Способ изготовления фасонной детали, имеющей сквозное отверстие, и устройство для его осуществления
Формула / Реферат
1. Способ изготовления фасонной детали (FT), имеющей сквозное отверстие, включающий:
(a) этап продвижения, на котором пруткообразную заготовку (R) продвигают на заданную длину в продольном направлении через направляющую (1), имеющую такую же форму поперечного сечения, что и заготовка (R), в матрицу (2), внутренняя периферийная стенка которой определяет внешний периметр фасонной детали, которую нужно изготовить, и затем жестко закрепляют;
(b) по меньшей мере один этап формоизменения, на котором конечный участок заготовки (R), расположенный снаружи направляющей (1) на стороне матрицы, сжимают в осевом направлении посредством объемного штампа (3) и тем самым изменяют форму заготовки для образования диска (S), ограниченного по периметру матрицей (2);
(c) этап пробивания, на котором диск (S), расположенный в матрице (2), пробивают посредством пуансона (31), коаксиального с направляющей (1) и имеющего такую же форму поперечного сечения, что и направляющая (1), и сердцевину (Ks) диска, выполненную за одно целое с недеформированной частью заготовки (R) и имеющую ту же самую форму поперечного сечения, что и недеформированная часть заготовки, выталкивают из диска (S), проталкивают в направляющую (1) и вместе с недеформированной частью заготовки (R), расположенной в направляющей (1), перемещают обратно в направлении, противоположном направлению продвижения заготовки (R) и против осевой противодействующей силы (FG), которой воздействуют на заготовку (R);
(d) этап отделения, на котором пробитый диск (S) отделяют от сердцевины (Ks) диска; и
(e) этап удаления, на котором готовую фасонную деталь (FT) удаляют из матрицы (2),
отличающийся тем, что на этапе (с) пробивания на диск (S), расположенный в матрице (2), посредством втулкообразного прижимного элемента (32) объемного штампа (3), который подвижен относительно пуансона (31) и охватывает пуансон (31), воздействуют осевой силой нажатия (FNH) в направлении выталкивания сердцевины (Ks) диска.
2. Способ по п.1, отличающийся тем, что на этапе (d) отделения диск (S), расположенный в матрице (2), подвергают действию осевой силы нажатия (FNH) в направлении выталкивания сердцевины (Ks) диска.
3. Способ по п.1 или 2, отличающийся тем, что осевую силу нажатия (FNH) и осевую противодействующую силу (FG) выбирают такой величины, чтобы в диске (S) создавалось напряженное состояние, которое, по меньшей мере, компенсировало бы возникающие в диске (S) касательное и растягивающее напряжения.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что на этапе (с) пробивания сердцевину (Ks) диска (S) не полностью выталкивают из диска (S), а предпочтительно до 98-99% его толщины.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что на этапе (d) отделения оставшуюся часть заготовки (R), выполненной за одно целое с сердцевиной (Ks) диска, выдвигают вместе с сердцевиной (Ks) диска в осевом направлении из диска (S), неподвижно закрепленного в матрице (2) так, чтобы сердцевина (Ks) диска отделилась от диска (S).
6. Способ по одному из пп.1-4, отличающийся тем, что на этапе (d) отделения матрицу (2) с расположенным в ней диском (S) выдвигают в осевом направлении из неподвижно закрепленной оставшейся части заготовки (R) и сердцевины (Ks) диска, цельной с оставшейся частью заготовки (R), чтобы сердцевина (Ks) диска отделилась от диска (S).
7. Способ по любому из предшествующих пунктов, отличающийся тем, что заготовку (R) жестко закрепляют на этапах (b), (с) и (d) посредством зажимного приспособления (4), закрепленного по периметру заготовки (R).
8. Способ по п.7, отличающийся тем, что на зажимное приспособление (4) воздействуют осевой противодействующей силой (FG) и через него воздействуют на заготовку (R) или осевую противодействующую силу (FG) генерируют силой трения, с которой зажимное приспособление (4) действует на заготовку (R).
9. Способ по любому из предшествующих пунктов, отличающийся тем, что он дополнительно содержит этап (f) обжатия, на котором заготовку (R) изготавливают из пруткового материала (RA), имеющего больший размер поперечного сечения, чем размер заготовки (R), путем уменьшения поперечного сечения пруткового материала (RA).
10. Способ по п.9, отличающийся тем, что этап обжатия выполняют на этапе (а) продвижения.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что внешний контур прижимного элемента (32) преимущественно соответствует внутреннему контуру матрицы (2).
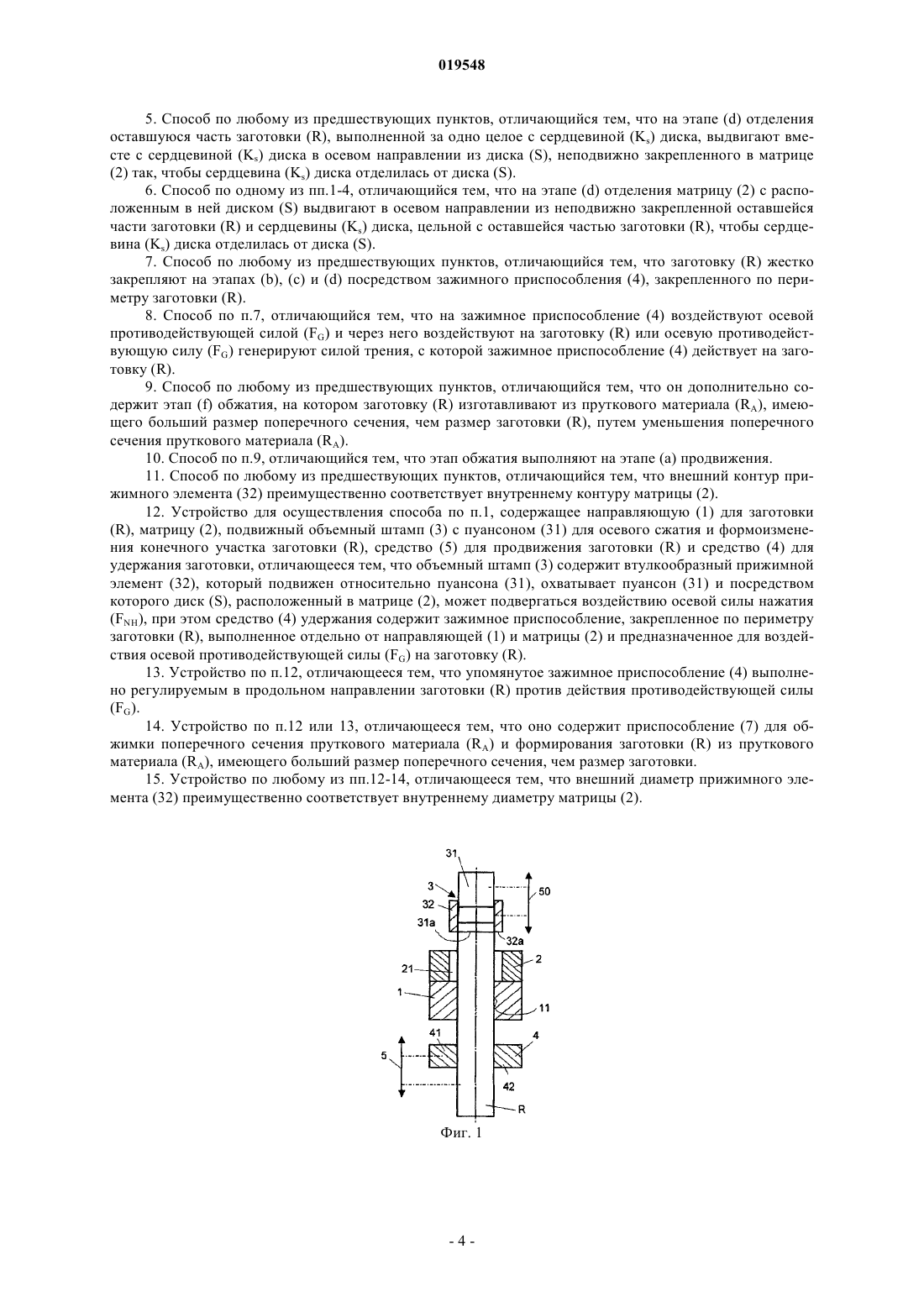
12. Устройство для осуществления способа по п.1, содержащее направляющую (1) для заготовки (R), матрицу (2), подвижный объемный штамп (3) с пуансоном (31) для осевого сжатия и формоизменения конечного участка заготовки (R), средство (5) для продвижения заготовки (R) и средство (4) для удержания заготовки, отличающееся тем, что объемный штамп (3) содержит втулкообразный прижимной элемент (32), который подвижен относительно пуансона (31), охватывает пуансон (31) и посредством которого диск (S), расположенный в матрице (2), может подвергаться воздействию осевой силы нажатия (FNH), при этом средство (4) удержания содержит зажимное приспособление, закрепленное по периметру заготовки (R), выполненное отдельно от направляющей (1) и матрицы (2) и предназначенное для воздействия осевой противодействующей силы (FG) на заготовку (R).
13. Устройство по п.12, отличающееся тем, что упомянутое зажимное приспособление (4) выполнено регулируемым в продольном направлении заготовки (R) против действия противодействующей силы (FG).
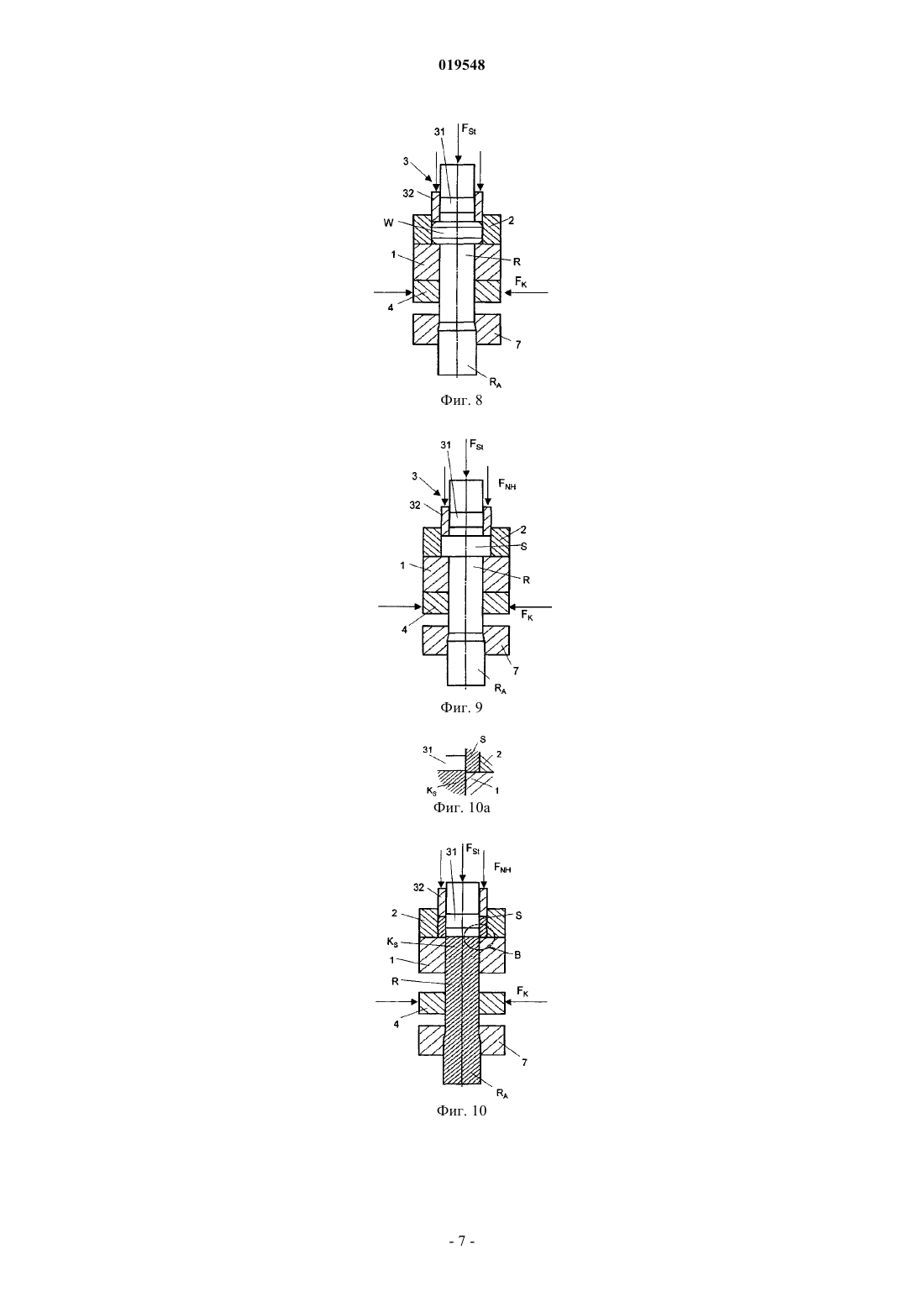
14. Устройство по п.12 или 13, отличающееся тем, что оно содержит приспособление (7) для обжимки поперечного сечения пруткового материала (RA) и формирования заготовки (R) из пруткового материала (RA), имеющего больший размер поперечного сечения, чем размер заготовки.
15. Устройство по любому из пп.12-14, отличающееся тем, что внешний диаметр прижимного элемента (32) преимущественно соответствует внутреннему диаметру матрицы (2).

Текст
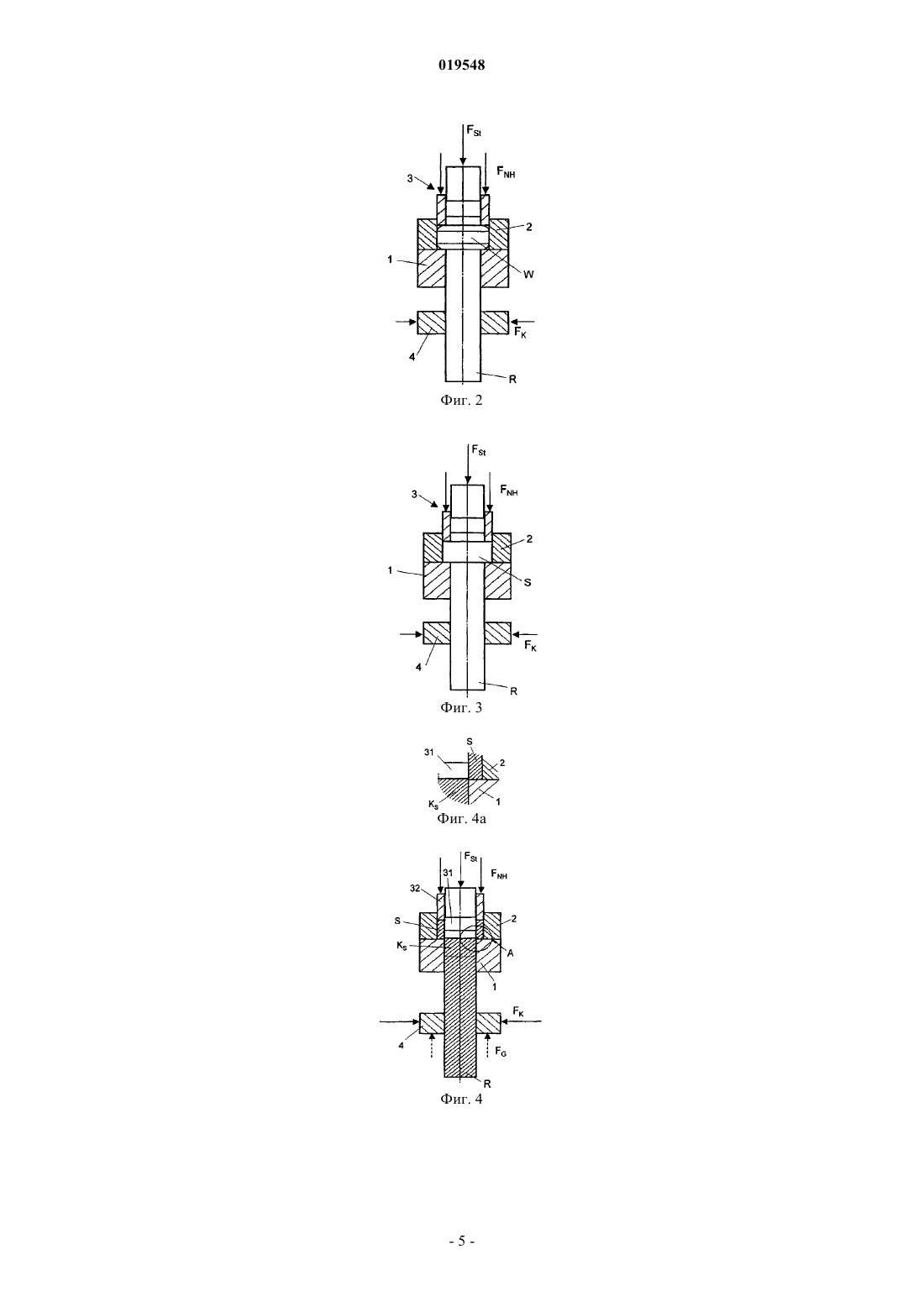
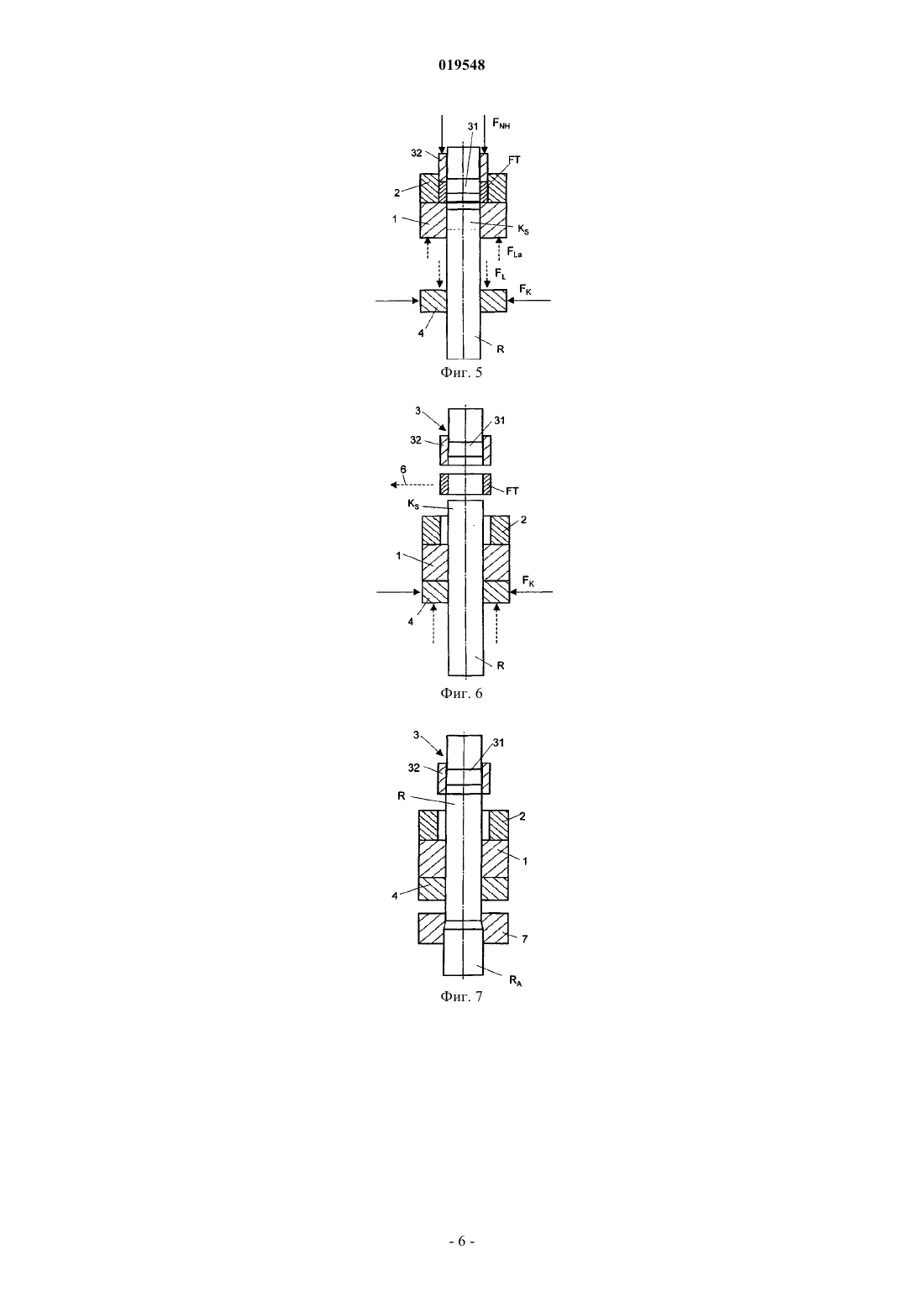
СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ДЕТАЛИ, ИМЕЮЩЕЙ СКВОЗНОЕ ОТВЕРСТИЕ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Для того чтобы изготовить фасонную деталь, снабженную сквозным отверстием, пруткообразная заготовка (R) проталкивается вперед коаксиально через направляющую (1) на заданную длину в матрицу (2) и затем фиксируется на месте. Затем конечный участок заготовки (R) сжимается в осевом направлении с помощью объемного штампа (3) и приобретает форму диска, ограниченного матрицей (2). После этого на этапе пробивания сердцевина (KS) диска,имеющая такую же форму поперечного сечения, что и заготовка (R), выталкивается из диска(S) с помощью пуансона (31) и вталкивается в направляющую (1) и перемещается обратно с недеформированной частью заготовки. Затем пробитый диск (S) отделяется от сердцевины (KS) диска, и фасонная деталь удаляется из матрицы (2). На этапе пробивания диск (S), находящийся в матрице (2), подвергается осевой силе нажатия (FNH) в направлении выталкивания сердцевины диска, а заготовка (R) подвергается осевой противодействующей силе (FG), действующей в направлении, противоположном выталкиванию сердцевины диска. Таким образом, растягивающее или касательное напряжение, возникающее в диске, компенсируется приложением сжимающего напряжения, и предотвращается образование трещин, заусенцев или других деформаций по внутреннему контуру фасонной детали. Изобретение относится к способу изготовления фасонных деталей со сквозным отверстием в соответствии с преамбулой п.1, а также устройства для выполнения способа в соответствии с независимым п.12. Этот способ известен, например, из DE 3147897 А 1. Согласно этому документу имеет место массовое производство идентичных кольцеобразных металлических деталей из металлической пруткообразной заготовки путем сжатия, тем самым вызывая деформацию конечного участка заготовки для формирования диска, и путем последовательного осевого пробивания диска с помощью пуансона, имеющего такую же форму поперечного сечения, что и (несжатая) заготовка, и путем удаления сердцевины диска, пробитого пуансоном, из диска. Сердцевина диска цельная с несжатым сегментом заготовки формирует с этим сегментом отправную точку для дополнительного цикла процесса до того времени, пока оставшаяся часть заготовки не будет больше достаточной для получения дополнительных фасонных деталей, и поступит в отходы. Во время пробивания сердцевины диска по наружной кромке сквозного отверстия образуется нежелательная поверхность разрушения с трещинами и, в лучшем случае, заусенцами, что может потребовать повторной обработки фасонных деталей, тем самым оказывая воздействие на диск из-за касательного и растягивающего напряжений. В документе DE 3147897 А 1 справедливо упомянуто, что для получения гладкой поверхности фасонной детали в процессе отделения с помощью нижнего пуансона на заготовку должна действовать противодействующая сила достаточной величины. Дополнительные подробности в этом отношении не установлены. В документах JP 58070935 А и JP 62084849 А описаны дополнительные подобные способы и устройства для изготовления кольцеобразных фасонных деталей. В данном документе заготовка жестко закреплена в направляющей, выполненной в виде открывающегося и закрывающегося зажимного устройства, и конечный участок заготовки, выступающий из направляющей в матрицу, сжимается в осевом направлении посредством объемного штампа и деформируется в матрице для образования диска. Из диска выталкивается сердцевина. Объемный штамп содержит пуансон и втулку, охватывающую пуансон,внешние размеры объемного штампа подогнаны к форме матрицы, чтобы объемный штамп мог перемещаться в матрице. Пуансон, подвижный относительно втулки, используется для выталкивания сердцевины диска. Проблема деформаций, образования заусенцев, связанная с растягивающим напряжением и касательным напряжением, в этих документах не затронута. Проблемой, лежащей в основе изобретения, является усовершенствование способа, упомянутого в начале, таким образом, чтобы для фасонных деталей, изготовленных этим способом, не требовалось повторной обработки или, по меньшей мере, требовалась совсем небольшая обработка. В частности, фасонные детали не должны иметь значительные трещины, заусенцы или другие деформации в области выполненного в них сквозного отверстия. Данная проблема решается с помощью способа в соответствии с изобретением и устройства в соответствии с изобретением, как определено в независимом п.1 и независимом п.11 соответственно. Конкретные успешные разработки и варианты осуществления изобретения возникают из соответствующих зависимых пунктов. Под "прутковой заготовкой" понимается в настоящей связи любая форма заготовки с выраженным продольным удлинением и произвольным сечением, которое постоянно по всему продольному удлинению. В частности, прутки, стержни и проволока, имеющие любые размеры, подпадают под это определение. Как правило, сечения круглые, но изобретение не ограничивается этим. Термин "прутковый" следует понимать подобным образом. Под термином "диск" следует понимать в настоящей связи тело любой формы, расширенное в размерах поперечного сечения по сравнению с заготовкой. Как правило, это плоские диски, в частности кольцеобразный внешний контур, но изобретение не ограничивается этим. Сущность изобретения заключается в следующем: в способе изготовления фасонной детали, снабженной сквозным отверстием, на этапе продвижения пруткообразная заготовка продвигается на заданную длину в продольном направлении через направляющую, имеющую такую же форму поперечного сечения, что и заготовка, в матрицу и затем жестко закрепляется, внутренняя периферийная стенка матрицы определяет внешний периметр фасонной детали, которую нужно изготовить. По меньшей мере на одном этапе формоизменения конечный участок заготовки, расположенный снаружи направляющей на стороне матрицы, сжимается в осевом направлении с помощью объемного штампа и тем самым изменяет форму, приобретая форму диска, ограниченного по периметру матрицей. На этапе пробивания диск, расположенный в штампе, пробивается пуансоном, коаксиальным с направляющей и имеющим такую же форму поперечного сечения, что и направляющая, и сердцевина диска, выполненная за одно целое с недеформированной частью заготовки и имеющая такую же форму поперечного сечения, выталкивается из диска, проталкивается в направляющую и вместе с недеформированной частью заготовки, расположенной в направляющей, перемещается обратно в направлении, противоположном направлению продвижения заготовки. На этапе отделения пробитый диск отделяется от сердцевины диска, и на этапе удаления готовая фасонная деталь удаляется из матрицы. В соответствии с изобретением на этапе пробивания диск, расположенный в матрице, подвергается посредством втулкообразного прижимного элемента объ-1 019548 емного штампа, который подвижен относительно пуансона и охватывает пуансон, действию осевой силы нажатия в направлении выталкивания сердцевины диска, а заготовка подвергается осевой противодействующей силе, действующей в направлении, противоположном направлению выталкивания сердцевины диска, при этом внешний диаметр прижимного элемента преимущественно соответствует внутреннему диаметру матрицы. Через посредство осевой силы нажатия и осевой противодействующей силы, при соответствующих номинальных значениях этих сил, возникает напряженное состояние, которое препятствует образованию значительных трещин, заусенцев или подобных деформаций по наружной кромке сквозного отверстия в диске, выполняемого во время пробивания. Предпочтительно также на этапе отделения, т.е. когда сердцевина диска выталкивается из штампа,чтобы осевая сила нажатия действовала на диск, расположенный в матрице в направлении выталкивания сердцевины диска. Предпочтительно, чтобы заготовка крепко удерживалась с помощью зажимного приспособления,закрепленного по периметру заготовки на этапе формоизменения, этапе пробивания и этапе отделения. Противодействующая сила предпочтительно воздействует на заготовку посредством зажимного приспособления, закрепленного по внешнему периметру заготовки. В связи с этим противодействующая сила может прикладываться либо к зажимному приспособлению и передаваться от зажимного приспособления на заготовку либо противодействующая сила может генерироваться силой трения, с которой зажимное приспособление действует на заготовку. Осевая сила нажатия и противодействующая сила, действующая против осевой силы нажатия, рассчитаны таким образом, чтобы в результате приложения сжимающего напряжения в диске достигалось напряженное состояние, которое, по меньшей мере, компенсировало касательное и растягивающее напряжение в диске, действующие во время пробивания. Следовательно, трещины, заусенцы и подобная деформация по наружной кромке выполненного сквозного отверстия устраняются оптимальным образом. В соответствии с особо предпочтительным вариантом способа согласно изобретению сердцевина диска не полностью выталкивается из диска, а предпочтительно только приблизительно до 98-99% его высоты или толщины диска. Следовательно, затем заготовка, выполненная за одно целое с сердцевиной диска, вынимается в осевом направлении, в то же время сохраняется вышеупомянутая осевая сила нажатия на диск, расположенный в штампе, т.е. выдвигается в осевом направлении из диска, расположенного в матрице, пока сердцевина диска не отделится от оставшейся части дискового кольца. Даже при таком действии предотвращается образование нежелательных деформаций по внутренней кромке фасонной детали, и более того, предотвращается удар пуансона о внутренний край матрицы. В соответствии с подобным предпочтительным альтернативным вариантом осуществления изобретения заготовка крепко удерживается, и матрица с расположенным в ней диском, отодвигается от заготовки. С помощью способа, представленного в упомянутой заявке DE 3147897 А 1, заготовка удерживается между двумя объемными штампами, которые обеспечивают продвижение заготовки и ее сжатие. Следовательно, длина заготовки и число фасонных деталей, которое может быть изготовлено из заготовки,ограничены, и не использованные оставшиеся части заготовок теряются в виде отходов. В соответствии с дополнительным предпочтительным вариантом способа согласно изобретению эта проблема решается тем, что зажимное приспособление, которое закреплено по периметру заготовки, используется для удержания заготовки и ее продольной фиксации во время этапа формоизменения и предпочтительно также во время этапа пробивания и этапа отделения. Это зажимное приспособление может быть расположено,например, в направлении продвижения на небольшом расстоянии перед направляющей. Таким образом,длина заготовок не ограничивается вторым объемным штампом, так что длинные прутки или почти бесконечные заготовки, которые, например, намотаны на катушки, также могут быть обработаны и, соответственно, фактически, значительные отходы больше не возникают. В соответствии с другим предпочтительным вариантом осуществления способа согласно изобретению заготовка изготавливается на этапе обжатия путем уменьшения поперечного сечения пруткового материала, имеющего больший размер поперечного сечения. Это означает, что в качестве исходного материала используется прутковый материал, который имеет больший размер поперечного сечения, чем заготовка, необходимая для изготовления фасонных деталей, и поперечное сечение этого пруткового материала уменьшается до размера, требуемого для заготовки, т.е. фасонных деталей, которые должны быть изготовлены из заготовки. Уменьшение поперечного сечения может быть выполнено, например, по существу, известным способом, посредством обжимного штампа, через который прутковый материал выдавливается и/или протягивается во время перемещения заготовки на этапе продвижения или на предшествующем этапе формоизменения. Таким образом, размеры пруткового материала не должны совпадать с размерами заготовки, и фасонные детали, имеющие разные размеры, могут быть изготовлены из одного и того же пруткового материала. Среди прочего, поставка и хранение пруткового материала, таким образом, значительно упрощаются. Устройство, подходящее для осуществления способа в соответствии с изобретением, содержит направляющую для заготовки, матрицу, подвижный объемный штамп с пуансоном для аксиального сжатия и формоизменения конечного участка заготовки, средство для продвижения заготовки и средство для удержания заготовки. В соответствии с изобретением объемный штамп содержит втулкообразный прижимной элемент, подвижный относительно пуансона и охватывающий пуансон, посредством прижимного элемента диск, расположенный в матрице, подвергается действию осевой силе нажатия, при этом внешний диаметр прижимного элемента преимущественно соответствует внутреннему диаметру матрицы, и средство для удержания содержит зажимное приспособление, закрепленное по периметру заготовки, упомянутое зажимное приспособление сконструировано отдельно от направляющей и матрицы и для воздействия осевой противодействующей силы на заготовку. Более того, посредством зажимного приспособления становится возможной обработка сравнительно очень большого или почти бесконечного пруткового материала. В соответствии с предпочтительным вариантом зажимное приспособление может регулироваться в продольном направлении заготовки. В соответствии с дополнительным предпочтительным вариантом осуществления изобретения устройство содержит приспособление для обжимки поперечного сечения при формировании заготовки из пруткового материала, имеющего больший размер поперечного сечения. Это дает возможность изготавливать фасонные детали разных размеров из ограниченного комплекта разных прутковых материалов. Способ в соответствии с изобретением и устройство в соответствии с изобретением можно использовать от холодной штамповки до горячей штамповки в полном диапазоне температур. Способ в соответствии с изобретением и устройство в соответствии с изобретением описаны ниже более подробно на основе двух примеров варианта осуществления со ссылкой на прилагаемые чертежи,на которых показано: фиг. 1-6 - основные части первого варианта устройства в соответствии с изобретением на шести типичных этапах процесса; фиг. 4 а - деталь А из фиг. 4 в увеличенном масштабе; фиг. 7-12 - основные детали второго примера варианта устройства в соответствии с изобретением на шести типичных этапах процесса; фиг. 10 а - деталь В из фиг. 10 в увеличенном масштабе. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления фасонной детали (FT), имеющей сквозное отверстие, включающий:(a) этап продвижения, на котором пруткообразную заготовку (R) продвигают на заданную длину в продольном направлении через направляющую (1), имеющую такую же форму поперечного сечения, что и заготовка (R), в матрицу (2), внутренняя периферийная стенка которой определяет внешний периметр фасонной детали, которую нужно изготовить, и затем жестко закрепляют;(b) по меньшей мере один этап формоизменения, на котором конечный участок заготовки (R), расположенный снаружи направляющей (1) на стороне матрицы, сжимают в осевом направлении посредством объемного штампа (3) и тем самым изменяют форму заготовки для образования диска (S), ограниченного по периметру матрицей (2);(c) этап пробивания, на котором диск (S), расположенный в матрице (2), пробивают посредством пуансона (31), коаксиального с направляющей (1) и имеющего такую же форму поперечного сечения, что и направляющая (1), и сердцевину (Ks) диска, выполненную за одно целое с недеформированной частью заготовки (R) и имеющую ту же самую форму поперечного сечения, что и недеформированная часть заготовки, выталкивают из диска (S), проталкивают в направляющую (1) и вместе с недеформированной частью заготовки (R), расположенной в направляющей (1), перемещают обратно в направлении, противоположном направлению продвижения заготовки (R) и против осевой противодействующей силы (FG),которой воздействуют на заготовку (R);(d) этап отделения, на котором пробитый диск (S) отделяют от сердцевины (Ks) диска; и(e) этап удаления, на котором готовую фасонную деталь (FT) удаляют из матрицы (2),отличающийся тем, что на этапе (с) пробивания на диск (S), расположенный в матрице (2), посредством втулкообразного прижимного элемента (32) объемного штампа (3), который подвижен относительно пуансона (31) и охватывает пуансон (31), воздействуют осевой силой нажатия (FNH) в направлении выталкивания сердцевины (Ks) диска. 2. Способ по п.1, отличающийся тем, что на этапе (d) отделения диск (S), расположенный в матрице(2), подвергают действию осевой силы нажатия (FNH) в направлении выталкивания сердцевины (Ks) диска. 3. Способ по п.1 или 2, отличающийся тем, что осевую силу нажатия (FNH) и осевую противодействующую силу (FG) выбирают такой величины, чтобы в диске (S) создавалось напряженное состояние,которое, по меньшей мере, компенсировало бы возникающие в диске (S) касательное и растягивающее напряжения. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что на этапе (с) пробивания сердцевину (Ks) диска (S) не полностью выталкивают из диска (S), а предпочтительно до 98-99% его толщины. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что на этапе (d) отделения оставшуюся часть заготовки (R), выполненной за одно целое с сердцевиной (Ks) диска, выдвигают вместе с сердцевиной (Ks) диска в осевом направлении из диска (S), неподвижно закрепленного в матрице(2) так, чтобы сердцевина (Ks) диска отделилась от диска (S). 6. Способ по одному из пп.1-4, отличающийся тем, что на этапе (d) отделения матрицу (2) с расположенным в ней диском (S) выдвигают в осевом направлении из неподвижно закрепленной оставшейся части заготовки (R) и сердцевины (Ks) диска, цельной с оставшейся частью заготовки (R), чтобы сердцевина (Ks) диска отделилась от диска (S). 7. Способ по любому из предшествующих пунктов, отличающийся тем, что заготовку (R) жестко закрепляют на этапах (b), (с) и (d) посредством зажимного приспособления (4), закрепленного по периметру заготовки (R). 8. Способ по п.7, отличающийся тем, что на зажимное приспособление (4) воздействуют осевой противодействующей силой (FG) и через него воздействуют на заготовку (R) или осевую противодействующую силу (FG) генерируют силой трения, с которой зажимное приспособление (4) действует на заготовку (R). 9. Способ по любому из предшествующих пунктов, отличающийся тем, что он дополнительно содержит этап (f) обжатия, на котором заготовку (R) изготавливают из пруткового материала (RA), имеющего больший размер поперечного сечения, чем размер заготовки (R), путем уменьшения поперечного сечения пруткового материала (RA). 10. Способ по п.9, отличающийся тем, что этап обжатия выполняют на этапе (а) продвижения. 11. Способ по любому из предшествующих пунктов, отличающийся тем, что внешний контур прижимного элемента (32) преимущественно соответствует внутреннему контуру матрицы (2). 12. Устройство для осуществления способа по п.1, содержащее направляющую (1) для заготовки(R), матрицу (2), подвижный объемный штамп (3) с пуансоном (31) для осевого сжатия и формоизменения конечного участка заготовки (R), средство (5) для продвижения заготовки (R) и средство (4) для удержания заготовки, отличающееся тем, что объемный штамп (3) содержит втулкообразный прижимной элемент (32), который подвижен относительно пуансона (31), охватывает пуансон (31) и посредством которого диск (S), расположенный в матрице (2), может подвергаться воздействию осевой силы нажатия(FNH), при этом средство (4) удержания содержит зажимное приспособление, закрепленное по периметру заготовки (R), выполненное отдельно от направляющей (1) и матрицы (2) и предназначенное для воздействия осевой противодействующей силы (FG) на заготовку (R). 13. Устройство по п.12, отличающееся тем, что упомянутое зажимное приспособление (4) выполнено регулируемым в продольном направлении заготовки (R) против действия противодействующей силы(FG). 14. Устройство по п.12 или 13, отличающееся тем, что оно содержит приспособление (7) для обжимки поперечного сечения пруткового материала (RA) и формирования заготовки (R) из пруткового материала (RA), имеющего больший размер поперечного сечения, чем размер заготовки. 15. Устройство по любому из пп.12-14, отличающееся тем, что внешний диаметр прижимного элемента (32) преимущественно соответствует внутреннему диаметру матрицы (2).
МПК / Метки
Метки: способ, изготовления, устройство, отверстие, сквозное, осуществления, фасонной, имеющей, детали
Код ссылки
<a href="https://eas.patents.su/9-19548-sposob-izgotovleniya-fasonnojj-detali-imeyushhejj-skvoznoe-otverstie-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления фасонной детали, имеющей сквозное отверстие, и устройство для его осуществления</a>
Прикрепляемый элемент, ограничивающий сквозное отверстие для размещения винта
Номер патента: 15914
Опубликовано: 30.12.2011
Автор: Кёвилли Эрик
МПК: B62D 65/14, B62D 25/04, B60R 13/02...
Метки: прикрепляемый, сквозное, винта, размещения, элемент, ограничивающий, отверстие
Формула / Реферат:
1. Прикрепляемый элемент (10) со сквозным отверстием (12), предназначенным для размещения винта, крепящего элемент (10) к опоре, в котором указанное отверстие (12) выполнено с возможностью захождения в него винта, при этом элемент (10) со стороны первой концевой части отверстия имеет зенкованную поверхность (16), соответствующую посадочной поверхности головки винта, а его поверхность (18) со стороны второй концевой части отверстия (12)...
Способ запирания и пломбирования объектов, содержащих детали с совмещающимися отверстиями, и контрольно-охранное устройство для осуществления этого способа
Номер патента: 193
Опубликовано: 24.12.1998
Автор: Ханинс Жан Борисович
МПК: E05B 39/02, G09F 3/03
Метки: способа, объектов, этого, отверстиями, способ, совмещающимися, пломбирования, детали, запирания, осуществления, контрольно-охранное, содержащих, устройство
Формула / Реферат:
1. Способ запирания и пломбирования объектов, содержащих детали с совмещающимися отверстиями, включающий установку стальной отожженной скобы в отверстия деталей с совмещающимися отверстиями, например дверных накладок, установку металлической пластины с двумя отверстиями на концы упомянутой скобы и закручивания концов скобы не менее чем на два витка, отличающийся тем, что, с целью повышения надежности и упрощения запирания, после установки...
Способ опорожнения металлоплавильной ёмкости от основной части жидкого металла через выпускное отверстие в донной поверхности ёмкости, металлоплавильная ёмкость для его осуществления и последовательность основных операций его осуществления
Номер патента: 11533
Опубликовано: 28.04.2009
Авторы: Деревянченко Игорь Витальевич, Белитченко Анатолий Константинович, Хлопонин Виктор Николаевич, Францки Рената Эвальдовна, Зинковский Иван Васильевич, Шумахер Эдгар Эвальдович, Савьюк Александр Николаевич, Шумахер Эвальд Антонович
Метки: последовательность, металлоплавильная, операций, ёмкости, жидкого, отверстие, металла, опорожнения, части, основных, основной, выпускное, металлоплавильной, осуществления, донной, ёмкость, поверхности, способ
Формула / Реферат:
1. Способ опорожнения металлоплавильной емкости от основной части жидкого металла через выпускное отверстие в донной поверхности емкости, включающий опускание потоков металла, покидающего емкость, ниже уровня его входа в выпускное отверстие, вплоть до донной поверхности в этой части емкости, последующее перемещение вдоль донной поверхности и подъем этих потоков металла до и выше уровня входа в выпускное отверстие и выпуск металла через это...
Способ монтажа детали на профилированном шнуре, промежуточное устройство крепления детали на профилированном шнуре, стекло и использование упомянутого устройства
Номер патента: 18294
Опубликовано: 28.06.2013
Авторы: Гарсия Рикардо, Юше Жерар
МПК: F16B 5/12, F16B 2/24, F16B 5/06...
Метки: упомянутого, профилированном, промежуточное, способ, шнуре, устройства, использование, стекло, крепления, монтажа, устройство, детали
Формула / Реферат:
1. Способ монтажа присоединяемой детали (2), такой как облицовочный профиль (2'), на участке профилированного шнура (3), закрепленного на периферии стекла (4), причем монтаж облицовочного профиля (2') осуществляют при помощи промежуточного устройства (1) крепления, которое содержит по меньшей мере одну защелку (5), содержащую по меньшей мере одну входную взаимодействующую часть, предназначенную для взаимодействия с упомянутым профилированным...
Способ изготовления профилированной детали и профилированная деталь
Номер патента: 15097
Опубликовано: 30.06.2011
Авторы: Мариссен Рулоф, Хёфнагельс Хен, Эс Ван Мартин Антониус, Бойгельс Жан Хуберт Мари, Роверс Уильям Адрианус Корнелис
МПК: B29C 70/54, B29C 70/20
Метки: деталь, профилированная, способ, детали, изготовления, профилированной
Формула / Реферат:
1. Способ изготовления профилированной детали, включающий стадии:формирования стопки в результате укладывания в стопку двух и более листов, содержащих монослои, включающие однонаправленные пуленепробиваемые волокна, т.е. волокна, характеризующиеся пределом прочности при растяжении, равным по меньшей мере 1,2 ГПа, и модулем упругости при растяжении, равным по меньшей мере 40 ГПа, и связующее, где направление пуленепробиваемых волокон в листах,...
Предыдущий патент: Индивидуальный летательный аппарат, включающий систему управления
Следующий патент: Способ разработки нефтяного месторождения
Случайный патент: Оптический носитель данных в форме пластинки