Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Формула / Реферат
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия трения между ними и позиционируют уплотнительные плиты (61) относительно торцов (22', 24') литейных валков (22, 24) с возможностью очень точного соблюдения заданного положения уплотнительных плит относительно торцов литейных валков даже в нагретом рабочем состоянии, отличающийся тем, что измеряют положения торцов (22', 24') литейных валков (22, 24) в направлении оси литейных валков, при этом, по меньшей мере, один из литейных валков (22, 24) имеет возможность перемещения для как можно более ровной выверки их торцов (22', 24') по отношению друг к другу, в частности, в осевом направлении.
2. Способ по п.1, отличающийся тем, что в тех случаях, когда один литейный валок по причине износа, производственных допусков и т.п. стал по своей длине короче, чем другой, например на 0,3 мм, эти литейные валки позиционируют по отношению друг к другу с обеих сторон с половиной величины разности длин, например 0,15 мм.
3. Способ по п.1 или 2, отличающийся тем, что измеряют положения уплотнительных плит (61) в направлении оси литейных валков и в процессе регулирования сравнивают с заданными положениями и, при необходимости, подводят к ним.
4. Способ по любому из пп.1-3, отличающийся тем, что уплотнительные плиты (61) позиционируют относительно торцов (22', 24') литейных валков (22, 24) соответственно на расстоянии менее нескольких десятых миллиметра с полным прилеганием к торцам (22', 24') с давлением прижима или без него.
5. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) имеют по одной примыкающей к литейным валкам уплотнительной плите (61), средства измерения давления прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условий трения между ними, причем уплотнительные плиты (61) выполнены с возможностью позиционирования относительно торцов (22', 24') литейных валков, причем предусмотрен блок (100) обработки для регулирования и управления боковыми уплотнениями (25) во время работы, отличающееся тем, что предусмотрены датчики (127, 128, 129) перемещений с измерительным устройством для измерения положения торцов (22', 24') литейных валков (22, 24) в осевом направлении последних, при этом датчики (127, 128, 129) перемещений находятся во взаимодействии с устройством для осевого перемещения, по меньшей мере, одного из литейных валков и для выверки герметизируемых торцов (22') литейных валков (22) по отношению друг к другу.
6. Машина по п.5, отличающаяся тем, что уплотнительные плиты выполнены с возможностью позиционирования относительно торцов (22', 24') литейных валков (22, 24) на расстоянии менее нескольких десятых миллиметра или с полным прилеганием к торцам (22', 24') с давлением прижима или без него.
7. Машина по п.5 или 6, отличающаяся тем, что предусмотрен, по меньшей мере, один цилиндр (71) для перемещения соответствующей уплотнительной плиты (61) в осевом направлении литейных валков (22, 24), длину хода поршня которого измеряют измерительным звеном (151, 152, 153) и положение которой передают на приемник (150), а от него на блок (100) обработки.
8. Машина по любому из пп.5-7, отличающаяся тем, что соответствующий цилиндр (71) снабжен датчиком (121, 122, 123) давления и т.п. для измерения давления прижима уплотнительной плиты (61).
9. Машина по любому из пп.5-8, отличающаяся тем, что соответствующее боковое уплотнение (25) закреплено на несущем элементе (41) и состоит из уплотнительной плиты (61), установленной на несущей раме (64, 65), действующего на него цилиндра (71) и плавающей опоры ее на несущий элемент (41).
10. Машина по п.9, отличающаяся тем, что установленная на несущей раме (64, 65) уплотнительная плита (61) закреплена через приблизительно горизонтально и вертикально расположенные шарнирные рычаги (66, 67) на соединительной плите (80), причем эти шарнирные рычаги (66, 67) сферически установлены одним концом на несущей раме (64), а другим концом - на соединительной плите (80).
11. Машина по п.10, отличающаяся тем, что каждый шарнирный рычаг (66, 67) снабжен тензометром (131, 141) и т.п., посредством которых можно судитьо характеристике усилия, а по ней - об условиях трения между уплотнительной плитой (61) и литейными валками (22, 24).
12. Машина по любому из пп.5-11, отличающаяся тем, что в местах контактирования уплотнительной плиты (61) с литейными валками (22, 24) расположено преимущественно несколько температурных датчиков (111, 112, 113), обеспечивающих превентивный контроль и раннее обнаружение сбоев, утечек и т.п.
13. Машина по любому из пп.5-12, отличающаяся тем, что преимущественно на уплотнительной плите (61) смонтирован виброметр (161) и т.п. для измерения вибраций боковых уплотнений во время литья.

Текст
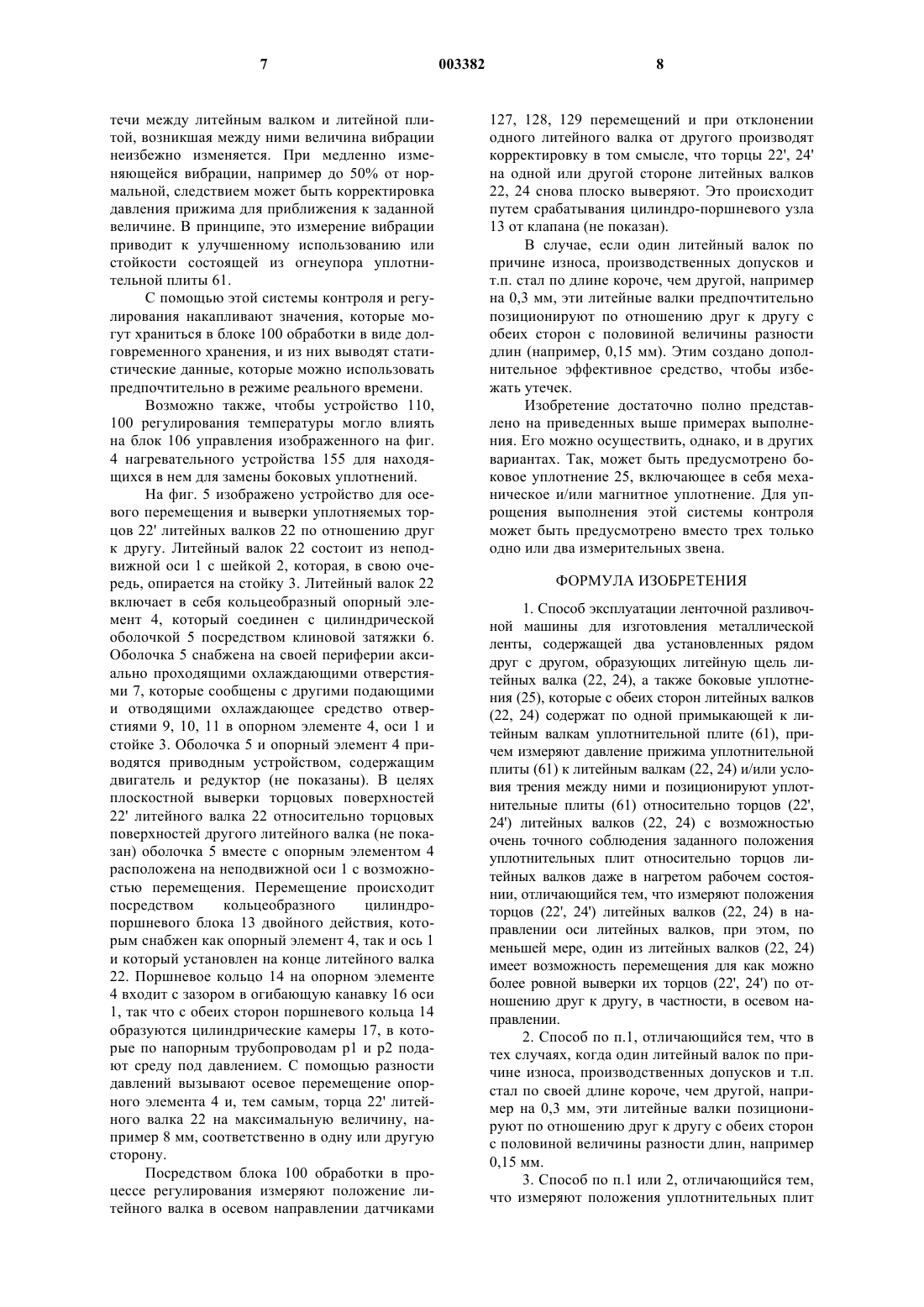
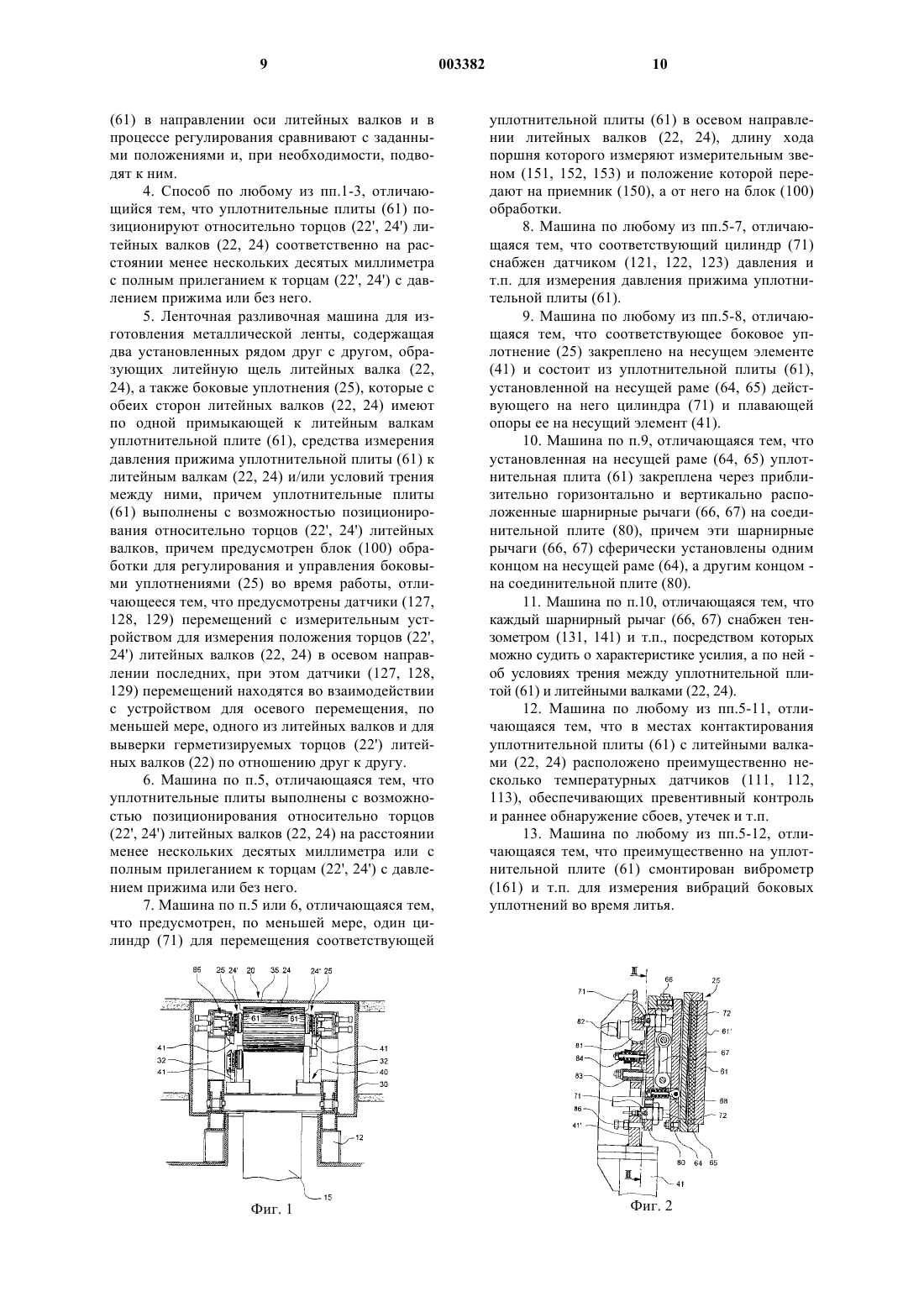
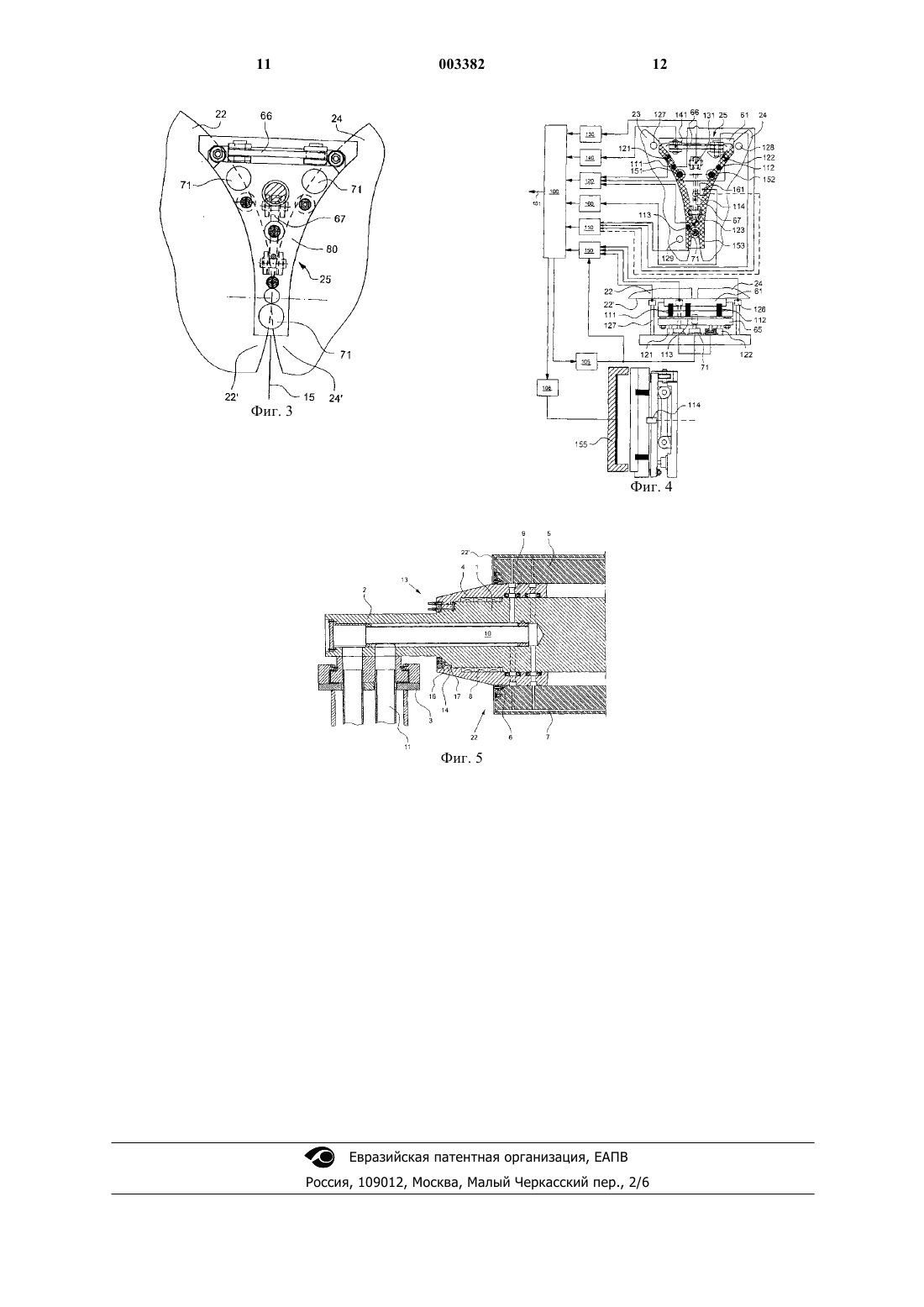
1 Изобретение относится к способу эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка, а также боковые уплотнения, которые с обеих сторон литейных валков содержат по одной примыкающей к литейным валкам уплотнительной плите, причем измеряют давление прижима уплотнительной плиты к литейным валкам и/или условия трения между ними и причем уплотнительные плиты позиционируют относительно торцов литейных валков с возможностью очень точного соблюдения заданного положения уплотнительных плит относительно торцов литейных валков даже в нагретом рабочем состоянии. Изобретение относится также к ленточной разливочной машине для осуществления способа. Известна разливочная машина по ЕР-А 0714716, у которой устройство для боковой герметизации литейных валков состоит из огнеупорных уплотнительных плит, каждая из которых прижимается к торцевым сторонам двух литейных валков, с помощью которых предотвращается вытекание с боков залитого между литейными валками стального расплава, аналогично образованию ванны металла в обычном кристаллизаторе. Эти уплотнительные плиты во время прижатия подвержены износу трением изза вращающихся литейных валков при одновременно возникающей сильной термической нагрузке за счет ванны металла. Следовательно,одной из главных проблем такой разливочной машины является обеспечение надежной герметизации боковых уплотнений в течение всего процесса разливки. У литейных валков малого диаметра 500800 мм следует предусмотреть соответственно небольшие узкие боковые уплотнения. Однако при этом из-за малого объема ванны металла возникают неспокойные поверхности зеркала ванны. В противоположность этому при литейных валках большего диаметра, равного около 1500 мм, поверхности зеркала ванны за счет ванны большего объема спокойнее, что предпочтительно. Однако при этом требуются большие и более сложные боковые уплотнения. За счет производственных и монтажных допусков,неравномерного износа и разного нагрева литейных валков из-за возможных отложений вероятно, что уплотнительные кромки или уплотнительные поверхности литейных валков не будут располагаться точно по одной линии по отношению друг к другу. В публикации ЕР-А-0692330 состояние касания между запорными стенками и литейными валками определяют путем измерения давления прижима и условий трения и после сравнения с заданными значениями согласуют, по меньшей мере, один параметр процесса разливки. Каждая запорная стенка удерживается при этом устройством, которое состоит из перемещаемого в осе 003382 2 вом направлении валков держателя и опоры,проходящей горизонтально на держателе. С помощью этого устройства и управления запорными стенками не созданы оптимальные условия длительной безупречной герметизации между этими запорными стенками и литейными валками, в частности и тогда, когда используют литейные валки диаметром 1 м и более. Также в другой публикации, Patent Abstracts of Japan, vol. 016, no. 576 (M-13 45), 16 декабря 1992JP 04224052 А раскрыты измерение трения между торцами литейных валков ленточной разливочной машины и соответственно согласованное регулирование давления прижима. Для обеспечения нужной герметизации уплотнительных плит на торцах литейных валков предусмотрены устанавливаемые цилиндро-поршневые узлы с управлением давлением поршня и датчиком перемещений для позиционирования уплотнительных плит. Герметизация торцов литейных валков уплотнительными плитами не обеспечена больше за счет управления давлением прижима тогда, когда торцы литейных валков не ориентированы по отношению друг к другу. Исходя из этих известных решений, в основу настоящего изобретения положена задача создания способа эксплуатации ленточной разливочной машины и ленточной разливочной машины описанного выше рода таким образом,чтобы с ее помощью в течение всего процесса разливки обеспечивалась требуемая плотность боковых уплотнений при использовании оптимального диаметра литейных валков. Эта задача решается согласно изобретению за счет того, что измеряют положения торцов литейных валков в направлении оси литейных валков и что, по меньшей мере, один из литейных валков может быть перемещен для как можно более ровной выверки их торцов по отношению друг к другу, в частности в осевом направлении. У ленточной разливочной машины эта задача решается согласно изобретению за счет того, что предусмотрены датчики перемещений с измерительным устройством для измерения положения торцов литейных валков в осевом направлении последних и что эти датчики перемещений находятся во взаимодействии с устройством для осевого перемещения литейных валков и для выверки герметизируемых торцов литейных валков по отношению друг к другу. Благодаря этой ленточной разливочной машине согласно изобретению возникает оптимальная боковая герметизация литейных валков,которая обеспечивает также безупречную и длительную в течение всего времени литья функциональную способность при больших литейных валках в диапазоне диаметров свыше 1 м. Пример выполнения изобретения и другие его преимущества более подробно поясняются ниже с помощью чертежей, где 3 на фиг. 1 изображена ленточная разливочная машина с боковыми уплотнениями согласно изобретению в разрезе; на фиг. 2 - боковое уплотнение по фиг. 1 в продольном разрезе; на фиг. 3 - боковое уплотнение в разрезе по линии III-III на фиг. 2; на фиг. 4 - блок-схема системы контроля боковых уплотнений со схематичными общим видом и видом сверху на боковое уплотнение; на фиг. 5 - литейный валок в частичном продольном разрезе. На фиг. 1 изображена ленточная разливочная машина 20 для изготовления непрерывной разливкой металлической ленты 15, в частности стальной ленты. Эта ленточная разливочная машина 20 установлена на стальной структуре 12 и снабжается металлическим расплавом из находящейся над ней распределительной емкости, как это известно у обычных установок для непрерывной разливки. Целесообразно распределительная емкость имеет сливное отверстие,закупориваемое пробкой и т.п., через которое может вытекать расплав. По главной оси эта ленточная разливочная машина 20 содержит два установленных, в основном, параллельно друг другу литейных валка 22, 24 с приблизительно горизонтальной осью вращения, причем к обоим торцам может быть прижато по одному боковому уплотнению 25, в результате чего образуется закрытое со всех сторон отверстие с открытой вниз литейной щелью. Каждый литейный валок 22, 24 установлен с возможностью вращения в стойках 32, расположенных с двух сторон, и приводится с управлением от электродвигателя. Установленная на стальной структуре 12 и т.п. ленточная разливочная машина 20 окружена при этом корпусом 30, так что эта ленточная разливка может происходить в защитном газе с герметизацией от поступления воздуха. На верхней стороне корпуса 30 для его открывания и закрывания имеются передвижные дверцы 35. Эти боковые уплотнения 25 содержат каждое прижимаемую прижимным органом с торца к литейным валкам 22, 24 уплотнительную плиту 61, которая создает механическую герметизацию. Эти треугольные, состоящие из огнеупорного материала уплотнительные плиты 61 закрывают приблизительно верхнюю часть торцов 22', 24' литейных валков. На фиг. 2 и 3 каждая уплотнительная плита 61 установлена с возможностью перемещения прижимным органом к торцам 22', 24' литейных валков и, кроме того, посредством шарнирного органа, в данном случае шарового шарнира 81, в плавающем состоянии, для достижения постоянного позиционирования и точного параллельного расположения ее уплотнительной поверхности 61' относительно обоих проходящих в одной плоскости торцов литейных валков. 4 Преимущественно предусмотрено три перемещаемых приблизительно под прямым углом к уплотнительной плите 61 цилиндра 71 с поршнем 72 каждый, которые по типу трехточечной опоры через несущую раму 64, 65 оказывают приблизительно постоянное регулируемое усилие на соответствующую уплотнительную плиту 61, причем эти цилиндры 71 целесообразно нагружают в одной из угловых зон приблизительно треугольной из-за расположения литейных валков уплотнительной плиты 61. Согласно изобретению уплотнительные плиты 61 позиционированы относительно этих торцов 22', 24' литейных валков 22, 24 на расстоянии менее нескольких десятых миллиметра или, полностью прилегая к торцам 22', 24', с давлением прижима или без него с возможностью очень точного соблюдения заданного положения соответствующей уплотнительной плиты относительно торцов литейных валков даже в нагретом рабочем состоянии. Благодаря этому позиционированию согласно изобретению уплотнительных плит 61 относительно торцов 22', 24' литейных валков 22, 24 возникает оптимальная настройка обеих плит по отношению друг к другу, независимо от того, позиционированы ли уплотнительные плиты относительно литейных валков без касания или же предпочтительно, прилегая к ним, с давлением прижима или без него. Таким образом,во-первых, можно достичь оптимальной герметизации, а, во-вторых, минимально возможного износа уплотнительных плит, как и соседних с ними торцовых частей литейных валков. Несущая рама 64, 65, на которой размещена уплотнительная плита 61, установлена через шарнирные соединения 66, 67 на соединительной плите 80, которая, в свою очередь, через шаровой шарнир 81 удерживается в плавающем состоянии на несущем элементе 41, причем несущая рама 64, 65 через упругое соединение, а именно регулируемую пружину 68 растяжения с анкером, между ним и соединительной плитой 80 постоянно прижата к поршням 72 прижимных органов. Каждое шарнирное соединение образовано приблизительно горизонтально и вертикально расположенными шарнирными рычагами 66, 67, причем эти шарнирные рычаги 66, 67 установлены одним концом на несущей раме 64, а другим - на соединительной плите 80 также сферически, так что уплотнительная плита 61 может двигаться параллельно соединительной плите 80 горизонтально и вертикально. Благодаря этой оптимальной опоре уплотнительной плиты 61 можно в любом случае на длительный срок исключить ее зажим или блокировку даже в нагретом состоянии всего бокового уплотнения. Кроме того, у шарового шарнира 81 предусмотрена выступающая центрирующая цапфа 82, посредством которой можно обеспечить центрирование несущего элемента 41 относи 5 тельно устройства 85. Эксцентрик 83 и т.п. обеспечивает вертикальное центрирование бокового уплотнения 25 относительно несущего элемента 41. Между соединительной плитой 80 и головной частью 41' несущего элемента 41 предусмотрен гибкий удерживающий элемент 84. Упорный винт 86 на этой головной части 41' ограничивает диапазон поворота плиты 80. На фиг. 1 далее еще показано, что удерживающий боковые уплотнения 25 несущий элемент 41 принадлежит манипулятору 40, посредством которого соответствующее боковое уплотнение можно подвести сбоку к литейным валкам 22, 24 и отвести от них. Боковые уплотнения 25 после их подвода манипулятором 40 в нужное положение сбоку к литейным валкам 22,24 центрируют с помощью расположенного в стойке 32 литейных валков устройства 85 и соединяют его цилиндры 71 с соответствующим приводным органом. В противоположном направлении боковые уплотнения 25 после отделения устройства 85 могут быть отведены манипулятором для техобслуживания. Устройство 85 расположено в стойке 32; оно может быть также расположено на манипуляторе. Система контроля и регулирования на фиг. 4 у этих боковых уплотнений 25 обеспечивает оптимальную настройку уплотнительных плит 61 относительно литейных валков 22, 24, а также превентивный контроль и раннее обнаружение сбоев, утечек и т.п. с помощью устранения сбоев в режиме реального времени, в частности у уплотнительной плиты. С помощью измерительных звеньев 151, 152,153 измеряют длины ходов поршней цилиндров 71, а с помощью датчиков 127, 128, 129 перемещений - положения торцов литейных валков и направляют к приемнику 150, а от него - к блоку 100 обработки. Датчики 127, 128, 129 перемещений обеспечивают регистрацию износов и растяжений литейных валков. С помощью измерений ходов поршней можно определить положение уплотнительной плиты 61, а при прижатии - степень ее износа, вызываемого во время литья из-за вращающихся литейных валков и возникающего на основе этого трения скольжения. Если износ происходит слишком быстро, то давление прижима предпочтительно снижают, и наоборот. У этой системы контроля и регулирования предусмотрено три температурных датчика 111,112, 113, посредством которых измеряют температуры в местах контактирования уплотнительной плиты 61 с литейными валками 22, 24 в концевых зонах уплотнительных плит 61. Эти температуры записывают затем посредством приемника 110 и преимущественно сравнивают в центральном блоке 100 обработки с заданной характеристикой. Пока температуры в этих местах контактирования ниже, чем температуры расплава, можно говорить о нормальном режиме работы. Как только, однако, по меньшей мере, одна из этих температур несоразмерно возрастает, при 003382 6 ходится говорить об утечке между уплотнительной плитой 61 и, по меньшей мере, одним литейным валком 22, 24. Тогда с помощью вычислительного блока 100 по линии 101 вызывают мгновенное закупоривание пробкой распределительной емкости и прекращают подачу расплава из него между литейными валками. Другой температурный датчик 114 установлен на удерживающей раме 65 уплотнительной плиты 61, приблизительно в ее центре. По измеренной там температуре можно сделать выводы о функциональности этой удерживающей рамы 65 и, в частности, о ее деформациях. Кроме того, у этой системы контроля и регулирования предусмотрено три датчика давления 121, 122, 123 на цилиндрах 71. С помощью этих также предпочтительно непрерывно измеряемых давлений в соответствующем приемнике 120 можно обеспечить в блоке обработки регулирование давлений при сравнении с заданной характеристикой давлений в цилиндрах. К тому же в рамках изобретения на шарнирных рычагах 66, 67 предусмотрены тензометры 131, 141, посредством которых и приемников 130, 140 можно судить о характеристике усилия, а по нему - об условиях трения между уплотнительной плитой 61 и литейными валками 22, 24. Повышение коэффициента трения при постоянном давлении прижима может указывать на повышение износа уплотнительной плиты 61, тогда как его снижение позволяет сделать вывод об уменьшении вертикальной составляющей усилия и на этой основе произвести корректировку в смысле усиления давления прижима. С помощью измерения растяжения горизонтально лежащего шарнирного рычага 66 можно, в частности, определить неодинаковую силу трения одного и другого литейных валков 22, 24 об уплотнительную плиту 61. При ровной силе трения усилие у этого шарнирного рычага 66 составляет приблизительно нуль. При отклонении этих сил трения тем или иным цилиндром 71 можно через блок обработки и управляющий клапан 105 управлять с согласованием давления с тем, чтобы горизонтальное усилие снова довести до нуля. Перед литьем состоящие из огнеупорного материала уплотнительные плиты 61 в другом варианте прижимают цилиндрами к торцам 22',24' и притирают. С помощью этих тензометров 131, 141 можно определить силы трения между литейными валками и уплотнительной плитой и установить на определенную величину. В качестве другого измерительного прибора предпочтительно между уплотнительной плитой 61 и удерживающей рамой 65 может быть установлен виброметр 161 для измерения вибраций во время литья. С помощью этого виброметра 161 и датчика 160 сигналов можно при отклонении от заданной вибрации быстро установить сбой в работе, например, когда при 7 течи между литейным валком и литейной плитой, возникшая между ними величина вибрации неизбежно изменяется. При медленно изменяющейся вибрации, например до 50% от нормальной, следствием может быть корректировка давления прижима для приближения к заданной величине. В принципе, это измерение вибрации приводит к улучшенному использованию или стойкости состоящей из огнеупора уплотнительной плиты 61. С помощью этой системы контроля и регулирования накапливают значения, которые могут храниться в блоке 100 обработки в виде долговременного хранения, и из них выводят статистические данные, которые можно использовать предпочтительно в режиме реального времени. Возможно также, чтобы устройство 110,100 регулирования температуры могло влиять на блок 106 управления изображенного на фиг. 4 нагревательного устройства 155 для находящихся в нем для замены боковых уплотнений. На фиг. 5 изображено устройство для осевого перемещения и выверки уплотняемых торцов 22' литейных валков 22 по отношению друг к другу. Литейный валок 22 состоит из неподвижной оси 1 с шейкой 2, которая, в свою очередь, опирается на стойку 3. Литейный валок 22 включает в себя кольцеобразный опорный элемент 4, который соединен с цилиндрической оболочкой 5 посредством клиновой затяжки 6. Оболочка 5 снабжена на своей периферии аксиально проходящими охлаждающими отверстиями 7, которые сообщены с другими подающими и отводящими охлаждающее средство отверстиями 9, 10, 11 в опорном элементе 4, оси 1 и стойке 3. Оболочка 5 и опорный элемент 4 приводятся приводным устройством, содержащим двигатель и редуктор (не показаны). В целях плоскостной выверки торцовых поверхностей 22' литейного валка 22 относительно торцовых поверхностей другого литейного валка (не показан) оболочка 5 вместе с опорным элементом 4 расположена на неподвижной оси 1 с возможностью перемещения. Перемещение происходит посредством кольцеобразного цилиндропоршневого блока 13 двойного действия, которым снабжен как опорный элемент 4, так и ось 1 и который установлен на конце литейного валка 22. Поршневое кольцо 14 на опорном элементе 4 входит с зазором в огибающую канавку 16 оси 1, так что с обеих сторон поршневого кольца 14 образуются цилиндрические камеры 17, в которые по напорным трубопроводам р 1 и р 2 подают среду под давлением. С помощью разности давлений вызывают осевое перемещение опорного элемента 4 и, тем самым, торца 22' литейного валка 22 на максимальную величину, например 8 мм, соответственно в одну или другую сторону. Посредством блока 100 обработки в процессе регулирования измеряют положение литейного валка в осевом направлении датчиками 8 127, 128, 129 перемещений и при отклонении одного литейного валка от другого производят корректировку в том смысле, что торцы 22', 24' на одной или другой стороне литейных валков 22, 24 снова плоско выверяют. Это происходит путем срабатывания цилиндро-поршневого узла 13 от клапана (не показан). В случае, если один литейный валок по причине износа, производственных допусков и т.п. стал по длине короче, чем другой, например на 0,3 мм, эти литейные валки предпочтительно позиционируют по отношению друг к другу с обеих сторон с половиной величины разности длин (например, 0,15 мм). Этим создано дополнительное эффективное средство, чтобы избежать утечек. Изобретение достаточно полно представлено на приведенных выше примерах выполнения. Его можно осуществить, однако, и в других вариантах. Так, может быть предусмотрено боковое уплотнение 25, включающее в себя механическое и/или магнитное уплотнение. Для упрощения выполнения этой системы контроля может быть предусмотрено вместо трех только одно или два измерительных звена. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков(22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия трения между ними и позиционируют уплотнительные плиты (61) относительно торцов (22',24') литейных валков (22, 24) с возможностью очень точного соблюдения заданного положения уплотнительных плит относительно торцов литейных валков даже в нагретом рабочем состоянии, отличающийся тем, что измеряют положения торцов (22', 24') литейных валков (22, 24) в направлении оси литейных валков, при этом, по меньшей мере, один из литейных валков (22, 24) имеет возможность перемещения для как можно более ровной выверки их торцов (22', 24') по отношению друг к другу, в частности, в осевом направлении. 2. Способ по п.1, отличающийся тем, что в тех случаях, когда один литейный валок по причине износа, производственных допусков и т.п. стал по своей длине короче, чем другой, например на 0,3 мм, эти литейные валки позиционируют по отношению друг к другу с обеих сторон с половиной величины разности длин, например 0,15 мм. 3. Способ по п.1 или 2, отличающийся тем,что измеряют положения уплотнительных плит(61) в направлении оси литейных валков и в процессе регулирования сравнивают с заданными положениями и, при необходимости, подводят к ним. 4. Способ по любому из пп.1-3, отличающийся тем, что уплотнительные плиты (61) позиционируют относительно торцов (22', 24') литейных валков (22, 24) соответственно на расстоянии менее нескольких десятых миллиметра с полным прилеганием к торцам (22', 24') с давлением прижима или без него. 5. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом, образующих литейную щель литейных валка (22,24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) имеют по одной примыкающей к литейным валкам уплотнительной плите (61), средства измерения давления прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условий трения между ними, причем уплотнительные плиты(61) выполнены с возможностью позиционирования относительно торцов (22', 24') литейных валков, причем предусмотрен блок (100) обработки для регулирования и управления боковыми уплотнениями (25) во время работы, отличающееся тем, что предусмотрены датчики (127,128, 129) перемещений с измерительным устройством для измерения положения торцов (22',24') литейных валков (22, 24) в осевом направлении последних, при этом датчики (127, 128,129) перемещений находятся во взаимодействии с устройством для осевого перемещения, по меньшей мере, одного из литейных валков и для выверки герметизируемых торцов (22') литейных валков (22) по отношению друг к другу. 6. Машина по п.5, отличающаяся тем, что уплотнительные плиты выполнены с возможностью позиционирования относительно торцов(22', 24') литейных валков (22, 24) на расстоянии менее нескольких десятых миллиметра или с полным прилеганием к торцам (22', 24') с давлением прижима или без него. 7. Машина по п.5 или 6, отличающаяся тем,что предусмотрен, по меньшей мере, один цилиндр (71) для перемещения соответствующей уплотнительной плиты (61) в осевом направлении литейных валков (22, 24), длину хода поршня которого измеряют измерительным звеном (151, 152, 153) и положение которой передают на приемник (150), а от него на блок (100) обработки. 8. Машина по любому из пп.5-7, отличающаяся тем, что соответствующий цилиндр (71) снабжен датчиком (121, 122, 123) давления и т.п. для измерения давления прижима уплотнительной плиты (61). 9. Машина по любому из пп.5-8, отличающаяся тем, что соответствующее боковое уплотнение (25) закреплено на несущем элементе(41) и состоит из уплотнительной плиты (61),установленной на несущей раме (64, 65) действующего на него цилиндра (71) и плавающей опоры ее на несущий элемент (41). 10. Машина по п.9, отличающаяся тем, что установленная на несущей раме (64, 65) уплотнительная плита (61) закреплена через приблизительно горизонтально и вертикально расположенные шарнирные рычаги (66, 67) на соединительной плите (80), причем эти шарнирные рычаги (66, 67) сферически установлены одним концом на несущей раме (64), а другим концом на соединительной плите (80). 11. Машина по п.10, отличающаяся тем, что каждый шарнирный рычаг (66, 67) снабжен тензометром (131, 141) и т.п., посредством которых можно судить о характеристике усилия, а по ней об условиях трения между уплотнительной плитой (61) и литейными валками (22, 24). 12. Машина по любому из пп.5-11, отличающаяся тем, что в местах контактирования уплотнительной плиты (61) с литейными валками (22, 24) расположено преимущественно несколько температурных датчиков (111, 112,113), обеспечивающих превентивный контроль и раннее обнаружение сбоев, утечек и т.п. 13. Машина по любому из пп.5-12, отличающаяся тем, что преимущественно на уплотнительной плите (61) смонтирован виброметр(161) и т.п. для измерения вибраций боковых уплотнений во время литья.
МПК / Метки
МПК: B22D 11/06
Метки: также, металлической, машины, изготовления, ленточной, эксплуатации, разливочная, машина, ленточная, разливочной, способ, ленты
Код ссылки
<a href="https://eas.patents.su/7-3382-sposob-ekspluatacii-lentochnojj-razlivochnojj-mashiny-dlya-izgotovleniya-metallicheskojj-lenty-a-takzhe-lentochnaya-razlivochnaya-mashina.html" rel="bookmark" title="База патентов Евразийского Союза">Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина</a>
Ленточная разливочная машина с двумя литейными валками
Номер патента: 2998
Опубликовано: 26.12.2002
Авторы: Барбе Жак, Марти Хайнрих А., Штройбель Ханс
МПК: B22D 11/06
Метки: разливочная, валками, машина, двумя, ленточная, литейными
Формула / Реферат:
1. Ленточная разливочная машина с двумя литейными валками, расположенными параллельно на станине (3, 23) с образованием ограниченной с обеих сторон узкими боковинами (5) литейной щели (6), причем литейные валки (1, 2, 21) содержат охлаждаемые бочки с преимущественно цилиндрической оболочкой (27), образующие регулируемую литейную щель (6), и опорные шейки (8, 9) для опирания литейных валков (1, 2, 21) на станину (3, 23), отличающаяся тем, что...
Установка, содержашая вращающуюся электрическую машину, вращающаяся высоковольтная машина и способ изготовления цепи для вращающейся высоковольтной машины
Номер патента: 1488
Опубликовано: 23.04.2001
Авторы: Ертмар Ларс, Леийон Матс
МПК: H02J 3/36
Метки: машину, машина, способ, изготовления, содержашая, высоковольтной, вращающаяся, машины, вращающуюся, цепи, высоковольтная, установка, вращающейся, электрическую
Формула / Реферат:
1. Установка для диапазона мощностей от 1 МВт до 15 ГВт, содержащая вращающуюся высоковольтную машину с одиночной обмоткой или многообмоточную машину и преобразователь, отличающаяся тем, что машина является машиной высокого напряжения и включает магнитную цепь с одним или более магнитными сердечниками и одной или более обмотками, которые смещены по фазе в пространстве, при этом обмотки содержат один или более токонесущих проводников (2), вокруг...
Ленточная сепараторная система с улучшенной геометрией ленты
Номер патента: 1656
Опубликовано: 25.06.2001
Авторы: Данн Томас М., Серулло Томас, Боцман Чарльз Е.
МПК: B03C 7/08
Метки: сепараторная, улучшенной, система, ленточная, ленты, геометрией
Формула / Реферат:
1. Система ленточного сепаратора для разделения составляющих смеси частиц, включающая первый электрод (16) и второй электрод (12), расположенные на противоположных сторонах от продольной осевой линии (25) и образующие электрическое поле, ленту (30), проницаемую для составляющих смеси частиц и предназначенную для перемещения составляющих смеси частиц, обладающих похожей средней способностью подвергаться воздействию электрического поля, в...
Разливочная машина для дозированной подачи и непрерывной гомогенизации готовых красящих материалов
Номер патента: 1701
Опубликовано: 25.06.2001
Автор: Марацци Умберто
МПК: B01F 13/10
Метки: готовых, машина, материалов, гомогенизации, красящих, дозированной, непрерывной, разливочная, подачи
Формула / Реферат:
1. Разливочная машина для дозированной подачи жидких материалов, особенно красящих материалов, содержащая разливочную головку (13) с разливочной форсункой (13b), множество распределительных линий (10), концы которых соединены с разливочной головкой (13) для подачи жидких материалов, смешивающее средство (20), установленное между концами распределительных линий (10) и разливочной форсункой (13b), для непрерывного смешивания жидких материалов,...
Способ изготовления ленты самоклеящихся этикеток
Номер патента: 548
Опубликовано: 28.10.1999
Автор: Уилки Эндрю Уильямс
МПК: B31D 1/02
Метки: ленты, изготовления, этикеток, самоклеящихся, способ
Формула / Реферат:
1. Способ изготовления ленты самоклеящихся этикеток, включающий наличие несущей ленты, на которую сверху накладывают и прикрепляют к ней этикеточную ленту, отличающийся тем, что этикеточную ленту делят на последовательно расположенные этикеточные и обрезные участки, причем прочность крепления обрезных участков этикеточной ленты к несущей ленте выше, чем этикеточных. 2. Способ по п.1, отличающийся тем, что обрезные участки снабжены одним или...
Предыдущий патент: Холодильная машина с циклонным сепаратором для разделения газа и жидкости
Следующий патент: Ленточная разливочная машина для изготовления металлической ленты
Случайный патент: Биореактор и способ культивирования живых клеток