Трубопрокатная установка
Номер патента: 21046
Опубликовано: 31.03.2015
Авторы: Пальма Винченцо, Бреганте Альберто Витторио Мариа, Грассино Джакопо, Марин Паоло, Цанелла Гуидо Эмилио, Гизолфи Марко
Формула / Реферат
1. Установка для прокатки бесшовных труб, содержащая
основной прокатный стан, обеспечивающий регулирование радиального положения валков, предназначенный для прокатки черновой трубы по оправке;
извлекательно-редукционный стан с фиксированными валками, размещенный непосредственно за основным прокатным станом, причем извлекательно-редукционный стан содержит от 8 до 12 клетей и выполнен с возможностью извлечения черновой трубы из оправки и уменьшения диаметра черновой трубы до заданной величины, приблизительно равной величине готовой трубы;
калибровочный стан, выполненный с возможностью регулирования радиального положения валков, содержащий от 2 до 3 клетей и расположенный за извлекательно-редукционным станом и автономно от него.
2. Установка по п.1, дополнительно содержащая находящиеся за извлекательно-редукционным станом устройства для измерения толщины стенок черновой трубы с целью обеспечения возможности регулирования радиального положения валков основным прокатным станом в зависимости от размера толщины стенки трубы, выходящей из извлекательно-редукционного стана.
3. Установка по п.1 или 2, в которой калибровочный стан содержит устройства для измерения температуры входящей в него трубы и устройства для измерения диаметра выходящей из него трубы с целью обеспечения возможности регулирования радиального положения валков калибровочным станом в зависимости от температуры трубы, входящей в калибровочный стан, и от диаметра готовой трубы, выходящей из калибровочного стана.
4. Установка по любому из предшествующих пунктов, дополнительно содержащая за основным прокатным станом печь для нагрева заготовки и прошивной стан с возможностью прошивки заготовки продольно.
5. Установка по любому из предшествующих пунктов, дополнительно содержащая за калибровочным станом аппарат для охлаждения трубы до комнатной температуры и резальный сектор для резки трубы на заданные длины.
6. Установка по любому из предшествующих пунктов, в которой труба является бесшовной с диаметром выше среднего, не менее 168,3 мм, или 65/8 дюймов.
7. Установка по любому из предшествующих пунктов, в которой извлекательно-редукционный стан обеспечивает перемещение трубы со скоростью от 5 до 6 м/с, а калибровочный стан обеспечивает перемещение трубы со скоростью от 1,2 до 2,5 м/с.
8. Установка по любому из предшествующих пунктов, в которой оправка (32) основного прокатного стана (30) удерживается таким образом, чтобы ни одна из ее частей не подвергалась воздействию двух последовательных прокатных участков (34).
9. Установка по любому из предшествующих пунктов, в которой оправка (32) основного прокатного стана (30) состоит по меньшей мере из двух частей (32', 32") и в которой сварное соединение (33) между двумя частями (32', 32") не затрагивается любым прокатным участком (34) во время прокатки.
10. Способ прокатки бесшовных труб, включающий следующие этапы:
прокатывают прошитую черновую деталь по оправке в основном прокатном стане со смещаемыми валками до получения черновой трубы;
извлекают черновую трубу из оправки;
уменьшают диаметр черновой трубы до заданной величины, приблизительно равной величине, необходимой для готовой трубы; причем извлечение оправки и уменьшение диаметра черновой трубы выполняют посредством одного извлекательно-редукционного стана с фиксированными валками, содержащего от 8 до 12 клетей и размещенного непосредственно за основным прокатным станом; и
калибруют диаметр трубы до заданной величины для готовой трубы посредством калибровочного стана, обеспечивающего регулировку радиального положения валков и содержащего от 2 до 3 клетей, расположенного за извлекательно-редукционным станом и автономно от извлекательно-редукционного стана.
11. Способ по п.10, отличающийся тем, что дополнительно измеряют толщину стенки трубы за извлекательно-редукционным станом и по результатам измерения регулируют радиальное положение валков основного прокатного стана.
12. Способ по п.10 или 11, отличающийся тем, что калибровку диаметра трубы выполняют путем регулировки радиального положения валков калибровочного стана в зависимости от температуры трубы, входящей в калибровочный стан, и от диаметра трубы, выходящей из калибровочного стана.
13. Способ по любому из пп.10-12, отличающийся тем, что дополнительно перед этапом прокатки прошитой черновой детали по оправке нагревают заготовку в печи и продольную прошивку заготовки с целью получения прошитой черновой трубы.
14. Способ по любому из пп.10-13, отличающийся тем, что дополнительно после этапа калибровки диаметра трубы охлаждают трубу до комнатной температуры и разрезают ее на заданные длины.
Текст
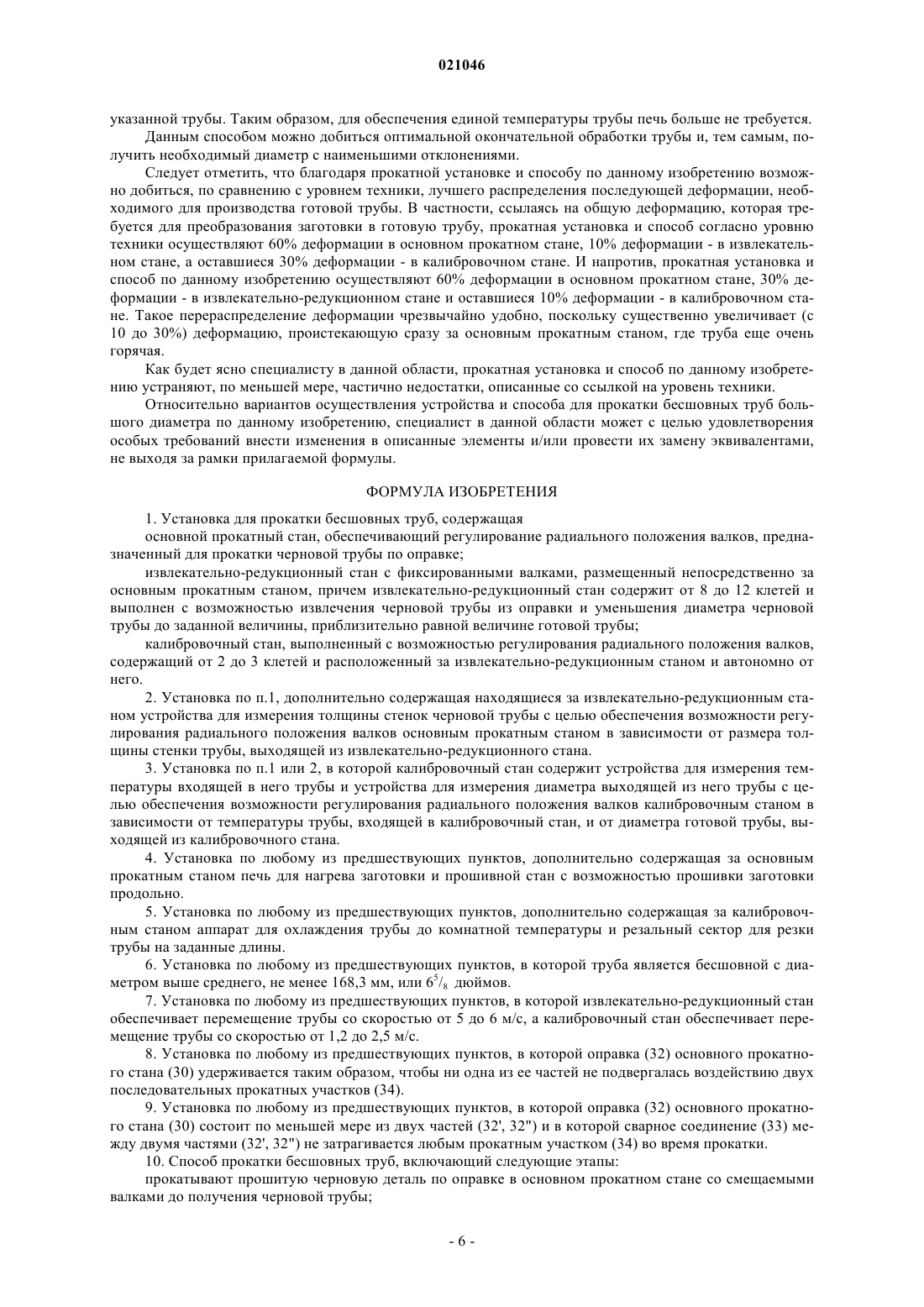
Заявленное изобретение относится к установкам для прокатки бесшовных труб в основном диаметром выше среднего. Установка содержит основной прокатный стан со смещаемыми валками для прокатки черновой трубы по оправке. Установка также содержит извлекательноредукционный стан с фиксированными валками, размещенный непосредственно за основным прокатным станом. Извлекательно-редукционный стан предназначен для извлечения черновой трубы из оправки и уменьшения ее диаметра до заданной величины, приблизительно равной величине, необходимой для готовой трубы. И, наконец, установка содержит калибровочный стан со смещаемыми валками. Калибровочный стан размещен за извлекательно-редукционным станом автономно от него. Данный калибровочный стан предназначен для регулирования радиального положения валков и определения диаметра выходящей трубы. Изобретение также относится к способу прокатки бесшовных труб. Марин Паоло, Палма Винченцо,Гизолфи Марко, Цанелла Гуидо Эмилио, Грассино Джакопо, Бреганте Альберто Витторио Мариа (IT) Гончаров В.В. (BY)(71)(73) Заявитель и патентовладелец: СМС ИННСЕ СПА (IT) Настоящее изобретение относится к установкам для непрерывной прокатки бесшовных труб, в частности непрерывной прокатки бесшовных труб диаметра выше среднего. Изобретение также относится к способу выполнения такой прокатки. Известно изготовление бесшовных металлических труб посредством последовательной пластической деформации исходной заготовки. На первом этапе заготовка нагревается в печи до температуры приблизительно 1220-1280C. Затем заготовка прошивается продольно таким образом, чтобы получилась прошитая черновая деталь с толстой стенкой и длиной, в 1,5-4 раза большей, чем у исходной заготовки. Затем в черновую деталь вводят оправку и прогоняют ее через прокатный стан (далее упоминается как"основной прокатный стан") с возможностью постепенного утончения стенки подходящими операциями по уменьшению диаметра и увеличению длины готового продукта. Прокатный стан содержит, как это хорошо известно, ряд прокатных узлов. Каждый узел содержит клеть, на которой установлены валки с профильными пазами. Обычно профильные валки представлены в количестве трех, и профили пазов трех соединенных вместе валков формируют внешний профиль трубы, выходящей из прокатного узла. Как указано выше, основной прокатный стан требует установки оправки внутри обрабатываемой трубы с возможностью противостоять радиальному давлению, оказываемому рольгангами в процессе прокатки. Для того чтобы оказывать такое контрастное воздействие, оправка должна быть чрезвычайно устойчивой в радиальном положении. Более того, с целью осуществления высококачественной финишной обработки внутренней поверхности трубы оправка должна иметь как можно более гладкую верхнюю поверхность. Из-за этого чрезвычайно трудно производить оправки, состоящие из соединенных вместе нескольких частей. Зона соединения обязательно характеризуется неровной поверхностью. Кроме того,данная зона слишком чувствительна, чтобы противостоять должным образом радиальному давлению при прокатке. Известно также применение удерживаемой оправки: оправка закрепляется аксиально и удерживается таким образом, чтобы продвигаться вперед с контролируемой скоростью. Данное решение имеет существенный недостаток. Одна часть оправки при снижении скорости продвигается вперед аксиально вдоль прокатного стана и последовательно внедряется в условиях полной деформации во все прокатные участки. Внутри прокатных участков оправка подвергается сильному термальному и механическому воздействию под влиянием энергии деформации и трения при скользящем контакте материала трубы. Проход по нескольким прокатным участкам, таким образом, вызывает существенное увеличение температуры оправки, в результате чего возникает необходимость использования нескольких одинаковых оправок,каждую их которых надлежащим образом охлаждают в конце прокатки и затем смазывают для следующего цикла прокатки. В дополнение к вышесказанному следует учитывать, что каждая отдельная оправка должна быть выполнена исключительно из высококачественного материала для того, чтобы выдерживать нагрузки,обычно возникающие в процессе прокатки. Исходя из вышесказанного, становится ясно, что значительные издержки связаны с содержанием склада оправок для обеспечения работы основного прокатного стана. За основным прокатным станом труба извлекается из оправки, после чего проводится чистовая отделка с целью получения трубы, соответствующей стандартам контроля качества. Основные параметры, которые должны учитываться, - это толщина стенки и внешний диаметр трубы. В настоящее время известны два вида установок с возможностью осуществления чистовой обработки. Первый вид установки предполагает установку непосредственно за основным прокатным станом извлекательного стана с возможностью извлечения черновой трубы из оправки. Данный извлекательный стан обычно включает три клети. В ходе последующих производственных операций напрямую изменять толщину стенки трубы не представляется возможным. И, следовательно, в такой установке рекомендуется осуществлять контроль толщины стенки сразу за извлекателем. Таким образом, если толщина стенки черновой трубы отличается от необходимой толщины, можно провести автоматическую регулировку основного прокатного стана для коррекции толщины на следующих частях трубы. Калибровочный стан размещается автономно (off line) вне линии проката за извлекателем и пунктом контроля толщины. Данный калибровочный стан содержит множество фиксированных клетей(обычно 10-12), приводящие окончательный диаметр трубы в соответствие с требуемым стандартом. Для получения хорошего результата в отношении диаметра рекомендуется обеспечивать единую температуру трубы внутри печи так, чтобы достигалось равномерное сокращение трубы в процессе последующего ее охлаждения. На этапе обработки труба, выходящая из основного прокатного стана, может иметь различные температуры на разных участках в зависимости от геометрических условий трубы и переменных факторов в процессе. Печь, предшествующая калибровочному стану, должна иметь размеры, позволяющие вмещать внутри целую трубу, для которой существовала бы единая температура приблизительно 950C. После операции в калибровочном стане окончательный диаметр трубы соответствует требуемому стандарту. Толщина стенки, однако, может не соответствовать стандарту из-за того, что в калибровочном стане она меняется неконтролируемым и иногда непредсказуемым образом. Участок для контроля окончательной толщины трубы может следовать за калибровочным станом. Также корректировка толщины черновой детали может проходить и до этого, внутри основного прокатного стана. Ясно, однако, что данная операция контроля осуществляется поздно, а условия, вызывающие отклонение толщины от требуемого стандарта, могут, между тем, меняться, что сводит на нет эффективность операции контроля. Данный вид установки, хотя и хорошо известен, но не лишен недостатков. Во-первых, печь, установленная между извлекательным и калибровочным станами, представляет дополнительные затраты и,поскольку она должна оставаться постоянно в действии, создает высокие производственные издержки. Более того, с точки зрения логистики калибровочный стан с фиксированными валками требует в наличии большого склада оправок, для того чтобы существовала возможность подобрать требуемые диаметры,типы стали и их параметры. Наконец, как упоминалось выше, контроль окончательной толщины стенки трубы осуществляется только косвенно без возможности обеспечения малых значений допуска. Второй тип известной установки предполагает размещение непосредственно за основным прокатным станом извлекательно-калибровочного стана. Данный извлекательно-калибровочный стан содержит множество клетей со смещаемыми валками с возможностью извлечения трубы из оправки и контроля окончательного диаметра трубы. Контроль толщины трубы осуществляется сразу после извлекательнокалибровочного стана. Таким образом, если готовая труба имеет толщину стенки, отличную от требуемой, возможно осуществить автоматическую регулировку основного прокатного стана так, чтобы откорректировать толщину на следующих частях трубы. Хотя данный вид установки является более компактным, чем установка, описанная выше, в нем есть ряд недостатков, что делает его использование менее выгодным. Извлекательно-калибровочный стан содержит много подвижных клетей (10-12) и, следовательно,представляет собой очень сложную и дорогую машину. Более того, точный контроль диаметра трубы не может выполняться в режиме он-лайн. Следует помнить, что в конце прокатного процесса труба движется по установке со скоростью около 5-6 м/с. Следовательно, весьма трудно осуществить контроль обратной связи, позволяющий проверить параметры трубы и модификацию прокатных станов в процессе обработки. Эта проблема усугубляется, когда возникают колебания температуры вдоль трубы. Такие колебания температуры не могут эффективно компенсироваться, в результате чего появляются соответствующие отклонения в окончательном диаметре трубы. Целью данного изобретения является устранение, по крайне мере, частично недостатков, указанных выше, со ссылкой на уровень техники. В частности, одной из задач данного изобретения является обеспечение непрерывно работающей прокатной установки, позволяющей осуществлять более эффективный контроль как над внешним диаметром, так и над толщиной стенки готовой трубы. Следующая задача данного изобретения заключается в том, чтобы обеспечить непрерывно работающую прокатную установку с меньшими начальными затратами и низкими операционными издержками. И, наконец, задача данного изобретения состоит в том, чтобы обеспечить непрерывно работающую прокатную установку с более простой системой управления с точки зрения логистики. Вышеуказанные цель и задачи достигаются установкой, заявленной в п.1, и способом по п.10. Отличительные черты и дополнительные преимущества изобретения будут показаны далее в описании вариантов осуществления, представленных примером, не имеющего ограничительного характера,со ссылкой на прилагаемые чертежи, на которых показано: фиг. 1 - блок-схема, представляющая первый вид прокатной установки в соответствии с уровнем техники; фиг. 2 - блок-схема, представляющая второй вид прокатной установки в соответствии с уровнем техники; фиг. 3 - блок-схема, представляющая прокатную установку в соответствии с данным изобретением; фиг. 4 - непрерывный основной прокатный стан, используемый в установке в соответствии с данным изобретением (схематично). Установка для прокатки бесшовных труб по данному изобретению содержит, как известно, основной прокатный стан, в котором регулируется радиальное положение валков, для прокатки черновой трубы по оправке. Установка по данному изобретению, соответственно, содержит извлекательноредукционный стан с фиксированными валками, размещенный непосредственно за основным прокатным станом. Данный извлекательно-редукционный стан предназначен для извлечения черновой трубы из оправки и для уменьшения диаметра черновой трубы до заданной величины, приблизительно равной величине, необходимой для готовой трубы. И, наконец, установка по данному изобретению содержит калибровочный стан такого типа, в котором регулируется радиальное положение валков. Калибровочный стан размещается автономно за извле-2 021046 кательно-редукционным станом. Рассматривая прокатную установку, возможно, в частности, определить ось прокатки, которая представляет собой продольную ось обрабатываемой трубы. Термин "радиальное" будет указывать на направление луча, перпендикулярного оси и берущего на ней свое начало. Согласно некоторым вариантам выполнения установки по данному изобретению основной прокатный стан характеризуется тем, что в нем используется медленная оправка. В данном описании под термином "медленная оправка" подразумевается оправка, которая удерживается таким образом, что ни одна из ее частей не подвергается воздействию двух последовательных прокатных участков. Конкретнее, со ссылкой также на приложенную фиг. 4 выполняется следующее неравенство: где Vm - скорость оправки 32;d - минимальный межосевой зазор между двумя последовательными клетями 34 и- время оправки. Также применимо уравнение где Lt - длина трубы 20 иVt - аксиальная скорость трубы 20 вдоль прокатного стана 30. Из вышесказанного ясно, что оправка 32, требуемая для работы основного прокатного стана 30 в установке по данному изобретению, может быть относительно короткой. Необходимая минимальная длина будет равна общему межосевому расстоянию D (т.е. расстоянию между первым и последним прокатными участками), увеличенному на расстояние сдвига Sm, которое совершается оправкой 32 за время прокатки: Sm=Vm . Вышеуказанные уравнения также представляют следующее значение: Smd. В варианте осуществления, схематически показанном на фиг. 4, основной прокатный стан 30 упрощен и содержит только четыре клети. Ниже приводится описание упрощенного варианта, но специалисту в данной области будет понятно, как можно применять те же принципы при работе с прокатными станами, содержащими более четырех клетей. Скорость оправки Vm - чрезвычайно низкая, что ограничивает расстояние сдвига Sm оправки 32. С учетом основных значений обычно применяемых в отношении вышеуказанных переменных, минимальная длина оправки 32, эквивалентная D+Sm, будет колебаться от 5 до 6 м. Такая длина делает возможным производство оправки 32 со значительно меньшими затратами, чем в случае с традиционными удерживаемыми оправками. Более того, поскольку каждая отдельная часть оправки подвергается воздействию только одной клети, полный нагрев оправки в процессе ограничен. Из этого вытекает возможность производить оправку с использованием менее дорогих материалов по сравнению с материалами, применяемыми для традиционных более быстрых оправок без каких-либо негативных последствий. Более низкая температура медленной оправки в конце прокатки также позволяет ускорить процесс охлаждения. Это способствует существенному сокращению числа образцов оправок, необходимых для производства одного вида трубы. Уменьшение склада оправок, в целом, повышает значительно экономические и логистические преимущества. Более того, как можно заметить на фиг. 4, три межосевых зазора между четырьмя клетями 34 имеют разную ширину. Первый межосевой зазор d между первой от второй клетями и третий межосевой зазор d между третьей и четвертой клетями, в большей степени, одинаковы. Однако второй межосевой зазор между второй и третью клетями больше, чем два других. Поддерживающий мини-упор 36 для оправки 32 располагается между второй и третью клетями прокатного стана, поскольку в противном случае оправка оказалась бы в подвешенном положении (консольно) вдоль прокатного стана 30. Считается, что, как показано на фиг. 4, второй межосевой зазор шире двух других на расстояние j; каждая из частей оправки 32 в течение всего процесса прокатки перемещается по участку, имеющему максимальную длину Smd. Применительно ко второму межосевому зазору можно определить длину, по меньшей мере, равную j, для части оправки 32, которая не подвергается прокатке второй или третьей клетями. Величины этого участка j достаточно для обеспечения стыка 33 между двумя частями 32' и 32" оправки 32. На примере, рассмотренном выше, каждая из частей 32' и 32" оправки 32 имеет длину от 2,5 до 3 м. При такой длине существенно облегчается производство оправки 32 и управление ею. Более того, применяя оправку комбинированного типа, появляется возможность замены, где необходимо, только изношенной ее части. Напротив же, в случае с традиционными неразъемными оправками осуществляется их замена целиком, даже если имел место частичный износ. Более того, применяя оправку комбинированного типа, можно использовать высококачественные материалы только для частей, подверженных большему давлению (обычно это те части, задействованные в первых клетях прокатного стана), и более дешевые материалы для частей, подверженных меньшему давлению. Такие возможности в случае применения оправки комбинированного типа существенно снижают эксплуатационные затраты прокатного стана. Таким образом, основной прокатный стан можно оснастить медленной оправкой комбинированного типа, описанной в данном изобретении, что чрезвычайно конкурентоспособно на рынке. Согласно определенным вариантам осуществления прокатная установка по данному изобретению содержит за извлекательно-редукционным станом устройства для измерения толщины стенки трубы. В таких вариантах в основном прокатном стане можно регулировать радиальное положение валков в зависимости от толщины стенки трубы. Согласно определенным вариантам осуществления калибровочный стан содержит устройства для измерения температуры входящей трубы и устройства для измерения диаметра выходящей трубы. В таких вариантах в калибровочном стане можно регулировать радиальное положение валков в зависимости от температуры входящей трубы и диаметра выходящей трубы. Согласно определенным вариантам осуществления прокатная установка по данному изобретению содержит перед основным прокатным станом печь для нагрева заготовки и прошивной стан с возможностью прошивки заготовки продольно с целью получения прошитой черновой детали с толстой стенкой и длиной, в 1,5-4 раза большей, чем у исходной заготовки. Согласно одному варианту прокатная установка по данному изобретению содержит за калибровочным станом аппарат для охлаждения трубы до комнатной температуры и резальный сектор, где труба разрезается на заданные длины. Установка по данному изобретению, в частности, применима для прокатки бесшовных труб диаметра выше среднего, а именно: больше 168,3 мм (65/8 дюймов) и, как правило, в пределах от 168,3 до 508 мм (20 дюймов). Согласно одному варианту изобретения извлекательно-редукционный стан содержит 8-12 клетей с фиксированными валками. Такой стан называется извлекательно-редукционным, поскольку в нем обеспечивается излечение обрабатываемой трубы из оправки и уменьшение диаметра черновой трубы до заданной величины, приблизительно равной конечной величине. Как указано выше, за извлекательно-редукционным станом дополнительно располагаются устройства для измерения толщины стенки трубы с возможностью регулирования радиального положения валков основного прокатного стана. Возможность напрямую изменять толщину стенки трубы ограничена основным прокатным станом, который работает с оправкой. Следующий извлекательно-редукционный стан, напротив, работает без оправки и способен изменять напрямую диаметр трубы. Изменение диаметра извлекательно-редукционным станом вызывает в качестве вторичного воздействия варьирование толщины. Такое варьирование, однако, нельзя определить заранее. Согласно одному варианту изобретения калибровочный стан содержит 2-3 клети с радиально расположенными смещаемыми валками. Данные клети со смещаемыми валками могут, к примеру, быть аналогичными тем, которые описаны в патенте ЕР 0921873, выданном на имя того же заявителя. В калибровочном стане можно уменьшать диаметр трубы до заданной величины, необходимой для готовой трубы. Применяя смещаемые валки в калибровочном стане, можно получать окончательные диаметры с разницей до 3,5 мм при том же наборе валков; износ валков можно компенсировать увеличением периода эксплуатации; тепловое сжатие материалов и значения получаемой толщины можно регулировать. Таким образом, с учетом принятых отклонений от заданных величин достигается основное уменьшение склада валков, поставляемых для прокатного стана по меньшей мере на 30% от общего склада валков(извлекательно-редукционного стана и калибровочного стана). Как указано выше, калибровочный стан не установлен в одну линию с описанными выше участками установки. Это означает, что трубу можно передвигать на этом этапе обработки с аксиальной скоростью,значительно ниже скорости, которой она достигает в конце предыдущих этапов обработки. Обычно, покидая основной прокатный стан, внутри которого наблюдается наибольшее увеличение скорости, труба перемещается со скоростью приблизительно 5-6 м/с. Оптимальная скорость прокатки для калибровки внешнего диаметра трубы, напротив, была обозначена в пределах между примерно 1,2 и 2,5 м/с. Согласно одному из вариантов осуществления установки по данному изобретению труба перемещается по калибровочному стану со скоростью приблизительно от 1,5 до 2 м/с. При таких скоростях подачи дополнительно с контролем над радиальным положением калибровочных валков можно осуществлять в процессе обработки измерение температуры следующих частей входящей трубы и диаметра выходящей трубы. Возможность контроля в реальном времени движения валков в зависимости от температуры трубы предполагает также возможность управления температурными различиями вдоль указанной трубы. Таким образом, для поддержания единой температуры трубы печь больше не требуется. В данной установке можно получить оптимальную окончательную обработку трубы необходимого диаметра с наименьшими отклонениями. Следует отметить, что в отличие от того, что сказано относительно первого вида установки, окончательная калибровка диаметра трубы не оказывает существенного влияния на толщину стенок. Действительно, в установке по данному изобретению калибровка совершается посредством небольшого числа клетей прокатного стана со смещаемыми валками. С другой стороны, в известной установке окончательная калибровка осуществляется посредством десятка клетей с фиксированными валками. Следует учитывать в этой связи, что допустимое отклонение от номинальной толщины стенки, получаемой в установке по данному изобретению, обычно на 20% меньше, чем отклонение, достигаемое первым видом установки из уровня техники. В частности, можно учесть и то, что отклонение от толщины по данному устройству ограничено и даже в самых критических случаях составляет приблизительно 7% (3) при использовании тонкостенных труб или высоколегированной стали. С другой стороны, отклонение от номинальной толщины, достигаемое в известных установках первого вида, обычно колеблется в пределах до 9%. Что касается известных установок второго вида, однако, отклонение от номинальной толщины относительно невелико, в отличие от отклонений диаметра, которые, напротив, имеют широкий диапазон. Следует помнить, что трубы большого диаметра, особенно тонкостенные, обычно подвержены потере круглой формы ввиду присущего им веса. Действительно, при некоторых температурных условиях металлическим материалам свойственна ползучесть, т.е. растущая деформация под постоянным давлением. Можно учесть, что данное явление происходит при температурах выше точки плавления материала,измеряемых в градусах Кельвина. Данные условия создаются для новой изготовленной трубы в известной установке второго вида. Действительно, покидая извлекательно-редукционный стан с фиксированными валками, труба все еще имеет достаточно высокую температуру - приблизительно 1000C. В установке по данному изобретению на выходе из калибровочного стана обеспечивают более низкие температуры для готовой трубы (приблизительно 850C), существенно снижая явление потери круглой формы вследствие ползучести. Изобретение также относится к способу прокатки бесшовных труб, в частности, среднего и большого диаметра. Прокатный способ по изобретению включает следующие этапы: прокатка прошитой черновой детали по оправке в основном прокатном стане со смещаемыми валками до получения черновой трубы; извлечение черновой трубы из оправки; уменьшение диаметра черновой трубы до заданной величины; причем этапы извлечения оправки и уменьшения диаметра черновой трубы выполняются посредством одного извлекательно-редукционного стана с фиксированными валками, размещенного непосредственно за основным прокатным станом; и калибровка диаметра трубы до заданной величины, при этом калибровка диаметра трубы обеспечивается посредством калибровочного стана, в котором регулируется радиальное положение валков; за извлекательно-редукционным станом и автономно от извлекательно-редукционного стана. Согласно определенным вариантам осуществления способ прокатки по данному изобретению также включает этапы измерения толщины стенки трубы за извлекательно-редукционным станом и, по его результатам, регулирование радиального положения валков основного прокатного стана. Согласно определенным вариантам осуществления способа прокатки по данному изобретению этап калибровки диаметра трубы осуществляется путем регулирования радиального положения валков в зависимости от температуры трубы, входящей в калибровочный стан, от диаметра трубы, выходящей из калибровочного стана. Согласно определенным вариантам осуществления способ прокатки по данному изобретению может включать другие этапы до этапа прокатки прошитой черновой детали по оправке. В частности, способ прокатки по данному изобретению может включать этапы нагрева заготовки в печи и продольной прошивки заготовки с целью получения прошитой черновой детали с толстой стенкой. Согласно определенным вариантам осуществления способ прокатки по данному изобретению может включать другие этапы после этапа калибровки диаметра трубы. В частности, способ прокатки по данному изобретению может включать этапы охлаждения трубы до комнатной температуры и ее резки на заданные длины. Как указывалось ранее, этап калибровки диаметра трубы не выполняется непосредственно с предыдущими этапами способа. Это предполагает, что трубу можно перемещать на протяжении данного этапа обработки с аксиальной скоростью, которая определенно ниже скорости, достигаемой в конце предшествующих этапов обработки. Обычно в конце этапа прокатки по оправке, где отмечается наибольшее увеличение скорости, труба перемещается со скоростью приблизительно 5-6 м/с. Оптимальная скорость прокатки для калибровки внешнего диаметра трубы была, между тем, установлена между приблизительно 1,2 и 2,5 м/с. Согласно одному из вариантов осуществления способа данного изобретения на этапе калибровки труба перемещается со скоростью приблизительно 1,5-2 м/с. При таких скоростях подачи дополнительно с контролем над радиальным положением калибровочных валков можно осуществлять в процессе обработки измерение температуры следующих частей входящей трубы и диаметра выходящей трубы. Возможность контролировать в процессе обработки движение калибровочных валков в зависимости от температуры трубы также предполагает возможность управления различиями в температуре вдоль указанной трубы. Таким образом, для обеспечения единой температуры трубы печь больше не требуется. Данным способом можно добиться оптимальной окончательной обработки трубы и, тем самым, получить необходимый диаметр с наименьшими отклонениями. Следует отметить, что благодаря прокатной установке и способу по данному изобретению возможно добиться, по сравнению с уровнем техники, лучшего распределения последующей деформации, необходимого для производства готовой трубы. В частности, ссылаясь на общую деформацию, которая требуется для преобразования заготовки в готовую трубу, прокатная установка и способ согласно уровню техники осуществляют 60% деформации в основном прокатном стане, 10% деформации - в извлекательном стане, а оставшиеся 30% деформации - в калибровочном стане. И напротив, прокатная установка и способ по данному изобретению осуществляют 60% деформации в основном прокатном стане, 30% деформации - в извлекательно-редукционном стане и оставшиеся 10% деформации - в калибровочном стане. Такое перераспределение деформации чрезвычайно удобно, поскольку существенно увеличивает (с 10 до 30%) деформацию, проистекающую сразу за основным прокатным станом, где труба еще очень горячая. Как будет ясно специалисту в данной области, прокатная установка и способ по данному изобретению устраняют, по меньшей мере, частично недостатки, описанные со ссылкой на уровень техники. Относительно вариантов осуществления устройства и способа для прокатки бесшовных труб большого диаметра по данному изобретению, специалист в данной области может с целью удовлетворения особых требований внести изменения в описанные элементы и/или провести их замену эквивалентами,не выходя за рамки прилагаемой формулы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Установка для прокатки бесшовных труб, содержащая основной прокатный стан, обеспечивающий регулирование радиального положения валков, предназначенный для прокатки черновой трубы по оправке; извлекательно-редукционный стан с фиксированными валками, размещенный непосредственно за основным прокатным станом, причем извлекательно-редукционный стан содержит от 8 до 12 клетей и выполнен с возможностью извлечения черновой трубы из оправки и уменьшения диаметра черновой трубы до заданной величины, приблизительно равной величине готовой трубы; калибровочный стан, выполненный с возможностью регулирования радиального положения валков,содержащий от 2 до 3 клетей и расположенный за извлекательно-редукционным станом и автономно от него. 2. Установка по п.1, дополнительно содержащая находящиеся за извлекательно-редукционным станом устройства для измерения толщины стенок черновой трубы с целью обеспечения возможности регулирования радиального положения валков основным прокатным станом в зависимости от размера толщины стенки трубы, выходящей из извлекательно-редукционного стана. 3. Установка по п.1 или 2, в которой калибровочный стан содержит устройства для измерения температуры входящей в него трубы и устройства для измерения диаметра выходящей из него трубы с целью обеспечения возможности регулирования радиального положения валков калибровочным станом в зависимости от температуры трубы, входящей в калибровочный стан, и от диаметра готовой трубы, выходящей из калибровочного стана. 4. Установка по любому из предшествующих пунктов, дополнительно содержащая за основным прокатным станом печь для нагрева заготовки и прошивной стан с возможностью прошивки заготовки продольно. 5. Установка по любому из предшествующих пунктов, дополнительно содержащая за калибровочным станом аппарат для охлаждения трубы до комнатной температуры и резальный сектор для резки трубы на заданные длины. 6. Установка по любому из предшествующих пунктов, в которой труба является бесшовной с диаметром выше среднего, не менее 168,3 мм, или 65/8 дюймов. 7. Установка по любому из предшествующих пунктов, в которой извлекательно-редукционный стан обеспечивает перемещение трубы со скоростью от 5 до 6 м/с, а калибровочный стан обеспечивает перемещение трубы со скоростью от 1,2 до 2,5 м/с. 8. Установка по любому из предшествующих пунктов, в которой оправка (32) основного прокатного стана (30) удерживается таким образом, чтобы ни одна из ее частей не подвергалась воздействию двух последовательных прокатных участков (34). 9. Установка по любому из предшествующих пунктов, в которой оправка (32) основного прокатного стана (30) состоит по меньшей мере из двух частей (32', 32") и в которой сварное соединение (33) между двумя частями (32', 32") не затрагивается любым прокатным участком (34) во время прокатки. 10. Способ прокатки бесшовных труб, включающий следующие этапы: прокатывают прошитую черновую деталь по оправке в основном прокатном стане со смещаемыми валками до получения черновой трубы; извлекают черновую трубу из оправки; уменьшают диаметр черновой трубы до заданной величины, приблизительно равной величине, необходимой для готовой трубы; причем извлечение оправки и уменьшение диаметра черновой трубы выполняют посредством одного извлекательно-редукционного стана с фиксированными валками, содержащего от 8 до 12 клетей и размещенного непосредственно за основным прокатным станом; и калибруют диаметр трубы до заданной величины для готовой трубы посредством калибровочного стана, обеспечивающего регулировку радиального положения валков и содержащего от 2 до 3 клетей,расположенного за извлекательно-редукционным станом и автономно от извлекательно-редукционного стана. 11. Способ по п.10, отличающийся тем, что дополнительно измеряют толщину стенки трубы за извлекательно-редукционным станом и по результатам измерения регулируют радиальное положение валков основного прокатного стана. 12. Способ по п.10 или 11, отличающийся тем, что калибровку диаметра трубы выполняют путем регулировки радиального положения валков калибровочного стана в зависимости от температуры трубы,входящей в калибровочный стан, и от диаметра трубы, выходящей из калибровочного стана. 13. Способ по любому из пп.10-12, отличающийся тем, что дополнительно перед этапом прокатки прошитой черновой детали по оправке нагревают заготовку в печи и продольную прошивку заготовки с целью получения прошитой черновой трубы. 14. Способ по любому из пп.10-13, отличающийся тем, что дополнительно после этапа калибровки диаметра трубы охлаждают трубу до комнатной температуры и разрезают ее на заданные длины.
МПК / Метки
МПК: B21B 23/00
Метки: установка, трубопрокатная
Код ссылки
<a href="https://eas.patents.su/9-21046-truboprokatnaya-ustanovka.html" rel="bookmark" title="База патентов Евразийского Союза">Трубопрокатная установка</a>
Способ изготовления бесшовного полого изделия из стального круглого слитка ( варианты )
Номер патента: 13888
Опубликовано: 30.08.2010
Авторы: Кюммерлинг Рольф, Маниг Гюнтер
МПК: B21B 19/04
Метки: изделия, стального, изготовления, способ, полого, бесшовного, круглого, слитка, варианты
Формула / Реферат:
1. Способ изготовления бесшовного полого изделия из стального круглого слитка, диаметр которого составляет <95% диаметра слитка, на двухвалковом стане поперечно-винтовой прокатки с помощью оправки, удерживаемой между косыми валками и имеющей прошивную часть и по меньшей мере одну прогладочную часть, с использованием калибровочных направляющих, причем расстояние между валками в самом узком сечении устанавливают по отношению к диаметру слитка,...
Способ изготовления бесшовных труб на сортовом трехвалковом стане
Номер патента: 18319
Опубликовано: 30.07.2013
Авторы: Беллманн Манфред, Кенити Сасаки, Кинугаса Хиденори, Кюммерлинг Рольф, Браун Винфрид
МПК: B21B 27/02, B21B 23/00
Метки: бесшовных, способ, сортовом, изготовления, труб, стане, трехвалковом
Формула / Реферат:
1. Способ изготовления бесшовных труб из металла, в частности из стали, при котором предварительно изготовленную горячую гильзу на сортовом трехвалковом стане растягивают на оправке в трубную заготовку и гильзу перед входом в сортовой стан в предвключенной клети подвергают выравнивающей диаметр операции прокатки, отличающийся тем, что валки предвключенной клети наезжают и подъезжают в такой же степени, что и деформирующие клети сортового стана,...
Каландровая установка для производства полотен стальных тросовых каркасов
Номер патента: 6996
Опубликовано: 30.06.2006
Авторы: Капелле Герд, Райссвиг Георг
МПК: B29C 70/50, B29D 30/38, B29C 47/02...
Метки: тросовых, каландровая, полотен, установка, производства, каркасов, стальных
Формула / Реферат:
1. Каландровая установка, в частности, для производства полотен (6) стальных тросовых каркасов, которая включает в себя два экструдера (2, 3) для подачи пластифицированного материала (14, 15), подающее стальные тросы устройство (4) для подачи стальных тросов (23), каландр (5), который содержит первую пару вращающихся в противоположных направлениях валков с первым рабочим валком (18) и первым вытягивающим валком (20) и вторую пару вращающихся в...
Прокатный стан с поддерживаемым дорном, предназначенный для бесшовных труб
Номер патента: 14479
Опубликовано: 30.12.2010
Авторы: Марин Паоло, Ринальди Патрицио, Пальма Винченцо
МПК: B21B 17/04
Метки: бесшовных, прокатный, стан, поддерживаемым, предназначенный, дорном, труб
Формула / Реферат:
1. Прокатный стан (10) для прокатки бесшовных труб (Т), имеющий ось (L) прокатки, вдоль которой бесшовные трубы (Т) перемещаются в направлении (А) прокатки во время обработки на упомянутом прокатном стане (10), содержащий множество прокатных блоков (U), которые расположены один за другим вдоль упомянутой оси (L) прокатки, при этом каждый из упомянутых прокатных блоков (U) снабжен по меньшей мере тремя съемными рабочими валками (12), вращающимися...
Установка и способ для намотки пучков волокон, установка и способ обертывания пленкой пучка волокон, установка и способ конфекционирования пучка волокон
Номер патента: 14702
Опубликовано: 28.02.2011
Авторы: Барра Эльмар, Хёрманн Ёрн, Ройшенбах Херманн
МПК: B01D 63/02, B29C 63/06, B65H 54/58...
Метки: пучков, намотки, обертывания, пучка, волокон, способ, конфекционирования, установка, пленкой
Формула / Реферат:
1. Установка для намотки пучков волокон, в частности мембранных пучков полых волокон, в частности, для изготовления диализных фильтров, содержащая установленную с возможностью вращения вокруг главной оси опору моталок и по меньшей мере две моталки, установленные на опоре с возможностью вращения, причем оси вращения моталок перпендикулярны главной оси опоры.2. Установка по п.1, характеризующаяся тем, что по меньшей мере две моталки состоят...
Предыдущий патент: Стенд для обкатки и испытания коробки передач
Следующий патент: Замещенные производные триазола и имидазола в качестве модуляторов гамма-секретазы
Случайный патент: Способ заполнения полостных образований в метафизарных (трабекулярных) участках костей кальцием и предотвращения выведения из них кальция