Способ изготовления бесшовных труб на сортовом трехвалковом стане
Номер патента: 18319
Опубликовано: 30.07.2013
Авторы: Кинугаса Хиденори, Кюммерлинг Рольф, Кенити Сасаки, Браун Винфрид, Беллманн Манфред
Формула / Реферат
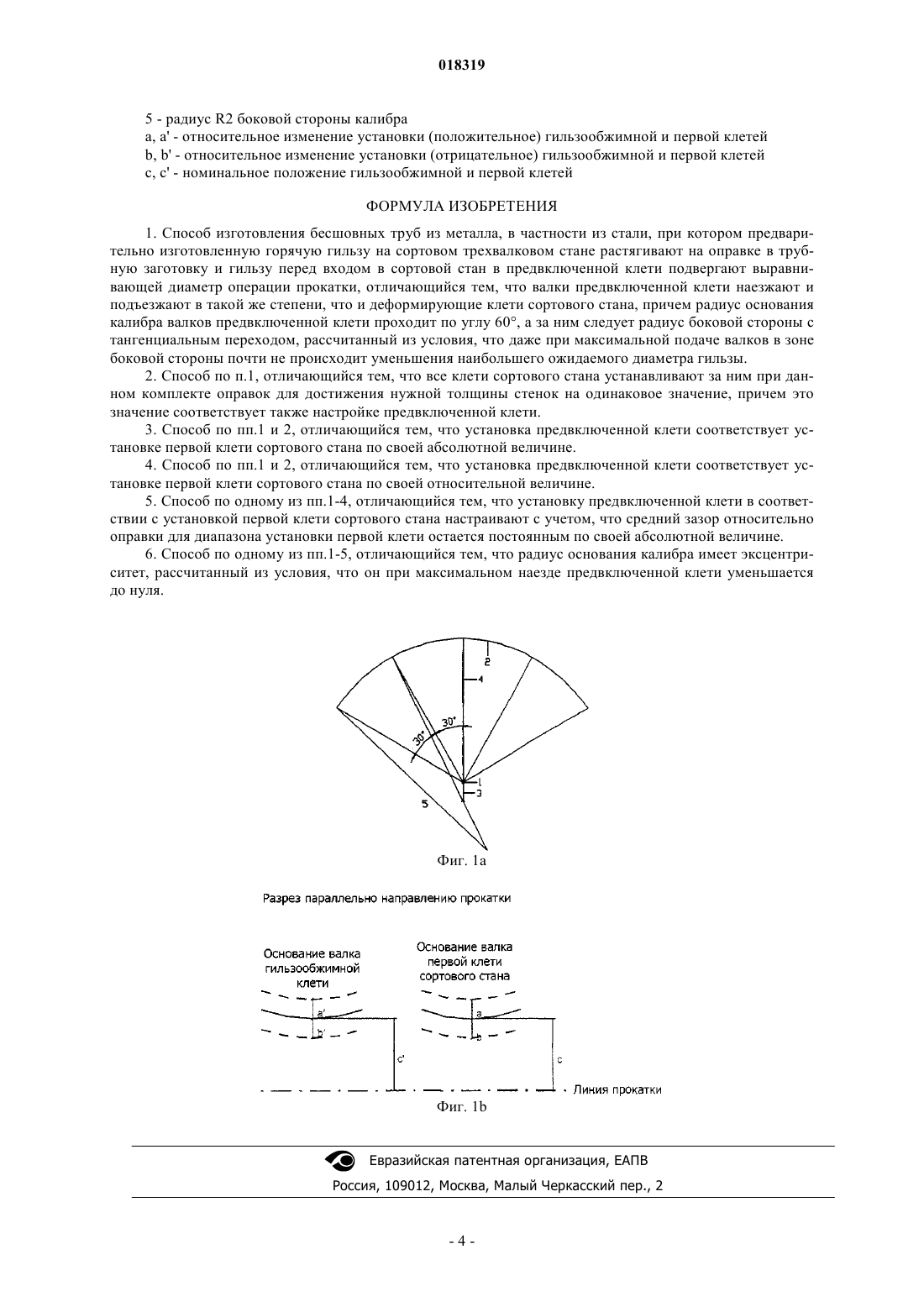
1. Способ изготовления бесшовных труб из металла, в частности из стали, при котором предварительно изготовленную горячую гильзу на сортовом трехвалковом стане растягивают на оправке в трубную заготовку и гильзу перед входом в сортовой стан в предвключенной клети подвергают выравнивающей диаметр операции прокатки, отличающийся тем, что валки предвключенной клети наезжают и подъезжают в такой же степени, что и деформирующие клети сортового стана, причем радиус основания калибра валков предвключенной клети проходит по углу 60°, а за ним следует радиус боковой стороны с тангенциальным переходом, рассчитанный из условия, что даже при максимальной подаче валков в зоне боковой стороны почти не происходит уменьшения наибольшего ожидаемого диаметра гильзы.
2. Способ по п.1, отличающийся тем, что все клети сортового стана устанавливают за ним при данном комплекте оправок для достижения нужной толщины стенок на одинаковое значение, причем это значение соответствует также настройке предвключенной клети.
3. Способ по пп.1 и 2, отличающийся тем, что установка предвключенной клети соответствует установке первой клети сортового стана по своей абсолютной величине.
4. Способ по пп.1 и 2, отличающийся тем, что установка предвключенной клети соответствует установке первой клети сортового стана по своей относительной величине.
5. Способ по одному из пп.1-4, отличающийся тем, что установку предвключенной клети в соответствии с установкой первой клети сортового стана настраивают с учетом, что средний зазор относительно оправки для диапазона установки первой клети остается постоянным по своей абсолютной величине.
6. Способ по одному из пп.1-5, отличающийся тем, что радиус основания калибра имеет эксцентриситет, рассчитанный из условия, что он при максимальном наезде предвключенной клети уменьшается до нуля.

Текст
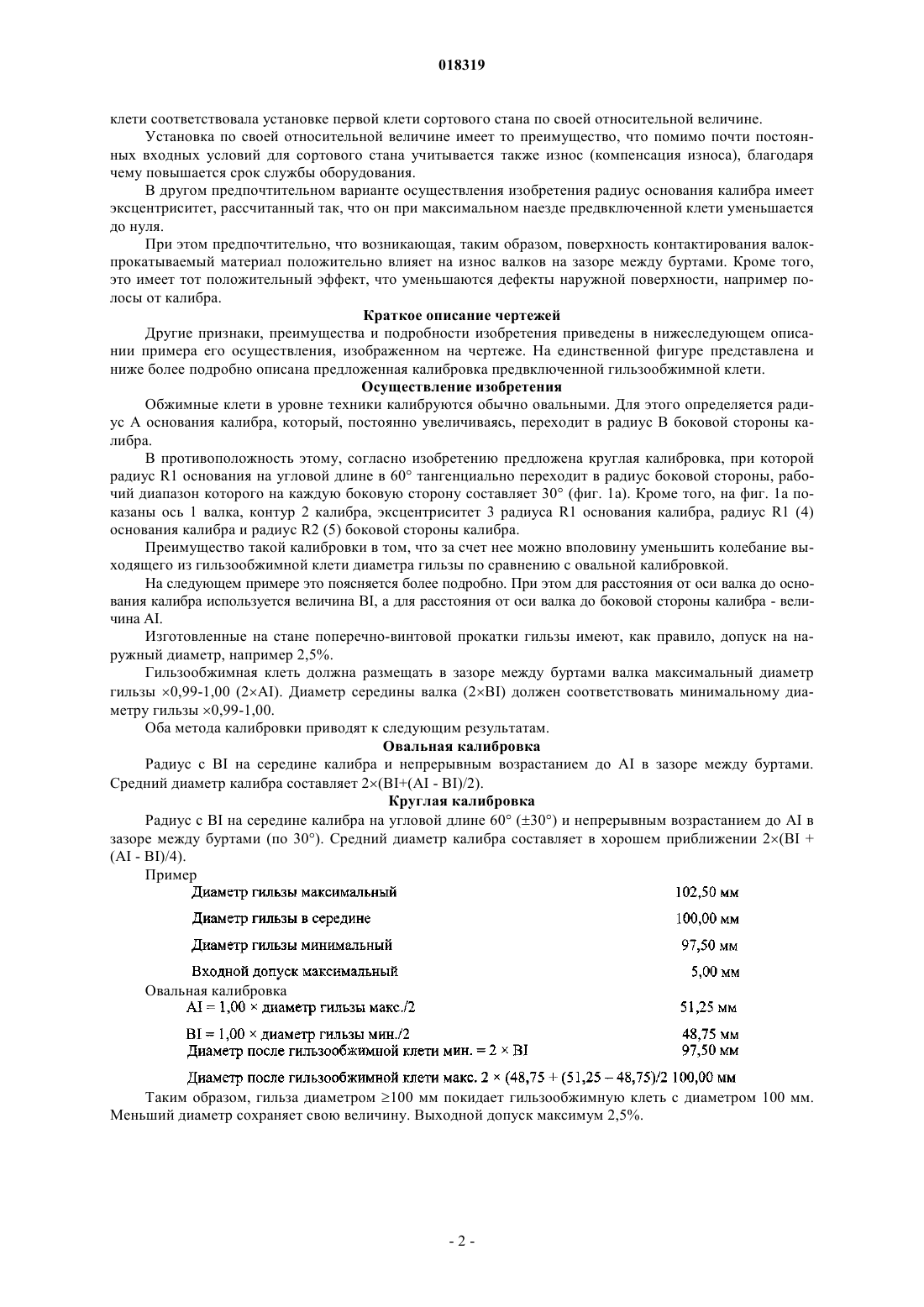
СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ НА СОРТОВОМ ТРЕХВАЛКОВОМ СТАНЕ Изобретение относится к способу изготовления бесшовных труб из металла, в частности из стали, при котором предварительно изготовленная горячая гильза на сортовом трехвалковом стане растягивается на оправке в трубную заготовку и перед входом в сортовой стан посредством предвключенной клетки подвергается выравнивающей диаметр операции прокатки. При этом предусмотрено, что валки предвключенной клети наезжают и подъезжают в такой же степени, что и деформирующие клети сортового стана, причем радиус основания калибра валков предвключенной клети проходит по углу 60, а за ним следует радиус боковой стороны с тангенциальным переходом,рассчитанный так, что даже при максимальной подаче валков в зоне боковой стороны почти не происходит уменьшения наибольшего ожидаемого диаметра гильзы. Область техники, к которой относится изобретение Изобретение относится к способу изготовления бесшовных труб на сортовом трехвалковом стане в соответствии с ограничительной частью п.1 формулы. Родовой способ описан в Stahlrohr Handbuch (Vulkan-Verlag, Essen, 12. Auflage 1995, стр. 107-111). Сортовые станы, работающие, например, по принципу непрерывной прокатки труб, используются для изготовления бесшовных труб. Их задача заключается в том, чтобы предварительно изготовленную посредством поперечно-винтовой прокатки горячую гильзу растянуть в трубную заготовку. Затем эта трубная заготовка обжимается до нужного окончательного размера на редукционно-растяжном стане. В принципе, сортовые станы существуют в двух вариантах: с двумя или тремя валками на клеть. Число клетей колеблется при этом обычно между 4 и 8. Известно, что сортовые станы очень восприимчивы к колебаниям толщины стенок и диаметра входящей гильзы. Однако таких колебаний не всегда можно избежать в процессе поперечно-винтовой прокатки, в течение которого обычно изготавливается гильза. В частности, станы поперечно-винтовой прокатки с дисковой проводкой в качестве направляющего средства изготавливают гильзы, диаметры которых в головной и нижней зонах отличаются от "филейной части". В процессе сортовой прокатки такие отклонения могут привести к незаполнению калибра,уменьшению толщины стенок вплоть до возникновения отверстий и переполнения калибра. Чтобы минимизировать такие дефекты, известно предвключение процессу сортовой прокатки гильзообжимной клети. В сортовом двухвалковом стане такая клеть содержит четыре валка, а в трехвалковом - три валка. Недостаток известных гильзообжимных клетей в том, что условия прокатки в сортовом стане изменяются при разных диаметрах гильзы. Из этого следует, что для сортового стана возникают разные входные условия при деформации(входной зазор между гильзой и оправкой, уменьшение наружного диаметра в первой клети), что, в свою очередь, может иметь негативные последствия для качества трубы. Раскрытие изобретения Задачей изобретения является установление для сортового трехвалкового стана калибровки и технологического режима гильзообжимной клети так, чтобы даже при разных диаметрах гильзы возникали почти одинаковые условия прокатки для деформации на сортовом стане. При этом необходимо максимально компенсировать отклонения диаметра гильзы или от гильзы к гильзе для прокатки на сортовом стане и в то же время предотвратить незаполнение или переполнение калибра. Эта задача решается в соответствии с ограничительной частью в сочетании с отличительными признаками п.1 формулы. Предпочтительные варианты являются объектом зависимых пунктов. Согласно изобретению для решения этой задачи применяется способ, при котором валки предвключенной клети наезжают и подъезжают в такой же степени, что и деформирующие клети сортового стана, причем радиус основания калибра валков предвключенной клети проходит по углу 60, а за ним следует радиус боковой стороны с тангенциальным переходом, рассчитанный так, что даже при максимальной подаче валков в зоне боковой стороны почти не происходит уменьшения наибольшего ожидаемого диаметра гильзы. Большое преимущество изобретения состоит в том, что благодаря предложенному способу и соответствующей калибровке можно, с одной стороны, заметно уменьшить диапазон колебаний диаметра входящей в сортовой стан гильзы, а, с другой стороны, благодаря предложенной калибровке можно также при разных диаметрах гильзы установить почти одинаковые условия сортовой прокатки, что выражается в намного более равномерном качестве геометрии трубы. В одном предпочтительном варианте осуществления изобретения установка предвключенной клети в соответствии с установкой первой клети сортового стана настраивается так, что средний зазор относительно оправки для диапазона установки первой клети остается постоянным по своей абсолютной величине. Постоянный зазор оправки на выходе гильзообжимной клети приводит к равномерным условиям деформации при прокатке и, тем самым, к заметно лучшему качеству трубы. Согласно другому предпочтительному признаку изобретения все клети сортового стана при данном диаметре оправки для достижения нужной толщины стенок за ним могут устанавливаться на одинаковое значение, причем это значение соответствует также настройке предвключенной клети. Для этого в противоположность постоянному входному зазору не требуется сложного расчета для изменения установки. Это имеет то дополнительное преимущество, что в сортовом стане не может происходить переполнения или незаполнения калибра, т.е. входные условия по отношению к наружному диаметру для прокатки на сортовом стане почти постоянные. Согласно другим предпочтительным признакам изобретения установка предвключенной клети по своей абсолютной величине соответствует только установке первой клети сортового стана. Взаимодействие гильзообжимной клети и последующей первой рабочей клети является решающим для качества процесса прокатки. Однако в качестве альтернативы возможно также, чтобы установка предвключенной клети соответствовала установке первой клети сортового стана по своей относительной величине. Установка по своей относительной величине имеет то преимущество, что помимо почти постоянных входных условий для сортового стана учитывается также износ (компенсация износа), благодаря чему повышается срок службы оборудования. В другом предпочтительном варианте осуществления изобретения радиус основания калибра имеет эксцентриситет, рассчитанный так, что он при максимальном наезде предвключенной клети уменьшается до нуля. При этом предпочтительно, что возникающая, таким образом, поверхность контактирования валокпрокатываемый материал положительно влияет на износ валков на зазоре между буртами. Кроме того,это имеет тот положительный эффект, что уменьшаются дефекты наружной поверхности, например полосы от калибра. Краткое описание чертежей Другие признаки, преимущества и подробности изобретения приведены в нижеследующем описании примера его осуществления, изображенном на чертеже. На единственной фигуре представлена и ниже более подробно описана предложенная калибровка предвключенной гильзообжимной клети. Осуществление изобретения Обжимные клети в уровне техники калибруются обычно овальными. Для этого определяется радиус А основания калибра, который, постоянно увеличиваясь, переходит в радиус В боковой стороны калибра. В противоположность этому, согласно изобретению предложена круглая калибровка, при которой радиус R1 основания на угловой длине в 60 тангенциально переходит в радиус боковой стороны, рабочий диапазон которого на каждую боковую сторону составляет 30 (фиг. 1 а). Кроме того, на фиг. 1 а показаны ось 1 валка, контур 2 калибра, эксцентриситет 3 радиуса R1 основания калибра, радиус R1 (4) основания калибра и радиус R2 (5) боковой стороны калибра. Преимущество такой калибровки в том, что за счет нее можно вполовину уменьшить колебание выходящего из гильзообжимной клети диаметра гильзы по сравнению с овальной калибровкой. На следующем примере это поясняется более подробно. При этом для расстояния от оси валка до основания калибра используется величина BI, а для расстояния от оси валка до боковой стороны калибра - величина AI. Изготовленные на стане поперечно-винтовой прокатки гильзы имеют, как правило, допуск на наружный диаметр, например 2,5%. Гильзообжимная клеть должна размещать в зазоре между буртами валка максимальный диаметр гильзы 0,99-1,00 (2AI). Диаметр середины валка (2BI) должен соответствовать минимальному диаметру гильзы 0,99-1,00. Оба метода калибровки приводят к следующим результатам. Овальная калибровка Радиус с BI на середине калибра и непрерывным возрастанием до AI в зазоре между буртами. Средний диаметр калибра составляет 2(BI+(AI - BI)/2). Круглая калибровка Радиус с BI на середине калибра на угловой длине 60 (30) и непрерывным возрастанием до AI в зазоре между буртами (по 30). Средний диаметр калибра составляет в хорошем приближении 2(BI + Таким образом, гильза диаметром 100 мм покидает гильзообжимную клеть с диаметром 100 мм. Меньший диаметр сохраняет свою величину. Выходной допуск максимум 2,5%. Таким образом, гильза диаметром 98,75 мм покидает гильзообжимную клеть с диаметром 98,75 мм. Меньший диаметр сохраняет свою величину. Выходной допуск максимум 1,25% (по отношению к номинальному диаметру гильзы). С овальной калибровкой достигается улучшение допуска с 5 до 2,5% (50%), а с круглой - улучшение с 5 до 1,25% (75%). На той же оправке при прокатке достигаются разные толщины стенок. Для этого рабочие клети должны наезжать и подъезжать. Этому наезду и подъезду должна приблизительно следовать гильзообжимная клеть, поскольку только таким образом взаимодействие с рабочими клетями остается приблизительно одинаковым. На фиг. 1b изображены гильзообжимная клеть (слева) и первая клеть сортового стана (справа), c и c' соответствуют номинальному положению гильзообжимной клети и первой клети сортового трехвалкового стана, причем с' является мерой раскрытия калибра гильзообжимной клети, а с - мерой раскрытия калибра сортового стана при номинальной установке. а и а' обозначают положительное изменение установки (наезд) сортового стана и гильзообжимной клети.b и b' обозначают отрицательное изменение установки (подъезд) сортового стана и гильзообжимной клети. Расчет"абсолютно одинаков": Путь перемещения (положительный = наезд, отрицательный = подъезд) первой клети сортового стана и гильзообжимной клети по своему значению абсолютно одинаков"относительно одинаков": Путь перемещения (положительный = наезд, отрицательный = подъезд) гильзообжимной клети относительно первой клети сортового стана относительно одинаков, т.е. это - функция от номинального положения (с, с') и пути перемещения первой клети (а, b). Перечень ссылочных позиций 1 - ось валка 2 - контур калибра 3 - эксцентриситет 4 - радиус R1 основания калибраa, а' - относительное изменение установки (положительное) гильзообжимной и первой клетейb, b' - относительное изменение установки (отрицательное) гильзообжимной и первой клетейc, с' - номинальное положение гильзообжимной и первой клетей ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления бесшовных труб из металла, в частности из стали, при котором предварительно изготовленную горячую гильзу на сортовом трехвалковом стане растягивают на оправке в трубную заготовку и гильзу перед входом в сортовой стан в предвключенной клети подвергают выравнивающей диаметр операции прокатки, отличающийся тем, что валки предвключенной клети наезжают и подъезжают в такой же степени, что и деформирующие клети сортового стана, причем радиус основания калибра валков предвключенной клети проходит по углу 60, а за ним следует радиус боковой стороны с тангенциальным переходом, рассчитанный из условия, что даже при максимальной подаче валков в зоне боковой стороны почти не происходит уменьшения наибольшего ожидаемого диаметра гильзы. 2. Способ по п.1, отличающийся тем, что все клети сортового стана устанавливают за ним при данном комплекте оправок для достижения нужной толщины стенок на одинаковое значение, причем это значение соответствует также настройке предвключенной клети. 3. Способ по пп.1 и 2, отличающийся тем, что установка предвключенной клети соответствует установке первой клети сортового стана по своей абсолютной величине. 4. Способ по пп.1 и 2, отличающийся тем, что установка предвключенной клети соответствует установке первой клети сортового стана по своей относительной величине. 5. Способ по одному из пп.1-4, отличающийся тем, что установку предвключенной клети в соответствии с установкой первой клети сортового стана настраивают с учетом, что средний зазор относительно оправки для диапазона установки первой клети остается постоянным по своей абсолютной величине. 6. Способ по одному из пп.1-5, отличающийся тем, что радиус основания калибра имеет эксцентриситет, рассчитанный из условия, что он при максимальном наезде предвключенной клети уменьшается до нуля.
МПК / Метки
МПК: B21B 23/00, B21B 27/02
Метки: трехвалковом, стане, труб, способ, изготовления, сортовом, бесшовных
Код ссылки
<a href="https://eas.patents.su/5-18319-sposob-izgotovleniya-besshovnyh-trub-na-sortovom-trehvalkovom-stane.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления бесшовных труб на сортовом трехвалковом стане</a>
Способ изготовления бесшовных труб
Номер патента: 12898
Опубликовано: 30.12.2009
Авторы: Симода Казухиро, Ямакава Томио
МПК: B21B 27/02, B21B 23/00, B21B 19/04...
Метки: изготовления, бесшовных, труб, способ
Формула / Реферат:
Способ изготовления бесшовных труб, отличающийся тем, что заготовка подвергается прошивке для получения полой гильзы во время вращения и продвижения заготовки с использованием двух конусообразных косорасположенных валков, образующих участок захвата и расположенных друг напротив друга вокруг линии прокатки, двух калиброванных дисковых валков и оправки, расположенной вдоль линии прокатки между косорасположенными валками и дисковыми валками, при...
Способ изготовления горячей обработкой бесшовных труб с оптимизированными усталостными свойствами в сваренном состоянии
Номер патента: 15222
Опубликовано: 30.06.2011
Авторы: Эрделен-Пеплер Марион, Ротт Каролин, Зоммеркамп Оливер, Клостер Герд, Ринг Маркус
МПК: B21K 21/12, B21J 5/08
Метки: оптимизированными, горячей, способ, сваренном, усталостными, труб, изготовления, состоянии, бесшовных, свойствами, обработкой
Формула / Реферат:
1. Способ изготовления горячей обработкой, в частности, горячекатаных, бесшовных труб с оптимизированными свойствами к усталости в сваренном состоянии с наружным диаметром до 711 мм и номинальной толщиной до 100 мм из металла, в частности стали, причем после горячей или готовой прокатки по меньшей мере на одном конце трубы на установленной длине создают определенное поперечное сечение трубы, выполненное с жесткими допусками для внутреннего и...
Прокатный стан с поддерживаемым дорном, предназначенный для бесшовных труб
Номер патента: 14479
Опубликовано: 30.12.2010
Авторы: Ринальди Патрицио, Пальма Винченцо, Марин Паоло
МПК: B21B 17/04
Метки: поддерживаемым, стан, дорном, прокатный, предназначенный, бесшовных, труб
Формула / Реферат:
1. Прокатный стан (10) для прокатки бесшовных труб (Т), имеющий ось (L) прокатки, вдоль которой бесшовные трубы (Т) перемещаются в направлении (А) прокатки во время обработки на упомянутом прокатном стане (10), содержащий множество прокатных блоков (U), которые расположены один за другим вдоль упомянутой оси (L) прокатки, при этом каждый из упомянутых прокатных блоков (U) снабжен по меньшей мере тремя съемными рабочими валками (12), вращающимися...
Способ изготовления бесшовного полого изделия из стального круглого слитка ( варианты )
Номер патента: 13888
Опубликовано: 30.08.2010
Авторы: Маниг Гюнтер, Кюммерлинг Рольф
МПК: B21B 19/04
Метки: изделия, варианты, способ, стального, полого, изготовления, слитка, круглого, бесшовного
Формула / Реферат:
1. Способ изготовления бесшовного полого изделия из стального круглого слитка, диаметр которого составляет <95% диаметра слитка, на двухвалковом стане поперечно-винтовой прокатки с помощью оправки, удерживаемой между косыми валками и имеющей прошивную часть и по меньшей мере одну прогладочную часть, с использованием калибровочных направляющих, причем расстояние между валками в самом узком сечении устанавливают по отношению к диаметру слитка,...
Высокогерметичное резьбовое соединение нефтепромысловых труб (варианты) и способы изготовления резьбового соединения этих труб (варианты)
Номер патента: 8318
Опубликовано: 27.04.2007
Авторы: Пумпянский Дмитрий Александрович, Емельянов Алексей Викторович, Уразов Николай Васильевич, Семин Владимир Иванович, Поярков Владимир Георгиевич, Семериков Константин Анатольевич, Фартушный Николай Иванович, Жаров Владимир Николаевич, Марченко Леонид Григорьевич
МПК: E21B 17/042
Метки: соединения, нефтепромысловых, труб, этих, изготовления, резьбового, варианты, высокогерметичное, способы, соединение, резьбовое
Формула / Реферат:
1. Высокогерметичное резьбовое соединение труб, включающее охватываемую и охватывающую трубчатые детали с коническими или цилиндрическими резьбами и упорными торцами, наружную и внутреннюю уплотнительные поверхности, отличающееся тем, что на внутренней поверхности охватывающей детали со стороны ее свободного торца выполнен участок конусной формы, являющийся фаской, и на котором выполнен сход резьбы, при этом поверхность указанного торца...
Предыдущий патент: Антидоты для сельскохозяйственных культур
Следующий патент: Устройство для намотки труб
Случайный патент: Эластомерная смесь, содержащая диеновый эластомер, модифицированный аминоалкоксисилановой группой, резиновая композиция и способы их получения