Способ нагрева металлической ленты в секции быстрого нагрева линий теплообработки непрерывного действия






Формула / Реферат
1. Способ сокращения образования складок на металлических лентах (1), подвергаемых быстрому нагреву в непрерывных линиях термообработки, в которых вышеуказанные ленты проводят через нагревательные секции (2), состоящие из различных последовательных средств нагрева (5; 5а, 5b, 5c, 5d), отличающийся тем, что средний градиент повышения температуры ленты между входом и выходом средства нагрева уменьшают от одного средства нагрева к последующему средству нагрева, причем разница в интенсивности нагрева между двумя последовательными средствами нагрева (5а, 5b, 5c, 5d) постепенно уменьшается до малой величины при высокой температуре таким образом, чтобы изменение скорости нагрева во всех точках ленты уменьшалось по мере роста температуры ленты.
2. Способ по п.1, отличающийся тем, что соотношение разницы температуры ленты на выходе и входе средства нагрева к расстоянию между выходом и входом этого средства нагрева уменьшается от одного средства нагрева к последующему средству нагрева.
3. Способ по одному из пп.1 или 2, отличающийся тем, что мгновенный градиент повышения температуры ленты на входе и на выходе средства нагрева в зависимости от пройденного расстояния имеет большее значение на входе средства нагрева, чем на его выходе.
4. Способ по одному из пп.1-3, отличающийся тем, что интенсивность нагрева между каждым средством нагрева постепенно изменяют, при этом интенсивность нагрева между двумя последовательными средствами нагрева уменьшают по мере роста температуры ленты.
5. Способ по одному из пп.1-3, отличающийся тем, что на ленту нагнетают больший по величине теплопоток (Fа), когда лента имеет низкую температуру, затем нагнетаемый теплопоток постепенно уменьшают (Fb, Fc, Fd), когда температура ленты поднимается.
6. Способ по одному из пп.1-3, отличающийся тем, что осуществляют все более слабый уровень нагрева, предусмотренный для подъема температуры ленты в каждом средстве нагрева, начиная с первого средства нагрева, где он самый высокий.
7. Способ по одному из пп.1-3, отличающийся тем, что изменение обменного потока между лентой и средствами нагрева, т.е. изменение градиента нагрева, является постепенным.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что градиент роста температуры ленты в первой секции нагрева превышает величину 100°С/с.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что градиент роста температуры ленты уменьшается по меньшей мере на 15°С/с при переходе от одной секции нагрева к следующей.

Текст
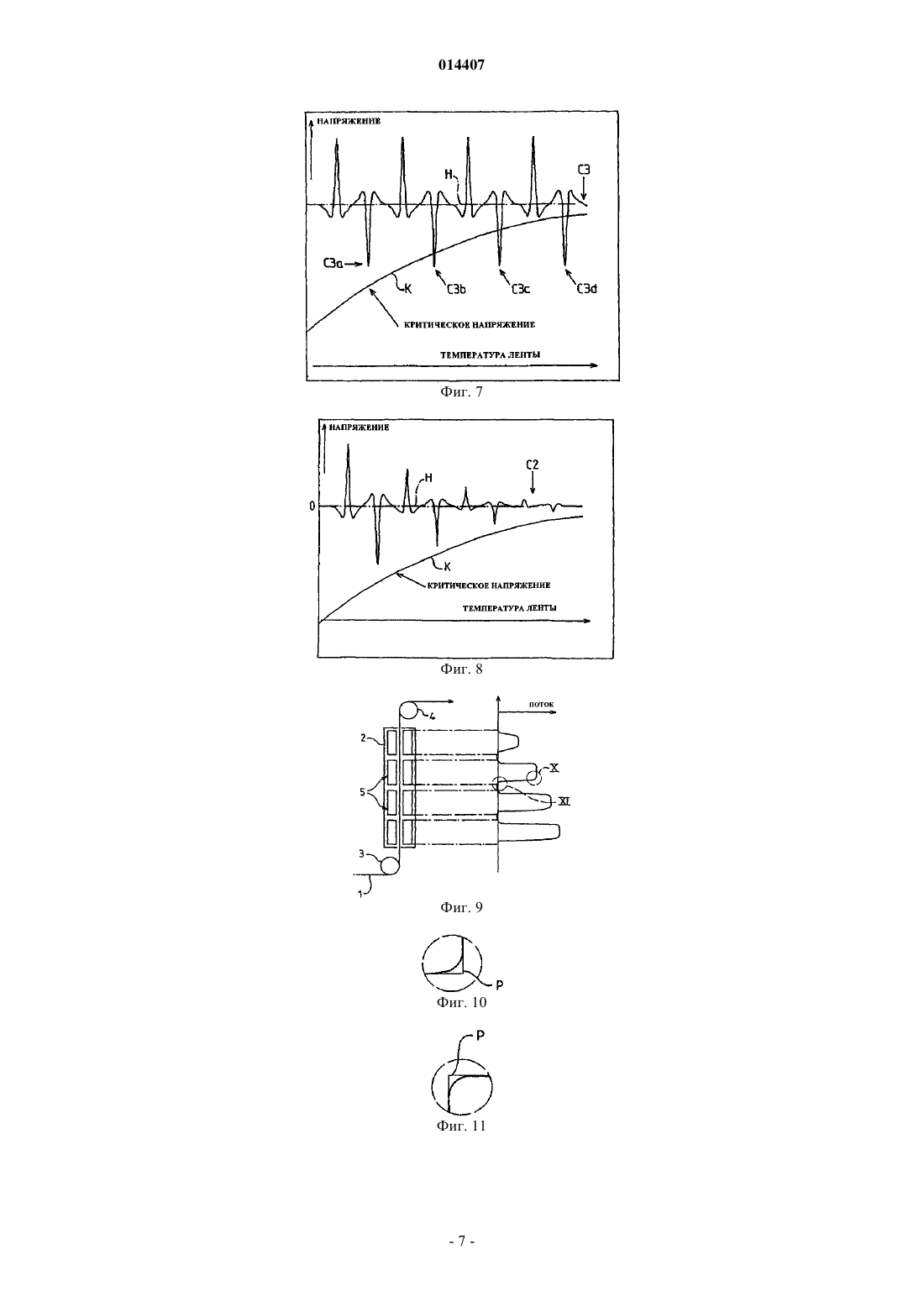
СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ В СЕКЦИИ БЫСТРОГО НАГРЕВА ЛИНИЙ ТЕПЛООБРАБОТКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ Изобретение относится к способу уменьшения образования складок на металлических лентах (1),подвергаемых быстрому нагреву в непрерывных линиях термообработки, в которых вышеуказанные ленты проводят через нагревательные секции (2), состоящие из различных последовательных средств нагрева (5; 5 а, 5b, 5c, 5d), отличающемуся тем, что средний градиент повышения температуры уменьшают от одного средства нагрева к последующему средству нагрева, причем разница в интенсивности нагрева между двумя последовательными средствами нагрева (5; 5 а, 5b, 5c, 5d) постепенно уменьшается до малой величины при высокой температуре таким образом, чтобы изменение скорости нагрева во всех точках ленты уменьшалось по мере роста температуры ленты, так что поперечные напряжения сил сжатия не выходят за критическое значение порога образования складок. 014407 Настоящее изобретение относится к усовершенствованиям, вносимым в секции нагрева линий теплообработки в виде металлических лент непрерывного действия. Предлагается особым образом уменьшить вероятность образования складок теплового происхождения, которые образуются на металлических лентах, подверженных быстрому нагреву в линиях теплообработки непрерывного действия, в которых вышеуказанные ленты предназначены для пересечения областей быстрого нагрева, оснащенных средствами прерывистого нагрева. Под быстрым нагревом понимается нагрев, обеспечивающий увеличение температуры ленты в соответствии с градиентом, по меньшей мере равным 100 С/с в начале нагрева. Для того чтобы правильно определить область техники, к которой относится настоящее изобретение, прежде всего, необходимо руководствоваться фиг. 1, на которой схематически представлен пример секции нагрева металлической ленты в линии теплообработки. На фиг. 1 показано, что лента 1 пересекает секцию быстрого нагрева 2, поступая на входной ролик 3 и выходной ролик 4. При пересечении секции 2 лента 1 последовательно подвергается воздействию четырех различных средств нагрева 5, соответственно 5 а, 5b, 5c, 5d, устанавливаемых с одной и с другой стороны ленты и отстоящих от нее в направлении ее протягивания на величину , например ab между средствами нагрева 5 а и 5b. Средства нагрева 5 позволяют быстро поднять температуру ленты в соответствии с градиентом 100 С/с, подвергая ее воздействию большого теплового потока. Способом обеспечения быстрого нагрева с помощью этих средств является, например, нагрев за счет индукции продольного потока или поперечного потока. Нагрев может быть реализован воздухом или в атмосфере, не являющейся окислительной для ленты. Как показано на фиг. 2, между двумя различными средствами нагрева 5 лента больше не подвергается воздействию потока подводимого тепла. Следовательно, лента подвержена воздействию прерывистого нагрева. В соответствии с качеством изоляции между двумя средствами нагрева, при сближении,температура ленты, достигнутая на выходе средства нагрева, удерживается до входа ленты в следующее средство нагрева. Температура ленты может также уменьшаться из-за тепловой потери. Такое прерывистое поступление тепла индуцирует поперечные напряжения сил натяжения и поперечные напряжения сжимающих сил в ленте, перпендикулярных оси ленты. Механизм возникновения этих напряжений описан ниже. Быстрый нагрев вызывает расширение материала ленты по параллельным и перпендикулярным направлениями по отношению к направлению протягивания ленты. Расширение по направлению протягивания ленты компенсируется устройством контроля напряжения ленты, которое оснащено секцией нагрева или линией, в которую встроена эта секция нагрева. Расширение, происходящее в соответствии с направлением, перпендикулярным протягиванию ленты, генерирует силы внутри самого материала. Указанные силы являются силами натяжения, когда они направлены от оси к краям ленты, и сжимающими силами, когда они направлены к оси ленты. Если интенсивность потока нагрева ленты является постоянной на всей длине средства нагрева 5,нет большой разницы между сжимающими силами в секции ленты и предшествующей силы в направлении протягивания ленты. Когда лента входит в первое средство нагрева 5 или следующие средства, она испытывает очень быстрое позитивное изменение интенсивности полученного теплового потока, соответствующего забору тепла. Эта смена уровня изменения функции dT/dt (где Т - температура, t - время) вызывает появление в ленте сил натяжения. Аналогичным образом, когда лента выходит из средства нагрева 5, она испытывает негативное,очень быстрое изменение интенсивности полученного теплового потока, соответствующего прекращению подачи тепла. Это новая смена уровня изменения функции dT/dt или dT/dl (где l - длина) вызывает появление в ленте сжимающих сил. Приводимые на фиг. 3 кривые показывают изменение этих напряжений, возникающих при нагревании ленты. Кривая Т 1 соответствует росту температуры ленты между Ta и Tb при прохождении ленты в средстве нагрева 5. Кривая С 1 соответствует уровню поперечного напряжения в ленте. Горизонтальная линия Н, проходящая через точку 0 напряжений, отложенных по оси ординат, соответствует нулевому значению поперечного напряжения. Точка кривой С 1, расположенная над линией Н, соответствует напряжению натяжения, называемому позитивным, в то время как точка кривой С 1, расположенная под линией Н, соответствует напряжению сжатия, называемому негативным. Очевидно, что при каждой смене уровня изменения функции (dT/dt) или dT/dl, соответствующей изменению крутизны тепла на Т 1, появляется пик, соответствующий абсолютному значению напряжения на кривой С 1. Первый пик напряжения Са соответствует точке Та кривой Т 1, где начинается увеличение температуры. Речь идет о напряжении натяжения. Второй пик напряжения Cb соответствует точке Tb кривой Т 1, где прекращается повышение температуры. Речь идет о напряжении сжатия. Величина этих пиков напряжения зависит от формата ленты и от изменения крутизны кривой температуры в точках Та и Tb, т.е. от изменения скорости нагрева в точке кривой, соответствующей моменту, когда лента попадает в область нагрева или покидает эту область, соответствующую средству нагрева 5.-1 014407 Напряжения, перпендикулярные оси ленты, которые способствуют появлению сжимающих сил, могут приводить, если они достигают слишком высокого уровня, к дефектам качества поверхности ленты,таким как волнообразность, вздутость, складки или разрывы. Такие поверхностные дефекты могут принимать различные формы, они могут быть непрерывными по всей длине ленты или прерывистыми, они могут быть параллельны оси ленты или извиваться на ее ширине. Они могут быть единичными или могут распространяться в соответствии с формой в виде нескольких параллельных складок, непрерывных,прерывистых, линейных или в соответствии с периодической или произвольной кривой. Для простоты, в дальнейшем термин "складка" используется для обозначения комплекса дефектов ленты, вызванных поперечными чрезмерными напряжениями сжимающих сил. Эти дефекты появляются, когда уровень поперечных напряжений сжимающих сил в ленте превышает порог напряжений, который образует предел, называемый "критическим напряжением", который зависит принципиально от состава и механических свойств ленты, ее металлургического состояния; от температуры ленты; от формата ленты, ее ширины и ее толщины. Критический уровень напряжения сжимающих сил, за которым появляется дефект, пропорционален механическому сопротивлению материала ленты. Так как при увеличении температуры сопротивление ленты уменьшается, а это происходит все быстрее и быстрее, то, по мере того как температура увеличивается, уровень критического напряжения сжимающих сил также понижается с температурой, увеличивая тем самым, по мере того как повышается температура ленты, вероятность образования складок. В соответствии с техническим состоянием секций быстрого нагрева размер металлических лент непрерывных линий теплообработки задается без учета вероятности образования складок. Исходя из этого,для секции заданного нагрева операторы, в обязанность которых входит обслуживание линии, должны в отсутствие известного метода адаптировать регулировку печи путем последовательного приближения с тем, чтобы найти рабочую точку, ограничивающую эти дефекты. Такие регулировки приводят к работе печи, не использующей в полной мере имеющуюся мощность, что ведет к потере производительности,например, когда операторы принимают решение уменьшить скорость протягивания ленты. Задача изобретения состоит в разработке способа, позволяющего ограничить образование складок в ленте в ходе быстрого нагрева, сохраняя при этом номинальную скорость ленты во время ее пересечения секции быстрого нагрева, т.е. без потери производительности. В соответствии с изобретением способ уменьшения образования складок на металлических лентах,подверженных быстрому нагреву в непрерывных линиях теплообработки, в которых вышеуказанные ленты подводятся к пересекаемым ими секциям нагрева, состоящим из средств последовательного и различного нагрева, отличается тем, что средний градиент повышения температуры ленты между входом и выходом средства нагрева уменьшают от одного средства нагрева к последующему средству нагрева,причем разница в интенсивности нагрева между двумя последовательными средствами нагрева (5 а, 5b,5c, 5d) постепенно уменьшается до малой величины при высокой температуре таким образом, чтобы изменение скорости нагрева во всех точках ленты уменьшалось по мере роста температуры ленты. Изобретение позволяет уменьшить образование складок на ленте на участке, расположенном между двумя приводными роликами 3 и 4 в соответствии с фиг. 1 и 2. Складки, которые изобретение позволяет уменьшить, образуются за счет термического прохождения ленты, независимо от любого контакта ленты с направляющим роликом. Преимущественно соотношение разницы температуры ленты на выходе и входе средства нагрева к расстоянию между выходом и входом этого средства нагрева уменьшается от одного средства нагрева к последующему средству нагрева. Градиент повышения температуры ленты на входе и на выходе средства нагрева в зависимости от пройденного расстояния имеет предпочтительно большее значение на входе средства нагрева, чем на его выходе. Разница тепловой интенсивности между двумя последовательно расположенными средствами нагрева может быть последовательно уменьшена таким образом, чтобы она была небольшой при высокой температуре, с тем, чтобы изменение скорости нагрева во всех точках ленты уменьшалась по мере того,как увеличивается температура ленты. Интенсивность нагрева между каждым средством нагрева постепенно изменяется, а интенсивность нагрева между двумя последовательными средствами нагрева уменьшается по мере того, как увеличивается температура ленты. Преимущественно на ленту направляют больший тепловой поток, когда она имеет низкую температуру, затем постепенно уменьшают тепловой поток, когда температура ленты повышается. Нагрев может быть предусмотрен для обеспечения постепенно уменьшающегося подъема температуры ленты в каждом средстве нагрева, начиная с первого средства, где температура самая высокая. Предпочтительно, чтобы изменение обменного потока между лентой и средствами нагрева было возрастающим, т.е. возрастающим было изменение кривой нагрева.-2 014407 Градиент подъема температуры ленты в первой секции нагрева преимущественно выше 100 С/с. Величина уменьшения градиента подъема температуры, когда переходят от секции нагрева к следующей секции, определяется в зависимости от формата ленты и качества стали. Преимущественно градиент подъема температуры ленты уменьшается по меньшей мере на 15 С/с, когда переходят от одной секции нагрева к следующей. Способ по изобретению позволяет ограничить соответствующий пик напряжения в материале и уменьшить сжимающие силы, перпендикулярные направлению протягивания ленты, которые появляются в этом месте между двумя последовательными секциями ленты, вызывая в ней складки. В дальнейшем изобретение поясняется описанием неограничительных вариантов его осуществления со ссылками на фигуры прилагаемых чертежей, в числе которых: фиг. 1 изображает сечение по вертикали секции быстрого нагрева линии термообработки металлических лент; фиг. 2 - схему по фиг. 1 совместно с теплопотоком, излучаемым каждым средством нагрева в соответствии с известным уровнем техники; фиг. 3 - диаграмму, иллюстрирующую появление напряжений, наведенных в металлической ленте при изменении температуры; фиг. 4 - диаграмму, иллюстрирующую несколько способов нагрева, один из которых выполнен в соответствии с изобретением; фиг. 5 - схему по фиг. 2 совместно с теплопотоком, излучаемым каждым средством нагрева в соответствии с изобретением; фиг. 6 - диаграмму, иллюстрирующую напряжения в металлической ленте, нагреваемой в соответствии со способом по изобретению; фиг. 7 - диаграмму, иллюстрирующую напряжения в металлической ленте, нагреваемой в соответствии с классическим способом известного уровня техники; фиг. 8 - диаграмму, иллюстрирующую напряжения в нагретой металлической ленте в соответствии со способом по изобретению; фиг. 9 - схему по фиг. 5 с теплопотоком, излучаемым каждым средством нагрева в соответствии с изобретением; фиг. 10 - в увеличенном масштабе деталь X по фиг. 9; фиг. 11 - в увеличенном масштабе деталь XI по фиг. 9; фиг. 12 - диаграмму, иллюстрирующую изменения напряжений и изменения температуры в нагретой металлической ленте в соответствии со способом по изобретению. На фиг. 4 представлена диаграмма, на которой по оси абсцисс отложена длина секции нагрева, оборудованная четырьмя индукторами индуктивности, по которой пробегает точка металлической ленты, а по оси ординат - температура ленты в этой точке. Можно видеть, что для достижения одной и той же тепловой цели, соответствующей температуре Т в конце секции нагрева, соответствующей длине L,можно следовать различными тепловыми траекториями: траектория А соответствует одной и той же крутизне кривой поднятия температуры ленты в каждом средстве нагрева; траектория В соответствует крутизне кривой подъема температуры ленты в каждом средстве дегрессивного нагрева, начиная с первого средства нагрева, где крутизна наибольшая; траектория D соответствует комбинации путей В и С с большей крутизной кривой подъема температуры ленты в первом и последнем средствах нагрева и меньшей крутизной в двух центральных средствах нагрева. Указанные траектории приводятся в качестве примера с учетом того, что существует ряд других вариантов. В соответствии с изобретением лента нагревается в секции нагрева, следуя по тепловой траектории В поднятия температуры. Как представлено на фиг. 5, эта тепловая траектория достигается путем нагнетания большого теплопотока а на ленту в начале нагрева, когда она имеет самую низкую температуру,затем нагнетаемый поток b, c, d постепенно ограничивается, по мере того как увеличивается температура ленты. Теплопотоки преимущественно выбираются таким образом, чтобы градиент роста температуры ленты в первой секции нагрева, т.е. в первом средстве нагрева 5 а, превышал 100 С/с; градиент роста температуры ленты уменьшался по меньшей мере на 15 С/с при переходе от одной секции нагрева к следующей, т.е. от одного средства нагрева к следующему.-3 014407 Как представлено на фиг. 6, тепловая траектория согласно изобретению позволяет ограничить изменение наклона кривой температуры на выходе каждого элемента нагрева, по мере того как температура ленты повышается. Напряжения сжимающих сил, перпендикулярные оси ленты, способные вызвать появление складок, становятся, таким образом, все более слабыми с каждым последовательным выходом из зон быстрого нагрева: C2aC2bC2cC2d. Теплота, обеспечиваемая последовательно расположенными средствами нагрева 5 а, 5b, 5c, 5d, является таковой, что средняя кривая, отражающая поднятие температуры ленты в зависимости от длины секции нагрева представляет собой вогнутую область, повернутую в направлении оси координат, на которой отложена длина. Под средней кривой подразумевают кривую, проходящую через средние части прямоугольных горизонтальных сегментов реальной кривой поднятия температуры на фиг. 6. Средний наклон повышения температуры ленты между входом и выходом средства нагрева сокращает одно средство нагрева с помощью следующего средства нагрева. Как показано на фиг. 7, в соответствии с кривой K уровень (в абсолютном значении) критического напряжения образования складок уменьшается, когда температура повышается, при этом напряжение задается по оси ординат, а температура - по оси абсцисс. Секция нагрева, выполненная в соответствии с известным уровнем техники, т.е. без применения способа нагрева в соответствии с настоящим изобретением, приведет, например, к кривой напряжения C3, соответствующей теплопути А (фиг. 4). Можно констатировать, что на этой кривой поперечные напряжения сжимающих сил в точках C3b, C3 с и C3d превышают значения критических порогов. Лента, таким образом, покрывается дефектами поверхности и теряет товарный вид. Следует уяснить, что тепловые траектории типа С и D не адаптированы, поскольку они вызывают большие напряжения, превышающие критическое напряжение в областях, где лента имеет наибольшую температуру нагрева. Как было показано выше на фиг. 5, способ нагрева в соответствии с изобретением состоит в том,чтобы направить на ленту больший тепловой поток, когда она имеет низкую температуру, а затем последовательно уменьшать этот поток, когда температура ленты поднимется. Фиг. 8 соответствует фиг. 7, но с нагревом, выполняемым в соответствии со способом по изобретению. Можно констатировать, что на кривой напряжения С 2 (фиг. 8) поперечные напряжения сжимающих сил всегда меньше (в абсолютном выражении) значений критических порогов согласно кривой K. Лента будет свободна от складок и, следовательно, будет иметь товарный вид. Для ограничения в большей степени вероятности образования складок изобретение отличается также способом, заключающимся в последовательном изменении интенсивности теплоты в каждом средстве нагрева 5 таким образом, что эволюция уровня изменения функции (dT/dt), соответствующая изменению крутизны тепловой энергии, будет постепенной. Данный способ позволяет ограничить соответствующий пик напряжения в материале и уменьшить или подавить сжимающие силы, перпендикулярные направлению протягивания ленты, которые появляются в этой окрестности между двумя последовательными секциями ленты, вызывая появление в ней складок. Способ в соответствии с изобретением более детально проиллюстрирован на фиг. 9. Как показано на фиг. 9, изменение потока между лентой и средствами нагрева в соответствии с изобретением является прогрессивным от входа до выхода каждого средства нагрева, в то время как быстрый нагрев в соответствии с известным уровнем техники приведет к кривой потока Р, представленной пунктирной линией на фиг. 10 и 11, с резкими заменами изменения потока. Такое постепенное изменение потока согласно изобретению представлено на фиг. 9 закругленной кривой при изменениях кривой при росте температуры,верхней плоской частью, и последующим спуском и нижней площадкой, в то время как указанные изменения соответствуют острому углу на кривой Р, в соответствии с известным уровнем техники. Такое постепенное изменение потока приводит к постепенному изменению температуры ленты для каждого элемента нагрева, т.е. для постепенного изменения уровня изменения функции (dT/dt) по отношению к известному уровню техники, как это представлено на фиг. 12. Таким образом, точки резкого изменения крутизны Ta1 и Tb1 кривой температуры Т 1 в соответствии с известным уровнем техники,соответствующим нагреву с быстрым изменением интенсивности тепловой энергии, были подавлены на кривой Т 2, соответствующей теплу в соответствии с настоящим изобретением с последовательным изменением интенсивности тепловой энергии. На фиг. 12 показано, что изменение температуры ленты, представленное кривой Т 2, соответствующей теплу с прогрессивным изменением потока, передаваемого на ленту, приводит к кривой напряжения С 2, величина пиковых значений напряжения которой, натяжения Ca2 и сжатия Cb2 существенно снижена по отношению к величине соответствующих пиковых значений Ca1, Cb1 кривой напряжения С 1 в соответствии с известным уровнем техники: Ca2Ca1 и Cb2Cb1. Таким образом, полученный уменьшенный уровень поперечного напряжения сжатия Cb2 оказывается меньше критического значения порога, в результате чего лента оказывается без складок и, следовательно, имеет товарный вид.-4 014407 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ сокращения образования складок на металлических лентах (1), подвергаемых быстрому нагреву в непрерывных линиях термообработки, в которых вышеуказанные ленты проводят через нагревательные секции (2), состоящие из различных последовательных средств нагрева (5; 5 а, 5b, 5c, 5d), отличающийся тем, что средний градиент повышения температуры ленты между входом и выходом средства нагрева уменьшают от одного средства нагрева к последующему средству нагрева, причем разница в интенсивности нагрева между двумя последовательными средствами нагрева (5 а, 5b, 5c, 5d) постепенно уменьшается до малой величины при высокой температуре таким образом, чтобы изменение скорости нагрева во всех точках ленты уменьшалось по мере роста температуры ленты. 2. Способ по п.1, отличающийся тем, что соотношение разницы температуры ленты на выходе и входе средства нагрева к расстоянию между выходом и входом этого средства нагрева уменьшается от одного средства нагрева к последующему средству нагрева. 3. Способ по одному из пп.1 или 2, отличающийся тем, что мгновенный градиент повышения температуры ленты на входе и на выходе средства нагрева в зависимости от пройденного расстояния имеет большее значение на входе средства нагрева, чем на его выходе. 4. Способ по одному из пп.1-3, отличающийся тем, что интенсивность нагрева между каждым средством нагрева постепенно изменяют, при этом интенсивность нагрева между двумя последовательными средствами нагрева уменьшают по мере роста температуры ленты. 5. Способ по одному из пп.1-3, отличающийся тем, что на ленту нагнетают больший по величине теплопоток (а), когда лента имеет низкую температуру, затем нагнетаемый теплопоток постепенно уменьшают (b, c, d), когда температура ленты поднимается. 6. Способ по одному из пп.1-3, отличающийся тем, что осуществляют все более слабый уровень нагрева, предусмотренный для подъема температуры ленты в каждом средстве нагрева, начиная с первого средства нагрева, где он самый высокий. 7. Способ по одному из пп.1-3, отличающийся тем, что изменение обменного потока между лентой и средствами нагрева, т.е. изменение градиента нагрева, является постепенным. 8. Способ по одному из предшествующих пунктов, отличающийся тем, что градиент роста температуры ленты в первой секции нагрева превышает величину 100 С/с. 9. Способ по одному из предшествующих пунктов, отличающийся тем, что градиент роста температуры ленты уменьшается по меньшей мере на 15 С/с при переходе от одной секции нагрева к следующей.
МПК / Метки
МПК: C21D 11/00, C21D 9/56
Метки: способ, непрерывного, секции, нагрева, действия, ленты, теплообработки, быстрого, линий, металлической
Код ссылки
<a href="https://eas.patents.su/9-14407-sposob-nagreva-metallicheskojj-lenty-v-sekcii-bystrogo-nagreva-linijj-teploobrabotki-nepreryvnogo-dejjstviya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ нагрева металлической ленты в секции быстрого нагрева линий теплообработки непрерывного действия</a>
Способ и устройство для динамической коррекции толщины металлической ленты или полосы
Номер патента: 6530
Опубликовано: 24.02.2006
Авторы: Пампель Михаэль, Пампель Гюнтер, Йойде Манфред
МПК: B21B 37/18
Метки: полосы, металлической, толщины, способ, динамической, устройство, ленты, коррекции
Формула / Реферат:
1. Способ коррекции толщины металлической ленты или полосы при ее прокатке в прокатной клети, оснащенной исполнительными элементами для регулирования толщины металлической ленты или полосы, с последующей намоткой металлической ленты или полосы по меньшей мере на одну моталку, при осуществлении которого на основе результатов по меньшей мере одного измерения длины металлической ленты или полосы и результатов измерения соответствующего числа...
Способ термической обработки металлической ленты
Номер патента: 8419
Опубликовано: 27.04.2007
Авторы: Рэк Жан-Марк, Ренар Мишель, Крютзен Жан-Пьер, Дозонь Эдгар
МПК: C21D 1/76, C21D 9/56, C21D 9/573...
Метки: металлической, обработки, термической, ленты, способ
Формула / Реферат:
1. Способ термической обработки металлической ленты в камере термической обработки, давление в которой превышает атмосферное и которая содержит сообщающиеся по меньшей мере одну зону нагревания и по меньшей мере одну зону охлаждения, включающий пропускание металлической ленты по меньшей мере через одну зону нагревания и по меньшей мере одну зону охлаждения, создание в камере защитной газовой атмосферы, содержащей азот, а также водород и/или...
Устройство для разливки металлической ленты и способ управления им
Номер патента: 3507
Опубликовано: 26.06.2003
Авторы: Барб Жак, Марти Хайнрих А.
МПК: B22D 11/06
Метки: способ, ленты, разливки, управления, устройство, металлической
Формула / Реферат:
1. Устройство для разливки металлической ленты, содержащее два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающееся тем, что литейные валки (22, 24) установлены с возможностью перемещения от позиции (G) литья на такое расстояние, чтобы на позицию (G) литья...
Прокатная клеть, прокатный стан и способ прокатки металлической ленты
Номер патента: 12056
Опубликовано: 28.08.2009
Авторы: Копп Райнер, Рихтер Ханс-Петер, Резе Хайнрих
МПК: B21B 1/08, B21C 37/04
Метки: металлической, стан, способ, прокатная, прокатки, клеть, ленты, прокатный
Формула / Реферат:
1. Прокатная клеть (100) для прокатки металлической полосы (200), содержащая по меньшей мере две части валка (110-i с i=1, 2, :, I), расположенных рядом, поперек направления транспортировки металлической полосы на одной и той же высоте; опорное устройство (120), которое расположено напротив, как минимум, двух частей валка и образует вместе с ними общий очаг деформации с общим поперечным сечением очага деформации, отличающаяся тем, что по меньшей...
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: машины, ленточной, разливочная, металлической, ленточная, изготовления, ленты, машина, эксплуатации, разливочной, также, способ
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Предыдущий патент: Композиция для покрытия для получения магнитно-индуцированных изображений
Следующий патент: Способ получения металлического порошка
Случайный патент: Система и способ хранения и установки временного покрытия площадки