Устройство для разливки металлической ленты и способ управления им
Формула / Реферат
1. Устройство для разливки металлической ленты, содержащее два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающееся тем, что литейные валки (22, 24) установлены с возможностью перемещения от позиции (G) литья на такое расстояние, чтобы на позицию (G) литья установить вторую подготовленную пару литейных валков (22, 24).
2. Устройство по п.1, отличающееся тем, что литейные валки (22, 24) установлены с возможностью вращения на раме станины (32), которая имеет возможность перемещения в сторону от позиции (G) литья на заданное расстояние и с возможностью перемещения на позицию (G) литья установлена вторая, снабженная подготовленными литейными валками (22, 24) рама станины.
3. Устройство по п.1 или 2, отличающееся тем, что рама станины (32) установлена с возможностью перемещения вместе с охватывающим ее корпусом (30).
4. Устройство по любому из пп.1-3, отличающееся тем, что корпус (30) снабжен колесами (37), движущимися по рельсам полозьями, направляющими скольжения и т.п.
5. Устройство по п.4, отличающееся тем, что несущие корпус (30) рельсы (48, 48') отделены в зоне позиции (G) литья от остальной длины и установлены с возможностью перемещения по высоте подъемными цилиндрами (51) и т.п. для опускания или приподнятия корпуса (30) на позицию (G) литья или опускания или приподнятия рельсов (48) в положение заподлицо с примыкающими рельсами (48') для смещения корпуса (30) в сторону.
6. Устройство по п.5, отличающееся тем, что за счет опускания или приподнятия корпуса (30) предусмотрено подсоединение или отделение ведущих к литейным валкам (22, 24) трубопроводов (64) для подачи воды и/или других сред, причем трубопроводы (64) для подачи воды содержатся в раме станины (32), а стационарная система (65) водоснабжения с соответствующими подающими трубопроводами расположена под корпусом (30) или вне его.
7. Устройство по любому из пп.1-6, отличающееся тем, что корпус (30) содержит крышку (35), которая может быть поднята подъемными цилиндрами (71) и т.п. независимо от корпуса или опущена на него.
8. Устройство по любому из пп.1-7, отличающееся тем, что расстояние между позицией (G) литья и позицией (W) техобслуживания составляет несколько длин корпуса или литейных валков для возможности работы на позиции техобслуживания независимо от процесса литья.
9. Устройство по любому из пп.1-8, отличающееся тем, что на позиции (W) техобслуживания предусмотрены устройства для техобслуживания, с помощью которых литейные валки (22, 24) можно без демонтажа очищать, обтачивать, а поверхность заново подготавливать.
10. Устройство по любому из пп.1-9, отличающееся тем, что боковые уплотнения (25) с обеих сторон литейных валков (22, 24) выполнены с возможностью выдвигания из корпуса (30) и вдвигания в него, по меньшей мере, одним перемещаемым вне корпуса (30) манипулятором (40) и установлены в корпусе (30) на торцах литейных валков или прижаты к ним.
11. Устройство по любому из пп.1-10, отличающееся тем, что боковые уплотнения (25) с обеих сторон литейных валков (22, 24) установлены на торцах литейных валков или прижаты к ним, по меньшей мере, одним перемещающимся вместе с корпусом манипулятором (40).
12. Устройство по любому из пп.1-11, отличающееся тем, что у многолинейной разливочной установки предусмотрено, по меньшей мере, два расположенных рядом друг с другом устройства (20) для разливки с одной распределительной емкостью для жидкого расплава, причем один корпус выполнен с возможностью замены литейных валков, например литейных валков другой ширины во время работы другого корпуса.
13. Устройство по любому из пп.1-12, отличающееся тем, что у двух независимых разливочных линий находящаяся между ними позиция (W) замены и техобслуживания выполнена с возможностью использования для обеих разливочных линий попеременно.
14. Способ управления устройством для разливки металлической ленты, содержащим два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающийся тем, что при замене литейных валков (22, 24) вместо заменяемого на позицию (G) литья перемещают новый корпус с подготовленными литейными валками, затем посредством манипуляторов (40) на торцах литейных валков (22, 24) устанавливают или прижимают к ним боковые уплотнения (25), к корпусу (30) плотно присоединяют защитные оболочки (38), которые охватывают манипуляторы, и крышку (35) и внутреннее пространство корпуса (30) заполняют защитным газом, так что после подключения необходимых электрических или других присоединений осуществляют доливку.
15. Способ по п.14, отличающийся тем, что замену литейных валков (22, 24) осуществляют без необходимости опорожнения содержащей металлический расплав распределительной емкости (18), причем для этого крышку (35) перед заменой приподнимают, литейные валки (22, 24) после удаления боковых уплотнений (25) с корпуса (30) горизонтально отводят вдоль их осей вращения и новые литейные валки, например другой ширины, соответственно подают таким образом, что литейная труба снова попадает между ними, не касаясь их.

Текст
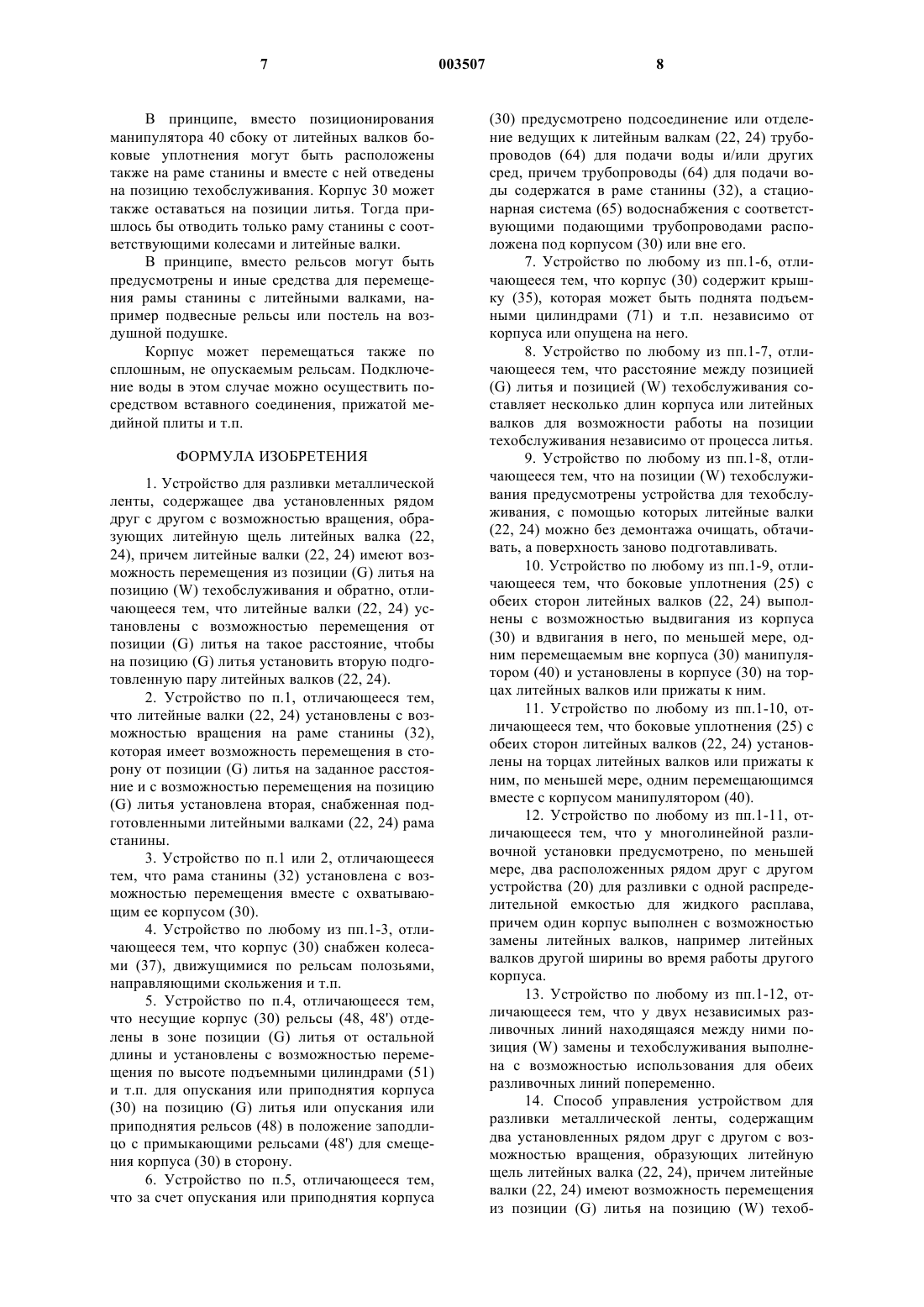
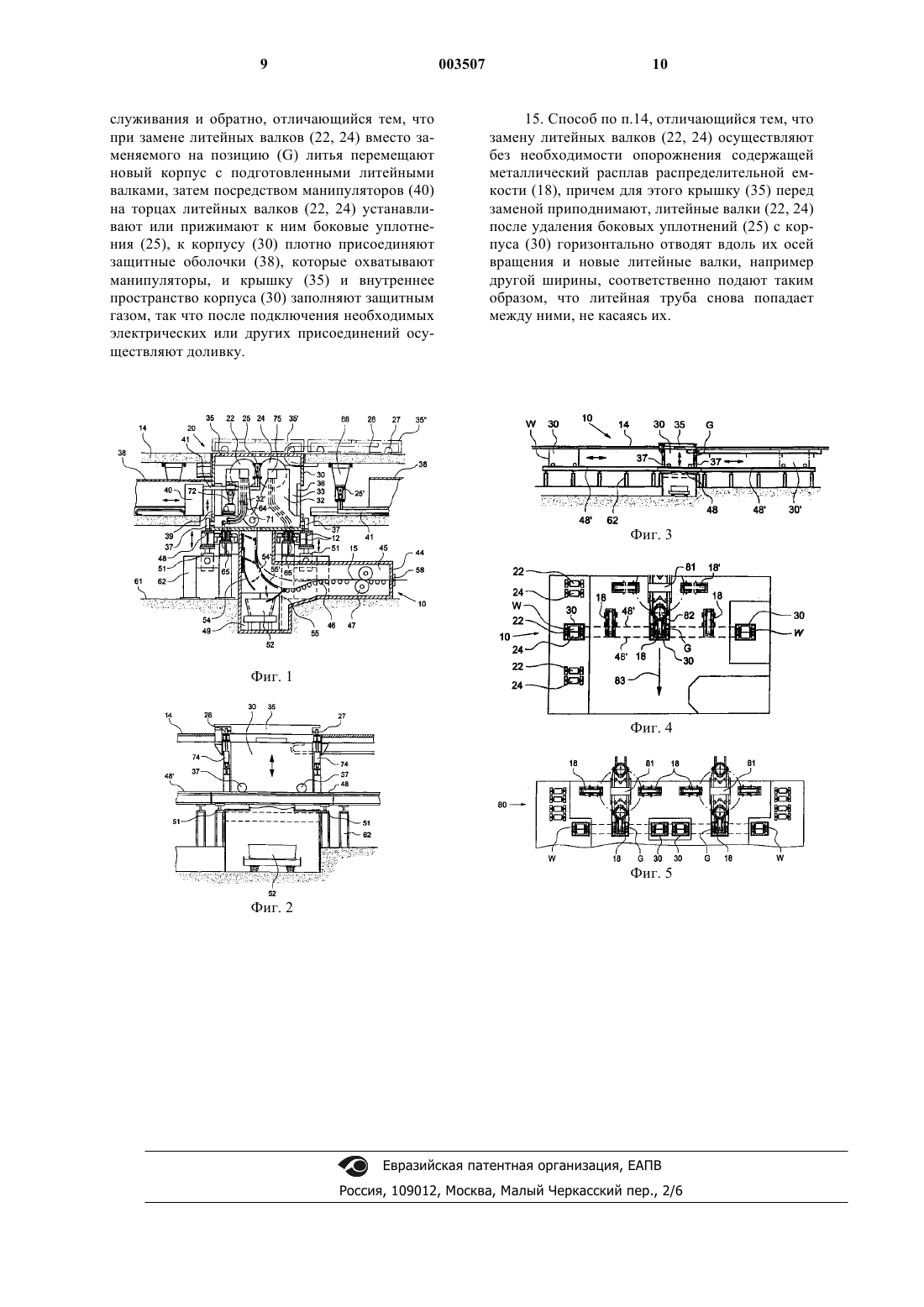
1 Изобретение относится к устройству для разливки металлической ленты, содержащему два литейных валка, с возможностью вращения установленных рядом друг с другом с образованием литейной щели, причем литейные валки имеют возможность перемещения из позиции литья на позицию техобслуживания и обратно, а также к способу управления устройством для разливки ленты. В устройстве для разливки ленты с двумя установленными, в основном, параллельно литейными валками узкие стороны ограничивают литейную щель. При литье лент, в частности стальных лент, узкие стороны как из-за трения о литейные валки, так и в нижней части из-за трения затвердевшей ленты изнашиваются в результате абразивного износа и должны заменяться во время литейной паузы. При замене узкие стороны перемещают из позиции литья, в котором узкие стороны прилегают к бочке, в основном, горизонтально посредством установочного устройства от бочки на позицию установки, а затем посредством приспособления для замены узких сторон, например роботов, установленных с каждой стороны устройства на литейной площадке, удаляют вверх из позиции установки. Такой робот для замены узких сторон описан, например, в японской выложенной заявкеJP-5-329583 А. В известных устройствах для разливки лент литейные валки установлены стационарно и жестко под поворотной башней и распределительной емкостью или т.п. Если эти литейные валки необходимо отремонтировать, например,посредством дополнительного шлифования, или заменить, это связано с трудоемкими работами по демонтажу и монтажу, поскольку литейные валки сами по себе труднодоступны и из-за своего веса должны удаляться или снова устанавливаться краном с точностью до миллиметра. Подсоединение и отсоединение водяных патрубков или электрических соединительных проводов также из-за труднодоступности связано со сложными операциями, при которых требуется даже разделить несущую литейные валки раму станины. Другой недостаток этих известных устройств для разливки лент состоит в том, что во время проведения ремонтных работ или работ по техобслуживанию литейных валков и самого устройства нельзя осуществлять разливку, что ограничивает производительность установки. В известном из WO-A-93/22087 устройстве для разливки литейные валки установлены на тележке, которая имеет возможность перемещения посредством цилиндра по рельсам приблизительно на половину длины тележки. Это выполнение устройства для разливки лент подходит однако только для литейных валков небольших диаметров. Даже на позиции техобслуживания, смещенной от позиции литья, доступ к литейным валкам лишь немного улучша 003507 2 ется, поскольку они находятся вблизи от позиции литья. В основу настоящего изобретения положена задача создания устройства для разливки описанного выше рода, в котором обеспечивается оптимальный доступ к машине, в особенности к литейным валкам, с помощью которого можно осуществлять быстрое техобслуживание или замену валков, а также повысить готовность устройства к разливке и тем самым ее производительность. Эта задача решается согласно изобретению за счет того, что литейные валки установлены с возможностью перемещения с позиции литья на такое расстояние, что на позицию литья можно переместить вторую подготовленную пару литейных валков. С помощью этого выполнения устройства для разливки согласно изобретению, у которого литейные валки установлены с возможностью перемещения на удаленную от позиции литья позицию техобслуживания, где они могут сразу же заменяться другими подготовленными литейными валками, создаются значительные преимущества по сравнению с известными системами. В одном из выполнений изобретения предусмотрено, что литейные валки установлены с возможностью вращения на раме станины, причем рама станины установлена с возможностью перемещения в сторону от позиции литья на названное расстояние и с возможностью перемещения на позицию литья установлена вторая,снабженная подготовленными литейными валками рама станины. За счет перемещения рамы станины с литейными валками к площадке для техобслуживания на ней могут быть размещены стационарные инструменты, шаблоны, устройства для дополнительной обработки, измерительные и другие контрольные приборы. Это обеспечивает быстрое и, кроме того, профессиональное техобслуживание и повторный запуск устройства. После отвода рамы станины, например при замене литейных валков другой ширины или при вышедших из строя литейных валках, заново подготовленные литейные валки могут сразу подводиться на другой раме станине под распределительную емкость, и за счет этого можно снова приступать к литью или продолжить его. Изобретение, а также другие его преимущества поясняются более подробно с помощью примера выполнения, показанного на чертеже,где на фиг. 1 схематично показано устройство для разливки лент согласно изобретению в продольном разрезе с рамой станины и с установленными на ней литейными валками; на фиг. 2 - устройство для разливки лент в разрезе по фиг. 1; на фиг. 3 - устройство для разливки лент с позициями техобслуживания литейных валков; 3 на фиг. 4 - устройство для разливки лент вид сверху; на фиг. 5 - другой вариант выполнения устройства для разливки лент в виде сверху. На фиг. 1 изображено устройство 20 для разливки непрерывным способом металлической ленты 15, в частности стальной ленты. Это устройство 20 опирается на несущую конструкцию 12 и снабжается металлическим расплавом из находящейся на ней распределительной емкости (не показана), как это известно у обычных установок 10 для непрерывной разливки. Это устройство 20 для разливки лент содержит, в первую очередь, два установленных, в основном, параллельно друг другу литейных валка 22, 24 с, приблизительно, горизонтальными осями вращения, которые на обоих торцах снабжены боковым уплотнением 25, за счет чего образовано закрытое со всех сторон отверстие с открытой вниз литейной щелью. Каждый литейный валок 22, 24 установлен по сторонам на раме станины 32 и приводится электродвигателем с возможностью управления. В целях регулирования ширины литейной щели рама станины 32, 32' со своей частью 32' и относящимся к ней литейным валком 22 может быть повернута с помощью средства 72 вокруг оси 71. Каждый литейный валок 22, 24 содержит цилиндрическую оболочку, приводимую электродвигателем, и несущую ее с возможностью вращения неподвижную ось 75, причем соответствующая ось 75 обоими своими концами опирается на раму станины 32, 32'. Это выполнение с неподвижными осями 75 обеспечивает их простую конструкцию вместе с рамой станины. Литейные валки 22, 24 с рамой станины 32 и боковыми уплотнениями 25 окружены закрывающим со всех сторон корпусом 30, причем внутреннее пространство 33 корпуса во время литья заполнено защитным газом, преимущественно инертным газом. Этот выполненный коробчатым корпус 30 расположен предпочтительно на расстоянии как с боков, так и сверху от литейных валков 22, 24 или от станины 32. На верхней стороне этого корпуса 30 расположена лежащая на нем приблизительно горизонтально крышка 35, которая имеет возможность перемещения из показанного закрытого положения в приподнятое положение 35' и из него - в горизонтально смещенное положение 35". Для этой цели она содержит с боков ролики 27, перемещающиеся по соответствующим рельсам 28. В показанном закрытом положении крышка 35 опущена, предпочтительно, до уровня дна 14 для достижения нужной плотности корпуса 30. Далее корпус 30 снабжен с боков закрываемыми дверцами 36 отверстия 39, которые служат для того, чтобы движущийся за пределами корпуса 30 манипулятор 40 мог перемещать боковые уплотнения 25 литейных валков 22, 24 через эти отверстия из показанного рабо 003507 4 чего положения 39 в корпусе 30 и из него. Соответствующий манипулятор 40 содержит для этой цели консоль 41, на которой закреплено боковое уплотнение 25, перемещаемое этим манипулятором 40 из рабочего положения в отведенное назад положение 25' техобслуживания и наоборот. В рабочем положении манипулятора 40 можно посредством отдельной защитной оболочки 38 обеспечить уплотнение незакрытого отверстия 39. Эта защитная оболочка 38 охватывает манипулятор 40 и, следовательно,плотно прижата с боков к корпусу 30. Кроме того, на чертеже показаны кассеты 88 для подвода и отвода боковых уплотнений 25. Предпочтительно с обеих сторон корпуса 30 установлено по два таких манипулятора 40, которые попеременно подводят к торцам литейных валков 22, 24 соответствующие боковые уплотнения 25 и во время литья прижимают их к литейным валкам в точно позиционированном положении. Под корпусом 30 отлитая металлическая лента 15 проходит в дополнительном продольном корпусе 44, образующем камеру 45, в которой также находится защитный газ для защиты металлической ленты 15 от контакта с кислородом и тем самым от окалинообразования. В этой камере 45 установлено несколько роликов 46 и прижимных валков 47, так что металлическая лента 15 проходит через этот продольный корпус 44 и через уплотненное в нем на конце отверстие 58. После выхода из этого корпуса 44 металлическая лента может быть, например,прокатана, охлаждена, свернута в рулон или обработана иным образом. Далее продольный корпус 44 имеет под отверстием 30" или литейной щелью углубление 49, в котором имеется подставленная под дно 61 установки улавливающая емкость 52. Назначением этой улавливающей емкости 52 является улавливание жидкого расплава выходящего при его утечке внизу из литейных валков, так чтобы не возникало каких-либо повреждений. Над этой емкостью 52 расположены поворотные направляющие створки 54, 55, которые в показанном положении образуют проход, а в обозначенном штрихпунктиром положении 54', 55' поворота служат направляющей для металлической ленты 15. Корпус 30 содержит подводящий трубопровод (не показан) для вдувания в его внутреннее пространство 33 защитного газа, который может быть охлажден газовым контуром и возвращен в процесс. По окончании процесса литья и перед открыванием корпуса защитный газ может быть всосан в аккумулятор и, при необходимости, из него может быть отфильтрован воздух. Согласно изобретению литейные валки 22,24 и, по меньшей мере, несущая их рама станины 32 установлены с возможностью перемещения по рельсам 48 и т.п. из показанной позицииG литья на позицию W техобслуживания и обратно. В данном примере выполнения охватывающий эту раму станины 32 коробчатый корпус 30 также имеет возможность перемещения,причем для этой цели он содержит движущиеся снаружи по рельсам 48, 48' колеса 37. Несущие корпус 30, выполненные в виде пар рельсы 48, 48', как это видно также на фиг. 2, отделены в зоне позиции G литья от остальной длины и установлены с возможностью перемещения по высоте закрепленными на конструкции 62 подъемными цилиндрами 51 и т.п. На фиг. 1 они вместе с корпусом 30 изображены в опущенном положении, а на фиг. 2 - в положении заподлицо с примыкающими рельсами 48'. В опущенном положении на дне корпуса расположено присоединение к системе 65 водоснабжения, причем трубопроводы 64 для подачи воды содержатся в раме станины 32, а система 65 водоснабжения с соответствующими подающими и отводящими трубопроводами расположена под корпусом 30. За счет этого возникает автоматическое присоединение и отделение этих трубопроводов 64 при срабатывании подъемных цилиндров 51. Посредством обратных клапанов (не показаны) можно при отделении предотвратить вытекание охлаждающей воды. Крышка 35 находится своей нижней поверхностью прилегания в опущенном, закрывающем корпус положении под дном 14 для того чтобы корпус 30 имел возможность горизонтального перемещения под дном 14. На фиг. 2 крышка, когда она перемещается, опирается своими роликами 27 на рельсы 28 и может быть приподнята или опущена подъемными цилиндрами 74 независимо от корпуса. При замене корпуса 30 новый корпус с подготовленными литейными валками 30 перемещают на позицию G литья и опускают. Затем боковые уплотнения 25 манипуляторами 40 прижимают к торцам литейных валков 22, 24 с определенным давлением, защитные оболочки 38 и крышку 35 плотно присоединяют к корпусу 30 и последний заполняют внутри защитным газом. Эта замена литейных валков 22, 24 может быть выполнена в качестве дополнительного преимущества консольно, т.е. проходящая через крышку 35 между литейными валками 22, 24 литейная труба может удерживаться в нужном положении без приподнимания удерживающей ее распределительной емкости 18. Крышку 35 при замене приподнимают, литейные валки 22,24 после снятия боковых уплотнений 25 горизонтально отводят от корпуса 30 вдоль их осей вращения и новые, имеющие, например, другую ширину литейные валки соответственно подают таким образом, что литейная труба снова попадает между ними, не касаясь их. За счет этого можно продолжать процесс литья без необходимости опорожнения распределительной емкости 18. При доливке требуется лишь открыть 6 запорный орган при выпуске расплава. Тем самым, с помощью этого устройства для разливки согласно изобретению достигается значительное повышение производительности. На фиг. 3 в рамках изобретения корпус 30 с содержащимися в нем изношенными литейными валками 22, 24 расположен с возможностью смещения из позиции G литья на такое расстояние, что второй корпус 30' с подготовленными литейными валками может быть перемещен на позицию G литья. По достижении позиции G литья этот корпус 30' может быть приведен в положение готовности к литью за счет опускания рельсов 48, соединения трубопроводов 64 с системой 65 водоснабжения и закрывания крышкой 35. Предпочтительно расстояние между позицией G литья и позицией W техобслуживания составляет несколько длин корпуса или литейных валков для того, чтобы на позиции техобслуживания можно было работать независимо от процесса литья. Это зависит от особенностей отдельной разливочной установки. На фиг. 4 изображена разливочная установка 10, работающая в одну линию. Обычная сама по себе поворотная башня 81 удерживает ковш 82, из которого стальной расплав разливают в распределительную емкость 18, а из него- между находящимися на позиции G литья литейными валками. Выходящую внизу между этими литейными валками металлическую ленту отводят затем по стрелке 83. На позиции W техобслуживания литейные валки 22, 24 обслуживают, например, обточкой или шлифованием,или иной поверхностной обработкой, или при необходимости заменяют новыми литейными валками. Эти литейные валки 22, 24 вместе с корпусом 30 сдвинуты в сторону по рельсам 48'. Распределительные емкости 18, 18' подготовлены для использования. Они могут быть повернуты в положение литья также поворотной башней. На фиг. 5 изображена разливочная установка 80 с двумя находящимися рядом друг с другом линиями, у которой в отличие от установки согласно фиг. 4 предусмотрено две поворотные башни 81 и по одной позиции W техобслуживания. Кроме того, между позициями G литья на обеих линиях установлено два корпуса 30 с литейными валками 22, 24, которые предпочтительно также служат в качестве позиции техобслуживания. Изобретение может быть предпочтительно применено в двухлинейной разливочной установке, у которой одна распределительная емкость с двумя выпусками снабжает жидким расплавом соответственно две линии. Тогда в действии могут находиться два корпуса с двумя литейными валками каждый. В этом случае консольную замену можно осуществить путем замены того или иного корпуса, тогда как с помощью другого продолжают литье. 7 В принципе, вместо позиционирования манипулятора 40 сбоку от литейных валков боковые уплотнения могут быть расположены также на раме станины и вместе с ней отведены на позицию техобслуживания. Корпус 30 может также оставаться на позиции литья. Тогда пришлось бы отводить только раму станины с соответствующими колесами и литейные валки. В принципе, вместо рельсов могут быть предусмотрены и иные средства для перемещения рамы станины с литейными валками, например подвесные рельсы или постель на воздушной подушке. Корпус может перемещаться также по сплошным, не опускаемым рельсам. Подключение воды в этом случае можно осуществить посредством вставного соединения, прижатой медийной плиты и т.п. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для разливки металлической ленты, содержащее два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22,24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающееся тем, что литейные валки (22, 24) установлены с возможностью перемещения от позиции (G) литья на такое расстояние, чтобы на позицию (G) литья установить вторую подготовленную пару литейных валков (22, 24). 2. Устройство по п.1, отличающееся тем,что литейные валки (22, 24) установлены с возможностью вращения на раме станины (32),которая имеет возможность перемещения в сторону от позиции (G) литья на заданное расстояние и с возможностью перемещения на позицию(G) литья установлена вторая, снабженная подготовленными литейными валками (22, 24) рама станины. 3. Устройство по п.1 или 2, отличающееся тем, что рама станины (32) установлена с возможностью перемещения вместе с охватывающим ее корпусом (30). 4. Устройство по любому из пп.1-3, отличающееся тем, что корпус (30) снабжен колесами (37), движущимися по рельсам полозьями,направляющими скольжения и т.п. 5. Устройство по п.4, отличающееся тем,что несущие корпус (30) рельсы (48, 48') отделены в зоне позиции (G) литья от остальной длины и установлены с возможностью перемещения по высоте подъемными цилиндрами (51) и т.п. для опускания или приподнятия корпуса(30) на позицию (G) литья или опускания или приподнятия рельсов (48) в положение заподлицо с примыкающими рельсами (48') для смещения корпуса (30) в сторону. 6. Устройство по п.5, отличающееся тем,что за счет опускания или приподнятия корпуса(30) предусмотрено подсоединение или отделение ведущих к литейным валкам (22, 24) трубопроводов (64) для подачи воды и/или других сред, причем трубопроводы (64) для подачи воды содержатся в раме станины (32), а стационарная система (65) водоснабжения с соответствующими подающими трубопроводами расположена под корпусом (30) или вне его. 7. Устройство по любому из пп.1-6, отличающееся тем, что корпус (30) содержит крышку (35), которая может быть поднята подъемными цилиндрами (71) и т.п. независимо от корпуса или опущена на него. 8. Устройство по любому из пп.1-7, отличающееся тем, что расстояние между позицией(G) литья и позицией (W) техобслуживания составляет несколько длин корпуса или литейных валков для возможности работы на позиции техобслуживания независимо от процесса литья. 9. Устройство по любому из пп.1-8, отличающееся тем, что на позиции (W) техобслуживания предусмотрены устройства для техобслуживания, с помощью которых литейные валки(22, 24) можно без демонтажа очищать, обтачивать, а поверхность заново подготавливать. 10. Устройство по любому из пп.1-9, отличающееся тем, что боковые уплотнения (25) с обеих сторон литейных валков (22, 24) выполнены с возможностью выдвигания из корпуса(30) и вдвигания в него, по меньшей мере, одним перемещаемым вне корпуса (30) манипулятором (40) и установлены в корпусе (30) на торцах литейных валков или прижаты к ним. 11. Устройство по любому из пп.1-10, отличающееся тем, что боковые уплотнения (25) с обеих сторон литейных валков (22, 24) установлены на торцах литейных валков или прижаты к ним, по меньшей мере, одним перемещающимся вместе с корпусом манипулятором (40). 12. Устройство по любому из пп.1-11, отличающееся тем, что у многолинейной разливочной установки предусмотрено, по меньшей мере, два расположенных рядом друг с другом устройства (20) для разливки с одной распределительной емкостью для жидкого расплава,причем один корпус выполнен с возможностью замены литейных валков, например литейных валков другой ширины во время работы другого корпуса. 13. Устройство по любому из пп.1-12, отличающееся тем, что у двух независимых разливочных линий находящаяся между ними позиция (W) замены и техобслуживания выполнена с возможностью использования для обеих разливочных линий попеременно. 14. Способ управления устройством для разливки металлической ленты, содержащим два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техоб 9 служивания и обратно, отличающийся тем, что при замене литейных валков (22, 24) вместо заменяемого на позицию (G) литья перемещают новый корпус с подготовленными литейными валками, затем посредством манипуляторов (40) на торцах литейных валков (22, 24) устанавливают или прижимают к ним боковые уплотнения (25), к корпусу (30) плотно присоединяют защитные оболочки (38), которые охватывают манипуляторы, и крышку (35) и внутреннее пространство корпуса (30) заполняют защитным газом, так что после подключения необходимых электрических или других присоединений осуществляют доливку. 10 15. Способ по п.14, отличающийся тем, что замену литейных валков (22, 24) осуществляют без необходимости опорожнения содержащей металлический расплав распределительной емкости (18), причем для этого крышку (35) перед заменой приподнимают, литейные валки (22, 24) после удаления боковых уплотнений (25) с корпуса (30) горизонтально отводят вдоль их осей вращения и новые литейные валки, например другой ширины, соответственно подают таким образом, что литейная труба снова попадает между ними, не касаясь их.
МПК / Метки
МПК: B22D 11/06
Метки: управления, способ, металлической, разливки, ленты, устройство
Код ссылки
<a href="https://eas.patents.su/6-3507-ustrojjstvo-dlya-razlivki-metallicheskojj-lenty-i-sposob-upravleniya-im.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для разливки металлической ленты и способ управления им</a>
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: изготовления, ленточная, ленты, металлической, разливочной, эксплуатации, разливочная, способ, также, машина, машины, ленточной
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Ленточная разливочная машина для изготовления металлической ленты
Номер патента: 3383
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: разливочная, изготовления, ленты, ленточная, машина, металлической
Формула / Реферат:
1. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом литейных валка (22, 24), а также боковые уплотнения (25), содержащие с обеих сторон литейных валков (22, 24) по одной подводимой с торца к литейным валкам уплотнительной плите (61), причем соответствующую уплотнительную плиту (61) подводят к обоим торцам (22', 24') литейных валков (22, 24) с возможностью обеспечения очень...
Способ и устройство для сушки и поддержания в сухом состоянии, в частности, холоднокатаной ленты в выходной зоне холоднопрокатных и лентопрокатных установок
Номер патента: 2541
Опубликовано: 27.06.2002
Авторы: Ханиш Михель, Денкер Вольфганг, Рихтер Ханс-Петер
МПК: B08B 5/02, B21B 45/02
Метки: состоянии, частности, ленты, выходной, устройство, холоднопрокатных, сухом, поддержания, зоне, способ, лентопрокатных, установок, сушки, холоднокатаной
Формула / Реферат:
1. Способ сушки и поддержания в сухом состоянии, в частности, катаных лент (холоднокатаной ленты) толщиной примерно до 10 мм, преимущественно менее 0,2 мм, в выходной зоне холоднопрокатных и лентопрокатных установок, в которых для отделения "влажного пространства" (35) прокатного стана от остальной выходной зоны за последней прокатной клетью, "сухим пространством" (34), расположена перегородка, верхняя часть которой над лентой (10) доходит до...
Способ химической обработки, например травления, катаной стальной ленты и устройство для его осуществления
Номер патента: 2523
Опубликовано: 27.06.2002
Автор: Рихерт Витольд
Метки: травления, катаной, обработки, химической, способ, устройство, например, осуществления, ленты, стальной
Формула / Реферат:
1. Способ химической обработки, в частности травления, катаной стальной ленты, пропускаемой в виде петли через несколько обрабатывающих ванн, расположенных на линии обработки, и воздействия при этом, по меньшей мере, с одной стороны обрабатывающим раствором, подаваемым через разбрызгивающие или распылительные узлы, выполненные с возможностью включения, или выключения, и/или регулирования ширины разбрызгивания и/или эксплуатируемые с регулируемым...
Упакованные ленты, а также способы и устройство для упаковывания указанных лент
Номер патента: 2000
Опубликовано: 22.10.2001
Автор: Ам Пауль Хенрик
МПК: B65H 45/101
Метки: упакованные, ленты, устройство, упаковывания, лент, способы, также, указанных
Формула / Реферат:
1. Упакованная лента (1), содержащая, по меньшей мере, одну сложенную ленту (2) и упаковку (3, 40), предпочтительно выполненную из пластикового листа, отличающаяся тем, что лента (2) зигзагообразно сложена, по меньшей мере, в одну стопку прямоугольной формы таким образом, что некоторые из сгибов (2а) ленты выровнены с торцами стопки, тогда как остальные сгибы (2б) расположены на различных расстояниях от них. 2. Упакованная лента по п.1,...
Предыдущий патент: Зубная щетка
Следующий патент: Композиции с контролируемым высвобождением пароксетина
Случайный патент: Огнеупорное изделие для разливочного ковша в виде защитной трубы, запорного стержня, погружного разливочного стакана или погружной разливочной трубы