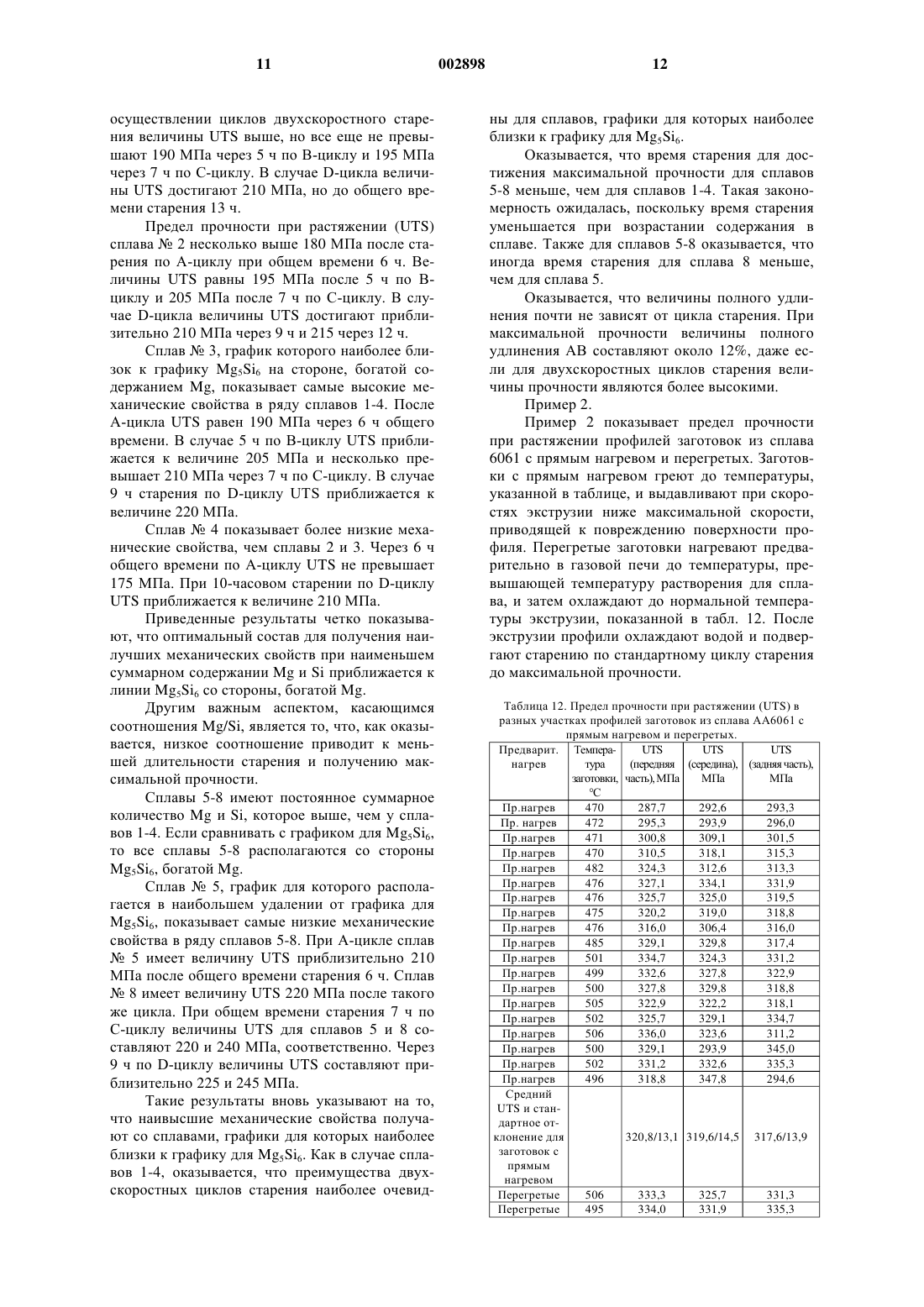
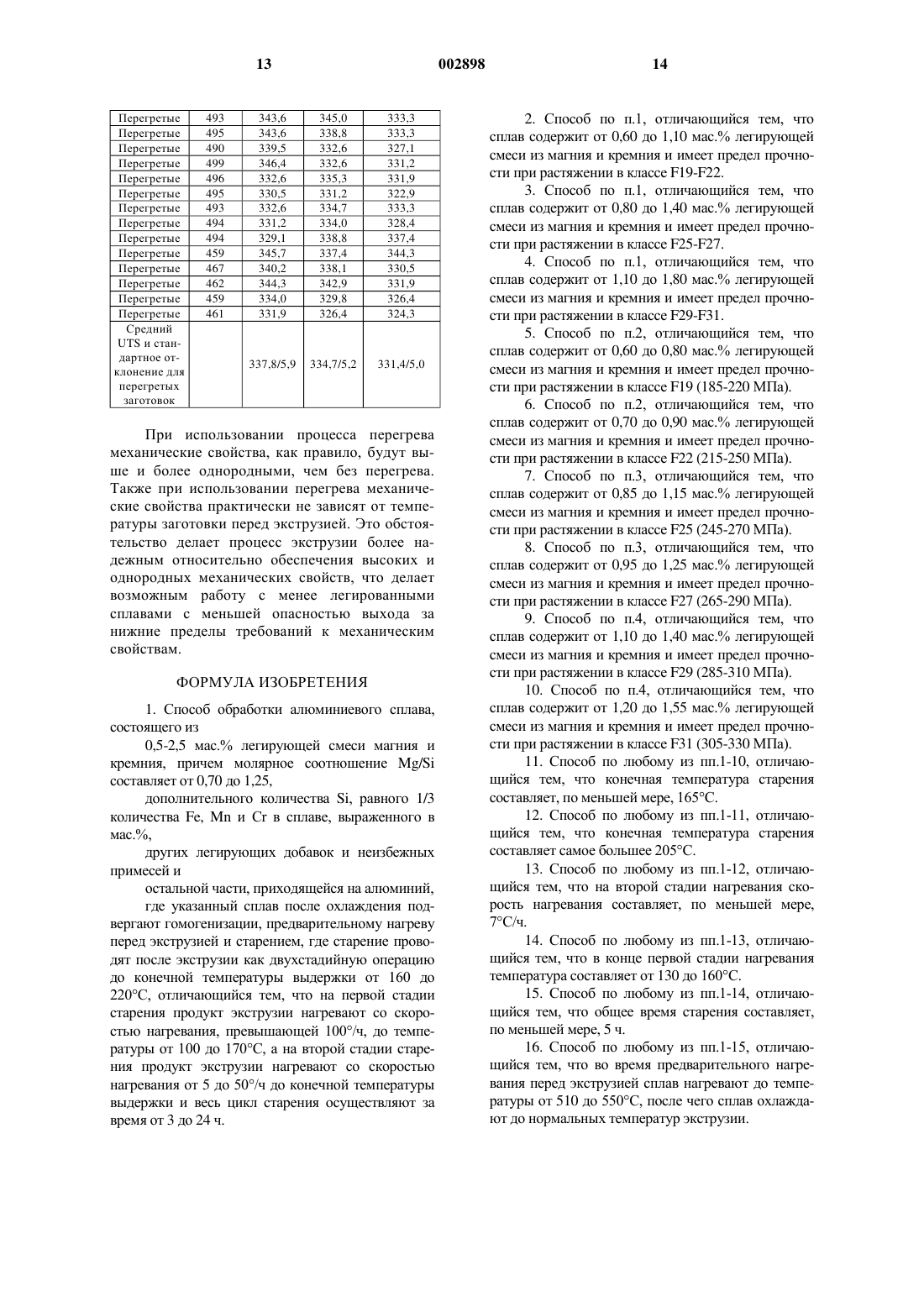
1 Изобретение относится к способу обработки алюминиевого сплава, состоящего из 0,5-2,5 мас.% легирующей смеси магния и кремния, причем молярное соотношение Mg/Si составляет от 0,70 до 1,25,дополнительного количества Si, равного 1/3 количества Fе, Мn и Сr в сплаве, выраженного в мас.%,других легирующих добавок и неизбежных примесей, и остальной части, приходящейся на алюминий,где указанный сплав после охлаждения подвергают гомогенизации, предварительному нагреву перед экструзией и старением, где старение проводят после экструзии как двухстадийную операцию старения до конечной температуры выдержки от 160 до 220 С. Способ такого типа описан в WO 95.06759. Согласно указанной публикации, старение осуществляют при температуре от 150 до 200 С, и скорость нагревания составляет от 10 до 100C/ч, предпочтительно от 10 до 70 С/ч. Описывается другая двухстадийная схема нагревания, где для получения общей скорости нагревания в указанном выше интервале предлагается температура выдержки в интервале от 80 до 140 С. Известно, что более высокое содержаниеMg и Si оказывает положительное влияние на механические свойства конечного продукта, в то время как это же обстоятельство имеет отрицательное влияние на способность к экструзии алюминиевого сплава. Ранее предполагалось,что повышающая твердость фаза в сплаве AlMg-Si имеет состав, близкий к Mg2Si. Однако также известно, что избыток Si приводит к улучшению механических свойств. Более поздние эксперименты показали, что последовательность выделения фаз является достаточно сложной, и что, за исключением равновесной фазы, участвующие в этом процессе фазы не имеют стехиометрического соотношения Mg2Si. В работе S.J. Anderstn et al., Actamater., Vol. 46, No. 9, p. 3283-3298, 1998, сделано предположение, что одна из повышающих твердость фаз в сплавах Al-Mg-Si имеет состав,близкий к Mg5Si6. Поэтому задача предлагаемого изобретения состоит в создании способа обработки алюминиевого сплава, в результате которого получается алюминиевый сплав с лучшими механическими свойствами и лучшей способностью к экструзии, при этом указанный сплав имеет минимальное содержание легирующих добавок, а общий состав, насколько это возможно, приближается к составу традиционных алюминиевых сплавов. Указанная задача решается благодаря тому, что старение включает первую стадию, на которой продукт экструзии нагревают со скоростью нагрева свыше 100 С/ч до температуры от 100 до 170 С, и вторую стадию, на 2 которой продукт экструзии нагревают со скоростью нагрева от 5 до 50 С/ч до конечной температуры выдержки, а также благодаря тому, что общий цикл старения осуществляют за период от 3 до 24 ч. Оптимальным соотношением Mg/Si является соотношение, при котором весь имеющийся в наличии Mg и весь Si переходят в фазыMg5Si6. Такое сочетание Mg и Si дает наивысшую механическую прочность с минимальным использованием легирующих добавок Mg и Si. Обнаружено, что максимальная скорость экструзии почти не зависит от соотношения Mg/Si. Следовательно, при оптимальном соотношенииMg/Si суммарное количество Mg и Si сводится к минимуму в силу определенных требований по прочности, и указанный сплав, таким образом,будет также обеспечивать наилучшую способность к экструзии. С использованием композиции согласно изобретению в сочетании с двухскоростной процедурой старения согласно изобретению, получают, что прочность и способность к экструзии являются максимальными при минимальном общем времени старения. Кроме фазы Mg5Si6 существует также другая повышающая твердость фаза, содержащая больше Mg, по сравнению с фазой Mg5Si6. Однако, указанная фаза неэффективна и не способствует такому повышению механической прочности, как фаза Mg5Si6. На богатой Si стороне фазы Mg5Si6 наиболее вероятно отсутствие повышающей твердость фазы, и соотношенияMg/Si менее 5/6 не будут благоприятными. Положительное влияние на механическую прочность двухскоростной процедуры старения можно объяснить тем фактом, что продленное время действия низкой температуры, как правило, усиливает образование зерен Mg-Si с большей плотностью. Если всю операцию старения выполнять при такой температуре, общее время старения будет выходить за рамки практических пределов и производительность печей для старения будет слишком низкой. При постепенном повышении температуры до конечной температуры старения большое число зерен, зародившихся при низкой температуре, будет продолжать расти. Результатом станет большое число зерен и величина механической прочности, связываемые с низкотемпературным старением, но при значительно меньшем общем времени старения. Двухстадийное старение улучшает механическую прочность, но при быстром нагревании от первой температуры выдержки до второй температуры выдержки существует значительный риск обратного восстановления самых мелких зерен при более низком числе повышающих твердость зерен, и, таким образом, в результате- меньшей механической прочности. Другим преимуществом процедуры двухскоростного старения, по сравнению с обычным старением и также двухстадийным старением, является то, 3 что медленная скорость нагревания будет гарантировать лучшее распределение температуры в загрузке. Температурная предыстория выдавленных профилей в загрузке почти не будет зависеть от величины загрузки, плотности укладки и толщины стенок выдавленных профилей. Результатом будут механические свойства,более однородные, чем при процедурах старения других типов. По сравнению с процедурой старения,описанной в патенте WO 95.06759, где нагревание с малой скоростью начинается с комнатной температуры, процедура двухскоростного старения будет снижать общее время старения за счет применения нагревания с высокой скоростью от комнатной температуры до температуры от 100 до 170 С. При нагревании с малой скоростью, начиная с промежуточной температуры, полученная прочность будет почти такой же высокой, как и в случае медленного нагревания, начиная с комнатной температуры. В общий объем изобретения включена возможность использования различных композиций в зависимости от предусмотренного класса прочности. Так, например, когда нужен алюминиевый сплав с пределом прочности при растяжении в классе F19-F22, количество легирующей смеси из магния и кремния будет составлять от 0,60 до 1,10 мас.%. В случае сплава с пределом прочности при растяжении в классе F25-F27 возможно использование алюминиевого сплава, содержащего от 0,80 до 1,40 мас.% легирующей смеси из магния и кремния, и в случае сплава с пределом прочности при растяжении в классе F29-F31 возможно использование алюминиевого сплава,содержащего от 1,10 до 1,80 мас.% легирующей смеси из магния и кремния. Предпочтительно, и это включено в изобретение, получать предел прочности при растяжении в классе F19 (185-220 МПа) с помощью сплава, содержащего от 0,60 до 0,80 мас.% легирующей смеси, предел прочности при растяжении в классе F22 (215-250 МПа) - с помощью сплава, содержащего от 0,70 до 0,90 мас.% легирующей смеси, предел прочности при растяжении в классе F25 (245-270 МПа) - с помощью сплава, содержащего от 0,85 до 1,15 мас.% легирующей смеси, предел прочности при растяжении в классе F27 (265-290 МПа) - с помощью сплава, содержащего от 0,95 до 1,25 мас.% легирующей смеси, предел прочности при растяжении в классе F29 (285-310 МПа) - с помощью сплава, содержащего от 1,10 до 1,40 мас.% легирующей смеси, и предел прочности при растяжении в классе F31 (305-330 МПа) - с помощью сплава, содержащего от 1,20 до 1,55 мас.% легирующей смеси. При добавлении меди, содержание которой, как эмпирическое правило, повышает механическую прочность на 10 МПа на каждые 0,10 мас.% Сu, общее количество Mg и Si можно 4 уменьшить, и все еще сохранится соответствие классу прочности более высокому, чем могло бы дать добавление одних Mg и Si. По причине, описанной выше, предпочтительно, чтобы молярное соотношение Mg/Si составляло от 0,75 до 1,25, предпочтительнее от 0,8 до 1,0. В предпочтительном варианте осуществления изобретения конечная температура старения составляет, по меньшей мере, 165 С, и предпочтительнее, температура старения составляет самое большее 205 С. При использовании таких предпочтительных температур было обнаружено, что механическая прочность максимальна, в то время как общее время старения остается в разумных пределах. Для того, чтобы уменьшить общее время старения при двухскоростной операции старения, предпочтительно осуществлять первую стадию нагревания при возможно высокой скорости нагревания, достижение которой зависит от имеющегося оборудования. Поэтому на первой стадии нагревания предпочтительно использовать скорость нагревания, по меньшей мере, 100 С/ч. На второй стадии нагревания скорость нагревания должна быть оптимизирована с точки зрения общей эффективности по времени и конечного качества сплава. По этой причине предпочтительно, чтобы вторая скорость нагревания составляла, по меньшей мере, 7 С/ч и самое большее 30 С/ч. При скоростях нагревания ниже 7 С/ч общее время старения в результате будет большим при низкой производительности печей для старения, а при скоростях нагревания выше 30 С/ч механические свойства будут ниже желательных. Предпочтительно, первая стадия нагревания будет заканчиваться при значениях от 130 до 160 С, и при указанных температурах существует выделение фазы Mg5Si6, достаточное для получения высокой механической прочности сплава. Более низкая конечная температура первой стадии будет, как правило, приводить к повышенному общему времени старения. Предпочтительно, общее время старения составляет самое большее 12 ч. Для того, чтобы получить продукт экструзии, в котором почти весь Mg и Si перед операцией старения находится в твердом растворе,важно регулировать параметры во время экструзии и охлаждения после экструзии. В случае верных параметров нужный результат можно получить с помощью обычного предварительного нагревания. Однако, использование так называемого способа с перегревом, описанного в ЕР 0302623, представляющего собой операцию предварительного нагревания, где сплав нагревают до температуры от 510 до 560 С во время операции предварительного нагревания перед экструзией, после которой заготовки охлаждают до нормальных температур экструзии, будет гарантировать, что весь Mg и весь Si, добавленные в сплав, растворяются. При надлежащем охлаждении продукта экструзии Mg и Si остаются растворенными и доступными для образования придающих твердость зерен во время операции старения. Для низколегированных сплавов переход в раствор Mg и Si можно достичь в процессе операции экструзии без перегрева, если параметры экструзии являются правильными. Однако с более легированными сплавами не всегда достаточно нормальных условий предварительного нагревания для перехода Mg и Si в твердый раствор. В таких случаях перегрев будет придавать процессу экструзии больше надежности и всегда гарантирует, что Mg и Si полностью находятся в твердом растворе, когда профиль выходит из пресса. Другие характеристики и преимущества станут очевидными из последующего описания нескольких испытаний, осуществленных со сплавами, соответствующими изобретению. Пример 1. Восемь разных сплавов, состав которых приводится в табл. 1, отливают в заготовки 95 мм в стандартных условиях изготовления отливок из сплава 6060. Заготовки гомогенизируют со скоростью нагревания приблизительно 250 С/ч, время выдержки составляет 2 ч 15 мин при 575 С, и скорость охлаждения после гомогенизации составляет приблизительно 350 С/ч. Болванки окончательно разрезают на заготовки длиной 200 мм. Сплав Испытание на способность к экструзии осуществляют в 800-тонном прессе, снабженном обоймой 100 мм, и с использованием индукционной печи для нагревания заготовок перед экструзией. Штамп, используемый для экспериментов по выявлению способности к экструзии, выдает цилиндрический стержень диаметром 7 мм с двумя ребрами шириной 0,5 мм и высотой 1 мм,расположенными под углом 180. Для того, чтобы провести определение механических свойств профилей, проводят отдельное испытание со штампом, который выдает стержень 225 мм 2. Заготовки перед экструзией предварительно нагревают приблизительно до 500 С. После экструзии профили охлаждают в неподвижном воздухе, давая приблизительно 6 2 мин для охлаждения до температуры ниже 250 С. После экструзии профили растягивают на 0,5%. Время выдержки при комнатной температуре перед старением контролируют. Механические свойства определяют с помощью испытаний на растяжение. Полные результаты испытаний на способность к экструзии для указанных сплавов приводятся в табл. 2 и 3. Таблица 2. Испытания на способность к экструзии сплавов 1-4 СплавСкорость Ram, Температура Примечания мм/c заготовки, С 1 16 502 Для сплавов 1-4, имеющих приблизительно одинаковое общее содержание Mg и Si, но разные соотношения Mg/Si, максимальная скорость экструзии до возникновения разрывов приблизительно одна и та же при сравнимых температурах заготовок. Таблица 3. Испытания на способность к экструзии сплавов 5-8 СплавСкорость Ram, Температура Примечания мм/с заготовки, С 5 14 495 ОК Маленький разрыв Маленький разрыв Разрыв ОК Разрыв ОК Разрыв ОК Разрыв Маленький разрыв Маленький разрыв Разрыв ОК Для сплавов 5-8, имеющих приблизительно одинаковое общее содержание Mg и Si, но разные соотношения Mg/Si, максимальная скорость экструзии до возникновения разрывов приблизительно одна и та же при сравнимых температурах заготовок. Однако, если сравнивать со сплавами 1-4, имеющими меньшее суммарное содержание Mg и Si, то максимальная скорость экструзии, как правило, выше для сплавов 1-4. Механические свойства разных сплавов,состаренных по разным циклам старения, приводятся в табл. 4-11. В качестве пояснения к указанным таблицам следует обратиться к фиг. 1, на которой представлены графики различных циклов старения, обозначенных буквами. На фиг. 1 по оси Х показано общее время старения, а по оси Y используемая температура. Кроме того, представленные колонки имеют следующие обозначения:Total time - Общее время = Общее время старения для данного цикла старения;Rm - предел прочности при растяжении;RP02 - предел текучести; АВ - удлинение до разрушения; Аu - однородное удлинение. Все указанные данные получают при стандартных испытаниях на растяжение, и приведенные цифры являются средними, полученными на двух параллельных образцах продукта экструзии. Таблица 4 На основании приведенных результатов делаются следующие замечания. Предел прочности при растяжении (UTS) сплава 1 несколько ниже 180 МПа после старения по А-циклу при общем времени 6 ч. При 11 осуществлении циклов двухскоростного старения величины UTS выше, но все еще не превышают 190 МПа через 5 ч по В-циклу и 195 МПа через 7 ч по С-циклу. В случае D-цикла величины UTS достигают 210 МПа, но до общего времени старения 13 ч. Предел прочности при растяжении (UTS) сплава 2 несколько выше 180 МПа после старения по А-циклу при общем времени 6 ч. Величины UTS равны 195 МПа после 5 ч по Вциклу и 205 МПа после 7 ч по С-циклу. В случае D-цикла величины UTS достигают приблизительно 210 МПа через 9 ч и 215 через 12 ч. Сплав 3, график которого наиболее близок к графику Mg5Si6 на стороне, богатой содержанием Mg, показывает самые высокие механические свойства в ряду сплавов 1-4. После А-цикла UTS равен 190 МПа через 6 ч общего времени. В случае 5 ч по В-циклу UTS приближается к величине 205 МПа и несколько превышает 210 МПа через 7 ч по С-циклу. В случае 9 ч старения по D-циклу UTS приближается к величине 220 МПа. Сплав 4 показывает более низкие механические свойства, чем сплавы 2 и 3. Через 6 ч общего времени по А-циклу UTS не превышает 175 МПа. При 10-часовом старении по D-циклуUTS приближается к величине 210 МПа. Приведенные результаты четко показывают, что оптимальный состав для получения наилучших механических свойств при наименьшем суммарном содержании Mg и Si приближается к линии Mg5Si6 со стороны, богатой Mg. Другим важным аспектом, касающимся соотношения Mg/Si, является то, что, как оказывается, низкое соотношение приводит к меньшей длительности старения и получению максимальной прочности. Сплавы 5-8 имеют постоянное суммарное количество Mg и Si, которое выше, чем у сплавов 1-4. Если сравнивать с графиком для Mg5Si6,то все сплавы 5-8 располагаются со стороныMg5Si6, богатой Mg. Сплав 5, график для которого располагается в наибольшем удалении от графика дляMg5Si6, показывает самые низкие механические свойства в ряду сплавов 5-8. При А-цикле сплав 5 имеет величину UTS приблизительно 210 МПа после общего времени старения 6 ч. Сплав 8 имеет величину UTS 220 МПа после такого же цикла. При общем времени старения 7 ч по С-циклу величины UTS для сплавов 5 и 8 составляют 220 и 240 МПа, соответственно. Через 9 ч по D-циклу величины UTS составляют приблизительно 225 и 245 МПа. Такие результаты вновь указывают на то,что наивысшие механические свойства получают со сплавами, графики для которых наиболее близки к графику для Mg5Si6. Как в случае сплавов 1-4, оказывается, что преимущества двухскоростных циклов старения наиболее очевид 002898 12 ны для сплавов, графики для которых наиболее близки к графику для Mg5Si6. Оказывается, что время старения для достижения максимальной прочности для сплавов 5-8 меньше, чем для сплавов 1-4. Такая закономерность ожидалась, поскольку время старения уменьшается при возрастании содержания в сплаве. Также для сплавов 5-8 оказывается, что иногда время старения для сплава 8 меньше,чем для сплава 5. Оказывается, что величины полного удлинения почти не зависят от цикла старения. При максимальной прочности величины полного удлинения АВ составляют около 12%, даже если для двухскоростных циклов старения величины прочности являются более высокими. Пример 2. Пример 2 показывает предел прочности при растяжении профилей заготовок из сплава 6061 с прямым нагревом и перегретых. Заготовки с прямым нагревом греют до температуры,указанной в таблице, и выдавливают при скоростях экструзии ниже максимальной скорости,приводящей к повреждению поверхности профиля. Перегретые заготовки нагревают предварительно в газовой печи до температуры, превышающей температуру растворения для сплава, и затем охлаждают до нормальной температуры экструзии, показанной в табл. 12. После экструзии профили охлаждают водой и подвергают старению по стандартному циклу старения до максимальной прочности. Таблица 12. Предел прочности при растяжении (UTS) в разных участках профилей заготовок из сплава АА 6061 с прямым нагревом и перегретых. Предварит. ТемпераUTS(передняя (середина), (задняя часть),заготовки, часть), МПа МПа МПа С Пр.нагрев 470 287,7 292,6 293,3 Пр. нагрев 472 295,3 293,9 296,0 Пр.нагрев 471 300,8 309,1 301,5 Пр.нагрев 470 310,5 318,1 315,3 Пр.нагрев 482 324,3 312,6 313,3 Пр.нагрев 476 327,1 334,1 331,9 Пр.нагрев 476 325,7 325,0 319,5 Пр.нагрев 475 320,2 319,0 318,8 Пр.нагрев 476 316,0 306,4 316,0 Пр.нагрев 485 329,1 329,8 317,4 Пр.нагрев 501 334,7 324,3 331,2 Пр.нагрев 499 332,6 327,8 322,9 Пр.нагрев 500 327,8 329,8 318,8 Пр.нагрев 505 322,9 322,2 318,1 Пр.нагрев 502 325,7 329,1 334,7 Пр.нагрев 506 336,0 323,6 311,2 Пр.нагрев 500 329,1 293,9 345,0 Пр.нагрев 502 331,2 332,6 335,3 Пр.нагрев 496 318,8 347,8 294,6 СреднийUTS и стандартное отклонение для 320,8/13,1 319,6/14,5 317,6/13,9 заготовок с прямым нагревом Перегретые 506 333,3 325,7 331,3 Перегретые 495 334,0 331,9 335,3 13 Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые Перегретые СреднийUTS и стандартное отклонение для перегретых заготовок При использовании процесса перегрева механические свойства, как правило, будут выше и более однородными, чем без перегрева. Также при использовании перегрева механические свойства практически не зависят от температуры заготовки перед экструзией. Это обстоятельство делает процесс экструзии более надежным относительно обеспечения высоких и однородных механических свойств, что делает возможным работу с менее легированными сплавами с меньшей опасностью выхода за нижние пределы требований к механическим свойствам. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обработки алюминиевого сплава,состоящего из 0,5-2,5 мас.% легирующей смеси магния и кремния, причем молярное соотношение Mg/Si составляет от 0,70 до 1,25,дополнительного количества Si, равного 1/3 количества Fe, Mn и Сr в сплаве, выраженного в мас.%,других легирующих добавок и неизбежных примесей и остальной части, приходящейся на алюминий,где указанный сплав после охлаждения подвергают гомогенизации, предварительному нагреву перед экструзией и старением, где старение проводят после экструзии как двухстадийную операцию до конечной температуры выдержки от 160 до 220 С, отличающийся тем, что на первой стадии старения продукт экструзии нагревают со скоростью нагревания, превышающей 100/ч, до температуры от 100 до 170 С, а на второй стадии старения продукт экструзии нагревают со скоростью нагревания от 5 до 50/ч до конечной температуры выдержки и весь цикл старения осуществляют за время от 3 до 24 ч. 14 2. Способ по п.1, отличающийся тем, что сплав содержит от 0,60 до 1,10 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F19-F22. 3. Способ по п.1, отличающийся тем, что сплав содержит от 0,80 до 1,40 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F25-F27. 4. Способ по п.1, отличающийся тем, что сплав содержит от 1,10 до 1,80 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F29-F31. 5. Способ по п.2, отличающийся тем, что сплав содержит от 0,60 до 0,80 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F19 (185-220 МПа). 6. Способ по п.2, отличающийся тем, что сплав содержит от 0,70 до 0,90 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F22 (215-250 МПа). 7. Способ по п.3, отличающийся тем, что сплав содержит от 0,85 до 1,15 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F25 (245-270 МПа). 8. Способ по п.3, отличающийся тем, что сплав содержит от 0,95 до 1,25 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F27 (265-290 МПа). 9. Способ по п.4, отличающийся тем, что сплав содержит от 1,10 до 1,40 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F29 (285-310 МПа). 10. Способ по п.4, отличающийся тем, что сплав содержит от 1,20 до 1,55 мас.% легирующей смеси из магния и кремния и имеет предел прочности при растяжении в классе F31 (305-330 МПа). 11. Способ по любому из пп.1-10, отличающийся тем, что конечная температура старения составляет, по меньшей мере, 165 С. 12. Способ по любому из пп.1-11, отличающийся тем, что конечная температура старения составляет самое большее 205 С. 13. Способ по любому из пп.1-12, отличающийся тем, что на второй стадии нагревания скорость нагревания составляет, по меньшей мере,7 С/ч. 14. Способ по любому из пп.1-13, отличающийся тем, что в конце первой стадии нагревания температура составляет от 130 до 160 С. 15. Способ по любому из пп.1-14, отличающийся тем, что общее время старения составляет,по меньшей мере, 5 ч. 16. Способ по любому из пп.1-15, отличающийся тем, что во время предварительного нагревания перед экструзией сплав нагревают до температуры от 510 до 550 С, после чего сплав охлаждают до нормальных температур экструзии.
МПК / Метки
МПК: C22C 21/02
Метки: содержащего, способ, алюминий, кремний, обработки, алюминиевого, сплава
Код ссылки
<a href="https://eas.patents.su/9-2898-sposob-obrabotki-alyuminievogo-splava-soderzhashhego-alyuminijj-i-kremnijj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ обработки алюминиевого сплава, содержащего алюминий и кремний</a>
Способ изготовления улучшенного листового изделия из алюминиевого сплава
Номер патента: 586
Опубликовано: 29.12.1999
Авторы: Ньютон Уильям, Томес Дэвид А.
МПК: C22F 1/04
Метки: способ, улучшенного, листового, алюминиевого, изготовления, изделия, сплава
Формула / Реферат:
US-A-4929285
US-A-4976790
Алюминиевый сплав, содержащий магний и кремний
Номер патента: 2891
Опубликовано: 31.10.2002
Авторы: Оддвин Рейсо, Тундал Ульф
МПК: C22F 1/05
Метки: сплав, магний, кремний, алюминиевый, содержащий
Формула / Реферат:
1. Поддающийся термообработке сплав Al-Mg-Si, получаемый с использованием процесса старения, осуществляемого после формования экструзией в две стадии, при этом на первой стадии продукт экструзии нагревают до температуры от 100 до 170шС со скоростью, по меньшей мере, 100шС/ч, и на второй стадии продукт экструзии нагревают до конечной температуры выдержки от 160 до 220шС со скоростью от 5 до 50шС/ч, а весь цикл старения осуществляют за период...
Конъюгаты соединения, содержащего сульфгидрильную группу, и производного жирной кислоты, способ получения конюгатов, промежуточные соединения для их получения, способы повышения абсорбции и пролонгированного сохранения в крови и тканях млекопитающего соединения, содержащего сульфгидрильную группу
Номер патента: 584
Опубликовано: 29.12.1999
Авторы: Шен Вей Чанг, Икрами Хуссейн М.
МПК: A61K 31/44, C07H 19/048, C07D 213/70...
Метки: конюгатов, млекопитающего, способ, группу, содержащего, конъюгаты, производного, пролонгированного, абсорбции, получения, кислоты, способы, жирной, тканях, крови, соединения, повышения, сульфгидрильную, промежуточные, сохранения
Формула / Реферат:
1. Соединение общей формулы VI где Р является фрагментом соединения, содержащего сульфгидрильную группу, выбранного из группы, включающей пептиды, белки или олигонуклеотиды; R1 представляет собой водород, низший алкил или арил; R2 представляет собой фрагмент, содержащий липидную группу; а R3 представляет собой гидроксил, фрагмент, содержащий липидную группу или аминокислотную последовательность, включающую 1 или 2 аминокислоты и...
Способ получения продукта, содержащего оксид бора, и продукт, полученный этим способом
Номер патента: 171
Опубликовано: 29.10.1998
Авторы: Фишер Ричард П., Квамиа Джон Д., Грэй Трэйси Е.
МПК: C01B 35/10
Метки: полученный, продукта, оксид, способом, получения, этим, бора, содержащего, продукт, способ
Формула / Реферат:
1. Способ получения аморфного продукта, содержащего оксид бора с 80-90 мас.% В2О3, отличающийся тем, что включает нагревание борной кислоты до температуры в интервале от примерно 180° до 220°С в течение времени, достаточного для дегидратации указанной борной кислоты и образования расплавленного стекла, содержащего от 80 до 90 мас.% В2О3, и охлаждение указанного расплавленного стекла с образованием твердого стеклообразного продукта. 2. Способ по...
Способ извлечения серы из газа, содержащего сероводород
Номер патента: 2241
Опубликовано: 28.02.2002
Автор: Линн Скотт
МПК: C01B 17/05
Метки: способ, содержащего, газа, извлечения, сероводород, серы
Формула / Реферат:
1. Способ извлечения серы из потока газа, содержащего сероводород, который содержит следующие стадии: а) подача потока, содержащего сероводород, в каталитический реактор с непрерывным потоком, в котором этот поток, содержащий сероводород, контактирует с потоком, содержащим диоксид серы и жидкий органический растворитель в следующих условиях: i) жидкий органический растворитель содержит гомогенный катализатор, который способствует протеканию...
Предыдущий патент: Покрытые оболочкой частицы гранулированного кристаллического ибупрофена
Следующий патент: Зубная щетка со средствами флуоресценции для определения расположения зубного налета
Случайный патент: Способ получения нитробифенилов